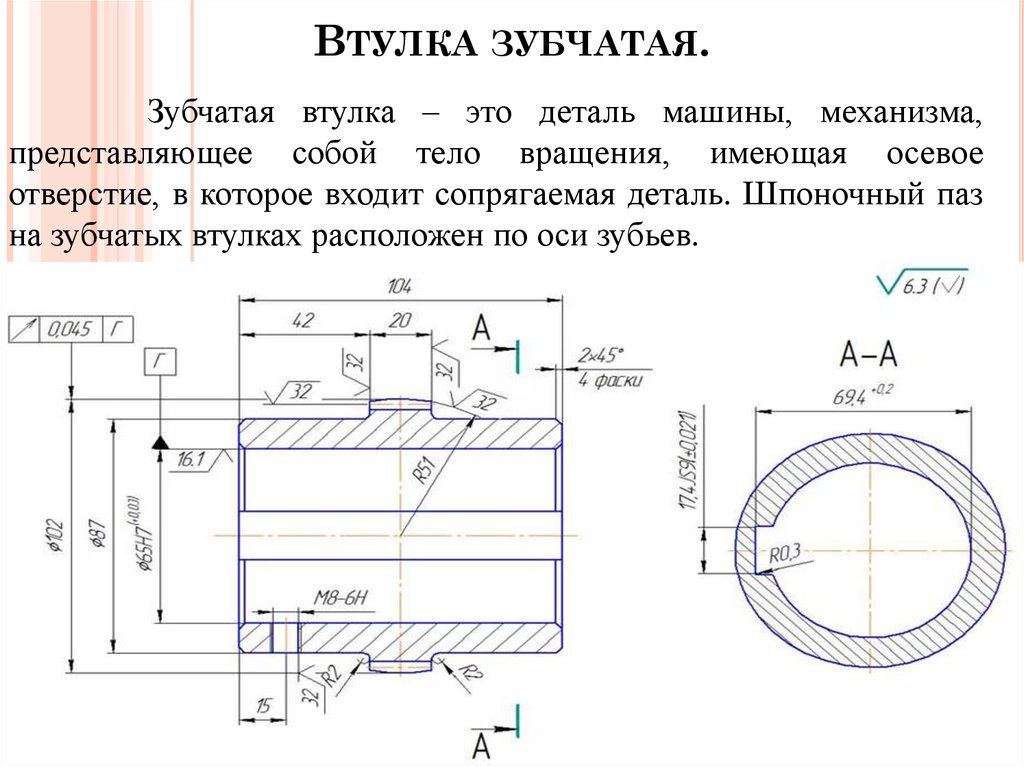
Рабочий чертёж детали втулка
Деталь цилиндрической или конической формы, внутри которой имеется отверстие, по ряду признаков называется – «втулка». Эти детали используются в механических устройствах, как правило, выполняют промежуточные вспомогательные функции.
В любой конструкции существует разные типы деталей, выполняющие определённые задачи. Одни детали служат для опорных работ, другие задействованные в определяющих кинематических или статических схемах, третьи выполняют распределительные действия.
Наименование
Втулка
Формат файла
*.dwg
Файл архива
*.rar
Размер файла
15 кб
Втулки используются как детали входящие в состав сборки, какого либо изделия, а также могут служить отдельными элементами приспособлений и оснастки. Втулки бывают цилиндрические, конические, резьбовые, разрезные, составные и специальные.
Цилиндрические втулки наиболее распространённые детали машин. Цилиндрические втулки выполняют свои целевые функции, ограничивающие взаиморасположение отдельных частей механизма, используя свои габаритные геометрические характеристики.
На валах станков часто встречаются втулки расположенные между шестернями, которые выдерживают нужное расстояние, в случае необходимости эти вспомогательные детали можно скорректировать методом протачивания торцов либо заменой на втулку с размером, превышающим размер исходной детали.
Цилиндрические втулки, благодаря своей геометрии, используются в качестве подшипников качения и выполняются из бронзы, которая обладает низким коэффициентом трения. Подшипники скольжения в виде неподвижных цилиндров запрессовываются в несущие части корпуса и служат опорами вала способного принимать движения вращения, обеспечивая минимальные потери на трение. Цилиндрические втулки, используемые как подшипники, так же изготавливаются из пластмасс, графита, карбона, композитов и других антифрикционных материалов.
Конические втулки используются в качестве вспомогательных переходных элементов, которые используются на станках для закрепления свёрл, с хвостовиком в виде конуса. Конические втулки применяются в качестве промежуточных изделий разнообразных технологических конструкций способствующих увеличению производительности. Втулки конические в некоторых случаях используются как подшипники скольжения.
Определяющим элементом для резьбовых втулок является наличие резьбы. Метрическая резьба этих втулок предназначена для вкручивания в ответную сопрягаемую деталь, как правило, это бывает корпус. Резьбовые втулки часто используются как вспомогательный элемент, включаемый в конструкцию при изготовлении мебели.
Одним из типов втулок является разрезная втулка. Эти втулки используются в тех случаях, когда по тем или иным причинам деталь невозможно вставить в предполагаемое место и её приходится изготавливать из составных частей. Разрезные втулки так же используются для закрепления деталей в универсальном токарном патроне с целью обеспечения определённых технических условий.
Существует очень много резиновых втулок, как правило, эти втулки предназначены для гашения вибраций, например в подвесках автомобилей. Резиновые втулки используются для герметизации различных типов подвижных соединений. Втулки из резины используются в качестве уплотнителя для безопасной укладки жгута электронных приборов.
Помимо перечисленных втулок существует ряд втулок, которые можно назвать специальные, это может быть многофункциональный узел станка машины или другого устройства. К таким типам втулок относится и велосипедная втулка, которая используется как несущая часть колеса, к которой крепятся спицы, а внутри вставляется механизм, выполняющий приводные функции и функции торможения.
Чертеж втулки с 3D модели в SolidWorks
Всем привет! В этом мы будем создавать чертеж втулки в SolidWorks с 3Д модели созданной в уроке «Втулка, 3D модель в SolidWorks».
Открываем эту 3д модель!
3д модель втулки в SolidWorksСвойства модели в SolidWorksПосле того как модель открылась, нужно
заполнить свойства модели, чтобы они автоматически заполнились на основной
надписи чертежа. Для этого нажимаем на кнопку свойства файла, она находится в
стандартной панели инструментов.
Для этого нажимаем на кнопку свойства файла, она находится в
стандартной панели инструментов.
Открывается окно суммарная информация,
переходим на вкладку
Поля масса и материал заполняются автоматически.
Далее нужно заполнить поле «Перв_Примен» я ввожу первую сборку где будет применятся данная деталь. Сборка: 3ДДД.010.00.000.
Первая часть свойств для детали в SolidWorksЗатем нужно заполнить остальные строки свойств под номерами: 12, 14, 16, 20 и22. В этих строках вводятся фамилии людей, которые разрабатывают, проверяют, проводят технологический контроль, нормо контроль и утверждают данный чертеж.
Я для примера ставлю просто первые приходящие в голову фамилии.
Вторая часть свойств детали в SolidWorksДалее осталось заполнить предприятия
изготовитель чертежа и формат, на котором будем создавать наш чертеж втулки.
В графу предприятия я ввожу: 3ddd-engineering.ru. А чертить я буду на формате А4.
Третья часть свойств детали в SolidWorksНа этом со свойствами детали заканчиваем и нажимаем ОК.
Сохраняем деталь, чтобы свойства сохранились и переходим непосредственно к созданию чертежа детали.
Создание чертежа с 3D модели SolidWorksНажимаем файл, «Создать чертеж из детали». Открывается окно выбора нового документа SOLIDWORKS, в котором для выбора доступны шаблоны для создания чертежа, мы с вами в уроке: «Шаблон чертежа по ГОСТ ЕСКД в SolidWorks» создали такой шаблон и назвали его «Шаблон чертежа ГОСТ». Его и выбираем.
Выбор шаблона чертежа в SolidWorksНажимаем ОК. Открывается окно «Формат листа/Размер» в нем выбираем формат листа А4, у меня это формат «А4 – ГОСТ-Л1-В», как создавать форматы чертежей под требования ГОСТ ЕСКД рассказано в уроке: «Редактирование форматок чертежа по ГОСТ в SolidWorks» или можно просто скачать имеющееся у меня шаблоны форматок и просто их добавить, более подробней об этом здесь.
После того как формат листа выбран, открывается чертеж выбранного формата, и справа в меню открывается палитра видов детали для создания чертежа.
Формат чертежа А4 и палитра видов в SolidWorksВыбор главного вида SolidWorksВ качестве главного вида я выбираю вид справа и перетаскиваю его на чертеж. После того как главный вид перенесен, сразу становятся доступными для добавления проекционные виды, я добавляю сразу еще один вид, вид слева и выношу его за границы листа, для чего это надо чуть расскажу чуть позже.
Лист А4 в SolidWorks, + добавленные виды в SolidWorksТакже стоит отметить, что после того как мы перенесли один из видов на чертеж сразу же автоматически заполняются все свойства детали. Которые мы указали в начале этого урока или которые вычислялись автоматически.
Свойства детали, автоматически заполненные в чертеже в SolidWorksРазрез на главном виде чертежаДалее нужно сделать разрез на главном
виде по осевой линии детали и проставить на нем размеры.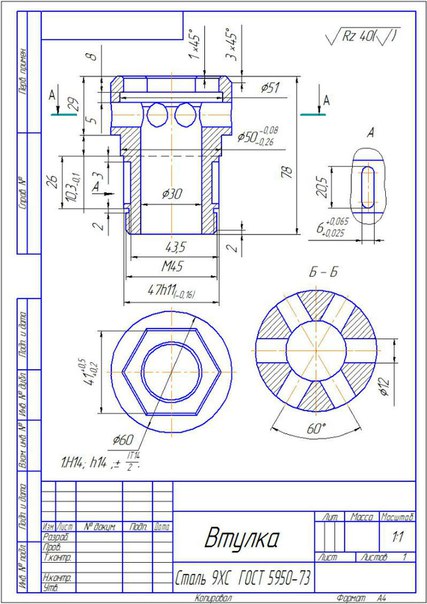
Сначала с помощью команды «Вырыв детали» сделаем разрез. Выбираем данную команду, она находится на вкладке расположения вида.
Инструмент вырыв детали в SolidWorksПосле выбора автоматически активируется команда эскиза сплайн, нужно построить сплайн вокруг нашей детали.
Контур сплайна для вырыва детали в чертеже SolidWorksДалее, чтобы указать глубину вырыва, на дополнительном виде, который у нас расположен за полем чертежа выбираем контур отверстия и вырыв детали построится равно по оси детали.
Затем подтверждаем построение вырыва. И наше деталь разрезается по осевой линии.
Главный вид втулки после применения вырыва в SolidWorksДанного вида будет достаточно чтобы показать на нем все размеры, которые нужны для изготовления детали.
Простановка размеров на чертеже втулки в SolidWorksС видами закончили теперь займемся
проставлением размеров. Размеры проставляются с помощью инструмента «Автоматическое нанесение размеров» который находится на вкладке примечание.
Размеры проставляются с помощью инструмента «Автоматическое нанесение размеров» который находится на вкладке примечание.
Но перед нанесением размеров нужно не забыть поставить осевую линию для нашей детали. Для этого выбираем команду «Осевая линия»
Команда осевая линия в чертеже SolidWorksи выбираем две кромки нашего отверстия.
Выбор кромок для создания осевой линииПосле чего осевая линия автоматически создается.
Втулка с осевой линией на чертеже в SolidWorksДалее наносим размеры.
Размеры для втулки на чертеже SolidWorksДалее прописываем для фаски размерность 0,5х45 и допуски для остальных размеров.
Допуски для размеров SolidWorksДля фаски, нажимаем на размер 0,5 и в открывшихся параметрах размера в меню слева в строке «Текст размера», в верхнем окне дописываем х45 и ставим значок градуса, выбрав его из списка символов в меню ниже. Так как у нас две фаски, то во второй строке теста размера прописываем «2 фаски»
Размер для фаски на чертеже втулки в SolidWorksТеперь проставим допуска на размеры.
Начнем с размера отверстия ф16мм,
выбираем его и в параметрах в меню слева в разделе «Допуск/Точность» в первой строке выбираем
Далее проставим допуск для диаметра 20мм, тоже выбираем тип «Посадка с допуском», но квалитет выбираем f7. Также ставим галочку отобразить скобки.
Размер вала диаметром 20мм на чертеже в SolidWorksТеперь проставим допуск для линейного размера 16,5мм, нажимаем на размер и в параметрах выбираем тип допуска «Двунаправленный», отображаются две строки «+» и «-». В строке «-» прописываем 0,3.
Допуск для линейного размера втулки в SolidWorksДопуска для остальных размеров чертежа
втулки мы укажем в пункте технических требований. Но, а пока нужно обозначить
шероховатости поверхности.
Но, а пока нужно обозначить
шероховатости поверхности.
Но перед этим не забываем сохранить наш чертеж, сохранять всегда рекомендую в одну папку с 3д-моделью.
Шероховатость поверхности на чертеже SolidWorksДля проставления шероховатости поверхностей на чертеже есть одноименный инструмент, который находится на вкладке примечания
Инструмент шероховатость поверхности в SolidWorksВыбираем этот инструмент, в параметрах инструмента.
В графе стиль у нас уже внесены в уроке: «Шаблон чертежа по ГОСТ ЕСКД в SolidWorks» основные значения шероховатости.
Выбираем шероховатость Ra1,6.
Выбор шероховатости Ra1,6 из ранее сохранённого шаблонаВыбираем поверхности, для которых должна быть шероховатость Ra1,6 и нажимаем на зеленую галочку подтверждая выбор.
Для остальных поверхностей укажем
шероховатость в правом верхнем углу чертежа, для этого внесем на чертеж значок
шероховатости, который мы приготовили все в том же уроке: «Шаблон чертежа по
ГОСТ ЕСКД в SolidWorks».
Данный значок указывает значение шероховатости для неуказанных на чертеже поверхностей. В шаблоне у меня заложена шероховатость Ra12,5, поменяем ее на Ra6,3, для этого нажимаем на среднею строку под полкой знака шероховатости в параметрах инструмента и меняем значение 12,5 на 6,3.
Изменения значения шероховатости SolidWorksКак видим и на чертеже значение шероховатости для неуказанных поверхностей изменились.
Технические требования на чертеже в SolidWorksНам осталось лишь прописать технические требования для нашей детали. Если вы помните заготовку для них мы тоже сделали в шаблоне чертежа в уроке: «Шаблон чертежа по ГОСТ ЕСКД в SolidWorks».
Нам нужно лишь внести их на чертеж и по необходимости внести изменения.
Внесенные технические требования с шаблона.Как видим первым пунктом идут размеры
для справок, которые должны обозначаться *,
таких у нас на этом чертеже нет, так что эту строку можно удалить.
Щелкаем два раза по техническим требованиям и вносим изменения. В итоге должно получиться как на картинке ниже.
Технические требования для детали в SolidWorksТакже в технических требованиях имеется строка для неуказанных допусков, а которой я говорил ранее, все они будут по 14 квалитету.
На этом чертеж втулки в SolidWorks готов, не забываем сохранить изменения.
Чертеж втулки в SolidWorksСохранение чертежа в SolidWorksТакже я всегда сохраняю чертежи в формате PDF. Для этого нажимаем файл, сохранить как, и в поле тип файла выбираем: «Adobe Portable Document Format (*.pdf)», также чуть ниже я рекомендую поставить галочку в строке «Просмотр после PDF сохранения». После чего нажимаем «Сохранить»
Сохранение чертежа в формате PDF в SolidWorksЭто нужно для просмотра чертежа после
сохранения и дополнительной проверки на ошибки. Также с формата PDF более
удобнее печатать чертеж и просматривать на других устройствах.
Также с формата PDF более
удобнее печатать чертеж и просматривать на других устройствах.
На этом наш чертеж втулки по требованиям ГОСТ ЕСКД в SolidWorks готов и сохранен в двух форматах. Наш урок закончен.
Всем пока!
Эскиз черчение, втулка, кривошип. Порядок составления эскизов
Эскиз нужно делать полно и аккуратно, чтобы в нём мог разобраться всякий технически грамотный человек. Не рекомендуется чертить эскиз в очень мелком масштабе. Величина изображения на эскизе должна быть такой, чтобы можно было проставить все необходимые размеры.
При составлении эскизов следует придерживаться определённого порядка.
Прежде чем приступить к снятию эскиза с натуры, необходимо внимательно осмотреть деталь со всех сторон. Затем поставить её в рабочее положение, т. е. в такое положение, которое она занимает в машине. Принять это положение за главный вид (вид спереди) и потом решить вопрос, сколько проекций следует вычертить, чтобы ясно представить форму и размеры детали, а также, как расположить эти проекции на листе.
Выполнение эскиза нужно начинать с проведения центровых и осевых линий, затем нужно провести контурные линии наружных очертаний формы, линии невидимого контура (внутренних очертаний), выполнить разрезы, провести размерные линии, обмерить деталь и проставить размеры, знаки обработки и отделки поверхностей и, наконец, записать все сведения о детали в рамке (штампе).
Приведём примеры составления эскизов, выполненных по этапам построения.
Пример 1. Втулка (фиг. 461). Втулка имеет сквозное ступенчатое отверстие, переходящее в выточку во фланце. Деталь представляет собою тело вращения. Следовательно, достаточно изобразить её в одной проекции.
Проводим осевую линию и обводим наружное очертание втулки (фиг. 461, а). Обводим внутреннее очертание втулки (фиг. 461, б), выполняем разрез и наносим размерные линии (фиг. 461, в). Обмеряем деталь и вписываем размеры в приготовленные размерные линии. Затем проставляем знаки обработки поверхностей и допуски (фиг. 461, г).
Затем проставляем знаки обработки поверхностей и допуски (фиг. 461, г).
П p и м e p 2. Кривошип. Кривошип состоит из двух цилиндрических втулок, соединённых между собою поперечиной с ребром. В одном из сквозных отверстий втулки имеется шпоночный паз, а с противоположной стороны—отверстие с резьбой (фиг. 462). Решаем, что кривошип достаточно
вычертить в двух проекциях. Удобнее начать эскизирование с вычерчивания плана. Проводим осевую и центровые линии для обоих отверстий. Вычерчиваем вид в плане и главный вид (фиг. 462, а), далее показываем на обоих видах внутренние очертания детали штриховыми линиями (фиг. 462, б). Затем выполняем разрез детали и штрихуем места детали, попавшие в плоскость разреза (фиг. 462, в).
Наносим размерные линии, обмеряем деталь и проставляем размеры (фиг. 462, г) и допуски и, наконец, в рамке записываем все необходимые данные о детали.
Иногда при эскизировании деталей сложной формы пользуются наглядными изображениями, выполненными по правилам аксонометрии. Образец такого эскиза представлен на фиг. 463.
Образец такого эскиза представлен на фиг. 463.
Чертежи AutoCAD.
В данном разделе размещены чертежи узлов и деталей выполненные в программе AutoCAD. Все чертежи доступны для скачивания, их можно использовать, исключительно, в качестве образца, для разработки собственной конструкторской и и технологической документации.
1 2 3 4
17. Втулка.
Чертеж втулки.
- Чертеж втулки, формат А4;
Объем архива ZIP — 45КБ
Скачать чертеж
18. Цилиндр сцепления.
Чертеж цилиндра сцепления. Рабочий цилиндр привода выключения сцепления служит для передачи усилия на вилку выключения сцепления.
- Сборочный чертеж цилиндра сцепления, формат А3;
- Спецификация.
Объем архива ZIP — 82КБ
Данный чертеж размещен на платной основе.
По вопросам приобретения обратитесь к администратору сайта.
Связь с администратором.
19. Зенковка.
Чертеж зенковки.
- 1.Сборочный чертеж зенковки, формат А3;
Объем архива ZIP — 44КБ
Скачать чертеж
20. Обойма.
Чертеж обоймы. Обойма применяется в грузоподъемных механизмах.
- Сборочный чертеж обоймы, формат А1;
- Спецификация.
Объем архива ZIP — 78КБ
Данный чертеж размещен на платной основе.
По вопросам приобретения обратитесь к администратору сайта.
Связь с администратором.
21. Губка тисочная.
Чертеж тисочной губки. Губка тисочная подвижная является частью универсальной оснастки гидравлических столов металлорежущих станков.
- 1.Сборочный чертеж губки тисочной, формат А1;
Объем архива ZIP — 98КБ
Скачать чертеж
22.
 Выключатель подачи топлива.
Выключатель подачи топлива.Чертеж выключателя подачи топлива. Выключатель служит для проверки подачи топлива в цилиндры дизеля. Это приспособление-выключатель устанавливают между секцией топливного насосаи и форсункой.
- Сборочный чертеж выключателя подачи топлива, формат А3;
- Спецификация.
Объем архива ZIP — 90КБ
Данный чертеж размещен на платной основе.
По вопросам приобретения обратитесь к администратору сайта.
Связь с администратором.
23. Муфта зубчатая.
Чертеж муфта зубчатая.
- 1.Сборочный чертеж зубчатой муфты, формат А2;
- 2.Спецификация
Объем архива ZIP — 65КБ
Скачать чертеж
24. Устройство запорное.
Чертеж запорного устройства. Концевое запорное устройство предназначено для соединения концов рукавов при перепуске сжатого
воздуха из одной емкости в другую.
- Сборочный чертеж устройства запорного, формат А3;
- Спецификация.
Объем архива ZIP — 75КБ
Данный чертеж размещен на платной основе.
По вопросам приобретения обратитесь к администратору сайта.
Связь с администратором.
1 2 3 4
Автор: Саляхутдинов Роман | «БОСК 8.0» Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание << |
Автор: Саляхутдинов Роман | «БОСК 5.0» Новый Видеокурс.
>> Читать Полное Описание << |
 «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
«Твердотельное и Поверхностное Моделирование в КОМПАС-3D»Автор: Дмитрий Родин | «AutoCAD ЭКСПЕРТ» Видео самоучитель По AutoCAD
|
Моделирование вспомогательных изделий
При построении трёхмерных сборочных единиц и сборочных чертежей используются вспомогательные изделия: сальниковые втулки и набивки, стопорные кольца, изготовленные из проволоки, уплотнительные кольца, манжеты, изготовленные из резины и др.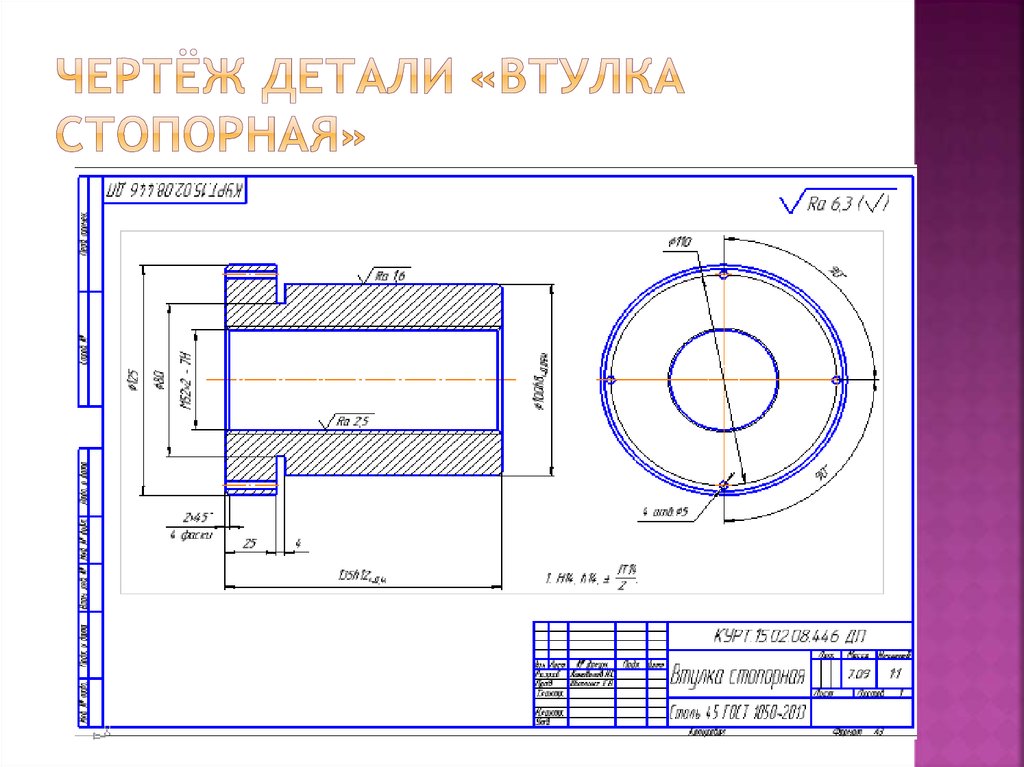 На рисунке 2.55 приведен фрагмент сборочного чертежа, где показаны изделия: крышка (поз. 1), шпиндель (поз. 2), сальниковая втулка (поз. 3) и набивка (поз. 4), – входящие в состав сальникового уплотнения. При построении моделей сальниковой втулки и набивки за основу можно взять чертёж детали Крышка (см. рисунок 2.46), по которому можно определить размеры их наружной формы, а размер их внутренней формы определяется диаметром хвостовика шпинделя. Подобного рода сборочный чертёж или любой существующий чертеж изделия можно использовать как каркас эскиза для построения нового элемента модели или модели в целом. Для этого, после копирования существующего изображения в буфер обмена и вставки его в эскиз новой модели, следует изменить существующий стиль всех линий изображения, задав им новый стиль – Тонкая. Далее можно построить формообразующий контур эскиза, используя готовый каркас.
На рисунке 2.55 приведен фрагмент сборочного чертежа, где показаны изделия: крышка (поз. 1), шпиндель (поз. 2), сальниковая втулка (поз. 3) и набивка (поз. 4), – входящие в состав сальникового уплотнения. При построении моделей сальниковой втулки и набивки за основу можно взять чертёж детали Крышка (см. рисунок 2.46), по которому можно определить размеры их наружной формы, а размер их внутренней формы определяется диаметром хвостовика шпинделя. Подобного рода сборочный чертёж или любой существующий чертеж изделия можно использовать как каркас эскиза для построения нового элемента модели или модели в целом. Для этого, после копирования существующего изображения в буфер обмена и вставки его в эскиз новой модели, следует изменить существующий стиль всех линий изображения, задав им новый стиль – Тонкая. Далее можно построить формообразующий контур эскиза, используя готовый каркас.
Пример 2.23. Построение модели и чертежа детали Втулка сальника (рисунок 1. 56).
56).
1. Создайте Модель, сохраните её файл на жестком диске в собственной папке под именем Втулка сальника и задайте свойства модели:
· Обозначение МИИТ.Г07841.00.03;
· Наименование Втулка сальника.
· Материал Бр АЖ9-4 ГОСТ18175-78.
2.
На фронтальной плоскости проекций (в дереве модели элемент Плоскость ХУ) постройте эскиз, показанный на рисунке 2.57. При этом сначала постройте каркас эскиза в виде трёх прямоугольников, построенных линиями стиля Тонкая и присоединённых друг к другу серединами боковых сторон (см. п. 5 примера 2.20). Размеры двух прямоугольников, определяющих элементы внешней формы, таковы: 14´9 мм и 17´3 мм, а прямоугольника для внутренней формы (осевого отверстия) – 9´12 мм. Далее нужно построить вспомогательную прямую под углом 60º и обвести линиями стиля Основная формообразующий контур, а линией стиля Осевая начертить горизонтальный отрезок оси вращения.
3. Используя построенный эскиз, операцией Вращение постройте модель втулки.
4. Выполните рассечение модели фронтальной плоскостью проекций (см. п. 6 примера 2.9) и построение на основе модели ортогонального чертежа детали.
5. Закройте файлы модели и чертежа детали Втулка сальника, сохранив изменения в них.
Пример 2.24. Построение модели Набивка сальника на основе чертежа детали Втулка сальника.
Создайте Модель и сохраните её файл под именем Набивка сальника.
1. На фронтальной плоскости проекций (в дереве модели элемент Плоскость ХУ) постройте эскиз, показанный на рисунке 2.58, для чего выполните следующие действия:
ü Открыв файл чертежа детали Втулка сальника, выделите все элементы изображения (можно с размерами и штриховкой) и выполните копирование их в буфер обмена, используя в качестве базовой точки начало координат. Далее закройте файл модели Втулка сальника без сохранения изменений в нём.
Далее закройте файл модели Втулка сальника без сохранения изменений в нём.
ü Возвратившись в файл модели Набивка сальника, укажите в дереве построений фронтальную плоскость проекций (в дереве модели элемент Плоскость ХУ) и, нажав кнопку Эскиз , вставьте изображение из буфера обмена, используя начало координат как точку вставки.
ü Удалив ненужные элементы чертежа (размеры, штриховка), выделите все элементы изображения кроме оси вращения и через контекстное меню задайте этим линиям стиль Тонкая.
ü Линиями стиля Основная постройте формообразующий контур и по окончании построений повторно нажмите кнопку Эскиз .
2. Используя построенный эскиз, операцией Вращение постройте модель набивки и закройте рассматриваемый файл, сохранив изменения в нём.
Пример 2.25. Построение модели стопорного проволочного кольца (рисунок 2.59). На указанном рисунке изображены модели концевой части шпинделя (а), проволочного кольца (б) и их сборочной единицы (в).
1. Создайте Модель и сохраните её файл под именем Кольцо стопорное.
2. Укажите в дереве построений профильную плоскость проекций (элемент Плоскость ZY) и нажмите кнопку Эскиз .
3. Открыв файл модели Канавка на шпинделе, выполните копирование в буфер обмена поперечного разреза по канавке (см. разрез Б – Б на рисунке 2.52), указав в качестве базовой точки центр изображения, и закройте этот файл без сохранения изменений в нём. и вставку его в файл Кольцо стопорное в эскиз.
4. Возвратившись в файл модели Кольцо стопорное, вставьте копию изображения, используя начало координат как базовую точку и задайте всем его линиям стиль Тонкая. Далее в указном эскизе выполните следующие построения (рисунок 2.60):
ü Линией стиля Основная постройте окружность Ø10 мм.
ü Линией стиля Основная начертите горизонтальный отрезок АВ, где положение точки А выбрано глазомерно, а точка В является крайней левой точкой окружности.![]()
ü Командой Скругление из меню инструментальной панели Геометрия радиусом 1,1 мм выполните плавный переход от отрезка АВ к окружности Æ10 мм.
ü Командой Усечь кривую двумя точками из меню инструментальной панели Редактирование удалите дугу CD окружности, где С является точкой сопряжения двух дуг окружностей и определяется привязкой Ближайшая точка, а точка D выбирается глазомерно. Кнопкой Эскиз закончите построения. Построенный эскиз будет являться траекторией, по которой будет перемещаться формообразующий контур в операции Кинематическая .
5. Включите инструментальную панель Вспомогательная геометрия и, нажав кнопку Плоскость через вершину перпендикулярно ребру из меню через точку А перпендикулярно прямой АВ постройте вспомогательную плоскость (см. п. 8 примера 2.17).
6. На указанной плоскости линией стиля Основная постройте эскиз – окружность Æ2 мм с центром в точке А (см. п. 9 примера 2.16). Этот эскиз будет являться формообразующим контуром.
п. 9 примера 2.16). Этот эскиз будет являться формообразующим контуром.
7. Используя оба построенных эскиза постройте тело, имеющее форму изогнутого отрезка проволоки (см. рисунок 2.59, б). Для этого включите инструментальную панель Редактирование модели и, нажав на ней кнопку операции Кинематическая из меню , укажите в дереве построений элемент Эскиз: 1 (т.е траекторию). Для завершения операции нажмите кнопку Создать объект .
8. Закройте рассматриваемый файл, сохранив изменения в нём.
Узнать еще:
Чтение чертежей. Графический диктант
Цель: Обучить анализу формы предмета и на этой основе создания образа. Обучить порядку чтения чертежа.
Оборудование для учителя. Презентация “Чтение чертежей”, модели геометрических тел, карточка-задание, учебник.
Оборудование для учащихся. Чертёжные
инструменты и принадлежности, тетрадь, учебник.
План урока.
Описание предмета по чертежу:
(Презентация, слайд №2), учебник см.(рис.110)
Вопросы
- Какие виды содержит чертёж?
- Сочетанием, каких геометрических тел определяется форма детали?
- Опишите общую форму детали.
2. Приведём пример построения третьей проекции на основе анализа геометрической формы предмета. (Слайд №2)
В основании детали лежит шестиугольная призма. (Слайд №5)
Вторая часть — четырёхугольная призма, в основании которой лежит квадрат. (Слайд №7)
Третья часть — цилиндр. (Слайд №8)
Мысленно объединив их в единое целое, представляем форму детали.
(Слайд №9)
Рассмотрим этапы выполнения чертежа:
Проведём на чертеже под углом 45
вспомогательную прямую и приступаем к
построению третьей проекции шестиугольной
призмы. (Слайд №4)
(Слайд №4)
Построение третьей проекции четырёхугольной призмы. (Слайд №6)
Построение третьей проекции цилиндра. (Слайд №8)
Представив по чертежу геометрическую форму каждой части детали, мысленно объединяют их в единое целое. (Слайд №10)
Хочу обратить внимание, что третий вид начерчен исключительно в учебных целях, т.к. получить представление о геометрических телах. изображаемых на нём можно по двум видам. На чертеже количество видов должно быть минимально и достаточным.
После анализа переходим к практической работе по индивидуальным карточкам-заданиям. (Слайд №12)
Переходим к практическому заданию для закрепления изученного материала. Каждый из вас выполнит чертёж детали по описанию.
3. Графический диктант.
Вычерчиваемая деталь втулка представляет
собой усеченный конус, одно основание которого
равно 20 мм, другое – 30 мм. Усеченный конус большим
основанием примыкает к фланцу в виде квадратной
призмы (размеры квадрата 30?30 мм, толщина фланца 8
мм). Внутри втулки проходит сквозное отверстие o15
мм, соосно с конической поверхностью. Общая длина
втулки 45 мм. Начертить чертёж в необходимом
количестве видов, нанести размеры и выполнить
технический рисунок детали.
Внутри втулки проходит сквозное отверстие o15
мм, соосно с конической поверхностью. Общая длина
втулки 45 мм. Начертить чертёж в необходимом
количестве видов, нанести размеры и выполнить
технический рисунок детали.
4. Самостоятельная работа
5. Подведение итога. Самопроверка.
- Построим два вида втулки. (Слайд №13)
- Построим два вида фланца, на котором стоит втулка. (Слайд №15)
- Построим цилиндрическое отверстие. (Слайд №17)
- Проставляем размеры.
- По данному чертежу выполняем технический рисунок детали.
6. Сообщение домашнего задания.
Втулка схемы — Энциклопедия по машиностроению XXL
Направляющие втулки (схема 4) изготовляют разрезными и крепят при помощи резьбовых соединений. Направляющие втулки (схема 10) можно запрессовывать или навинчивать с обязательным их стопорением. [c.340]
[c.340]Выше было указано, что головки клапанов, особенно выпускных, во время работы сильно нагреваются. Отвод тепла от головки возможен только через седло и через стержень к направляющей втулке. Схема передачи тепла через клапан приведена на фиг. 119. Для улучшения отвода тепла через седло применяют интенсивное охлаждение гнезда, располагая возможно ближе к нему водяную рубашку или оребрение. [c.159]
Т е н д е р (рис. 15, н) можно выполнить в виде нарезного стержня схема /) или нарезной втулки (схема I[). Схема II сокращает осевые габа- [c.76]
При расчете штока на изгиб принимают схему балки опертой посредине поршня и опорной втулки. Схема для расчета балки и эпюра изгибающих моментов показаны на рис. 48, б. Реакции в опорах [c.89]
На рис. 1 изображена наглядная схема образования сборочной единицы кривошипно-шатунной группы компрессора. Для ее сборки помимо отдельных деталей (поз. 2—5) подается заранее собранная сборочная един ща (поз. /), представляющая шатун (поз. 6) с запрессованными с даух сторон втулками (поз. 7, 8). Собранная сборочная единица кривошипно-шатунной группы подается далее на сборку всего изделия. На схеме указаны названия и условные позиции составных частей сборочной единицы.
[c.6]
Для ее сборки помимо отдельных деталей (поз. 2—5) подается заранее собранная сборочная един ща (поз. /), представляющая шатун (поз. 6) с запрессованными с даух сторон втулками (поз. 7, 8). Собранная сборочная единица кривошипно-шатунной группы подается далее на сборку всего изделия. На схеме указаны названия и условные позиции составных частей сборочной единицы.
[c.6]
Затем ПО схеме можно проследить, как и в какой последовательности передается движение от одного элемента станка к другому. От электродвигателя 1 вращение передается к шпинделю II через детали 2 (шкив, закрепленный на валу /), 3 и 4. Шпиндель И свободно вращается внутри втулки /2 и оканчивается внизу патроном /З для крепления сверла. Втулка 12 самостоятельно не вращается, а может лишь передвигаться вверх и вниз вместе с вращающимся шпинделем. Для этого на шпинделе сделано специальное устройство в виде упорных колец, заставляющих шпиндель перемещаться вместе с втулкой. На втулке 12 укреплена зубчатая рейка 11, сцепляющаяся с зубчатым колесом 15. Это колесо в зависимости от направления его вращения поднимает или опускает шпиндель. В движение колесо 15 приводится системой передач от ведущего колеса 6, насаженного на шпиндель и соединенного с ним направляющей шпонкой 5. Эта шпонка позволяет шпинделю
[c.306]
Это колесо в зависимости от направления его вращения поднимает или опускает шпиндель. В движение колесо 15 приводится системой передач от ведущего колеса 6, насаженного на шпиндель и соединенного с ним направляющей шпонкой 5. Эта шпонка позволяет шпинделю
[c.306]
Затем по схеме можно проследить, как и в какой последовательности перелается движение от одного элемента станка к другому. От электродвигателя 1 вращение передается к шпинделю II через детали 2 (шкив, закрепленный на валу I), 3 п 4. Шпиндель II свободно вращается внутри втулки 12 и оканчивается внизу патроном 13 для крепления сверла. Втулка 12 самостоятельно не вращается, а может лишь передвигаться вверх и вниз вместе с вращающимся шпинделем. Для этого на шпин- [c.276]
На рис. 3.44 приведена схема штампа последовательного действия, в котором операции выполняют в различных позициях по направлению подачи в позиции / происходит пробивка, а после перемещения полосы на шаг подачи (позиция II) — вырубка, в результате чего получают изделия в виде шайбы. Пуансоны 2 и 3 закрепляют на верхней плите штампа, а матрицы 4 и 5 — на нижней. Точное направление пуансонов относительно матриц обеспечивается направляюш,ими втулками 7 и колонками 6, запрессованными в верхнюю и нижнюю плиты штампа. Полоса или лента подается между направляющими линейками до упора /, ограничивающего шаг подачи. Высечка снимается с пуансонов съемником 8.
[c.111]
Пуансоны 2 и 3 закрепляют на верхней плите штампа, а матрицы 4 и 5 — на нижней. Точное направление пуансонов относительно матриц обеспечивается направляюш,ими втулками 7 и колонками 6, запрессованными в верхнюю и нижнюю плиты штампа. Полоса или лента подается между направляющими линейками до упора /, ограничивающего шаг подачи. Высечка снимается с пуансонов съемником 8.
[c.111]
Схема притирки наружной цилиндрической поверхности приведена на рис, 6.106, а. Притир / представляет собой втулку с прорезями. которые необходимы для полного его прилегания под действием сил Р к обрабатываемой заготовке 2 по мере ее обработки. Притиру сообщают возвратно-поступательное движение и одно- [c.375]
Торцы деталей часто используют в качестве поверхностей для базирования других сопряженных с ними деталей. Одним из элементов сборочного комплекта являются втулки и кольца. Условимся называть подобные детали с отношением l d > 0,7 втулками, а с отношением l/d (Вт) или по цилиндру (при (Вц [c. 57]
57]
Схема 2. Основная база для я-й втулки — цилиндр. Такая схема соответствует [c.57]
На рис. 72, б показаны схемы обработки отверстий на вертикально-сверлильном станке с указанием размеров, которые определяют припуск под каждый инструмент. Каждый инструмент должен быть направлен втулкой кондуктора, в противном случае направление и точность могут быть неправильны (/ — сверление, 2 — зенкерование, [c.207]
По данным таблицы построим схемы расположения полей допусков вала я втулки, подобные показанным на рис. 15,6 [c.190]Выбрать тип шпоночного соединения и подобрать шпонку для соединения втулки с валом (рис. 13.8, а). Наметить посадки по сопрягаемым размерам рассчитать предельные зазоры и натяги начертить схему полей допусков указать на чертеже шпоночного соединения предельные отклонения определить размеры и предельные отклонения несопрягаемых размеров шпонки и пазов привести условное обозначение шпонки. [c.160]
[c.160]
На неподвижное прямобочное шлицевое соединение с размерами 8 х 56 х 62 мм действуют нагрузки с умеренными толчками и редкими реверсами точность центрирования высокая сборка затруднена. Наметить способ центрирования соединения, посадки по центрирующим поверхностям и допуски нецентрирующих диаметров определить предельные отклонения, зазоры и натяги начертить схемы полей допусков шлицевых деталей и соединения написать условные обозначения шлицевого соединения, вала и втулки. [c.161]
Определить предельные отклонения ширины впадины е втулки и толщины шлица s вала эвольвентного шлицевого соединения по следующим данным т = 2. .. 4 мм d= 12. .. 25 мм степень точности 7 для размера е основные отклонения Н, для размера s-f и п. Начертить схему полей допусков. [c.162]
Дано подвижное эвольвентное шлицевое соединение номинальный диаметр D == 30 мм, модуль m = 3 мм, диаметр делительной окружности d = 24 мм, число зубьев z = 8 нагрузки значительные, переменные частые перемещения втулки по валу точность центрирования высокая. Наметить способ центрирования, посадки по центрирующим поверхностям и поля допусков нецентрирующих диаметров определить предельные отклонения и зазоры начертить схемы полей допусков, установленных на поверхности центрирования провести условные обозначения шлицевых соединений, втулки и вала.
[c.163]
Наметить способ центрирования, посадки по центрирующим поверхностям и поля допусков нецентрирующих диаметров определить предельные отклонения и зазоры начертить схемы полей допусков, установленных на поверхности центрирования провести условные обозначения шлицевых соединений, втулки и вала.
[c.163]
В схеме I приводная головка 20 перемещается по неподвижной штанге 21. В схеме П головка закреплена на штанге, которая перемещается в направляющих втулках 22 корпуса. Точность направления значительно повышается, поперечные усилия на головке и переставная сила уменьшаются [c.80]
При первой схеме подшипники устанавливаются в корпус с натягом, а на валу — на центрирующей или плотной посадке. Порядок разборки следующий. Сначала с вала снимают приводной фланец, а Затем движением вправо извлекают вал из внутренних отверстий подшипников вместе с сидящей на нем крыльчаткой (рис. 23, й). Возможен и другой порядок вначале с вала снимают крыльчатку и движением влево за приводной фланец извлекают вал из подшипников (рис. 23,6). Описанная схема исключает возможность затяжки подшипников на буртики вала и требует установки между подшипниками распорной вту.зки /. Крыльчатка при этом должна быть зафиксирована в осевом направлении на валу упором в ступеньку 2 шлицев. Оба подшипника затягиваются на торец крыльчатки гайкой крепления приводного фланца усилие затяжки передается на передний (правый) подшипник через распорную втулку.
[c.93]
23,6). Описанная схема исключает возможность затяжки подшипников на буртики вала и требует установки между подшипниками распорной вту.зки /. Крыльчатка при этом должна быть зафиксирована в осевом направлении на валу упором в ступеньку 2 шлицев. Оба подшипника затягиваются на торец крыльчатки гайкой крепления приводного фланца усилие затяжки передается на передний (правый) подшипник через распорную втулку.
[c.93]
При первом способе между внутренними и наружными обоймами парных подшипников устанавливают дистанционные втулки неравной длины. При установке по схеме X (см. рис. 458) внутренние обоймы затягивают гайкой 1 (рис. 460, а) до упора в торец дистанционной втулки. При этом в схеме возникает натяг, величина которого определяется разностью а длин втулок. [c.493]
В серийном и массовом производствах распространена обработка отверстий в приспособлениях с направлением инструмента кондукторными втулками. Схемы расположения кондукторных втулок расточных приспособлений показаны на рис. 12.7. При направлении инструмента по схемам, приведенным на рис. 12.7, а и б, оправку или инструмент соединяют со шпинделем жестко, а по схемам, приведенным на рис. 12.7, в и а — шарнирно. Обрабатывать отверстия с направлением инструмента кондукторными втулками можно на горизонтгльно-расточных, агрегатных, вертикально-сверлильных и радиально-сверлильных станках.
[c.181]
12.7. При направлении инструмента по схемам, приведенным на рис. 12.7, а и б, оправку или инструмент соединяют со шпинделем жестко, а по схемам, приведенным на рис. 12.7, в и а — шарнирно. Обрабатывать отверстия с направлением инструмента кондукторными втулками можно на горизонтгльно-расточных, агрегатных, вертикально-сверлильных и радиально-сверлильных станках.
[c.181]
В случаях, когда растачивание с применением жесткого шпинделя затруднено, применяют растачивание с направлением по кондукторным втулкам. Схемы инструментальных наладок с направлением оправки по одной втулке приведены на рис. 11, а — в. Оправка 3 соединена со шпинделем 1 с помош.ью плавающего патрона 2. На рис. И, а показана схема инструментальной цаладкц для сд чая, кр- [c.38]
В насосах с золотниковым дозированием увеличение или уменьшение цикловой подачи производится поворотом плунжера. При повороте плунжера изменяется относительное положение его отсечной кромки и отсечного окна втулки. Схема на рис. 127, в показывает изменение относительного положения отсрчного окна, верхней и отсечной кромок плунжера. На схеме перемещение развертки золотниковой головки плунжера диаметром относительно неподвижного отсечного окна при повороте и возвратнопоступательном движении плунжера заменено перемещением отсечного окна относительно неподвижной развертки.
[c.228]
Схема на рис. 127, в показывает изменение относительного положения отсрчного окна, верхней и отсечной кромок плунжера. На схеме перемещение развертки золотниковой головки плунжера диаметром относительно неподвижного отсечного окна при повороте и возвратнопоступательном движении плунжера заменено перемещением отсечного окна относительно неподвижной развертки.
[c.228]
Направляющие втулки (схема 4) изготов- (схема 10) можно запрессовывать или навин- [c.346]
В схемах е, ж трение образцов происходит по торцевым поверхностям, по схеме з -испьпывается соединение вад-втулка, схема и применяется ггри испьпании на абразивное трение и изнашивание. С помощью воронки подается кварцевый песок, а вращаюгцийся резиновый диск (из неопрена) снабжен канавками для размещения песчинок. [c.188]
Тяговый электродвигатель присоединен к силовой цепи при помощи четырех гибких многожильных кабелей сечением 300 м, выведенных из остова через отверстия, в которые поставлены уплотнительные ре. чиновые втулки (схему внутренних соединений тягового элекродвигателя см. на рис. 183 на вкладке). Втулки фиксируются стальной накладкой 19 (см. рис. 113), прикрепленной к остову двумя болтами М12. Концы кабелей впаяны в латунные наконечники, на которых обозначены выводы обмоток. Снаружи кабели защищены от фязи и влаги брезентовыми рукавами (один конец рукава крепится стальным хомутиком на выступе накладки 19, а другой — шпагатом на наконечнике) и дополнительно закреплены на остове с помощью деревянных колодочек (плиц).
[c.207]
чиновые втулки (схему внутренних соединений тягового элекродвигателя см. на рис. 183 на вкладке). Втулки фиксируются стальной накладкой 19 (см. рис. 113), прикрепленной к остову двумя болтами М12. Концы кабелей впаяны в латунные наконечники, на которых обозначены выводы обмоток. Снаружи кабели защищены от фязи и влаги брезентовыми рукавами (один конец рукава крепится стальным хомутиком на выступе накладки 19, а другой — шпагатом на наконечнике) и дополнительно закреплены на остове с помощью деревянных колодочек (плиц).
[c.207]
При выборе методики измерения коэффициентов теплообмена между поверхностью и псевдоожиженным слоем предпочтение было отдано электрической схеме с датчиком-нагревателем как наиболее простой и точной. Основная часть экспериментов выполнялась с помощью датчиков, представляющих собой пропитанный лаком деревянный цилиндр, на который наматывалась виток к витку медная проволока диаметром 0,07 мм, после чего наружная поверхность датчика обрабатывалась до чистоты Ra 0,2. Затем он включался в измерительную схему. Кроме того, был изготовлен датчик, состоящий из асбоцементного цилиндра с плотно намотанной нихро-мовой проволокой диаметром 0,2 мм и медной втулки, туго посаженной сверху (толщина стенки втулки составляла 0,5 мм). Вдоль поверхности втулки были зачекане-ны три термопары. Замеры производились после дости-
[c.105]
Затем он включался в измерительную схему. Кроме того, был изготовлен датчик, состоящий из асбоцементного цилиндра с плотно намотанной нихро-мовой проволокой диаметром 0,2 мм и медной втулки, туго посаженной сверху (толщина стенки втулки составляла 0,5 мм). Вдоль поверхности втулки были зачекане-ны три термопары. Замеры производились после дости-
[c.105]
Большое влияние на надежность фрикционной муфты оказьшают нажимные механизмы. На рис. 20.29, а, б приведены широко распространенные схемы нажимных рычажно-кулачковых механизмов. Вьшгрьпп в силе здесь получают, как обычно, выбором плеч рычагов и угла конуса нажимной втулки. При включенном положении концы рычагов находятся на цилиндрических поверхностях втулок. В этом случае сила сжатия дисков на опоры вала не передается. Нажимной механизм получается самотормозящимся. Однако при работе машины в результате неизбежных вибраций нажимная втулка может сместиться (по рисунку вправо), что вызовет выключение муфты. Для предупреждения этого рычаги, управляющие нажимными втулками, должны быть зафиксированы в конечных положениях. [c.322]
[c.322]
Отметим, что реальный процесс взрывной развальцовки трубки отличается от идеализированной схемы, описываемой за-висихмостью (6.4), поскольку трубка является податливой за счет пластического деформирования, а также в связи с наличием между зарядом и трубкой демпфирующей полиэтиленовой втулки. В связи с этим целесообразно представить давление на внутренней поверхности трубки в виде [c.335]
Для шириньс шпонки h == I2h9 в табл. П72, П73 и П18 находим /T9 = 43 мкм es = 0. ei = — 43 мкм. Для ширины пазов ва-j[a Ь = 12iV9 ES = О, EI = — —43 мм втулки Ь = 12J,,.9 ES = = — / = 21,5 мкм. Чертим схему полей допусков (рис. 13.8,6) и вычисляем предельные зазоры и натяги по формулам (2.9) и (2.10). В соединении цшонки с пазом вала (iV9/ 9) = = S-ei = 0-(-43) = 43 мкм = е.5 — /= l — ( — 43). [c.160]
Для обеспечения нормальной работь опоры важным является правильный выбор конструкции осевого крепления внутренних колец подшипников. Такое крепление предусматривается для всех конструкций опор, кроме установки подшипников по схеме II. 1 (см. рис. 5.13) враспор , где в отдельных сл чаях оно может не применяться, Наиболее распространены крепл(. ния резьбовыми элементами (см. рис. 5.14, 5.16, 5.17, 5.20, 5.30, 5 34) и стопорными разрезными кольцами (см. рис. 5,14, 5.15, 5.33 5.40). Внутреннее кольцо подшипника, расположенного со стороны выходного конца вала, часто подпирается распорной втулкой (с i. рис. 5.15,..5.17, 5.21, 5.24, 5.25), которая крепится в осевом панр, влении совместно с насаживаемой на конец вала деталью.
[c.128]
Такое крепление предусматривается для всех конструкций опор, кроме установки подшипников по схеме II. 1 (см. рис. 5.13) враспор , где в отдельных сл чаях оно может не применяться, Наиболее распространены крепл(. ния резьбовыми элементами (см. рис. 5.14, 5.16, 5.17, 5.20, 5.30, 5 34) и стопорными разрезными кольцами (см. рис. 5,14, 5.15, 5.33 5.40). Внутреннее кольцо подшипника, расположенного со стороны выходного конца вала, часто подпирается распорной втулкой (с i. рис. 5.15,..5.17, 5.21, 5.24, 5.25), которая крепится в осевом панр, влении совместно с насаживаемой на конец вала деталью.
[c.128]
При правом — получим fa=I279 H, f = —286H. Шкив посажен на разгрузочной втулке, поэтому силы от ременной передачи не действуют на вал. Построим расчетные схеми для вала И. [c.311]
| Рис. 4.28, Схема процсс-са сборки стержня со втулкой с помощью датчиков |
 23, в) подшипники устанавливают на валу с натягом и при разборке извлекают из корпуса вместе с валом. Здесь подшипники можно затянуть на буртики, выполненные заодно с валом. Подшипники крепят каждый в отдельности передний через распорную втулку затягивают колпачковой гайкой крепления крыльчатки, задний — крепежной гайкой приводного фланца.
[c.93]
23, в) подшипники устанавливают на валу с натягом и при разборке извлекают из корпуса вместе с валом. Здесь подшипники можно затянуть на буртики, выполненные заодно с валом. Подшипники крепят каждый в отдельности передний через распорную втулку затягивают колпачковой гайкой крепления крыльчатки, задний — крепежной гайкой приводного фланца.
[c.93]При установке по схеме О (вид б) затягивают гарЧкой 2 наружные обоймы до упора в торец внешней дистанционной втулки. [c.494]
При анализе реальных конструкций и их кинематических схем выявляются либо дополнительные подвижности И/ , либо избыточные структурные связи q относительно основной схемы механизма с заданным числом степеней свободы U/.i. Из дополнительных подвижностей выделяют местные подвижности звена и местные подвижности группы звеньев W,. Местную подвижность имеют [1лавающие оси, втулки и пальцы, кольца некоторых типов подшипников, блоки, шкивы, ролики в кулачковых механизмах и т. п. Особенность местной подвижности звена заключается в том (см. рис. 2.11, а), что реализация ее не вызывает перемешения остальных звеньев механизма. Местная подвижность звена имеет определенное функциональное назначение, ибо она позволяет, например, уменьшать износ элементов кинематической пары, улучшить условия смазки, повысить коэффициент полезного действия (к.п.д.), надежность, долговечность узлов машин. Общее число местных подвижностей звеньев в кинематической цепи следует выявлять на первоначальной стадии структурного анализа и синтеза механизма.
[c.53]
Особенность местной подвижности звена заключается в том (см. рис. 2.11, а), что реализация ее не вызывает перемешения остальных звеньев механизма. Местная подвижность звена имеет определенное функциональное назначение, ибо она позволяет, например, уменьшать износ элементов кинематической пары, улучшить условия смазки, повысить коэффициент полезного действия (к.п.д.), надежность, долговечность узлов машин. Общее число местных подвижностей звеньев в кинематической цепи следует выявлять на первоначальной стадии структурного анализа и синтеза механизма.
[c.53]
Найти реакции опор составной конструкции, состоящей из трех тел, соединенных в точке D. Схемы конструкций представлены на рис. 25 — 27 (размеры — в м), нагрузка указана в табл. 8. В вариантах 1-15, 21-30 составные части соединены с помощью шарниров, а в вариантах 16 —20 — с помощью гладкой втулки малой длн1гы. [c.25]
Руководство по стандартным буровым втулкам
БЫСТРЫЙ НАЙД:
Буровые втулки являются основным элементом большинства современных бурильных кондукторов. Они действуют как прецизионные направляющие устройства для сверл,
развертки, метчики, зенковки и аналогичные режущие инструменты на хвостовике. Сверлильные втулки служат трем целям:
они определяют местонахождение, направляют и поддерживают режущий инструмент. Хотя они служат в основном направляющими для режущих инструментов, сверла
втулки имеют и другое применение. Они хорошо работают в сборочных инструментах, инструментах для проверки и подобных устройствах, которые
требуют точной центровки и расположения цилиндрических деталей.
Они действуют как прецизионные направляющие устройства для сверл,
развертки, метчики, зенковки и аналогичные режущие инструменты на хвостовике. Сверлильные втулки служат трем целям:
они определяют местонахождение, направляют и поддерживают режущий инструмент. Хотя они служат в основном направляющими для режущих инструментов, сверла
втулки имеют и другое применение. Они хорошо работают в сборочных инструментах, инструментах для проверки и подобных устройствах, которые
требуют точной центровки и расположения цилиндрических деталей.
Самым распространенным режущим инструментом для сверления является спиральное сверло. Конструкция и характеристики раскроя стандартные. спиральное сверло, хотя и является эффективным, не очень хорошо подходит для точной обработки. Основные причины находятся в конструкция спирального сверла.
Спиральные сверла имеют две наклонные режущие кромки. Режущие кромки обычно расположены на расстоянии 118º друг от друга с зазором между кромками.
угол примерно 12º. Острие, образованное этими углами, называется «острием долота». Лезвие долота
обычно под углом 135º к режущей кромке сверла.Эта конструкция, хотя и очень эффективна для резки, не
эффективен для центрирования инструмента.
Острие, образованное этими углами, называется «острием долота». Лезвие долота
обычно под углом 135º к режущей кромке сверла.Эта конструкция, хотя и очень эффективна для резки, не
эффективен для центрирования инструмента.
Кроме того, материал, удаленный для формирования канавок и кромок сверла, в сочетании со стандартной спинкой конусность, значительно уменьшает площадь контакта спирального сверла с отверстием. Проблемы дизайна увеличиваются еще больше из-за неподдерживаемой длины сверла. Кроме того, в большинстве производственных ситуаций сверло точка не всегда точно центрирована. Сверло со смещенным от центра острием прорезает отверстия слишком большого размера.
В сочетании эти условия приводят к тому, что просверленные отверстия находятся вне центра, имеют увеличенный размер, некруглую форму, выходят за пределы
выравнивание, и обычно не прямое. Но простая установка спирального сверла в втулку сверла может значительно уменьшить, если
не устранить, большинство из этих проблем.
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
Сверлильные втулки бывают самых разных типов и стилей. Доступны три основные категории буровых втулок: постоянные втулки, заменяемые втулки и буровые втулки с пневматической подачей.Как показано на Рисунке 10-1, буровые втулки обозначаются буквами и цифрами. Эти буквы и цифры описывают основную форму и конкретные размеры каждой втулки в формате, установленном Американским национальным институтом стандартов (ANSI). Этот формат состоит из одной-четырех букв для обозначения типа втулки, размера наружного диаметра в 64 доли дюйма, размера длины в 16 долях дюйма и внутреннего диаметра втулки, указанного с точностью до четырех знаков после запятой.
Рисунок 10-1. Для сверлильных втулок используются буквенно-цифровые обозначения ANSI, которые определяют тип и конкретные размеры втулки.Втулки постоянные сверлильные
Постоянные втулки предназначены для ограниченного производства, когда втулки не меняются регулярно. в течение срока службы работника. Постоянные втулки либо вдавливаются непосредственно в зажимную пластину, либо
отлита на месте. Поскольку эти втулки установлены постоянно, повторная замена может вызвать
монтажное отверстие для износа и снижения точности и надежности установки. Следующие разные
разновидности постоянных втулок.
в течение срока службы работника. Постоянные втулки либо вдавливаются непосредственно в зажимную пластину, либо
отлита на месте. Поскольку эти втулки установлены постоянно, повторная замена может вызвать
монтажное отверстие для износа и снижения точности и надежности установки. Следующие разные
разновидности постоянных втулок.
Прессовая посадка. Втулки с запрессовкой, рис. 10-2, являются наиболее распространенными и наименее дорогими постоянными втулками. Эти втулки обозначаются буквой P (или PC, если втулка твердосплавная). Втулки с запрессовкой
разработан для одноэтапных операций, таких как сверление или развертывание. Втулки запрессовываются прямо в зажимное приспособление.
пластина. Они удерживаются на месте за счет запрессовки. На Рис. 10-3 показан рекомендуемый размер отверстия для пресс-фитинга.
втулки. Конструкция без головки позволяет устанавливать втулки близко друг к другу и заподлицо с верхней частью
пластина для джига.Однако такая конструкция обеспечивает меньшую устойчивость к большим осевым нагрузкам.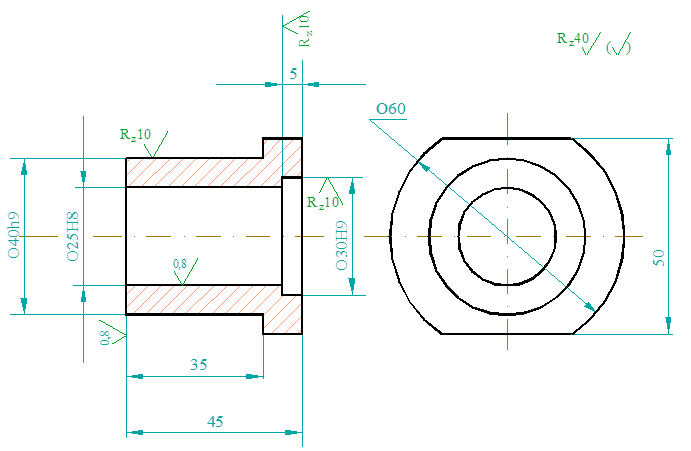
Головка с прессовой посадкой. Втулки с запрессовкой , рис. 10-4, аналогичны втулкам с запрессовкой по конструкции и применению. Однако эти втулки изготавливаются с головкой. Втулки с запрессованной головкой предназначены для
приложения, где большие осевые нагрузки могут проталкивать запрессованную втулку через монтажное отверстие.Головной пресс-
подходят втулки типа H или HC (твердосплавные). Эти втулки можно устанавливать с открытой головкой,
как показано, или с зенковкой, если втулка должна быть установлена заподлицо с верхней частью зажимной пластины. Когда джиг-пластина
расточен, только диаметр корпуса втулки обеспечивает расположение, и только этот диаметр должен
развернуться. Область расточки обеспечивает зазор для головки и не должна быть точно подогнана. Фигура
10-5 показаны стандартные диаметры головки. Длина втулки измеряется от нижней части головки до
выходной конец втулки.
Длина втулки измеряется от нижней части головки до
выходной конец втулки.
Зубчатая прессовая посадка . Зубчатые втулки с запрессовкой типа SP, показанные на Рисунке 10-6, используются в тех случаях, когда закаленная втулка сверла устанавливается в мягкой зажимной плите. Втулки имеют вечную монтажную поверхность как с точно заточенным диаметром, так и с зубчатой или прямой накаткой.Заземляющая часть выравнивает
втулку в монтажное отверстие так же, как и втулку с запрессовкой. Зубцы предотвращают любое вращательное движение от нагрузок с высоким крутящим моментом. Зубцы также выдерживают осевые нагрузки, которые могут протолкнуть втулку через зажимную пластину. Эти втулки хорошо подходят для зажимных пластин из алюминия, магния, масонита, дерева или подобных мягких материалов.
Эти втулки хорошо подходят для зажимных пластин из алюминия, магния, масонита, дерева или подобных мягких материалов.
Серрата Грув. Втулки с канавкой Serrata, тип SG, рис. 10-7, аналогичны втулкам с зубчатой посадкой. втулка. Однако в них не сочетаются точный диаметр и зубцы. Вместо этого зубчатая канавка втулки имеют зазубрины по всей длине. Зубцы и канавки прорезаны по окружности Эти втулки подходят как для запрессовки, так и для монолитного монтажа. Эти втулки обеспечивают высокий крутящий момент. сопротивление, но из-за их монтажной поверхности с прямой накаткой они имеют пониженное сопротивление осевым нагрузкам.Точно так же, поскольку окружность этих втулок имеет зубцы, а не шлифовку, внутренний диаметр должен быть равным. используется для выравнивания втулки для монолитных конструкций.
Рисунок 10-7. Втулки с канавкой Serrata имеют прямые зубья по всей длине для монолитной или заливной установки.
Втулки с канавкой Serrata имеют прямые зубья по всей длине для монолитной или заливной установки.Алмазная канавка. Втулки с алмазной канавкой типа DG — это еще одна форма втулки для монолитного монтажа. Приложения. Как показано на Рис. 10-8, эти втулки напоминают втулку с зубчатой канавкой, но имеют накатка с ромбовидным рисунком, а не с накаткой с прямым узором по окружности.Алмазная накатка обеспечивает высокую сопротивление как вращательным, так и осевым силам. Как и втулки с зубчатой канавкой, окружность втулки с алмазной канавкой имеют накатку и не шлифуются, поэтому внутренний диаметр необходимо использовать для выравнивания втулка для монолитного монтажа.
Рисунок 10-8. Втулки с алмазной канавкой имеют наружный диаметр с алмазной накаткой для монолитной или герметичной установки при больших осевых нагрузках. Втулки с алмазной канавкой не следует использовать для запрессовки.Для запрессовки, прямозернистый
втулки лучше, потому что, когда они вдавливаются в зажимную пластину, материал вытесняется
точки накатки перемещаются в область между точками. Накатка с ромбовидным узором, напротив, будет
разрезать материалы и фактически протянуть отверстие большего размера.
Накатка с ромбовидным узором, напротив, будет
разрезать материалы и фактически протянуть отверстие большего размера.
В случае монолитного монтажа втулки устанавливаются в отверстия большего диаметра. Космос между внешней поверхностью втулки и внутренней частью отверстия заполнено либо эпоксидной смолой, либо низкоплавкой. точечный сплав, рисунок 10-9.
Рисунок 10-9. Втулки с алмазной канавкой имеют наружный диаметр с алмазной накаткой для монолитной или герметичной установки при больших осевых нагрузках. Шаблон. Шаблонные втулки типа TB, рис. 10-10, предназначены для тонких кондукторов. Эти втулки позволяют использовать инструменты большего диаметра с тонкой зажимной пластиной. Вместо того, чтобы использовать более толстую пластину, обычно требуется
поддерживают сверла большего диаметра, шаблонные втулки обеспечивают необходимую опору для сверл в зажимных плитах от 1/16 дюйма до
3/8 дюйма толщиной.Это снижает как стоимость, так и вес зажимной пластины.
Шаблонные втулки устанавливаются, как показано на Рисунке 10-11. При размещении втулок шаблона следуйте минимальные краевые расстояния и расстояния между отверстиями показаны на Рисунке 10-12 (a). После правильного размещения монтаж отверстие просверливается и расширяется на 0,001–0,003 дюйма больше, чем установочный диаметр втулки. Дыра утоплен на стороне детали, чтобы втулка могла сесть.015 ”ниже поверхности, Рисунок 10-12 (b). В Затем вставляется втулка и вдавливается в отверстие.
Рисунок 10-11. Шаблонные втулки устанавливаются с помощью монтажного приспособления 1. Расположение отверстий При размещении отверстий соблюдайте минимальные расстояния между отверстиями и краевые расстояния, указанные ниже:| ВТУЛКА OD | А МИНИМУМ | B МИНИМУМ |
| 3/8 | 0,60 | .250 |
| 1/2 | . 73 73 | .312 |
| 3/4 | .98 | .438 |
Рисунок 10-12. Порядок установки шаблонных втулок.
стопорное кольцо установлено с помощью инструмента установки. При установке стопорного кольца, убедитесь, что верхняя часть кольца находится в пределах +. 005” / -. 10” из верхней части паза во втулке, рис 10-12 (с), перед использованием инструмента установки. Зубцы на окружности втулки предотвращают вращательное движение.Стопорное кольцо и фиксирует втулки в зажимном приспособлении пластины и ограничивает любое осевое перемещение.
005” / -. 10” из верхней части паза во втулке, рис 10-12 (с), перед использованием инструмента установки. Зубцы на окружности втулки предотвращают вращательное движение.Стопорное кольцо и фиксирует втулки в зажимном приспособлении пластины и ограничивает любое осевое перемещение.
Печатная плата. Втулки для печатных плат типов CB и CBC (твердосплавные), рис. 10-13, доступны в двух вариантах: безголовый или головной стиль. Эти втулки специально разработаны для сверл малых диаметров. Втулки для печатных плат доступны для сверл размером от # 80 до 9/64 ”и изготавливаются в различных стилях для конкретных плат. сверлильные станки. На рис. 10-14 показаны некоторые из наиболее распространенных форм вводов печатных плат.
Рисунок 10-13. Втулки для монтажных плат предназначены для размещения больших хвостовиков сверл для монтажных плат.Сменные буровые втулки
Заменяемые втулки предназначены для применений, где втулки необходимо регулярно менять в течение срока службы держателя. Замена втулок производится при их износе или при выполнении нескольких операций в одном отверстии. При выполнении нескольких операций используются две или более бурильных втулки для выполнения требуемого отверстия.Двумя основными формами втулок для возобновляемых установок являются возобновляемые бурильные втулки и вкладыши. Втулка сверла фиксирует режущий инструмент и поддерживает его. Втулка хвостовика устанавливает и поддерживает буровую втулку. И буровые втулки, и вкладыши для возобновляемых устройств доступны в нескольких стилях.
Замена втулок производится при их износе или при выполнении нескольких операций в одном отверстии. При выполнении нескольких операций используются две или более бурильных втулки для выполнения требуемого отверстия.Двумя основными формами втулок для возобновляемых установок являются возобновляемые бурильные втулки и вкладыши. Втулка сверла фиксирует режущий инструмент и поддерживает его. Втулка хвостовика устанавливает и поддерживает буровую втулку. И буровые втулки, и вкладыши для возобновляемых устройств доступны в нескольких стилях.
Скользящий / фиксированный возобновляемый. Проскальзывающие / фиксированные заменяемые втулки типов SF и SFC (твердосплавные) являются наиболее распространенной формой возобновляемых втулок, рис. 10-15.Эта возобновляемая втулка является заменой старых и устаревших возобновляемых втулок типа S и фиксированных возобновляемых втулок типа F. Вставные / фиксированные заменяемые втулки объединяют в одной втулке как скользящую, так и фиксированную блокировку, рисунок 10-16.![]()
Проскальзывающие / фиксированные возобновляемые втулки обычно используются в длительных производственных циклах, когда требуется замена втулок.Эти втулки могут быть установлены как в фиксированной-возобновляемой, так и в скользящей-заменяемой конфигурации, просто вращая втулку, Рисунок 10-17.
Рисунок 10-17. Проскальзывающая / фиксированная возобновляемая втулка может быть установлена как фиксированная-возобновляемая или скользящая-заменяемая, просто вращая втулку. Стационарно-возобновляемая установка предназначена для одноэтапных операций, таких как сверление или развертывание. Эти втулки меняют только при износе втулок. Неподвижно-заменяемые втулки удерживаются на месте стопорным винтом или круглым зажимом. Зажимы удерживают втулку на месте и предотвращают любое движение во время цикла обработки. При замене втулки зажим снимается, а втулка заменяется. Затем снова устанавливают зажим, чтобы надежно удерживать втулку.
Зажимы удерживают втулку на месте и предотвращают любое движение во время цикла обработки. При замене втулки зажим снимается, а втулка заменяется. Затем снова устанавливают зажим, чтобы надежно удерживать втулку.
Скользящие возобновляемые установки удобны для приложений, когда несколько операций выполняются в одном отверстии. Один из примеров — просверливание и расширение одного и того же отверстия. Устанавливается первая скользящая втулка и просверливается отверстие. Буровая втулка снимается.Затем устанавливают расширительную втулку и расширяют отверстие до нужного размера.
Сторона скольжения-возобновляемая обеспечивает быстрое переключение. Втулка вращается по часовой стрелке, чтобы зафиксировать ее на месте, и вращается против часовой стрелки для снятия, Рисунок 10-18. Вырез в конце выемки позволяет легко снимать и заменять втулку. Такая конструкция гарантирует, что вращение сверла не позволит втулке выйти из отверстия. Хотя скользящие / фиксированные заменяемые втулки обычно устанавливаются во втулку вкладыша, они также могут быть установлены непосредственно в зажимной плите. На Рис. 10-19 показаны рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.
На Рис. 10-19 показаны рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.
Цековка. Наиболее эффективная площадь контакта между внутренним диаметром втулки и режущим инструментом составляет
примерно в полтора раза больше диаметра режущего инструмента.Добавленная опорная поверхность, как ее еще называют, может создавать большее сопротивление сверлу, а также вызывать проблемы со стружкой внутри втулки, вызывая преждевременный износ и даже приводя к поломке сверла. По этим причинам стандартные втулки сверла с длиной, превышающей этот примерный размер, будут иметь зенковку вверху. Эта часть с зенковкой по-прежнему обеспечивает адекватную опору сверла, устраняя при этом возможные проблемы накопления стружки и поломки сверла. Таблица данных по расточению, Рис. 10-20, показывает, какая длина втулки имеет зенковку, а какая нет.Эти более длинные втулки можно заказать как втулки «без цековки» за дополнительную плату.
Таблица данных по расточению, Рис. 10-20, показывает, какая длина втулки имеет зенковку, а какая нет.Эти более длинные втулки можно заказать как втулки «без цековки» за дополнительную плату.
Лайнер. Вкладыши типа L, рис. 10-21, напоминают втулки с запрессовкой, но имеют больший размер. Втулки вкладыша используются с втулками возобновляемого типа, чтобы обеспечить закаленное, износостойкое отверстие в мягкой пластине кондуктора. Тесная скользящая посадка между заменяемой втулкой и втулкой гильзы позволяет многократно менять втулку в течение длительных производственных циклов без потери точности позиционирования.Безголовая конструкция втулок гильзы позволяет устанавливать их близко друг к другу и заподлицо с верхней частью зажимной пластины. Однако, как и втулки с прессовой посадкой, эти втулки обладают меньшей устойчивостью к большим осевым нагрузкам.
Главный вкладыш. Втулки вкладыша, типа HL, рис. 10-22, похожи на втулку вкладыша по конструкции и применению, но изготавливаются с головкой. Втулки вкладыша головки блока цилиндров, как и втулки с запрессовкой в головку, разработаны для применений, где большие осевые нагрузки могут проталкивать запрессованную втулку через монтажное отверстие.Эти втулки можно устанавливать с открытой головкой или с зенковкой, как показано. Когда зажимная пластина расточена для монтажа, только диаметр корпуса втулки обеспечивает местоположение, и только этот диаметр необходимо расширить. Область расточки обеспечивает зазор для головы и не должна быть точно подогнана. На Рис. 10-23 показаны стандартные диаметры головки. Примечание: длина втулки обшивки потолка измеряется от сверху вниз втулки и включает высоту головки.
Рисунок 10-22. Гильзы головки имеют головку, способную выдерживать большие осевые нагрузки. Рисунок 10-23. Размеры вкладышей вкладышей головного типа.
Рисунок 10-23. Размеры вкладышей вкладышей головного типа.Стопорные винты и зажимы. Возобновляемые втулки, как правило, проводится в джиггерной пластине либо с lockscrew или зажимом. Стопорный винт или зажим оба радиально устанавливают втулку во вкладыш и удерживают втулку на месте. Lockscrew, рис 10-24 (а), является наиболее распространенной формой блокировки устройства. Эти винты обычно крепят втулки либо на их скользящих, либо на фиксированных-возобновляемых сторонах.Винты сделаны с уступом под головкой, как показано. Для установки втулок на их скользящей заменяемой стороне заплечик обеспечивает необходимый зазор, необходимый для вращения втулки при установке и снятии. При установке на фиксированной-заменяемой стороне нижняя часть головки надежно удерживает втулку на месте.
lockscrew размещая приспособления, рис 10-24 (б), размещает эти lockscrews относительно возобновляемой втулки. Как показано на рисунке 10-24 (с), то lockscrew размещая приспособление позиционируется по отношению к втулке и ударил молотком, чтобы отметить расположение lockscrew.
Зажим с круглым концом, рис. 10-25 (a), также можно использовать для крепления втулок на их скользящих или фиксированных-заменяемых сторонах. Этот зажим бывает двух высот для установки проходного изолятора с утопленным или выступающим вкладышем, Рисунок 10-25 (b).
Рисунок 10-25. Зажим с круглым концом — это более прочная альтернатива стопорным винтам.Круглый зажим представляет собой зажим для втулки, разработанный специально для удержания втулок на их неподвижно-заменяемой стороне. Как показано на Рисунке 10-26, круглые зажимы удерживаются на месте винтом с головкой под торцевой ключ. Lockscrew размещая приспособление также может быть использован для установки этих зажимов.
Плоский зажим, показанный на Рисунке 10-27 (a), представляет собой другую форму зажима втулки. Эти зажимы используются для старых типов фиксированных и заменяемых втулок, которые имеют плоскую зажимную область. Подобно зажиму с круглым концом, плоский зажим имеет две высоты для установки втулки с утопленным или выступающим вкладышем, Рисунок 10-27 (b).
Эти зажимы используются для старых типов фиксированных и заменяемых втулок, которые имеют плоскую зажимную область. Подобно зажиму с круглым концом, плоский зажим имеет две высоты для установки втулки с утопленным или выступающим вкладышем, Рисунок 10-27 (b).
Фиксирующий вкладыш. Фиксации гильзы втулка, тип UL, рисунок 10-28, является уникальной конструкцией втулки для sliprenewable установок втулки. Как показано, втулка сочетает в себе как вкладыш и запорное устройство, в единое целое. Основная конструкция этой втулки похожа на голову лайнера, но он имеет специальную защелку, которая устраняет необходимость в lockscrew.Стопорные втулки лайнера немного дороже, чем лобовой linerbushing / lockscrew блока они заменяют, но сокращение времени установки более чем компенсируют любые дополнительные расходы. Примечание: эти вкладыши можно использовать только на скользящей возобновляемой стороне.
Примечание: эти вкладыши можно использовать только на скользящей возобновляемой стороне.
Фиксирующий вкладыш с алмазной накаткой. Алмаз-накаткой замок гильзы втулки, типа пакетирования, рис 10-29, представляет собой вариант запирающего вкладыша.Эти втулки представляют собой форму вкладышей для монолитных конструкций. Они объединяют вкладыш и фиксирующее устройство в единый блок, но фиксирующие вкладыши с ромбовидной насечкой имеют по окружности рифленую насечку с ромбовидным рисунком. Накатка обеспечивает высокое сопротивление как вращательным, так и осевым силам. Как и у других втулок с накаткой, окружность этих втулок гильзы не шлифуется, поэтому внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.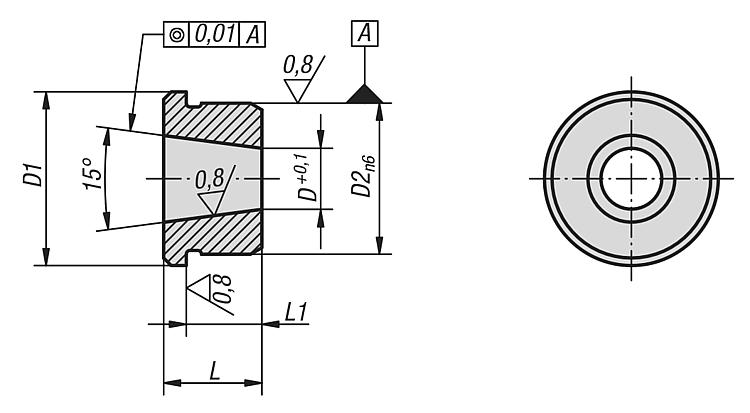
EZ-Cast Liner. Втулки вкладыша EZ-Cast, тип EZ, рис. 10-30, представляют собой еще один вид монтируемых вкладышей вкладыша. Однако, в отличие от стопорных вкладышей с алмазной накаткой, эти втулки имеют встроенный стопорный винт и могут использоваться для крепления любой стороны скользящих / фиксированных сменных втулок. Безголовая конструкция этих вкладышей позволяет устанавливать их заподлицо с верхней частью зажимной пластины. Накатка с ромбовидным рисунком обеспечивает высокую устойчивость как к вращательным, так и осевым силам.Как и у других втулок с накаткой, монтажная поверхность этих втулок не шлифуется, поэтому для точного выравнивания втулки необходимо использовать внутренний диаметр.
Рисунок 10-30. Втулки вкладыша EZ-Cast представляют собой монолитные вкладыши, которые можно использовать как в скользящих, так и в фиксированных возобновляемых устройствах.
Пистолетная дрель. Втулки для пистолетных сверл, рис. 10-31, представляют собой специальные втулки для станков для глубокого сверления. Тип втулки определяется типом сверлильного станка. Втулки для ружейных сверл похожи на скользящие / фиксированные заменяемые втулки как по внешнему виду, так и по применению, но втулки для ружейных сверл имеют опорную площадку для сверления на головном конце втулки.В зависимости от станка для ружейного сверления эти втулки бывают цельными или состоящими из двух частей.
Рисунок 10-31. Втулки для ружейных сверл специально разработаны для станков для ружейного сверления (глубокое сверление). Рисунок 10-32. Варианты неразъемных втулок для перфорационных сверл. Рисунок 10-33. Втулка сверла и втулка режущего инструмента используются вместе. Рисунок 10-34. Типовая установка для ружейного сверления. Втулка для ружейного сверла типа GD представляет собой цельную втулку. Как показано на Рис. 10-32, к обозначению GD добавляется третья буква. Эта буква соответствует втулке определенного типа сверлильного станка. Втулки GDL (вкладыш) и GDI (вкладыш) состоят из двух частей. Как показано на Рис. 10-33, эти втулки используются вместе. На Рис. 10-34 показаны втулки в типичной установке для ружейного бурения.
Как показано на Рис. 10-32, к обозначению GD добавляется третья буква. Эта буква соответствует втулке определенного типа сверлильного станка. Втулки GDL (вкладыш) и GDI (вкладыш) состоят из двух частей. Как показано на Рис. 10-33, эти втулки используются вместе. На Рис. 10-34 показаны втулки в типичной установке для ружейного бурения.
Пневматические буровые втулки
Втулки пневматического бурения — это втулки специального назначения, разработанные для различных коммерческих самоподводящих сверл с пневматической подачей, трафаретных машин и бурильных машин с обратным зазором.Эти буровые втулки, называемые «хвостовиками», являются частью полной системы, в которую входят хвостовики, хомуты и крепежные приспособления. Хвостовики и хомуты доступны как по отдельности, так и в сборе. В собранном виде устройство называется узлом переходника с наконечником, рис. 10-35.
Рисунок 10-35. Адаптер-наконечник в сборе — это сверлильные втулки, устанавливаемые на дрели с пневматической подачей.
Хвостовики, как и стандартные втулки, имеют внутренний диаметр, соответствующий диаметру режущего инструмента, и внешний диаметр, соответствующий установленной на зажимной втулке гильзы.Манжета предназначена как для крепления узла наконечника к двигателю самоподъемной буровой установки, так и для удержания всего узла во втулке хвостовика, установленной на зажимном приспособлении. Как показано на Рисунке 10-36, узел наконечника перевернут во вкладыше и повернут против часовой стрелки на 30º, чтобы заблокировать узлы вместе. На Рис. 10-37 показаны различные варианты монтажа втулок гильзы, закрепленных на зажимном приспособлении. Двумя основными формами втулок с пневматической подачей являются втулки для стандартных сверл с пневматической подачей и для сверл с подачей охлаждающей жидкости.
Рисунок 10-36. Пневматические сверла устанавливаются путем вставки наконечника адаптера в фиксирующий вкладыш. Рисунок 10-37. Варианты установки футеровки для втулок пневматического сверла.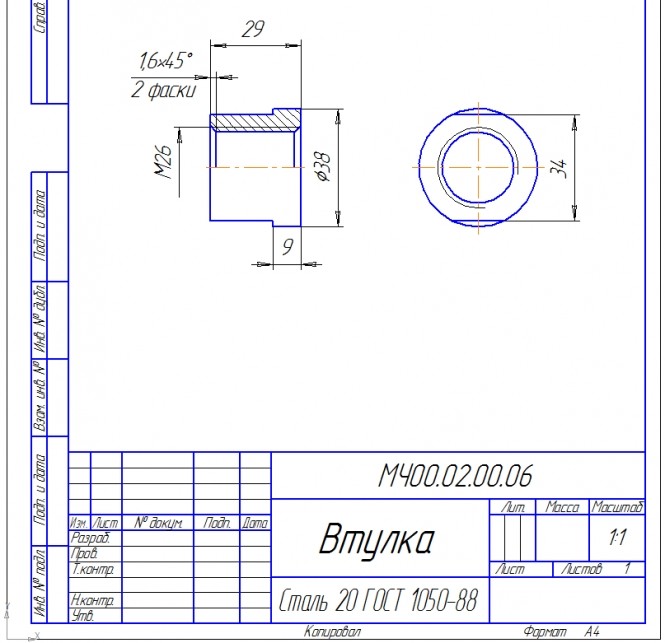
Стандартные втулки. Стандартные втулки подачи воздуха, рис. 10-38, имеют узел наконечника, состоящий из отдельных узлов хвостовика и втулки. Хомут прикрепляет блок к револьверной головке сверла либо напрямую, либо через дополнительный редуктор. Хвостовик может иметь гладкий конец или иметь контурную форму. Хвостовик с контурным острием представляет собой модифицированный стандартный хвостовик для сверления криволинейных или наклонных поверхностей.Как показано на Рис. 10-39, хвостовик с контурной головкой имеет на конце хвостовика двойной угловой рельеф, 8º и 45º.
Рисунок 10-38. Носовая часть дрели с пневматической подачей. Рисунок 10-39. Хвостовик с контурным острием модифицирован для сверления криволинейных или наклонных поверхностей. Рисунок 10-40. Втулки с подачей охлаждающей жидкости аналогичны стандартным втулкам подачи воздуха, но имеют отверстия в каждом элементе для подачи охлаждающей жидкости через узел к режущему инструменту.
Втулки для подачи охлаждающей жидкости.Втулки подачи охлаждающей жидкости, рис. 10-40, по существу такие же, как и стандартные втулки подачи воздуха, за исключением добавления просверленных каналов в каждом из элементов, предназначенных для подачи охлаждающей жидкости через узел к режущему инструменту. Носовая часть сверла для подачи воздуха также отличается, как показано на рисунке, для подключения разъема для шланга охлаждающей жидкости.
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
В дополнение к стандартным вариантам втулки, также доступен ряд дополнительных функций для конкретного сверления. ситуации.Эти дополнительные функции повышают универсальность втулок и полезны по нескольким причинам.
Стружколом
Втулки стружколома типа CH, рис. 10-41, аналогичны втулкам возобновляемого типа SF. Эти
однако втулки имеют ряд специально разработанных вырезов на выходе из отверстия втулки. В
выемки разрушают стружку, образующуюся при сверлении твердых или волокнистых материалов. Разрушение стружки уменьшает
трение и тепловыделение. Кроме того, стружколомы также уменьшают износ на выходе из сверла втулки и
свести к минимуму возможность повреждения втулки или заготовки.Стружколомы также доступны на других
типы втулок, такие как втулки P и H.
Разрушение стружки уменьшает
трение и тепловыделение. Кроме того, стружколомы также уменьшают износ на выходе из сверла втулки и
свести к минимуму возможность повреждения втулки или заготовки.Стружколомы также доступны на других
типы втулок, такие как втулки P и H.
Направленные каналы охлаждающей жидкости
Втулки для направленной подачи охлаждающей жидкости, рис. 10-42, также похожи на сменные втулки SF. Втулки с направленной подачей охлаждающей жидкости типа DC имеют проходы для охлаждающей жидкости, встроенные во втулки, которые направляют поток охлаждающей жидкости в зону резания.Такая конструкция охлаждает режущий инструмент и смывает скопившуюся стружку. Втулки направленной подачи охлаждающей жидкости могут быть установлены либо во втулки DCL (гильза), либо DCHL (гильза головки), рисунок 10-43. Эти специальные втулки вкладыша имеют уникальную конструкцию, которая направляет поток охлаждающей жидкости из просверленного канала коллектора через вкладыш к отверстиям в стенке втулки.
Масляные канавки
Втулки с масляной канавкой, рисунок 10-44, обеспечивают надлежащее охлаждение и смазку режущего инструмента. Втулка этого типа хорошо подходит для таких операций, как сверление закаленной стали, где требуется постоянная подача смазочно-охлаждающей жидкости. Масло канавки доступны для большинства типов втулок, включая заменяемые втулки P, H и SF. Канавки специально разработанные проходы врезаны в стенку проходного изолятора с внутренним диаметром.
Рисунок 10-44. Втулки с масляными канавками имеют внутренние канавки, которые обеспечивают полную смазку и охлаждение сверла. Втулки с масляными канавками изготавливаются либо с масляным отверстием, масляным отверстием и внешней канавкой, либо без масляного отверстия, Рисунок 10-45.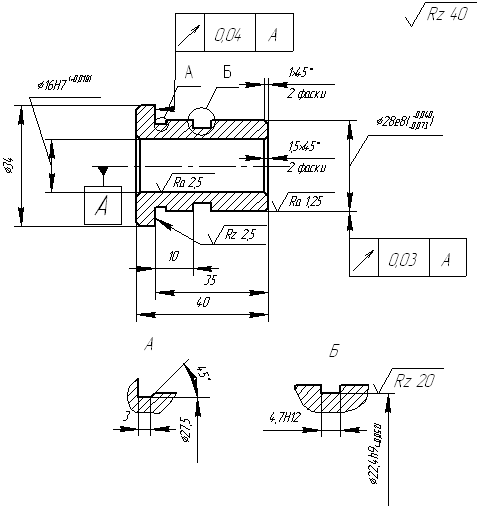 Втулки с отверстиями для масла направляют поток масла из просверленного прохода коллектора. Втулки без отверстия для подачи масла под действием силы тяжести подают масло к режущему инструменту через головной конец втулки. Существует 25 различных рисунков канавок для удовлетворения практически любых требований, рис. 10-46. Концевые дворники, рис. 10-47, также доступны для защиты от грязи и стружки. Эти дворники предназначены для масляных канавок, которые не выходят из строя на конце дворника.
Втулки с отверстиями для масла направляют поток масла из просверленного прохода коллектора. Втулки без отверстия для подачи масла под действием силы тяжести подают масло к режущему инструменту через головной конец втулки. Существует 25 различных рисунков канавок для удовлетворения практически любых требований, рис. 10-46. Концевые дворники, рис. 10-47, также доступны для защиты от грязи и стружки. Эти дворники предназначены для масляных канавок, которые не выходят из строя на конце дворника.
Выходные угловые
Втулки всегда следует располагать так, чтобы они обеспечивали максимальную поддержку режущего инструмента. Иногда с
поверхности неправильной формы, это невозможно со стандартными втулками.Таким образом, выходной конец втулки должен быть
модифицированы или изменены, чтобы соответствовать определенной форме поверхности детали. Втулки с угловыми выходными концами,
Рис. 10-48, доступны для таких условий. Изменение формы выходного конца втулки позволяет
лучшая поддержка. Он также предотвращает любое боковое смещение или отклонение режущего инструмента. Хотя почти любого размера
режущий инструмент может сместиться в желаемое центральное положение при неправильной опоре, особенно с меньшим диаметром
режущие инструменты.
Иногда с
поверхности неправильной формы, это невозможно со стандартными втулками.Таким образом, выходной конец втулки должен быть
модифицированы или изменены, чтобы соответствовать определенной форме поверхности детали. Втулки с угловыми выходными концами,
Рис. 10-48, доступны для таких условий. Изменение формы выходного конца втулки позволяет
лучшая поддержка. Он также предотвращает любое боковое смещение или отклонение режущего инструмента. Хотя почти любого размера
режущий инструмент может сместиться в желаемое центральное положение при неправильной опоре, особенно с меньшим диаметром
режущие инструменты.
Первый этаж
Шлифованные поверхности обычно указываются для втулок, которые должны располагаться близко друг к другу в зажимной пластине.
Хотя почти для любого ввода можно использовать шлифованные лыски, они особенно подходят для вводов с головкой, так как
показано на рисунке 10-49. Шлифованные поверхности позволяют размещать стандартные вводы очень близко друг к другу.
простая переделка.
Шлифованные поверхности позволяют размещать стандартные вводы очень близко друг к другу.
простая переделка.
Втулки тонкостенные
Тонкостенные втулки, как следует из их названия, представляют собой втулки для сверления с очень тонкими стенками, рис. 10-50. Эти втулки также используются в тех случаях, когда отверстия расположены близко друг к другу. Одно предупреждение: поскольку стена толщина довольно мала, эти втулки будут иметь тенденцию повторять форму монтажного отверстия. По этой причине Геометрия монтажного отверстия очень важна для точности установки.
Рисунок 10-50. Тонкостенные втулки также можно использовать для позиционирования втулок близко друг к другу.Альтернативные материалы
Стандартные буровые втулки изготовлены из прочной стали 1144. Они закалены до внутреннего диаметра RC 62-64. твердость. Другие материалы, такие как сталь 52100, нержавеющая сталь серии 300, нержавеющая сталь серии 400,
Инструментальная сталь A2, инструментальная сталь D2, инструментальная сталь D3, инструментальная сталь M2, карбид вольфрама и бронза также доступны для
особые ситуации.
твердость. Другие материалы, такие как сталь 52100, нержавеющая сталь серии 300, нержавеющая сталь серии 400,
Инструментальная сталь A2, инструментальная сталь D2, инструментальная сталь D3, инструментальная сталь M2, карбид вольфрама и бронза также доступны для
особые ситуации.
Втулки особого размера
В дополнение к широкому диапазону стандартных размеров втулки, практически любые комбинации внутреннего диаметра, внешнего диаметр, длина, размер головки, тип головки или специальные допуски легко доступны как специальные. Эти особые втулки могут быть полностью адаптированы к любой конкретной ситуации обработки или потребностям.
УСТАНОВКА
УСТАНОВКА
Для выполнения своей работы сверлильные втулки должны быть правильно установлены.Установка начинается с тщательного проектирования, в соответствии с которым тип и размер проходного изолятора соответствуют требуемым операциям. Этот процесс также включает в себя выбор правильной толщины зажимной пластины и установление надлежащего монтажного зазора между втулкой и заготовкой.
Пластины для зажимных приспособлений
«Пластина кондуктора» — это термин, используемый для обозначения частей приспособления, которые удерживают и поддерживают буровые втулки. Толщина пластины кондуктора — важный фактор при установке буровых втулок.Толщина кондуктора обычно определяется размерами требуемых втулок.
Как правило, длина втулок должна быть достаточной только для правильной поддержки и направления режущего инструмента. Как показано на Рисунке 10-51, толщина зажимной пластины обычно должна быть в 1-2 раза больше диаметра инструмента. Такая толщина обеспечивает адекватную опору для режущего инструмента, но при этом сохраняет зажимную пластину как можно более легкой. Когда используются сверла нескольких разных размеров, толщина зажимной пластины обычно определяется наибольшим диаметром инструмента.
Рисунок 10-51. Толщина зажимной пластины должна быть в 1-2 раза больше диаметра инструмента.Зазор
Зазор для стружки — еще один фактор, который необходимо тщательно продумать перед выбором и установкой сверлильных втулок. Стружколом — это расстояние между концом втулки и обрабатываемой поверхностью. Как правило, материалы или операции, при которых образуются большие волокнистые стружки, обычно требуют большего зазора. Те, кто производит мелкую стружку, требуют меньшего зазора.
Стружколом — это расстояние между концом втулки и обрабатываемой поверхностью. Как правило, материалы или операции, при которых образуются большие волокнистые стружки, обычно требуют большего зазора. Те, кто производит мелкую стружку, требуют меньшего зазора.
В большинстве случаев установка с небольшим зазором или без него обеспечивает более точное позиционирование инструмента, но имеет тенденцию забиваться стружкой. Кроме того, когда втулка устанавливается напротив заготовки, фактическая площадь опоры сверла во втулке уменьшается на длину острия сверла. С другой стороны, слишком большой зазор, хотя вероятность засорения меньше, может также увеличить вероятность неточности положения.
Как показано на Рисунке 10-52, рекомендуемый зазор для сверления общего назначения составляет от ½ до 1 ½ диаметра инструмента.Этот зазор между втулкой и заготовкой снижает столкновение стружки. Такая операция, как развертывание, которая дает меньшую стружку и требует большей точности позиционирования, обычно должна иметь зазор приблизительно от of до ½ диаметра инструмента.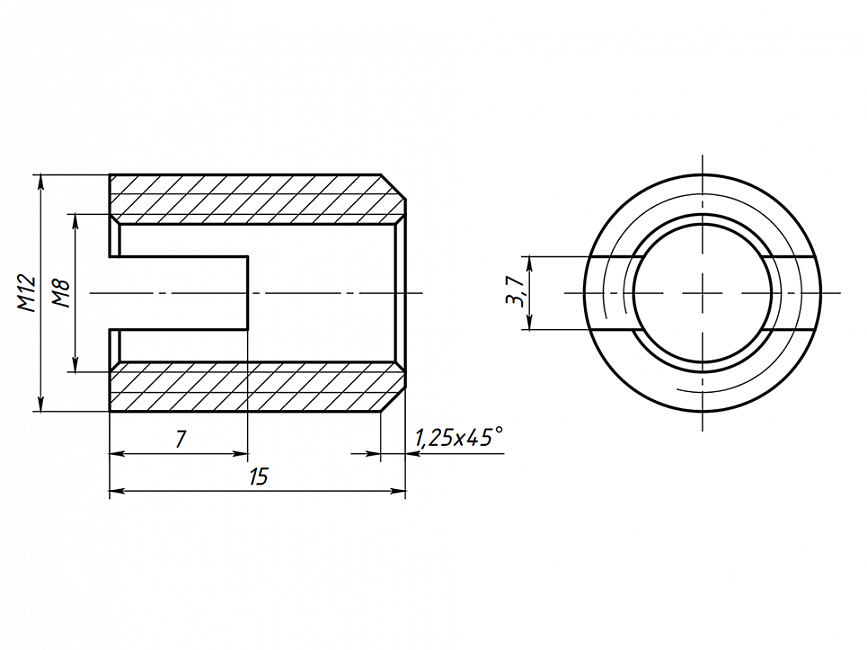 В таких ситуациях стружка меньшего размера представляет меньшую проблему и позволяет уменьшить зазор для обеспечения необходимой точности.
В таких ситуациях стружка меньшего размера представляет меньшую проблему и позволяет уменьшить зазор для обеспечения необходимой точности.
Когда и сверление, и развертывание выполняются в одном и том же месте с помощью заменяемой втулки, можно использовать два разных зазора втулки. Расположение втулок, такое как показано на Рисунке 10-53, скользящие / фиксированные заменяемые втулки с двумя разными длинами, удовлетворяет обоим требованиям к зазору. Более короткая втулка используется для сверления; более длинная втулка используется для развертывания.
Рисунок 10-53. Когда отверстия сначала просверливаются, а затем расширяются, можно использовать сменные скользящие втулки разной длины.Подготовка установочного отверстия
При установке втулки сверла в первую очередь следует учитывать размер и геометрию монтажных отверстий. Все монтажные отверстия должны быть идеально круглыми. По этой причине отверстия следует просверлить или рассверлить, чтобы обеспечить правильную округлость. Обычные спиральные сверла не следует использовать для чистовой обработки монтажных отверстий, потому что они редко вырезают действительно круглые отверстия или отверстия точного размера. Размер отверстия имеет решающее значение для правильной работы втулки.
Все монтажные отверстия должны быть идеально круглыми. По этой причине отверстия следует просверлить или рассверлить, чтобы обеспечить правильную округлость. Обычные спиральные сверла не следует использовать для чистовой обработки монтажных отверстий, потому что они редко вырезают действительно круглые отверстия или отверстия точного размера. Размер отверстия имеет решающее значение для правильной работы втулки.
Идеальная посадка с натягом или запрессовкой составляет от 0,0005 до 0,0008 дюйма для гильз и втулок без головки с запрессовкой и от 0,0003 до 0,0005 дюйма для втулок с запрессовкой с головкой. Посадка с большим натягом может вызвать проблемы либо из-за деформации втулки, либо из-за деформации зажимной пластины. Посадка с натягом меньше рекомендованного может привести к неплотной посадке втулки, которая раскручивается при приложении нагрузки.
Другие факторы, которые следует учитывать при определении размера монтажного отверстия:
- Втулки с головкой требуют меньшего натяга, чтобы противостоять усилию бурения.

- Более длинные втулки в более толстых зажимных пластинах требуют меньшего натяга.
- Тонкостенные втулки более подвержены деформации, чем обычные втулки.
- Менее пластичные материалы для зажимных пластин требуют меньшего натяга.
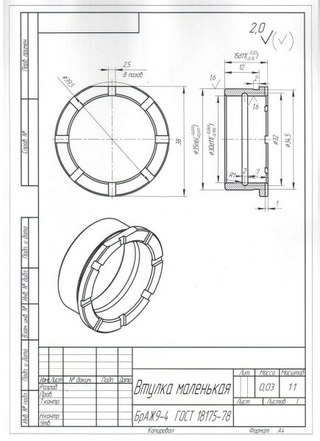
Процедура установки
Для установки втулки сверла предпочтительнее оправочный пресс, рисунок 10-54 (а). Использование оправочного пресса обеспечивает постоянное и равномерное давление. Если оправочный пресс недоступен, а диаметр втулки достаточно велик, можно также использовать стяжной болт и шайбу, Рисунок 10-54 (b).Если единственным доступным инструментом является молоток, не ударяйте напрямую по втулке. Это может привести к поломке втулки. Используйте пуансон из мягкого металла, чтобы смягчить удары молотка.
Рисунок 10-54. Два метода правильной установки запрессованных втулок. Чтобы предотвратить повреждение втулки или монтажного отверстия, нанесите покрытие на внутреннюю поверхность монтажного отверстия и
снаружи втулки смазкой. Это упрощает установку и снижает вероятность образования царапин.
или заедание между сопрягаемыми поверхностями.Всегда устанавливайте изолятор так, чтобы заземляющий провод входил в отверстие первым.
Этот провод помогает выровнять и разместить втулку для установки.
Это упрощает установку и снижает вероятность образования царапин.
или заедание между сопрягаемыми поверхностями.Всегда устанавливайте изолятор так, чтобы заземляющий провод входил в отверстие первым.
Этот провод помогает выровнять и разместить втулку для установки.
Нешлифованные втулки для отверстий большого диаметра
Каждый тип втулки с запрессовкой также доступен с неотшлифованным внешним диаметром. Они предназначены для индивидуальных применений в изношенных или изношенных монтажных отверстиях. Конкретное количество оставшегося шлифовального материала определяется размером и стилем втулки, но колеблется от.005 ”- 0,020”. Втулки указываются путем добавления буквы «U» к стандартному обозначению втулки, например HU-20-16-.1250. При шлифовании втулок до определенного размера следует использовать шлифовальную оправку, чтобы обеспечить необходимую концентричность внутреннего и внешнего диаметров.
Втулки | Трансформаторы большой мощности
Запасные части для возобновления питания для всех
Свяжитесь с нами
- Облегчите контроль электрического напряжения вашего оборудования
- Обеспечьте долгий срок службы и высокую надежность
Решение PSC
Parts Super Center предлагает полную линейку запасных частей для продления срока службы установленных компанией General Electric трансформаторов Pittsfield. PSC сохраняет за собой права на все чертежи и документацию для больших силовых трансформаторов Pittsfield. Даже сейчас мы можем предоставить множество деталей для трансформаторов начала 1900-х годов.
PSC сохраняет за собой права на все чертежи и документацию для больших силовых трансформаторов Pittsfield. Даже сейчас мы можем предоставить множество деталей для трансформаторов начала 1900-х годов.
015J0120AP
Трансформаторы — силовые трансформаторы 15-700МВАВвод, 15 кВ, с нижним подключением, 1200 А, 6,813 дюйма, трансформатор Prolec
015J0200AS
Трансформаторы — силовые трансформаторы 15-700МВАВвод, 15кВ, соединение снизу, 2000А, 6.048 «Strike, Prolec Transformer
015J0300AQ
Трансформаторы — силовые трансформаторы 15-700МВАПроходной изолятор, 15 кВ, с нижним подключением, 3000 А, ударная нагрузка 6,359 дюйма, трансформатор Prolec
015J0400AN
Трансформаторы — силовые трансформаторы 15-700МВА Ввод, 15кВ, соединение снизу 4000А, 6. 359 «Strike, Prolec Transformer
359 «Strike, Prolec Transformer
025V0750VW
Трансформаторы — силовые трансформаторы 15-700МВАПроходной изолятор, 25 кВ, с нижним соединением, 7500A, забастовка 11,125 дюйма, трансформатор Prolec
025W0412AT
Трансформаторы — силовые трансформаторы 15-700МВАВтулка, 25 кВ, тросовой вывод 400 А, соединение снизу 1200 А, 10.687 «Strike, Prolec Transformer
025W2000BE
Трансформаторы — силовые трансформаторы 15-700МВАПроходной изолятор, 25 кВ, с нижним подключением, 2000 А, забивка 12,289 дюйма, трансформатор Prolec
025W3000BF
Трансформаторы — силовые трансформаторы 15-700МВА Ввод, 25кВ, соединение снизу 3000А, 12. 297 «Strike, Prolec Transformer
297 «Strike, Prolec Transformer
115W0800AA
Трансформаторы — силовые трансформаторы 15-700МВАПроходной изолятор, 115 кВ, тросовой вывод 800A, забой 36,414 дюйма, трансформатор Prolec
11B151BB
Трансформаторы — силовые трансформаторы 15-700МВАВтулка, 115кВ, тросовой вывод 800А, 65.Удар 5 «, GE
Трансформаторы
Силовые трансформаторы 15-700МВА
601
20
20
Втулки Sure Grip | ТБ Вудс
Особенности продукта
- Сверление с 6 отверстиями (большинство размеров) упрощает и ускоряет установку и снятие
- Шпоночное гнездо на 180 ° от разъема. Точный конус (3/4 дюйма на фут в диаметре) обеспечивает надлежащее заклинивание.
- Выпилите фланец и конус (а иногда и шпоночный паз), чтобы обеспечить точную посадку с зажимом
- Винты с головкой под ключ, используемые для крепления втулок к шкиву и снятия втулки со шкива
 Точный конус (3/4 дюйма на фут в диаметре) обеспечивает надлежащее заклинивание.
Точный конус (3/4 дюйма на фут в диаметре) обеспечивает надлежащее заклинивание.Нажмите на изображение ниже, чтобы загрузить pdf.Чтобы заказать печатные экземпляры литературы, нажмите здесь.
Каталог продукции
Связанная литература
Установка втулки TB Wood’s Sure-Grip®
% PDF-1. 4
%
148 0 объект
>
endobj
xref
148 78
0000000016 00000 н.
0000002410 00000 н.
0000002566 00000 н.
0000003183 00000 п.
0000003488 00000 н.
0000003813 00000 н.
0000003991 00000 н.
0000004042 00000 н.
0000004156 00000 п.
0000007099 00000 н.
0000009840 00000 н.
0000012517 00000 п.
0000015249 00000 п.
0000015554 00000 п.
0000016004 00000 п.
0000016559 00000 п.
0000016931 00000 п.
0000017453 00000 п.
0000017591 00000 п.
0000017770 00000 п.
0000017947 00000 п.
0000018059 00000 п.
0000018315 00000 п.
0000021161 00000 п.
0000021298 00000 п.
0000023045 00000 п.
0000023908 00000 п.
0000028780 00000 п.
0000029703 00000 п.
0000029742 00000 п.
0000073155 00000 п.
0000073690 00000 п.
0000074170 00000 п.
0000084167 00000 п.
0000084345 00000 п.
0000084526 00000 п.
0000084645 00000 п.
0000086403 00000 п.
0000182839 00000 н.
0000191770 00000 н.
0000192227 00000 н.
0000205188 00000 н.
0000218040 00000 н.
0000263294 00000 н.
0000268080 00000 н.
0000268341 00000 п.
4
%
148 0 объект
>
endobj
xref
148 78
0000000016 00000 н.
0000002410 00000 н.
0000002566 00000 н.
0000003183 00000 п.
0000003488 00000 н.
0000003813 00000 н.
0000003991 00000 н.
0000004042 00000 н.
0000004156 00000 п.
0000007099 00000 н.
0000009840 00000 н.
0000012517 00000 п.
0000015249 00000 п.
0000015554 00000 п.
0000016004 00000 п.
0000016559 00000 п.
0000016931 00000 п.
0000017453 00000 п.
0000017591 00000 п.
0000017770 00000 п.
0000017947 00000 п.
0000018059 00000 п.
0000018315 00000 п.
0000021161 00000 п.
0000021298 00000 п.
0000023045 00000 п.
0000023908 00000 п.
0000028780 00000 п.
0000029703 00000 п.
0000029742 00000 п.
0000073155 00000 п.
0000073690 00000 п.
0000074170 00000 п.
0000084167 00000 п.
0000084345 00000 п.
0000084526 00000 п.
0000084645 00000 п.
0000086403 00000 п.
0000182839 00000 н.
0000191770 00000 н.
0000192227 00000 н.
0000205188 00000 н.
0000218040 00000 н.
0000263294 00000 н.
0000268080 00000 н.
0000268341 00000 п. 0000268676 00000 н.
0000274426 00000 н.
0000274688 00000 н.
0000275052 00000 н.
0000280401 00000 п.
0000280662 00000 н.
0000281009 00000 н.
0000289749 00000 н.
00002
0000268676 00000 н.
0000274426 00000 н.
0000274688 00000 н.
0000275052 00000 н.
0000280401 00000 п.
0000280662 00000 н.
0000281009 00000 н.
0000289749 00000 н.
00002
00000 н. 00002
00000 н. 0000290864 00000 н. 0000296173 00000 п. 0000296430 00000 н. 0000296783 00000 н. 0000303295 00000 н. 0000303550 00000 н. 0000303913 00000 н. 0000310208 00000 н. 0000310305 00000 н. 0000310575 00000 н. 0000310645 00000 н. 0000310946 00000 н. 0000310973 00000 п. 0000311401 00000 н. 0000317182 00000 н. 0000317279 00000 н. 0000317548 00000 н. 0000317618 00000 н. 0000317857 00000 н. 0000317884 00000 н. 0000002233 00000 н. 0000001892 00000 н. трейлер ] >> startxref 0 %% EOF 225 0 объект > поток xb«b`rњD8N
Арлингтонский кабельный ввод 4In Plstc Изолированный Wht (EMT400) на главном источнике электропитания
Втулка кабелепровода Arlington, 4 дюйма, изолированная / неизолированная, с прессовым креплением, пластик, белый цвет, 4. 812 дюймов (Д) x 4,812 дюйма (Ш) x 1,24 дюйма (В)
812 дюймов (Д) x 4,812 дюйма (Ш) x 1,24 дюйма (В)
- Прессовая посадка надежно удерживает на месте при вытягивании кабеля
- Быстрая и простая установка
Арлингтон; Арлингтон; 018997122551; Арлингтон; Арлингтон; Арлингтон; Арлингтон; IDW_8281537; IDW 8281537; IDW8281537; Неметаллическая вставная втулка для кабелепровода Arlington EMT400, 4 в торговле, пластик; ; ; Кабельные вводы; Втулки кабелепровода; Кабельные вводы; Кабельные вводы; Кабельные вводы; Втулки кабелепровода; Кабельные вводы; Кабельные вводы ARLEMT400, Арлингтон; Арлингтон; 018997122551; Арлингтон; Арлингтон; Арлингтон; Арлингтон; IDW_8281537; IDW 8281537; 189173; 8281537;
ВОЙТИ ДЛЯ СТАТУСА АКЦИЙ
ЕД: EA- Элемент#: EMT400
- Короткий код: EMT400
- Наш номер товара: ARLEMT400
- UNSPSC: 39121312
- UPC: 018997122551
Устанавливаемый на открытом воздухе трансформатор тока с скользящим вводом
Применение:
Трансформатор тока с скользящим вводом, устанавливаемый на открытом воздухе, является автономным и предназначен для внешнего монтажа над высоковольтным вводом клемм силовых трансформаторов, силовых выключателей и терминаторов кабеля ( головорезы). В большинстве случаев надставной BCT, благодаря простоте установки, является надежным и экономичным решением при модернизации защиты системы и добавлении дополнительных точек измерения. При правильной установке переходник BCT может использоваться на более высоких уровнях напряжения в системе, сохраняя при этом свой собственный класс всего 600 Вольт. Его простая конструкция обеспечивает продукт с низкой утечкой и практически неограниченными возможностями короткого замыкания, намного превосходя его автономный аналог с обмоткой.
В большинстве случаев надставной BCT, благодаря простоте установки, является надежным и экономичным решением при модернизации защиты системы и добавлении дополнительных точек измерения. При правильной установке переходник BCT может использоваться на более высоких уровнях напряжения в системе, сохраняя при этом свой собственный класс всего 600 Вольт. Его простая конструкция обеспечивает продукт с низкой утечкой и практически неограниченными возможностями короткого замыкания, намного превосходя его автономный аналог с обмоткой.
Конструкция:
Тороидальный сердечник непрерывно наматывается из холоднокатаной электротехнической кремнистой стали с ориентированным зерном и проходит отжиг для снятия напряжения после намотки до заданных размеров.Затем вторичная обмотка наматывается из изолированного медного магнитного провода на изолированный сердечник, причем витки равномерно распределяются по периферии сердечника. Когда отводы вытягиваются, они наматываются таким образом, чтобы обеспечить полное распределение обмотки между любыми соединениями. Затем змеевик полностью герметизируется системой смолы ANSI 70 (небесно-серый), которая была разработана и испытана для использования на открытом воздухе. Компаунд для заливки — U.V. стабилизированный, гибкий, чтобы допускать расширение, вызванное колебаниями температуры от -50 ° C до + 65 ° C, обладает хорошей химической стойкостью, высокой диэлектрической прочностью, прочными физическими свойствами, выдерживающими механические удары, и в целом отличной атмосферостойкостью.
Затем змеевик полностью герметизируется системой смолы ANSI 70 (небесно-серый), которая была разработана и испытана для использования на открытом воздухе. Компаунд для заливки — U.V. стабилизированный, гибкий, чтобы допускать расширение, вызванное колебаниями температуры от -50 ° C до + 65 ° C, обладает хорошей химической стойкостью, высокой диэлектрической прочностью, прочными физическими свойствами, выдерживающими механические удары, и в целом отличной атмосферостойкостью.
Подключения:
Первичная полярность h2 / P1 обозначена на ее поверхности тисненой белой точкой. Клеммы вторичной обмотки представляют собой шпильки из силиконовой бронзы ¼-20 с шестигранными гайками и чашечными шайбами. Идентификация терминала постоянно тиснена двойными обозначениями «X» и «S» для совместимости с мировым рынком. Клемма X1 / S1 представляет собой мгновенную опорную полярность по отношению к h2 / P1 и обозначается белой точкой. Распределительная коробка из литого алюминия
с (2) ступицами 1 ”NPT и заглушками. Имеется съемная крышка.Размер коробки позволяет правильно пропускать провода от соседних фаз.
Имеется съемная крышка.Размер коробки позволяет правильно пропускать провода от соседних фаз.
Паспортная табличка:
Алюминиевая паспортная табличка со всей необходимой информацией и характеристиками, а также серийным номером и схемой подключения прикреплена к каждому устройству.
Установка:
SBCT специально разработан для установки на любой изолятор. Он может поддерживаться монтажными зажимами со стандартным 5/8 ”болтовым рычагом и оборудованием для вертикальной регулировки. Размещение болтов может быть настроено как по внутреннему, так и по внешнему диаметру и прикреплено к верхней части резервуара устройства.Количество необходимых зажимов зависит от физического размера и веса SBCT. Также может быть предусмотрен индивидуальный монтаж, который позволяет прикреплять зажимные скобы непосредственно к фланцу проходной втулки — проконсультируйтесь с заводом по поводу этой опции. Кроме того, наверху SBCT может быть установлен специально подобранный заземляющий экран, который закрепляется монтажными зажимами. Настоятельно рекомендуется направить любые возможные вспышки на землю, тем самым минуя SBCT, предотвращая разрушение SBCT и подключенного оборудования.Предоставляются инструкции по установке.
Настоятельно рекомендуется направить любые возможные вспышки на землю, тем самым минуя SBCT, предотвращая разрушение SBCT и подключенного оборудования.Предоставляются инструкции по установке.
Транспортировка и хранение:
Для внутренних перевозок SBCT обычно укладывается на поддоны с прокладками между устройствами и поддоном для подъема. В идеале их следует поднимать с помощью бесконечных строп в 2- или 3-точечном расположении, поднимая вилочным погрузчиком или подвесным подъемником, по одной единице за раз. Во время движения следует соблюдать осторожность, чтобы не повредить или не расколоть изоляцию, а также не допустить внезапных ударов по устройству или распределительной коробке.Агрегаты рассчитаны на использование вне помещений, поэтому их можно оставлять снаружи в исходной упаковке, но желательно хранить их в помещении до готовности к использованию. Поддоны нельзя штабелировать.
Выбор размера:
Каждый блок специально разработан для своего применения. Помимо коэффициента тока, класса точности и частоты сети, необходимо предоставить некоторую информацию об оборудовании. Поскольку в полевых условиях существует бесчисленное множество конфигураций оборудования, рекомендуется провести обследование площадки, чтобы помочь в выборе правильного размера SBCT.Часто габаритные чертежи OEM не содержат достаточно подробностей, чтобы определить это. Мы предлагаем предоставить исходный чертеж проходного изолятора, цифровые фотографии каждого терминала и его ближайшего окружения, а также, если возможно, некоторые полевые измерения для определения потенциальных препятствий, таких как кабелепроводы, масляные манометры, крышки люков, подъемные проушины и т. Д. Meramec Engineering выложит детали с помощью инструментов CADD, которые проверят размер и зазоры. Монтажные чертежи будут предоставлены для всех установок, установленных на заказ.
Помимо коэффициента тока, класса точности и частоты сети, необходимо предоставить некоторую информацию об оборудовании. Поскольку в полевых условиях существует бесчисленное множество конфигураций оборудования, рекомендуется провести обследование площадки, чтобы помочь в выборе правильного размера SBCT.Часто габаритные чертежи OEM не содержат достаточно подробностей, чтобы определить это. Мы предлагаем предоставить исходный чертеж проходного изолятора, цифровые фотографии каждого терминала и его ближайшего окружения, а также, если возможно, некоторые полевые измерения для определения потенциальных препятствий, таких как кабелепроводы, масляные манометры, крышки люков, подъемные проушины и т. Д. Meramec Engineering выложит детали с помощью инструментов CADD, которые проверят размер и зазоры. Монтажные чертежи будут предоставлены для всех установок, установленных на заказ.
Втулка натяжного колеса
Втулка натяжного колеса Поделитесь своими отзывами об этом продукте. Страница:
Страница:
Отзыв отправлен успешно
Выберите до трех продуктов для сравнения.
Каталожный номер:
Номер детали:
Номер детали клиента:
Каталожный номер: IDQ1 1
Номер детали: 1079169.
- Втулка натяжного ролика.Поставляется в комплекте с шарикоподшипниками, болтами, резьбовыми шпильками и гайками
- Промежуточные втулки обеспечивают «холостые» компоненты в следующих частях: FHP, составные шкивы и шкивы 358; Шкивы ремня, прямозубые шестерни и звездочки
Файл не найден. Пожалуйста, попробуйте еще раз или обратитесь в службу поддержки.
К сожалению, в настоящее время этот продукт не соответствует стандартам выбранной вами страны.
Этот продукт соответствует стандартам выбранной вами страны.
У вашей учетной записи нет доступа для покупки этого продукта. Чтобы совершить покупку, перейдите в свой аккаунт {0}.
Чтобы совершить покупку, перейдите в свой аккаунт {0}.
Следующие элементы были перемещены в {0}: {1}
При количестве свыше {0} может потребоваться дополнительное время выполнения заказа. В этом случае с вами свяжется представитель Regal.
Вы можете заказывать только количество, кратное {0}. Пожалуйста, введите действительное количество для этого товара.
У вас нет товаров, выбранных для сравнения. Выберите не менее двух продуктов для сравнения, используя флажок «Добавить для сравнения» на страницах со списком продуктов или на страницах с описанием продуктов.
Извините, этот товар больше не доступен.
Снято с производства
Свободных складов не найдено.
Требуется минимальный заказ: {0} штук.
Товар необходимо заказывать в количестве, кратном {0} шт.
Вес: 5,86 фунтов
ЕД: EA
Общие технические условия
| UPC: | 662289119905 | Вес: | 5. 86 фунтов 86 фунтов |
| Длина в упаковке: | 5 дюймов | Ширина в упаковке: | 4.9 дюймов |
| Высота в упаковке: | 4.7 дюймов |
Технические характеристики
| Внешний диаметр (дюймы): | 4,125 дюйма | Размер просверленного отверстия: | 0,4375 |
| Тип: | Втулки натяжного колеса | Диаметр фланца (дюймы): | 4.125 дюйм |
| Количество просверленных отверстий: | 3 | Количество резьбовых отверстий: | 2 |
| Общая длина (дюймы): | 4.609375 дюйм | размер резьбового отверстия: | 3 / 8-16 |
| Конус: | 3/4 дюйма на фут | Категория: | Натяжные ролики |
| Размер вала (дюйм): | 1 из |
Извините, этот товар больше не доступен.
Просмотреть другие сопутствующие товары
Это имя используется, введите другое
{0} было успешно создано.
{0} успешно удалено.
Новый пароль и пароль подтверждения не совпадают.
Введенный пароль не соответствует нашей политике паролей. Пожалуйста, попробуйте еще раз.
Введенный пароль не соответствует нашей политике паролей. Пожалуйста, попробуйте еще раз.
У вас уже есть доступ к зарегистрированной учетной записи.
Учетная запись уже добавлена
Пожалуйста, выберите учетную запись
Введенный номер учетной записи недействителен или учетная запись еще не переведена для использования на Regalbeloit.com.
Для добавления необходимо указать действующий номер счета. Если вы не знаете номер своего счета, обратитесь к своему торговому представителю или администратору учетной записи.
Установите флажок «Дополнительный доступ».
Пожалуйста, введите свой адрес.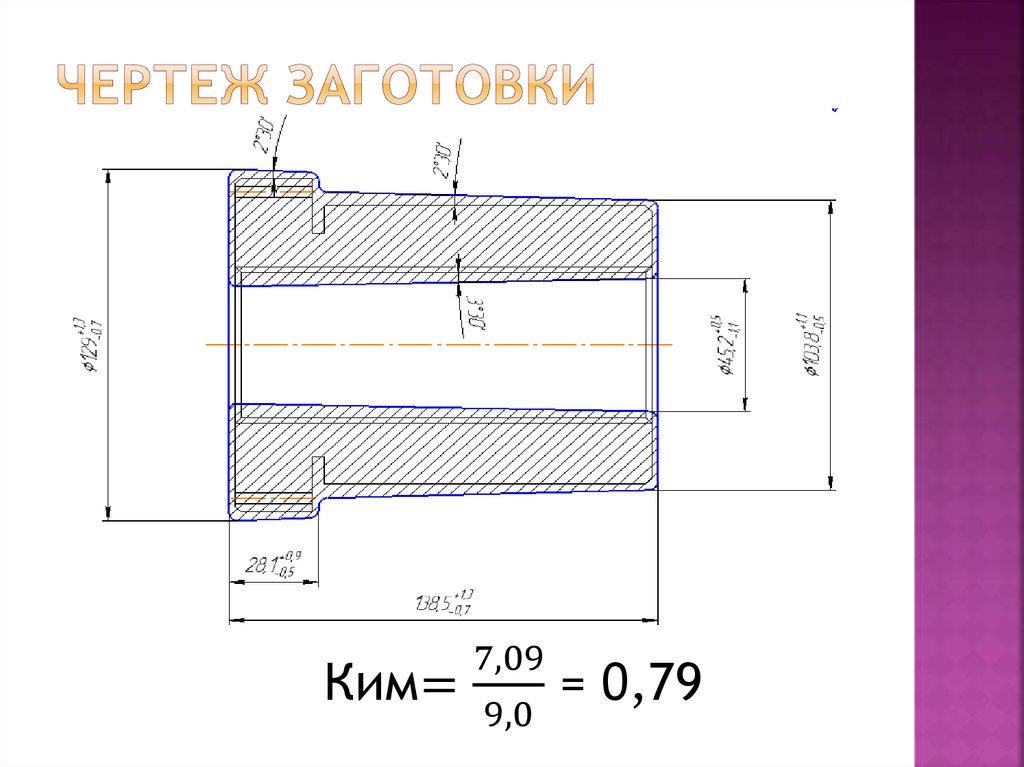
Пожалуйста, введите ваш адрес (продолжение).
Пожалуйста, проверьте, чтобы согласиться с Условиями использования и Политикой конфиденциальности.
Пожалуйста, укажите ваш город.
Пожалуйста, введите название вашей компании.
Пожалуйста, введите пароль для подтверждения.
Пожалуйста, выберите вашу страну.
Пожалуйста, введите действительный формат вашего адреса электронной почты.
Пожалуйста, введите свой адрес электронной почты.
Пожалуйста, введите ваше имя.
Пожалуйста, введите вашу должность.
Пожалуйста, введите вашу фамилию.
Текущий введенный пароль не соответствует вашему паролю, или новый пароль совпадает с предыдущим, или пароль изменен за последние 30 дней.
Профиль успешно обновлен.
Ошибка при запросе доступа.
Регистрационная информация получена. Спасибо за проявленный интерес к Regal.
Пожалуйста, введите новый пароль.
Пожалуйста, введите старый пароль.
Пожалуйста, введите правильный формат вашего номера телефона.
Пожалуйста, введите свой номер телефона.
Пожалуйста, введите допустимый формат для вашего добавочного номера.
Выберите хотя бы одну категорию продукта.
Убедитесь, что вы не робот.
Регистрационная информация получена. Спасибо за проявленный интерес к Regal.
Вы должны указать имя сотрудника Regal Beloit, который может подтвердить вашу потребность в доступе к технической документации Genteq.
Пожалуйста, выберите ваш штат.
Этот адрес электронной почты уже используется. Пожалуйста, авторизуйтесь.
Пожалуйста, введите свой почтовый индекс.
Время вашего сеанса истекло. Вы должны войти в систему снова, чтобы получить доступ к защищенному содержимому. Любая работа на текущей странице будет потеряна.
Вы можете заказать максимальное количество {2} для позиции {0}.
В корзину добавлены следующие товары: {0}
Загрузка…
.