Особенности создания элементов холодной ковки, сборка станка, чертежи
Владельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями. Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
- вытяжка;
- кручение;
- гнутье.
Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам. Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части.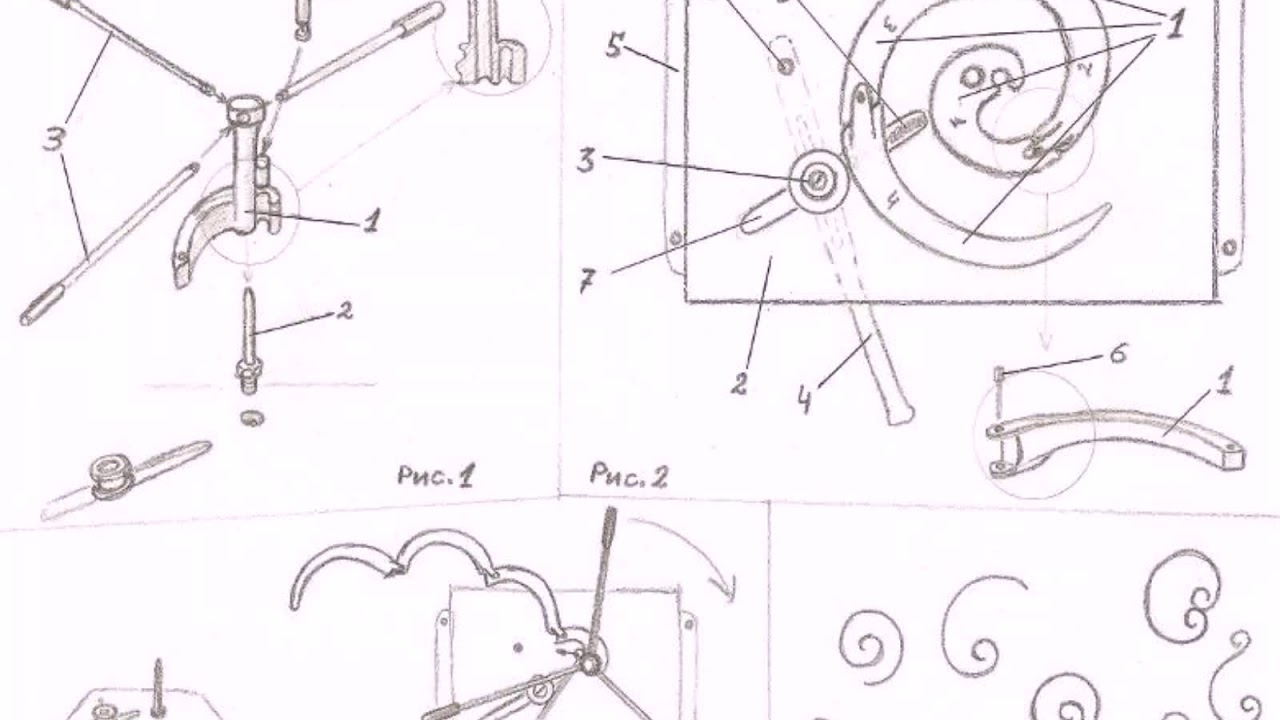 Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций. К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм.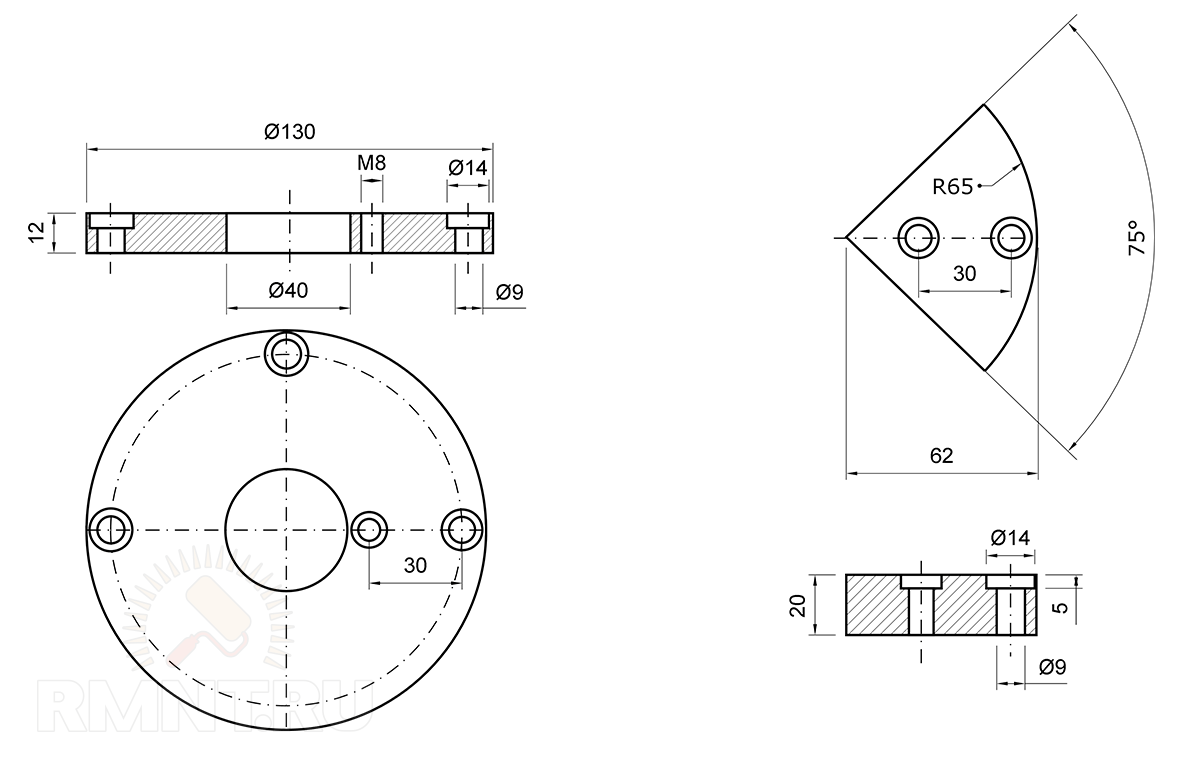 Оптимальным считается размер 25×40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
Оптимальным считается размер 25×40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
чертежи и видео — Обзоры оборудования для бизнеса
Самостоятельно изготовленные станки для холодной ковки окупятся довольно быстро, ведь при их изготовлении чрезмерных затрат не потребуется. Это поможет вам в короткие сроки организовать свой небольшой бизнес — мастерскую по производству изделий холодной ковки. Если возможности сделать оборудование для ковки своими руками у вас нет, тогда можно купить готовое:
Если возможности сделать оборудование для ковки своими руками у вас нет, тогда можно купить готовое:
Но? если вы все-таки решили самостоятельно своими руками сделать оборудование для холодной ковки, то какие же станки вам потребуются для работы:
- Улитка
- Гнутик
- Твистер
- Фонарик
- Волна
- Объемная
В этой статье мы более подробно остановимся на оснастке Гнутик — как самостоятельно изготовить данный станок.
Оснастка Гнутик для холодной ковки — важный элемент всей работы. С его помощью происходит сгибание металла, причем угол сгиба мастер может выбирать самостоятельно. Также Гнутик применяется для сгибания дуг с разными радиусами. Станок Гнутик представляет собой основание с ползуном. На ползуне Гнутика закреплены упоры — с углом и цилиндрические неподвижные упоры. Для сгибания металлического прутка под углом нужно переместить ползун и угловой упор. Для того чтобы сделать дугу необходим третий цилиндр, расположенный напротив углового упора.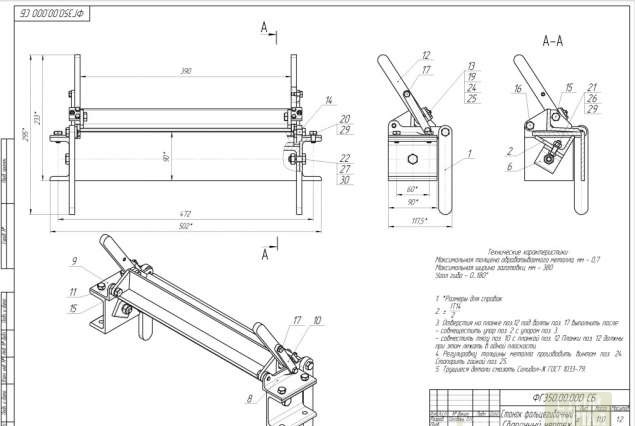
На фото, расположенном ниже, представлен чертеж нижней планки оснастки Гнутик.
Более «полный» чертеж оснастки Гнутик для холодной ковки представлен в видеоролике «Чертеж Гнутика своими руками». По словам мастера, в данный чертеж станка Гнутик внесены изменения по улучшению качества оснастки.
Следующее видео показывает работу станка Гнутик, сделанного своими руками. На станке изготавливают различные геометрические фигуры — змейку, ромб, квадрат, элемент сердечко, элемент кольцо, заготовку для элемента хомут и другие.
Оборудование для гибки различного проката представлено на следующем видеоролике. По словам автора, оборудование гнет квадрат до 14 мм, круг и арматуру до 16 мм, полосу до 30 мм.
 youtube.com/embed/IUaVoFPYPiU?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/IUaVoFPYPiU?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков. Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Станок для холодной ковки улитка своими руками: чертежи и размеры, фото
Если ваши руки растут из правильного места, тогда вполне закономерно, что в вашей мастерской потребуется наличие некоторого оснащения для рабочего процесса. Одним из них является станок для холодной ковки «Улитка», собрать который своими руками не составит труда, если под рукой будутчертежи и размеры, а фото аналогичных конструкций в интернете подтверждают простоту сборки.
Конструкция «Улитка»
Данный агрегат во много раз упростит рабочий процесс. Также, с ним вы сможете изменять металл до неузнаваемости и создавать изделия необычайной красоты и практичности.
Применение и особенности оснащения
Изделия, созданные по технологии ковки, зачастую стоят немалых денег, а смотрятся довольно благородно и дорого. Ими оформляют усадьбы, внутренний интерьер, используют в качестве ворот. Художественный стиль помогает сделать ковку более изысканной и создавать одно и то же изделие в различных вариантах.
Варианты кованых изделий
Немногие знают, что ковка бывает не только горячего вида, но и холодного. Второй вариант вполне возможно с легкостью использовать в любых домашних условиях. Достаточно создать подходящее для этого оборудование – станок для холодной ковки.
А вот к холодной ковке можно отнести две разновидности работ.
- Наклепывание – наклеп, который осуществляется благодаря многочисленным ударам, которые имеют большую мощность.
 Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил.
Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил. - Гнутье – структура металла и его характеристические показатели не поддаются изменениям. Чтобы заниматься таким типом ковки, нужно построить самодельный станок.
 Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил.
Это приводит к изменению структуры металла и приводит к формированию нужной формы и размеров. Здесь используется молот, изготовление которого не требует много времени и сил.Последний вариант отличается своей простотой, если говорить о технологическом процессе. Дальше рассмотрим,как сделать станок для холодной ковки своими руками, чертежи и видео которого вы найдете ниже.
Видео: станок для холодной ковки
Самостоятельное изготовление устройства
Если вы настроились создать данное приспособление в домашней мастерской, тогда нужно изначально подготовить чертеж. Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Идеальным вариантом станет использование шаблонного образца, что имеет максимум вариантов для создания различных форм и фигур. Когда у вас будут в наличии такие заготовки, то создание станка с достаточным количеством съемных насадок позволит вам в дальнейшем создавать замысловатые и разнообразные узоры и всевозможные вензеля из металла.
Станок для холодной ковки
Когда вы сооружаете домашний станок, то придерживайтесь определенной последовательности работ, чтобы результат был максимально идеальным.
- Возьмите полотно из металла. Шаблоны должны размещаться на нем с расчетом на изготовление. Ведь при работе само сырье из насадок может сдвинуться при нехватке места. Проблематичной может быть работа и при очень маленьких отступах шаблонов друг от друга.
- Чтобы насадки можно было менять легко и просто, сформируйте прорезь в форме прямоугольника. Здесь вы будете помещать сменные насадки, которые заранее прикрепите к пластине прямоугольной формы. Закреплять такие пластины будете с помощью болтов подходящего размера.
- Шаблоны можно изготавливать элементарными или сложными. Можно иметь шаблон с одним завитком или элемент с завитками в разные стороны. Все зависит от вашего мастерства.

Заготовки для станка
Главное – использовать наиболее прочный материал для закрепления частей, которые раздвигаются.
Чертеж станка улитка
Особый инструмент не понадобиться, создание станка-улитки довольно простое. Чтобы его изготовить проделайте следующие действия.
- Сборка стойки. Она является опорным элементом во всей конструкции. Для ее изготовления берут одинаковые отрезы труб, которые соединяются с помощью сочленений. Со стороны стойка чем-то напоминает табурет. С помощью сварочного аппарата необходимо соединить все части стойки.
2. Листы металла необходимо нарезать в соответствии с чертежами. В результате вы получите 4 равносторонних треугольника и круги с равными диаметрами.
3. Треугольники привариваются к нижней части опоры, чтобы получилась пирамида. Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
Основание (максимально широкая площадь) приваривается к центру вырезанной окружности.
4. Дрелью сформировать отверстия для болтов. С их помощью в горизонтальном положении прикрепить к кругу с приваренной частью планки (четыре штуки).
5. Формирование рукоятки. Для этого понадобиться два прутка с разной длиной (длину соотнести с размерами самого круга) в таком соотношении:
- первый – соотносится с диаметральностью круга;
- второй – немного превышает длину первого.
6. Первый прут изогнуть под углом 300, затем второй прут приваривается к первому. В нижней части прикрепляется дополнительный прут. Важно не забыть вставить перемычку между обеими прутьями (к ней приделать рычаг с помощью сварочного аппарата). Рычаг будет обеспечивать движение в направлении формирования из прутков.
7. Подшипник крепится к рычагу и отрезку внизу, что увеличивает его вариабельность. Катушка металла будет крепиться отрезом вверху (для этого размещается горизонтально и позволяет делать изгиб металла). Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
Со стороны низа отрезка со свободным концом надо сделать отверстие, которое соответствует сечению трубы.
8. Финальным шагом является присоединение рукоятки с «пирамидальной» частью конструкции. Соединение происходит с помощью гайки с большим диаметром. Перед креплением к ней приваривают кругляш, чтобы крепить трафарет.
Построенный станок улитка
Следовательно, станок для холодной ковки «улитка» по чертежу и размеру собрать своими руками как на фото можно в домашней мастерской, не вкладывая огромных финансов. После этого вы будете иметь возможность создавать настоящие шедевры из металла.
Видео: улитка, холодная ковка
Самодельный станок для холодной ковки своими руками: фото изготовления
Самодельный ручной станок для холодной ковки своими руками: фото пошагового изготовления приспособления.

Всем привет! На этот раз мы изготовим простое приспособление с помощью которого можно легко выгибать прут и арматуру, делать декоративные элементы из металла по сути это будет станок для холодной ковки сделанный своими руками.
Для изготовления самоделки нам понадобится:
- Подшипник.
- Уголок — 60 мм.
- Уголок — 40 мм.
- Пруток.
- Подшипник от помпы (необязательно).
От металлического прута отрезаем кусок длинной 70 мм, автор использовал шток от амортизатора.
Берём 60-й уголок и отрезаем две заготовки длинной по 15 сантиметров.
Затем на вырезанных заготовках закругляем края как показано на фото.
Берём 40-й профиль длинной 25 см, на одном угле вырезаем вот такой проём.
В результате получились вот такие запчасти для изготовления станка холодной ковки.
Две детали сделанные из 60 уголка, свариваем между собой.
Привариваем стержень к заготовке.
К наружной части подшипника привариваем рычаг из прута и подшипник от помпы (вместо него можно приварить металлический стержень).
К стержню заготовки, привариваем подшипник внутренней частью.
К стержню и подшипнику нужно приварить заготовку из 40-го уголка.
В результате у нас получился самодельный станок для холодной ковки, довольно нужное приспособления для работы с металлом. Закрепляем станок в тисках и пользуемся.
Рекомендуем посмотреть видео автора, где показан процесс изготовления самодельного станка для холодной ковки и его испытания.
Автор самоделки: TEXaS TV.
Холодная ковка что такое. Особенности создания элементов холодной ковки, сборка станка, чертежи
Особенности создания элементов холодной ковки, сборка станка, чертежи
Содержание
Владельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями. Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
Нужно восстановить непригодные ролики? Применяйте NEWELD методику высокопрочной наплавки! Оперативно, прочно, качественно.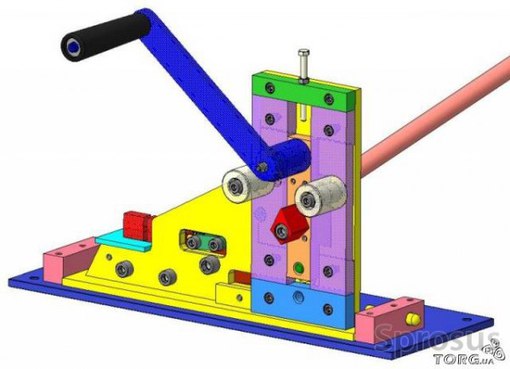 Узнайте по телефону 7(343) 302-10-27. Узнайте по телефону 7(343) 302-10-27. |
- вытяжка,
- кручение,
- гнутье.
Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам. Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.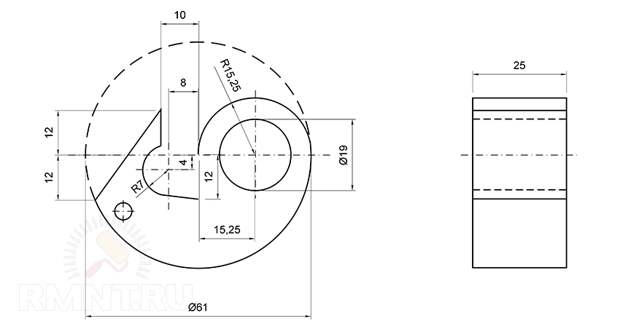
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций. К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм. Оптимальным считается размер 25?40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
Оптимальным считается размер 25?40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
Особенности создания элементов холодной ковки, сборка станка, чертежи
Владельцы частных домов и дач с удовольствием оборудуют свое жилище коваными изделиями. Такие предметы превосходно смотрятся в интерьере любого стиля. Они подходят для создания элементов декора в каменных, а также деревянных домах. Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Металлические предметы горячей обработки имеют главный недостаток – высокую цену. Отличной альтернативой является ковка холодная, готовые элементы которой имеют невысокую стоимость и доступную технологию изготовления. При таком процессе нагрев металла отсутствует, а получение необходимой конфигурации производится гибкой с последующим прессованием и выполнением сварки составляющих частей.
Типы ковки холодным методом
Выполнение операций по обработке металла требует соблюдения мер безопасности. Холодная ковка своими руками, видео основных процессов которой находится в свободном доступе, не требует специальных познаний. Достаточно иметь первоначальное обучение по работе со слесарными приспособлениями. Изготовление декоративных металлоизделий при холодной ковке своими руками выполняется при помощи трех основных типов технологических процессов:
Вытяжка
На этом этапе металлическая заготовка удлиняется с одновременным уменьшением своего сечения. Для данного процесса применяются прессовочные или же раскаточные станки. Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Проходящая через вальцы заготовка постепенно изменяет свою форму. На валиках могут иметься насечки рельефного типа для придания детали особой текстуры. Таким способом обработки получают декоративные лапки, пики.
Кручение
При этой обработке проводится скручивание стального прута или же полосы. Этим способом можно закручивать несколько заготовок одновременно. При этом один конец металлоизделия крепится в зажиме тисков, а второй проворачивается вдоль оси. При приложении осевого усилия на несколько скрученных прутов получится фигурное утолщение («корзинка» или же красивый «фонарик»).
Гнутье
Это воздействие проводят, используя специальные станки, по заранее заготовленным шаблонам. Металлоизделие подвергается изгибу в разных плоскостях, что предоставляет возможность изготавливать разнообразные декоративные элементы. Предлагаемые производителями станки имеют высокую стоимость, однако их можно соорудить самостоятельно.
Особенности производства металлической ковки холодным методом
Созданные в домашних условиях элементы холодного типа ковки не настолько вычурные, как полученные горячим методом, однако имеют превосходный декоративный вид. Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Имея под рукой набор специальных приспособлений, инструментов, оборудования, материалов можно создавать великолепные вещи, при этом соблюдая порядок технологического процесса.
Сначала подготавливается эскиз изделия. На первом этапе для работы берутся элементарные вещи. После получения необходимых навыков и овладения приемами работы, можно приступать к изготовлению более сложной продукции. На эскизе изображается общий рисунок, размеры, необходимые составные части. Учтите, что имеющееся в распоряжении оборудование предназначено для определенных операций.
После предварительного эскизного этапа проводится расчет материалов для изготовления металлоизделия. В зависимости от его сложности будет зависеть список материальных компонентов. Для простой подставки можно обойтись металлической трубой и стальными полосами, а для изготовления ворот потребуется более широкий ассортимент материалов.
Перед началом производства повторно проверяются расчеты, от которых будет зависеть конечный вид готового металлоизделия. Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Этот этап весьма важен, так как исправлять и выполнять подгонку продукции всегда сложнее, чем изготовить новые детали. После этого начинается основной этап создания элементов будущей конструкции. Имея в наличии составные компоненты, проводится их сборка посредством сварки и клепки. На финальном этапе выполняется шлифовка, а также покраска готового металлоизделия.
Используя этот метод, можно получить декоративные компоненты для калиток, ворот, разнообразных заборов, цветочные подставки, обрамления для зеркал и солидных картин. Помимо этого, изготавливаются фигурные ножки для столов, скамеек, стульев, детали козырьков, навесов, перил, оконные решетки, а также прочие декоративные и защитные металлоизделия. Полученные узоры металлоизделий холодной ковки своими руками становятся уникальными авторскими находками.
Приспособления и станки
Домашняя холодная ковка применяет оборудование, сооруженное своими руками, видео с которым покажет основные этапы работы. Специальные станки оснащаются ручным приводом или же электрическим. Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
Спецоборудование для формирования завитков и плоскостных спиралей называется твистерами или закручивателями. Приспособления торсионного типа применяются для винтового кручения металлического прута, деталей из спиралей объемного вида (филаментов): луковиц, фонариков, а также корзинок.
На инерционно-штамповочном оборудовании расплескивают в особые фасонные наконечники концы прутьев, выдавливают рельефную и волновую поверхность, а также штампуют соединительные декоративные хомуты. Станки гибочного типа подразделяются на протяжные, нажимного воздействия и комбинированные. При помощи протяжного оборудования получают завитки, кольца и разнообразные спирали, имеющие широкие ядра. Нажимные приспособления позволяют создавать зигзаги, волны, а комбинированные станки выполняют все вышеперечисленные операции.
Конструкция станков
Выполняемая холодная ковка своими руками, станки, чертежи, видео для которой представлены, позволяет создавать великолепные художественные металлоизделия. Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Используя основные типы станков, создаются красивые узоры из металлопродукции профильного типа. Упрощенное название гибочного ручного оборудования – гнутики.
Эти приспособления применяются для получения зигзагов и волновых деталей. Для изменения угла зигзага, а также высоты волны и шага заменяется клин или прижимной ролик в центральной части. В качестве материала для этого спецоборудования служит специальная сталь, способная выдерживать повышенные нагрузки.
Твистеры-улитки имеют широкие возможности и простейшую конструкцию. Они подразделяются на улитки с лемехом поворотного типа и воротом, а также рычажные с обводным роликом. На них можно выполнять холодную ковку из профильной трубы и прочих металлических заготовок.
Станки торсионного типа увеличивают производительность, а также качество производимых деталей. Они имеют прочную станину, на которую передается основная нагрузка. Для удержания квадратного прута служат патроны-оправки, имеющие квадратного сечения гнезда. Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Их крепление в скользящей задней бабке и шпинделе выполняется винтовыми зажимами. Скручивание участков металлических заготовок производится при помощи подвижного ограничителя со специальной вставкой.
Изготовление наконечников на прутьях выполняется на специальном штамповочном приспособлении. Этот специальный станок использует принцип маховика. Вращая грузовую штангу, отводится назад винтовой боек. После этого в специальное гнездо вставляется штамп, и устанавливается заготовка. Раскрученная штанга приводит ударный боек в движение и происходит удар по хвостовику штампа, воздействующего на конец прута.
Для самостоятельного изготовления такого спецоборудования необходимы валки из специальной стали, шестерни, втулки для подшипников и валы.
Изготовление станка собственноручно
Перед тем как сделать холодный ковки станок, определяются с его конструкцией, а также возможностями. Сооруженные своими руками специальные приспособления позволят проводить ковку металлических предметов в практически в домашних условиях. В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
В качестве рабочего места вполне подойдет гараж, хозяйственный блок или сарай. Определившись с ассортиментом будущей продукции, приступают к созданию приспособлений по ее выпуску. Полноценная процедура производства требует наличия всех типов станков по ковке холодным способом. Для ускорения процесса изготовления оборудования следует просмотреть соответствующие видео, где представлены уроки по сборке станков, а также изготовлению металлоизделий. Сделать собственноручно подобный станок можно используя чертежи, схемы, которые можно брать в качестве основы и изучая видеоуроки. Это позволит избежать многочисленных нюансов при создании собственной мехмастерской.
Холодная ковка, оборудование для которой своими руками изготавливается бесплатно при помощи чертежей, позволит изготавливать авторские узоры разнообразных металлоконструкций. К наиболее распространенным станкам относятся улитки, которые предоставляют возможность изготавливать многочисленные кованые холодным способом завитушки из профильной трубы, а также прочего проката. На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
На чертеже представлен классический вариант станка-улитки, который можно соорудить в любом гараже, а ниже приведено описание конструкции.
Для стола используется листовая сталь от 10 мм. В качестве ножки применяется круглая толстостенная труба или же другой подходящий профиль. Конструкция должна иметь прочное основание, так как воспринимает высокие боковые нагрузки при работе. Рычаг изготавливается из трубы квадратного профиля со стенкой порядка 3 мм. Оптимальным считается размер 25×40 мм. Рычаг крепится к ножке посредством подшипникового узла или же другим способом. Подшипник значительно облегчит работу для получения фигурного профиля. Такая конструкция может дополняться собственными идеями по использованию дополнительных станковых приспособлений.
К изготовлению своими руками станков и приспособлений следует подойти весьма ответственно и скрупулезно. От правильности чертежей, а также выполненных расчетов зависит качество станков, а также создаваемых металлоизделий. Получив навыки и сноровку, оборудование можно разнообразить для совершенствования выпускаемой продукции.
Рекомендуем также к прочтению:
Технология холодной ковки своими руками
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру.
 С применением метода холодной ковки производятся:
С применением метода холодной ковки производятся:- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Изготовление основных узлов станка
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.

После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионныйДля основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станкаИзготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный прессЧто касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.

Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сваркиИзделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
- Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
- Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
- Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
 Используемые станки при производстве — «волна», «улитка», пресс.
Используемые станки при производстве — «волна», «улитка», пресс.- Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
- Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
- Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
- Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Vadyaha › Блог › Станок для холодной ковки своими руками
Все привет, вот сегодня весь день возился в мастерской и вот что наварил).
Всем мира и добра!
Смотрите также
Комментарии 25
Неплохо получилось, но это для тех у кого есть руки и желание. У меня его не было, хотя чертежей всяких кучу понаходил. Купили готовые станки: spbstanki.ru/ruchnoy-instrument-holodnoy-kovki
Здравствуйте. Ответь пожалуйста. Кривизна и угловатость улитки не имеет значения? Прут все равно выйдет аккуратным?
нет, нужно делать максимально ровно, у меня небольшой изгиб был на улитке, а деталь получается еще крывее
Холодная ковка для понимающих это Г (мягко сказано), поэтому она ни чего и не стоит и нельзя на этих полуфабрикатах заработать, а вот производители этих станков для холодной ковки очень даже не плохо зарабатывают продавая по 5000-10000 евро станки + матрицы к ним . Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
Если делать красивые вещи то только молот и горн, а холодная ковка это погонаж.
С вами согласен полностью
Хватает толщины 8 мм, не соскакивает пруток? Если крутить примерно квадрат 8-10 мм?
десятый квадрат крутил, хватает но хотелось бы повыше
А если наварить на улитку этот согнутый квадрат, все-таки уже будет 18мм?
попробуй, я не стал заморачиватся
где взял такой толстый метал для улитки и чем вырезал?
Металл 8мм. Остался ещё от деда, вырезал болгарской 125ой
как мне повезло с ней, у меня покупная “по халяве”
Да, больше повезло. Когда собирался заняться художественной ковкой — покупал инструмент, делал горно, … Все друзья знали и предлагали все что “не поподя”, все что отношение имеет. За 4-ре года набралось ого-го!
Продолжаете занимается ковкой?
Нет.
Все заготовил: рабочее место, инструмент, топливо, … но так и не занялся. Сезон шабашил на стройках, сезон лечился, а этот решил посвятить УАЗу.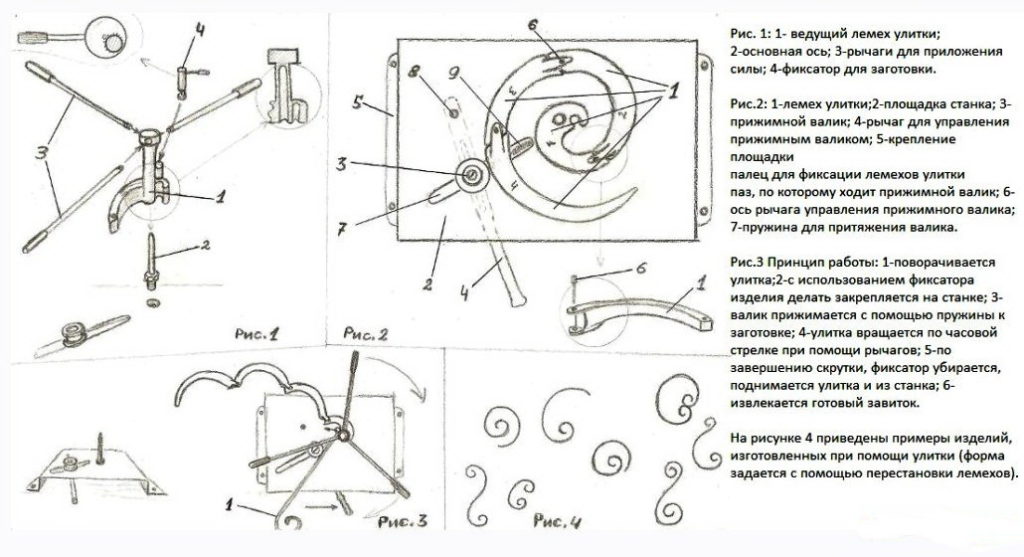 Поэтому из-за смены интересов все стоит.
Поэтому из-за смены интересов все стоит.
Рынка сбыта нет, материал дорог. Все кто в поселке открывались(официально) — закрылись.
Просили все продать — жалко.
Еще может займусь.
Есть станочки для “холодной” ковки фирмы eisenkraft — eisenkraft.ru/ Покупал бу.
Читаю определенные ресурсы по ковке, коплю идеи(могу поделиться).
Могу снять размеры с заводского оборудования.
Окей, на “ты”. Да у нас тоже рынок не ахти, и металлистов хватает, у меня есть другая работа в командировках правда, но всю жизнь по командировкам жизнь чет перспектива вообще не айс. Вот я в свободное время и занимаюсь тем что душу греет, надеюсь что все пригодится, у нас теплиц много, может теплицами займусь.
У меня основная — за компом.
А железки — это хобби.
Вот греться зашел, делаю “пресс” из домкрата 8т.
Только доделал отрезной станок, из болгарки на 235 мм.
Еще хочу станок сверлильный из “рулевой рейки 2108”. Рейку нашел, теперь дрель нужна или мотор.
Я тоже думал сверлильной из реки зубилы сделать). Как сделаешь — обязательно выложи! А отрезной я решил со следующей зарплаты купить заводской, у меня лишних болгарок все рано нет, все рано покупать, пусть дороже за то заводское, мы на работе таким пользовались — красотааа))) А пресс зачем? да еще и на 8 т?
Просто домкрат рабочий у отца валялся лет 30-ть!
А мне нужно было подшипник ступичный заменить, а там с помощью пресса красота.
С другом разговорился, он швеллер на 120 мм отдает “затак”, 6-ть метров. Он конечно знает что я болен на железки.
Так что из расходов — не хватает 3-ри метра швеллера на 160 мм. И все.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
 youtube.com/embed/vtyRvt9Yv1E»/>
youtube.com/embed/vtyRvt9Yv1E»/>Приспособление «Твистер» видео
Приспособление «Улитка» видео
Как сделать своими руками станок Улитка для холодной ковки?
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.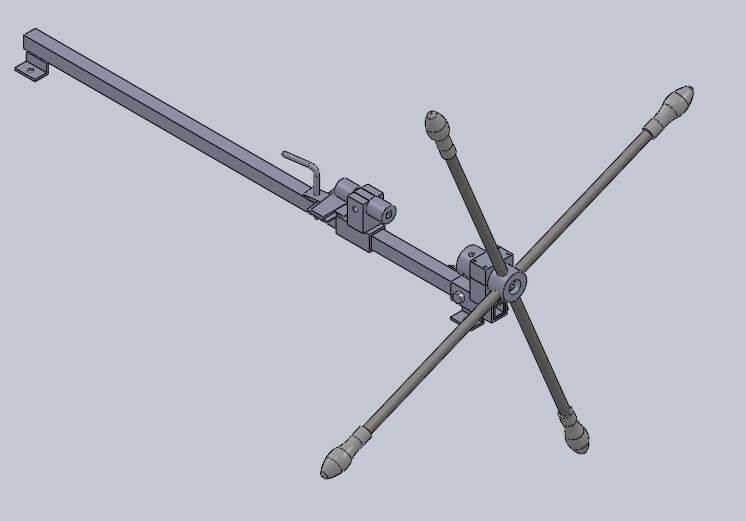
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
 Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид.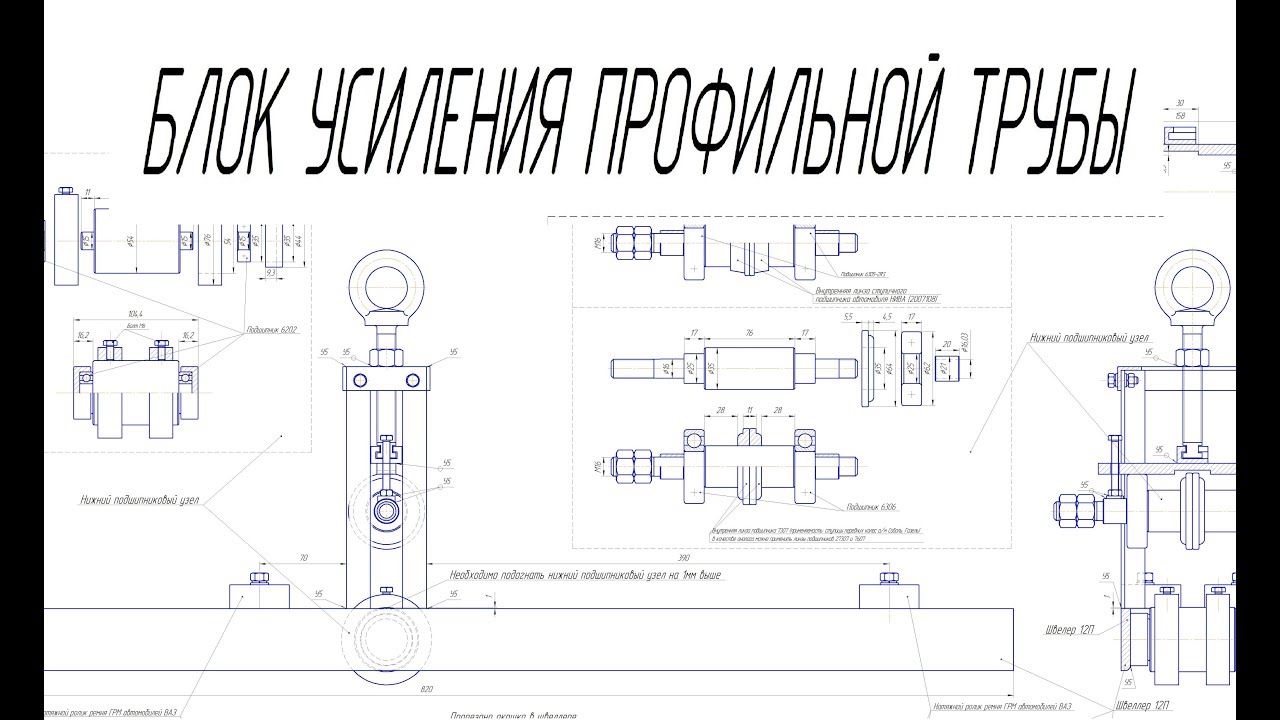 Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
подготовка, материалы и приспособления видео
Изготовление кованых изделий выполняется с помощью горячей и холодной обработки. Холодный способ не потребует особых навыков, но для его выполнения необходимы специальные инструменты. Есть разные чертежи станков для ковки, множество из которых подходят для самостоятельного изготовления прибора.
Особенности изготовления
Делаются кованые металлические детали в результате деформации, во время работ необходимо обращать внимание на некоторые свойства материала.
Структура специальной решетки металла сделана из зерен, которые имеют неправильную форму. Инструмент, применяемый для ковки, действует на нее и приводит к изменению вида элемента. Огромное значение имеет выбор чертежей для станков, так как заготовка должна сохранять свои начальные характеристики.
Есть некие правила, соответствие которым дает шанс на получение нужного результата:
- Изготовление определенной конфигурации возможно с помощью нескольких приспособлений.
- Перед началом создания выполняется расчет параметров формируемых элементов.
- Прутки, применяемые для заготовок, могут иметь разный диаметр, который выбирают с учетом уровня сложности техники и ее использования.
- Обработке подвергается лишь низкоуглеродистая сталь, так как иные виды не имеют нужной пластичности.
Ручные станки для холодной работы можно сделать своими руками, нужно лишь разобраться в тонкостях применения инструмента и подобрать хороший чертеж.
Ручной станок гнутик
«Гнутик» нужен для изготовления углов разной конфигурации. Его главными конструктивными частями считаются движущий упор и два вала, разложенные на стальной пластине.
- Самодельные гибочные станки для холодной работы подобного вида должны изготавливаться в соответствии с определенными особенностями. Например, сначала должен быть выбран угол деформации. Также может выполняться добавка вспомогательного гибочного элемента, в случае его применения монтируется 3 вращающий вал.
- Приспособление делается из специальной стали, так как на него в процессе налагаются огромные нагрузки. Стоит отметить возможность сбора разных деталей.
.jpg) Например, сначала должен быть выбран угол деформации. Также может выполняться добавка вспомогательного гибочного элемента, в случае его применения монтируется 3 вращающий вал.
Например, сначала должен быть выбран угол деформации. Также может выполняться добавка вспомогательного гибочного элемента, в случае его применения монтируется 3 вращающий вал.Твистер и улитка
Сейчас художественная ковка не обойдется без элементов в форме шнека. Их изготовление обеспечивают специальные инструменты для качественной ковки под названием «твистер». Они имеют уникальную особенность, которая заключается в прокручивании прута вдоль оси. Приспособление сделано из подвижной и фиксирующей детали. Поворотной рукоятью выполняется деформация заготовки, которую нужно фиксировать между главными деталями конструкции. Помните, что спираль делается со стороны крепления изделия, а прилагаемые силы можно уменьшить при правильном расчете рычага, который оказывает давление. Такой инструмент помогает создавать детали для оград из металла и оконных решеток.
«Улитка» похожа на простой станок для ковки, сделанный своими руками, который обеспечивает создание спиралей с нужным количеством витков. Он пользуется огромной популярностью и может приспосабливаться для создания желаемого изделия. Инструмент оснащен ручным или электрическим приводом, вид которого выбирают в соответствии с интенсивностью использования.
Как сделать станок для холодной сварки своими (видео)
Материалы для работы
Вначале нужно вычертить спираль одинаковым шагом всех витков. При этом необходимо отталкиваться от применяемых заготовок, так как ширина хода чаще всего находится в пределах 15 мм, в то время как приспособление используется для прутков с сечением в 10 мм. Свободное пространство нужно для действий, так как при полном сжатии заготовки изгиб будет невозможным.
Дальше нужно будет вырезать пластину размером 20×20 см из листа стали. Несмотря на маленькие габариты, она обеспечит стабильное проведение работы. В соответствии с длиной нашей «улитки» делается отрез из стали. Полосу нужно согнуть при помощи плоскогубцев, положить на пластину и очертить красным маркером по всем частям.
Несмотря на маленькие габариты, она обеспечит стабильное проведение работы. В соответствии с длиной нашей «улитки» делается отрез из стали. Полосу нужно согнуть при помощи плоскогубцев, положить на пластину и очертить красным маркером по всем частям.
После этого отрезается кусок прута с длиной, которая равняется ширине стальной полосы. Самое важное, чтобы она не превысила этот параметр, так как это может привести к травме в процессе работы. Прут нужен для укрепления материала на первом шаге изготовления изделия, чтобы предотвратить свободный ход в одном месте.
От профилированной трубы отрезают кусок с длиной в 10 см. Труба соединит лист и основу, на которой будет выполняться фиксация. Из-за высокой степени нагрузки должны использоваться лишь толстостенные материалы. Когда все главные детали будут подготовлены, можно собирать свой станок для холодной ковки.
Производитель деталей с холодной головкой | The Federal Group
Federal Group — надежный источник надежных услуг по холодной высадке . В течение последних четырех десятилетий мы производили исключительную продукцию для предприятий в самых разных отраслях. Если вам требуются высококачественные детали с холодной головкой, наш опыт и возможности помогут вам.
В течение последних четырех десятилетий мы производили исключительную продукцию для предприятий в самых разных отраслях. Если вам требуются высококачественные детали с холодной головкой, наш опыт и возможности помогут вам.
Что такое холодная высадка?
Холодная высадка Производство — это многоступенчатый процесс формования металлических деталей при комнатной температуре.В отличие от других процессов изготовления металла, молотки и штампы используются с высокой скоростью для формирования металла без нагрева материала.
Большой моток проволоки подается в заготовку и протягивается через волочильную машину. Волочильный станок сжимает материал до желаемого диаметра. Затем он попадает в машину для холодной высадки.
Внутри машины для холодной высадки заготовка попадает между матрицей и пуансонным блоком, проталкивая материал в матрицу для получения желаемой формы.
Мы используем два разных метода вдавливания материала в матрицу. При использовании метода высадки пуансон выталкивает металл из матрицы, чтобы получить головку больше, чем исходная заготовка.
При использовании метода высадки пуансон выталкивает металл из матрицы, чтобы получить головку больше, чем исходная заготовка.
Технология экструзии включает два метода: прямую и обратную экструзию. При прямой экструзии полость двух матриц меньше диаметра проволоки, что создает сжатие. При обратной экструзии металл выталкивается назад через пуансон, чтобы образовалось отверстие или полость.
Холодная высадка обычно используется для изготовления нестандартных винтов, болтов и других нестандартных крепежных изделий из круглой металлической заготовки.
Когда следует выбирать холодную высадку для ваших деталей?
Холодная штамповка имеет преимущества и недостатки по сравнению с другими процессами обработки, такими как обработка винтов.
Хотя использование винтового станка может устранить необходимость в штампах, для холодной штамповки требуются штампы для задания формы головки, что увеличивает время выполнения заказа и первоначальные затраты. Однако холодная высадка имеет много преимуществ:
- Меньше отходов
- Более быстрое производство
- Более сильные детали
- Снижение затрат
Использование холодной высадки для деталей сокращает отходы материала. В процессе холодной штамповки используется больше материала. Это ограничивает отходы и общие затраты.
В процессе холодной штамповки используется больше материала. Это ограничивает отходы и общие затраты.
Холодная штамповка позволяет получать детали в форме сетки или почти сетчатой формы. Это ограничивает процесс отделки, что приводит к сокращению производственных циклов. Сам процесс также быстрее по сравнению с обработкой со средней скоростью от 80 до 100 деталей в минуту.
Наш процесс холодной штамповки учитывает поток зерна, что приводит к получению более прочных деталей по сравнению с механической обработкой. Линии потока зерна повторяют структуру детали из-за сжатия материала, что увеличивает долговечность.
Мы можем даже помочь снизить общие удельные затраты в процессе проектирования. Холодное формование может позволить упростить конструкцию, ограничив потребность в конструкциях с несколькими штампами или сложной геометрии. Более простой дизайн и меньшее количество брака помогают ограничить стоимость производственного процесса и снизить прибыль.
Наши возможности холодной высадки
В Federal Group наша технология холодной высадки гарантирует, что ваши детали будут соответствовать желаемой форме и спецификациям вашего проекта.
Для изготовления деталей мы используем только новейшее оборудование, материалы и процессы.Мы используем стандартные 2 штамповочные / 2-выдувные машины и более совершенные 5-матричные / 5-выдувные машины холодной высадки.
Наша команда также имеет опыт работы с самыми разными материалами:
- Сталь
- нержавеющая сталь
- Латунь
- Сплав
- бронза
- Медь
- Инконель
- 17-4 фазы
- экзотические металлы
- Смешанный материал
Неважно, нужны ли вам простые детали из нержавеющей стали или сложные детали из смешанных материалов, мы можем изготовить высококачественный продукт, соответствующий вашим потребностям.Мы гарантируем, что готовая деталь соответствует вашим спецификациям, благодаря нашему тщательному процессу контроля качества.
Преимущества холодной высадки
Поскольку объем заготовки забивается в матрицу, а резка не требуется, в процессе остается мало или совсем нет брака. Холодная высадка создает более прочные изделия гораздо эффективнее. Кроме того, поскольку не требуется тепла, меньше воздействия на окружающую среду, и рабочие получают более безопасную среду. Производство происходит быстро, без необходимости охлаждения, и создаются изделия с более точными допусками без дополнительных операций.
Недостатки холодной высадки
Без нагрева детали должны создаваться с большей силой. Хотя штампы могут быть дешевле, необходимое оборудование больше и дороже. При механической обработке детали не могут быть такими толстыми, как могут, потому что молотки могут только загнать столько металла в заданное пространство. Более твердые металлы могут потребовать нескольких ударов для заполнения штампа, а некоторые материалы вообще нельзя использовать в машине для холодной высадки. Более сложные детали потребуют вторичных операций, поскольку машины для холодной высадки не могут выполнять такие операции, как прокатка, штамповка или гибка.
Приложения для холодной высадки
Холодная высадка обычно используется для создания таких деталей, как простые крепежные изделия, хотя с постоянно совершенствующимися технологиями холодная высадка может использоваться для создания узкоспециализированных крепежных изделий и специальных деталей. Сюда входят крепежные детали, используемые в мостах, автомобилестроении, электронике и специальные болты.
Возможности холодной высадки Федеральной группы
Оборудование
Наше оборудование варьируется от ваших средних 2 штампов / 2 выдувных машин до самых современных доступных машин с 5 штампами / 5 выдувными устройствами.Мы используем широкий спектр материалов, таких как сталь, нержавеющая сталь, сплав, латунь, бронза, медь, инконель, 17-4 фазы, экзотические и специально смешанные материалы.
Краткий перечень наших сильных сторон: автомобильные компоненты, заготовки шестерен, шариковые шпильки, поршневые пальцы, кожухи свечей зажигания, держатели пружин клапанов, тарельчатые клапаны двигателя (впускной и выпускной), валы трансмиссии, сельскохозяйственные детали, подшипники, винты, болты, гайки, специальные детали. и по элементам печати. Если вам нужна дополнительная информация о холодной высадке или любых других наших услугах по изготовлению металлов, свяжитесь с нами сегодня.
и по элементам печати. Если вам нужна дополнительная информация о холодной высадке или любых других наших услугах по изготовлению металлов, свяжитесь с нами сегодня.
Поставщик холодной штамповки | Производство холодной ковки
Процесс производства холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не приобретет их форму. Чтобы получить законченный, готовый к установке компонент, процедура включает в себя прокатку, прессование, вытяжку, выдавливание, высадку и прядение.
Преимущества холодной штамповки
Иногда производитель может выбрать процесс холодной штамповки по сравнению с горячей штамповкой, потому что холодные кованые детали требуют меньше или совсем не требуют отделочной обработки, что означает экономию затрат для заказчика.Еще одно преимущество холодной ковки — это экономия материала за счет точности формы. Денежные преимущества в сочетании с высокой производительностью и длительным сроком службы штампов достаточны, чтобы убедить многих производителей изготавливать компоненты методом холодной штамповки, а не горячей штамповки, где это возможно.
Недостатки холодной штамповки
Методом холодной штамповки можно экономически эффективно производить только простые крупносерийные детали. Другой серьезный недостаток заключается в том, что холоднокатаные металлы менее пластичны, что делает их непригодными для определенных конфигураций.Кроме того, остаточное напряжение может возникать из-за зернистой структуры, которая придает материалу прочность.
ИНФРАСТРУКТУРА И ВОЗМОЖНОСТИ ДЛЯ ХОЛОДНОЙ Поковки
- 7 Прессов для холодной штамповки от 250 до 630 т
- Производительность для ковки до 1 кг (2,2 фунта)
- Возможности отжига и фосфатирования
- Продукция включает стопорные кольца, стопорные гайки , осевые пальцы и т. д.
ПРОЧИЕ ВОЗМОЖНОСТИ:
- Обширная инфраструктура обработки с более чем 200 специализированными ЧПУ, VMC, шлицевыми прокатками, зубофрезерными станками и станками специального назначения
- Проектирование и производство штампов собственными силами
- Термическая обработка на собственном предприятии объекты, которые включают герметичные закалочные печи, нормализующие печи и индукционные нагреватели
- Ультразвуковые и магнафлексные камеры
- Обширная инфраструктура, связанная с контролем, которая включает в себя тестеры зубчатых передач, КИМ, спектрометры, твердомеры, испытательные центры Millipore, тестеры шероховатости и т.

В настоящее время мы поставляем детали холодной штамповки OEM-производителям, уровень 1 и уровень 2. Чтобы узнать больше о наших возможностях производства холодной штамповки или стать партнером для вашего следующего проекта, свяжитесь с нами сегодня.
Просмотр галереи
Основы процесса холодной высадки
Есть два способа сделать болт или винт из куска круглой заготовки. Во-первых, это обработка винтами, при которой из прутка срезается лишний металл до тех пор, пока он не приобретет желаемую форму.Эти крепежные элементы начинаются с размера стержня, равного наибольшему диаметру изготавливаемого крепежа. В результате получается застежка с остатками обрезков. Второй метод, холодная высадка, заставляет кусок проволоки принимать желаемую форму без удаления металла. По завершении застежка будет произведена без потерь материала.
Детали, обработанные винтами, изготавливаются на токарных станках или станках с ЧПУ (компьютер, станки с числовым программным управлением). Холодная высадка выполняется на различных машинах для холодной высадки.Он включает перемещение металла через ряд штампов для придания детали желаемой формы.
Холодная высадка выполняется на различных машинах для холодной высадки.Он включает перемещение металла через ряд штампов для придания детали желаемой формы.
Машины для холодной высадки используют бухту проволоки и формируют из нее требуемые детали с очень высокой скоростью, что позволяет изготавливать детали с холодной головкой очень быстро и экономично. Процесс начинается с загрузки большой катушки проволоки перед машиной для холодной высадки. Проволока приобретается в состоянии, называемом сферодизированным отжигом. Это особое условие позволяет материалу формироваться без трещин.
Затем проволока протягивается через ящик для волочения проволоки, чтобы изменить диаметр заготовки до определенного диаметра, необходимого для изготовления крепежа. Пропускание проволоки через волочильный ящик делает ее очень круглой с допуском 0,001. Это очень важно для удержания размера на конечных частях после того, как они остыли. Также можно добавить выпрямитель для проволоки, который будет выравнивать проволоку перед подачей в машину для холодной высадки.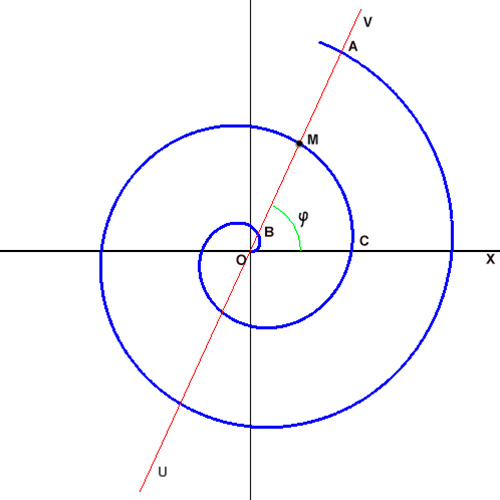 Выпрямление проволоки особенно важно на длинных участках.
Выпрямление проволоки особенно важно на длинных участках.
После успешного вытягивания проволоки до нужного размера проволока входит внутрь машины для холодной высадки. Проволока проходит через отрезной штамп и продолжается до упора. Достигнув упора для проволоки, отрезной нож перемещается по проволоке, отрезая ее до определенной длины. Это называется отсечной пулей .
Заготовка затем помещается перед головным штампом отрезным ножом.Как только пуля оказывается в правильном положении перед головной штампом, для удара по детали используется серия ударов. Так обрабатывается застежка холодной штамповки.
В Bossard мы используем холодную высадку, чтобы сократить количество отходов. Мы считаем, что это лучшее решение, поскольку оно сокращает расходы для наших клиентов и повышает общую производительность.
Условия холодной высадки:
Cut-off : Проволока определенной длины, отрезанная от катушки с проволокой перед подачей в головку головки.
Заголовок : Стационарный инструмент, имеющий особую геометрию для детали, обработанной в ее полости, используемой для формования деталей.
Пуансон : кусок инструмента, который перемещается, ударяя отрезанный кусок, чтобы высадить материал и протолкнуть его в головку.
Выбивной штифт : (используется для двух целей)
- Служит опорой, на которую упирается бланк во время движения.
- Для извлечения детали из каждого штампа.
Диаметр высадки: Количество материала, которое можно высадить, чтобы сформировать головку застежки. Длина проволоки равна ее диаметру. Термин «1 диаметр высадки» сдвигает только небольшое количество материала, чтобы сформировать головку застежки. Термин «4 ½ диаметра высадки» подразумевает перемещение большого количества материала для формирования головки застежки. Чем больше диаметр высадки, тем больше диаметр головки можно сделать.
Upsetting: Удар предметом о его конец, в результате чего существующий диаметр увеличивается в размере.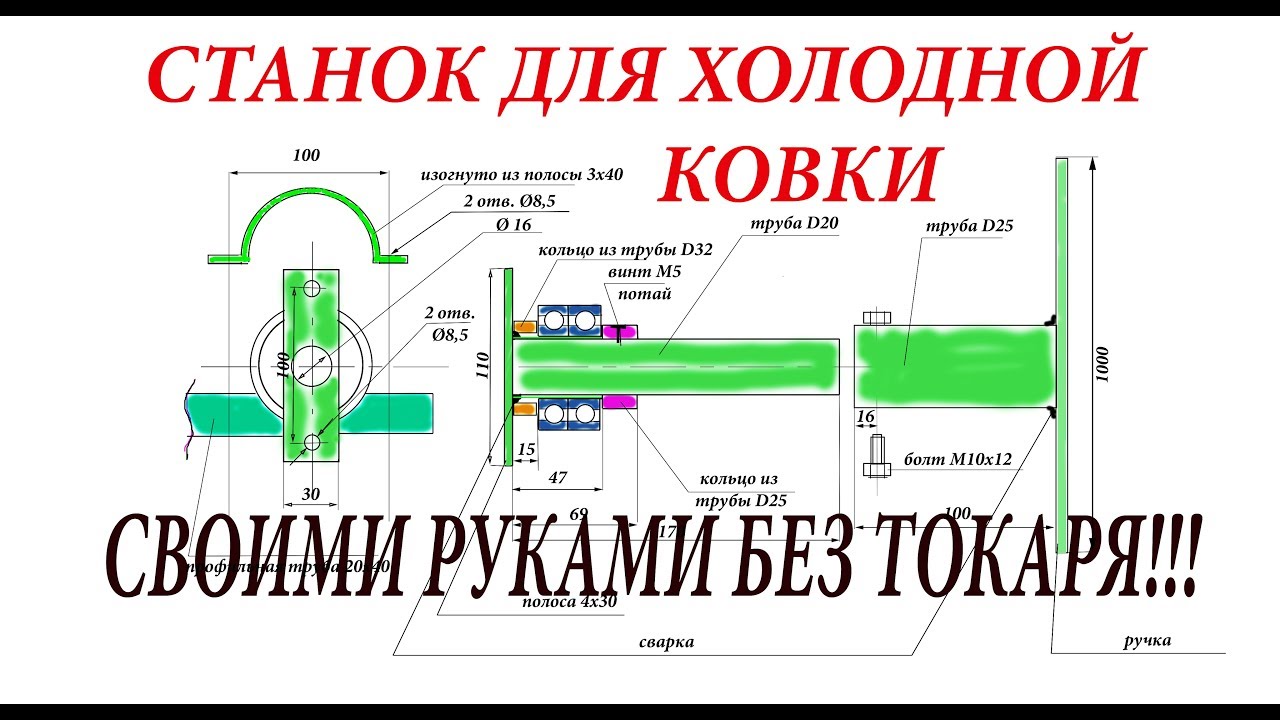
Экструзия: Давление на матрицу, в результате чего диаметр уменьшается
Поток зерна: Поток зерна существующего материала либо прерывается (как при механической обработке), либо непрерывно (как при холодной высадке). Часть с прерывистым потоком зерна слабее, чем часть с непрерывным потоком зерна. Детали, подвергнутые холодной штамповке, прочнее, потому что внутренняя зернистая структура повторяет контур детали.
Узнайте больше об основах процесса холодной высадки, связавшись с нами по адресу ProvenProductivity @ bossard.com.
Чтобы купить кабельную продукцию, нажмите здесь.
История
1874: Где все начиналось
Национальная машиностроительная компания была основана в Кливленде, штат Огайо, мистером Уильямом Р. Андерсоном. Со штатом из десяти человек г-н Андерсон поставил перед отраслью самое лучшее и новейшее оборудование для изготовления болтов и гаек.
1882 : Переезд в Тиффин, штат Огайо
Мешек Фрост, будущий владелец, вместе с несколькими другими инвесторами убедили г-наАндерсон переводит National Machinery Company в Тиффин, штат Огайо.
1883: 3 престижных награды
На Национальной выставке железнодорожной техники в Чикаго компания National получила награды за лучшую головку для болтов, лучший болторез и лучший станок для горячего прессования гаек. Именно Bolt Cutter принес имя National в магазины по всему миру. Его производительность в нарезании настоящих нитей была беспрецедентной. Наш болторез № 1 режет резьбу от 3/16 дюйма до 1 дюйма.Он весил около 900 фунтов и продавался всего за 233 доллара.
1885: Станки для изготовления гвоздей
Станки для изготовления гвоздей были представлены в 1885 году и продолжали оставаться стабильным источником бизнеса в 1940-х годах. Наш производитель ногтей был популярен во всем мире и временами был единственным доступным производителем ногтей.
1889: «Гигантский концерн»
В 1889 году газета New York Daily опубликовала это краткое заявление о National Machinery Company: «Это гигантский концерн, занимающий здание в 300 футов. на 100 футов. Их годовой объем производства составляет 150 000 долларов, и они уникальны тем, что являются единственным предприятием в мире, способным оборудовать завод по производству болтов и гаек оборудованием. У них есть переписка и продажи по всему миру ».
на 100 футов. Их годовой объем производства составляет 150 000 долларов, и они уникальны тем, что являются единственным предприятием в мире, способным оборудовать завод по производству болтов и гаек оборудованием. У них есть переписка и продажи по всему миру ».
1900: Мешех Фрост становится владельцем
Мешеч воспользовался опционом на выкуп других инвесторов и стал владельцем и генеральным директором National Machinery Company.
1901: Инновации были ключевым моментом для рост
Инновационные машины продолжали вытекать из наших чертежных досок, и на рубеже веков National Machinery Company поставляла машины, такие как трехколесные болторезные станки, коробчатые головки, молотковые головки, станки для горячей ковки гаек и даже несколько машин для холодной заклепки. .К тому времени мы удвоили нашу первоначальную фабрику площадью 300 000 кв. Футов, а число наших клиентов составило около 350.
1908: Электричество
Продолжалась модернизация, и в 1908 году был установлен первый большой мостовой кран. С появлением современных электродвигателей паровые двигатели, приводившие в движение наши линейные валы, ушли в прошлое, а электричество стало новым источником энергии.
С появлением современных электродвигателей паровые двигатели, приводившие в движение наши линейные валы, ушли в прошлое, а электричество стало новым источником энергии.
1915: Волна будущего
Примерно в 1915 году спрос на поковки достиг рекордно высокого уровня для железной дороги и новой автомобильной промышленности.Инженеры обнаружили, что поковки намного прочнее отливок. С ростом популярности ковки мы подарили отрасли ковочный станок National Heavy-Pattern Forging Machine, наш первый станок, разработанный специально для ковки деталей, а не только болтов и гаек. Это стало предшественником того, что мы сегодня знаем как наши ковочные машины для тяжелых условий эксплуатации.
1925: 200 посетителей по всему миру
Мы провели нашу «2-ю выставку и демонстрацию кузнечного оборудования». На этой четырехдневной выставке более 200 посетителей со всего мира увидели новейшее оборудование и методы ковки деталей.Всего было представлено 35 жаток и кузнечно-прессовых машин.
1927: самый большой ковочный станок в мире
Мы построили самый большой в мире ковочный станок 7-1 / 2 дюйма. Он весил колоссальные 187 тонн. В 1928 году мы поставили первую автоматическую ковочно-штамповочную машину с подачей под ключ. Это радикально новое Концепция ковки привлекла внимание другого очень важного предпринимателя того времени, Генри Форда. Генри приобрел ковочно-штамповочную машину National 4 «с автоматической подачей ключа. Когда гости и высокопоставленные лица прибыли в Детройт, он отвез их прямо к своей национальной 4-дюймовой кузнечной машине, которую он считал чудом своего времени.
1930: Выпуск Maxipres
В кузнечной промышленности промелькнул новый станок и новое имя — Maxipres. Хотя Maxipres действительно начинался как пресс для чеканки монет, вскоре он стал ценным активом линии ковки. С разработкой нашей пневматической муфты в начале 1940-х годов она была переименована в High-Speed Forging Maxipres.
1941: 9-дюймовая ковочная машина
Мы построили нашу первую 9-дюймовую ковочную машину весом чуть более 525 000 фунтов. Эта машина была известна во всем мире как самая большая ковочная машина из когда-либо построенных.Напротив, мы также предложили новую линейку малых машин, трубчатые заклепочные головки, самая маленькая из которых весила 2500 фунтов.
1943: Премия Army Navy E
Наши усилия принесли нам известную награду «Army Navy E». Только около 3,5% компаний в нашей стране получили эту престижную награду. Церемония прошла в местном театре Ritz.
1944: новый способ изготовления орехов
Мы представили нашу первую формовочную машину для холодных орехов как новый способ изготовления орехов. Эта машина включает уникальную передачу, которая позволяет нам вращать заготовку между операциями, что улучшает целостность сформированной заготовки гайки, одновременно повышая производительность и экономя материал. Этот процесс по-прежнему является предпочтительным способом изготовления орехов даже сегодня.
Этот процесс по-прежнему является предпочтительным способом изготовления орехов даже сегодня.
1947: Э.Дж. Покупка Manville Co.
Наш рост продолжился, и не только с новыми продуктами, которые мы разработали, но и с покупкой E.J. Manville Company в Уотербери, штат Коннектикут. Это помогло нам дополнить нашу линейку станков для прорезания пазов, резьбонарезных станков и другого оборудования для изготовления крепежа. Мы продолжали строить линию Manville и поставлять запасные части еще 20 лет.
1948: No. 10 Maxipres
National проводит день открытых дверей, который дал сотрудникам и их семьям возможность увидеть самый большой в мире ковочный пресс — наш 1,600,000 фунтов стерлингов No.10 Maxipres. Эта массовая пресса составляла более половины населения Тиффина.
1951: Поковки лопастей для реактивных двигателей
В начале 50-х годов наша модернизация Maxipres была завершена и задействована в корейской войне, установив новые стандарты в производстве поковок для лопастей реактивных двигателей.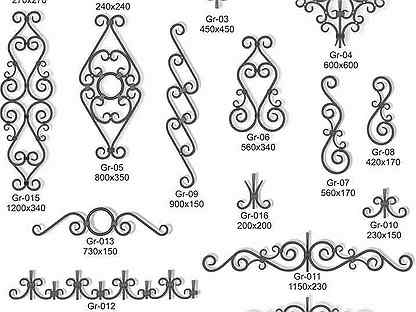 На время войны правительство взяло на себя практически все наши производственные мощности, чтобы производить Maxipress для изготовления реактивных лопастей, которые были так важны для военных действий.
На время войны правительство взяло на себя практически все наши производственные мощности, чтобы производить Maxipress для изготовления реактивных лопастей, которые были так важны для военных действий.
1954: 1 миллион фунтов
Еще один рекорд был установлен, когда мы построили нашу первую 10-дюймовую ковочную машину, самую большую в мире, с максимальной суммой в 1 миллион фунтов.
1955: Расширения, инвестиции и 20 000 посетителей
Большинство наших строительных программ были завершены. Завод расширился до более чем 400 000 кв. Футов, что в семь раз больше, чем на рубеже веков. Был проведен день открытых дверей, чтобы продемонстрировать новое расширение и наши инвестиции в более чем 150 новых станков. Посещаемость была невероятной. . . более 20 000 посетителей.
1956: Крупнейший производитель болтов в мире
В середине 50-х годов мы завершили создание полностью новой линейки болтов с четырьмя головками, включая крупнейшего производителя болтов в мире. Этот гигант мог потреблять одну тонну стали каждые 13 минут.
Этот гигант мог потреблять одну тонну стали каждые 13 минут.
1958: международное расширение
Мы снова расширились, приобретя компанию J. G. Kayser в Нюрнберге, Германия. Эта 103-летняя компания была крупнейшим производителем оборудования для холодной штамповки за пределами США. Это приобретение дало нам возможность для роста на мировом рынке и открыло новую эру международного бизнеса.
1960: Формовка сложных форм
С новым акцентом на формование сложных форм, потребовалась новая линейка оборудования, например, наши пяти- и шестиконечные машины холодной штамповки.Universal Transfer был разработан, чтобы добавить еще больше гибкости и возможности формования этой новой линейке современного формовочного оборудования.
1963: Премия президента Кеннеди «E»
В начале 60-х мы продолжали расширять нашу линейку машин. Новые экструзионные прессы Maxipres, трубчатые заклепочные головки с одной головкой, две холодные головки с тремя выдувами и крупнейший в мире пресс 8000 Ton Maxipres были гордостью Tiffin. Наше служение стране и обществу продолжалось на протяжении 60-х годов, и мы получили 1963 г. — Премия президента Кеннеди «E» за значительный вклад в правительственную программу расширения экспорта.В то время только 200 компаний в США получили эту награду.
Наше служение стране и обществу продолжалось на протяжении 60-х годов, и мы получили 1963 г. — Премия президента Кеннеди «E» за значительный вклад в правительственную программу расширения экспорта.В то время только 200 компаний в США получили эту награду.
1971: Завершение строительства 200-тонного отсека
Бизнес был хорош, наше будущее было светлым, и нам требовались дополнительные мощности для строительства новых больших форм, поэтому начались работы над новым 200-тонным отсеком
1972: 1000 th Высокоскоростная холодновысадочная машина
Мы достигли еще одной важной вехи, поставив 1000-ую высокоскоростную холодновысадочную машину.
1976: Приобретения
В связи с этим увеличением бизнеса нам потребовалось расширение, поэтому мы снова обратились к сторонним приобретениям и купили компанию Special Machine Company из Рокфорда, штат Иллинойс, которую мы превратили в предприятие по производству листового металла для поставки наших звуковых кожухов. В Нюрнберге потребовались дополнительные производственные мощности, поэтому была приобретена небольшая производственная компания в соседнем Кульмбахе, Бавария, чтобы добавить столь необходимые производственные мощности.
В Нюрнберге потребовались дополнительные производственные мощности, поэтому была приобретена небольшая производственная компания в соседнем Кульмбахе, Бавария, чтобы добавить столь необходимые производственные мощности.
1979: Машины горячей формовки
70-е подошли к концу с появлением четырех новых и лучших идей, таких как наша линейка машин горячей формовки с тремя и четырьмя головками. Эти машины принимали прутки, пропускаемые через индукционные нагреватели, и производили гайки и специальные детали со скоростью до 150 штук в минуту. Самый крупный, 10-3 Hot Former, установил еще один мировой рекорд по размеру.Он был отправлен заказчику во Францию для производства заготовок зубчатых колес и зубчатых венцов. Этот большой станок для горячей штамповки может подавать горячекатаные прутки диаметром более 3 дюймов и заготовки зубчатых колес диаметром 8 дюймов со скоростью 45 передач в минуту.
1981: Конкуренты прекращают свою деятельность
У нас были рекордные заказы и поставки в 70-х и начале 80-х годов, в то время как другим производителям оборудования было трудно выжить. В 1981 году наш крупнейший конкурент в США, Waterbury Farrel Div. Textron закрыла дверь в области производства оборудования для холодной высадки и формовки.Они сослались на падающий рынок. Они сказали, что лучше всего будет сосредоточиться на оборудовании прокатных станов, а не на холодной высадке или нарезании резьбы.
В 1981 году наш крупнейший конкурент в США, Waterbury Farrel Div. Textron закрыла дверь в области производства оборудования для холодной высадки и формовки.Они сослались на падающий рынок. Они сказали, что лучше всего будет сосредоточиться на оборудовании прокатных станов, а не на холодной высадке или нарезании резьбы.
1983: Новая линия накатки резьбы
Мы приобрели резьбонакатную часть компании Hartford Specialty Machinery Company и передали производственную линию компании Tiffin. Мы производили нитевдеватели Hartford, пока не разработали нашу собственную линейку более технически совершенных нитевдевателей FORMAX. После выпуска нитевдевателей FORMAX мы продали линию Hartford компании Reed Roll Thread Company.
1989: Представлен FORMAX ®
Положительные усилия людей, работающих вместе, стали очевидны для клиентов, когда мы представили FORMAX в ноябре 1989 года в Атланте, штат Джорджия, на Международной выставке крепежа (IFE). Для рекордного количества посетителей мы представили нашу новую концепцию оборудования для холодной штамповки: FORMAX. Линия машин холодной формовки FORMAX удовлетворяет потребности производителей крепежных изделий и холодногнутых деталей и была быстро принята многими нашими клиентами. Ранний успех FORMAX превзошел наши ожидания.FORMAX предоставил клиентам очень простую и удобную в эксплуатации систему, которая резко увеличила производство за счет более высоких скоростей станков и более быстрой смены заданий. Этот новый подход к оборудованию для холодной штамповки был быстро принят во всем мире.
Для рекордного количества посетителей мы представили нашу новую концепцию оборудования для холодной штамповки: FORMAX. Линия машин холодной формовки FORMAX удовлетворяет потребности производителей крепежных изделий и холодногнутых деталей и была быстро принята многими нашими клиентами. Ранний успех FORMAX превзошел наши ожидания.FORMAX предоставил клиентам очень простую и удобную в эксплуатации систему, которая резко увеличила производство за счет более высоких скоростей станков и более быстрой смены заданий. Этот новый подход к оборудованию для холодной штамповки был быстро принят во всем мире.
1999: FORMAX 2000
Технология FORMAX продолжает расширяться и развиваться. Теперь он включает в себя наши формирователи FORMAX PLUS, резьбовые устройства FORMAX PLUS и FORMAX PLUS для крупных деталей. В 1999 году на выставке IFE Show в Чикаго мы представили новый FORMAX 2000.Эта технология перенесет нас и индустрию гнутых деталей в следующее столетие. Когда мы соединяем передовые технологии FORMAX с самоотверженностью наших сотрудников, обеспечивающих выдающийся сервис и высококачественное оборудование, неудивительно, что мы заработали репутацию установщика «Мирового стандарта качества».
2002: National Machinery в новой собственности
После непродолжительного закрытия National Machinery Company была приобретена членом семьи бывшего владельца Meshech Frost.Национальная машиностроительная компания переименована в ООО «Национальное машиностроение», и ее возглавляет Эндрю Калнов как мажоритарный владелец и генеральный директор.
2004: 130-летний юбилей
National отметила 130-летие со дня открытых дверей в 2004 году, на котором был продемонстрирован новый центр приема посетителей и осмотр всех объектов, а также демонстрация оборудования для клиентов и сообщества Tiffin.
2007: National Machinery China
Этот год ознаменовался значительным расширением благодаря открытию National Machinery China в Сучжоу.Это полностью находящееся в собственности предприятие обеспечивает поддержку клиентов в области обслуживания и запчастей для Китая, а также производит недавно представленные модели машин LeanFX и PumaFX FORMAX.
2008: Выпуск моделей LeanFX и PumaFX
Эта новая линейка сочетает в себе высокие стандарты производительности FORMAX® с простотой эксплуатации и конкурентоспособными ценами, востребованными на современном мировом рынке.
2011: Производство 7 штампов FORMAX
FORMAX продолжал развиваться на протяжении многих лет.Начиная с оригинальной машины FORMAX, линейка расширилась до моделей FORMAX Plus и FORMAX 2000. Formax Plus для больших деталей был добавлен вместе с возможностью производства сверхдлинных деталей. В последнее время способность разрабатывать сложные детали привела к увеличению количества штампов, доступных на станках с 7 штампами, которые становятся все более распространенными.
2012: National Machinery Europe в движении
Наши подразделения NM Europe переехали на новый завод. Мы построили совершенно новое предприятие по обслуживанию, ремонту и поставке запчастей для обслуживания европейского континента, а также офисы — все это по-прежнему находится в историческом городе Нюрнберг, Германия.
2014: 140 лет
Неделя 22 сентября ознаменовала празднование 140-летия National Machinery. Более 150 клиентов посетили в течение каждого дня трехдневного мероприятия Open House. Посетители смогли увидеть результаты значительных затрат завода за последние два года, включая инвестиции в новое производственное обрабатывающее оборудование, контрольно-измерительное оборудование, улучшения технологического процесса и рабочие места сотрудников.
2015: National Machinery приобретает SMART Machinery Srl
National Machinery LLC объявляет о приобретении контрольного пакета акций SMART Machinery Srl.SMART Machinery — это новая компания, созданная для того, чтобы взять на себя бизнес-интересы и активы S.M.A.R.T Srl, компании из Тортоны, Италия, которая является ведущим производителем резьбонарезных станков и пионером в использовании сервоприводов.
В грядущие годы мы видим изменения и возможности. Теперь мы видим будущее, в котором упор будет делаться на рост и стабильность. Мы будем работать над укреплением нашей лидирующей позиции в индустрии холодной штамповки вместе с нашими клиентами, что сделает нас обоих более успешными.
Мы будем работать над укреплением нашей лидирующей позиции в индустрии холодной штамповки вместе с нашими клиентами, что сделает нас обоих более успешными.
Влияние моделирования на конструкции холодной штамповки | 2017-08-03
Прогностическая ценность моделирования процессов и продуктов с помощью моделирования методом конечных элементов помогла при холодной штамповке крепежных изделий. В этом случае пуансон, используемый в поковке колесных болтов, был пересмотрен и переработан, чтобы исключить «заедание» пуансона в полой части поковки.
Мощность моделирования методом конечных элементов в нашей отрасли возросла за последнее десятилетие из-за их высокой прогнозирующей способности во всех прикладных дисциплинах, особенно в операциях обработки металлов давлением.Моделирование процесса обработки металлов давлением используется для разработки уникальных методов обработки за счет исключения большого количества лабораторных испытаний, требуемых при таких исследованиях, но они также широко используются для прогнозирующего обнаружения возможных повреждений материала, определения силы ковки, правильной конструкции штампа и оптимизации топологии в индустрия.
Моделирование влияет на затраты, но также облегчает работу людей на производстве. Например, увеличение срока службы штампов с помощью результатов численного моделирования в офисе приводит к снижению количества операций по замене штампов, выполняемых рабочими.
По сравнению с горячей штамповкой поток материала при холодной штамповке менее подвижен. Следовательно, проектирование штампов требует большого опыта и способности прогнозировать возможные проблемы с помощью моделирования методом конечных элементов на этапе проектирования. В этой статье показано, что, несмотря на все усилия, непредсказуемые сбои процесса могут произойти, даже если полное проектирование процесса сопровождалось моделированием методом конечных элементов. Однако поразительно то, что причины этих сбоев снова были устранены с помощью моделирования, которое показывает влияние инженерного программного обеспечения на кузнечную промышленность.
Неожиданная проблема при ковке колесных болтов Процесс холодной штамповки важен при производстве болтов из-за сильной пластической деформации, вызываемой прессами на заготовке, что значительно укрепляет материал без потери материала в виде стружки. Однако материал заготовки имеет комнатную температуру, и кованый материал может находиться на критической линии своей прочности на излом во время деформации. Хотя во всех учебниках упоминаются проблемы такого рода ковки материалов, отказы также можно рассматривать как часть всей системы штампов.Примером этого является тема данной статьи.
Однако материал заготовки имеет комнатную температуру, и кованый материал может находиться на критической линии своей прочности на излом во время деформации. Хотя во всех учебниках упоминаются проблемы такого рода ковки материалов, отказы также можно рассматривать как часть всей системы штампов.Примером этого является тема данной статьи.
Во время производства колесных болтов M12x1,5×12 на четвертом этапе ковки был обнаружен отказ пуансона, что заставило нас увеличить количество штампов, необходимых для изготовления указанного крепежа. Шестиугольная форма головки болта подготавливается на третьем этапе, а окончательный размер шестигранника и полого сечения головки формируется одновременно на четвертом этапе ковки (рис. 1). Здесь было видно, что пуансон застрял в сформированной полой секции, вероятно, во время вытягивания пуансона в последовательности ковки, и он сломался (Рисунок 2).
Система ковочных штампов включает стационарные и подвижные штампы. Система подвижной матрицы включает в себя пружину матрицы, которая обеспечивает деформацию головки болта с шестигранной головкой и перемещение пуансона через полуболт. В конце деформации шестиугольная матрица и пуансон одновременно перемещаются в противоположных направлениях для выдергивания. Здесь очень важно понимать поток материала во время процесса. Многие программные пакеты для моделирования штамповки металлов включают штамповочные пружины в свои библиотеки, но точное моделирование движения пружины невозможно.Однако сложные движения штампа можно легче смоделировать, задав конкретные движения штампа как функцию времени.
В конце деформации шестиугольная матрица и пуансон одновременно перемещаются в противоположных направлениях для выдергивания. Здесь очень важно понимать поток материала во время процесса. Многие программные пакеты для моделирования штамповки металлов включают штамповочные пружины в свои библиотеки, но точное моделирование движения пружины невозможно.Однако сложные движения штампа можно легче смоделировать, задав конкретные движения штампа как функцию времени.
Было подготовлено конечно-элементное моделирование этого четырехэтапного процесса ковки. Сначала операции штамповки и вытягивания на четвертом этапе ковки моделировались без пуансона, чтобы определить величину уменьшения диаметра отверстия (рис. 3).
Шестигранная матрица состоит из деформирующей и релаксационной частей.В то время как деформирующая часть ковает материал, стенка матрицы была наклонена для уменьшения трения между текущим материалом и матрицей в релаксационной части.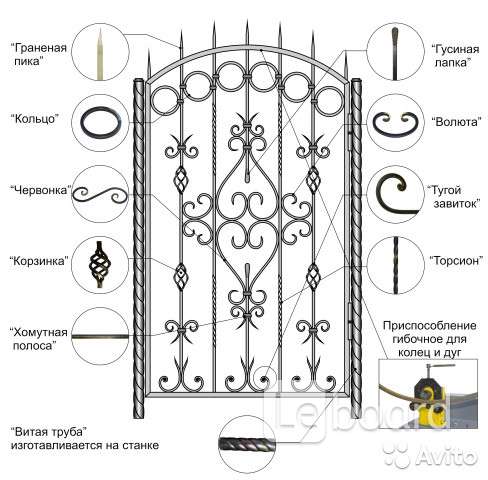 Это позволило материалу течь легче. Было видно, что деформирующая часть при вытягивании толкала материал, что привело к уменьшению диаметра отверстия под болт на поковке колесного болта. В результате диаметр отверстия, указанный в пределах от 11,01 до 11,05 мм, был уменьшен до примерно 10,62 мм. Это привело к значительному увеличению контактного давления между пуансоном и материалом.
Это позволило материалу течь легче. Было видно, что деформирующая часть при вытягивании толкала материал, что привело к уменьшению диаметра отверстия под болт на поковке колесного болта. В результате диаметр отверстия, указанный в пределах от 11,01 до 11,05 мм, был уменьшен до примерно 10,62 мм. Это привело к значительному увеличению контактного давления между пуансоном и материалом.
После критической точки пуансон не может двигаться в полости из-за повышенного давления и ломается в результате высокого напряжения растяжения. Чтобы устранить это, геометрия пуансона была изменена из-за заданного уменьшения диаметра отверстия, как показано на Рисунке 4. Таким образом, было предсказано, что контактное давление между материалом и пуансоном было уменьшено.
Докажи решение Моделирование методом конечных элементов дает конструкторам кузнечных изделий возможность проверить свои решения без проведения каких-либо испытаний методом проб и ошибок в цехе. Чтобы доказать предлагаемое решение, новый штамп может быть разработан в программном обеспечении САПР и легко адаптирован к моделированию. Как упоминалось ранее, геометрия пуансона была изменена из-за проведенного нами моделирования ковки.
Чтобы доказать предлагаемое решение, новый штамп может быть разработан в программном обеспечении САПР и легко адаптирован к моделированию. Как упоминалось ранее, геометрия пуансона была изменена из-за проведенного нами моделирования ковки.
Лучший способ сделать правильный вывод — повторить моделирование с пересмотренными конструкциями и сравнить важные механические переменные (такие как силы ковки и возникающие напряжения) с предыдущими результатами. Эта методика была выполнена, и силы ковки текущей и измененной конструкции были сравнены, как показано на рисунках 5a и 5b.Можно предположить, что силы ковки в направлении осей x и y ответственны за заклинивание пуансона в отверстии полуболта. Как видно на рисунках 5a и 5b, хотя ревизия не изменила историю силы во время формования болта, действующие на пуансон силы были уменьшены во время вытягивания. Это показывает, что обновленный пуансон не будет испытывать высоких нагрузок на вырыв, что приводит к пластической деформации и разрушению.
Благодаря усовершенствованному программному обеспечению для моделирования можно легко провести анализ напряжений на заданном компоненте системы штампа.Как мы знаем, проведение моделирования формовки с использованием упругих штампов требует больших вычислительных мощностей и длительного времени процессора. Однако в промышленности время — критическая переменная, и ее нельзя тратить зря.
В программном обеспечении для моделирования пользователям не нужно запускать трехмерное моделирование с использованием упругих штампов для определения распределения напряжений на штампах и пуансонах. Специальные модули нагрузки штампа позволяют пользователям применять силы ковки, рассчитанные на основе предыдущих моделей, проведенных с жесткими штампами, и прикладывать эти нагрузки к упругим штампам.Таким образом, время процессора значительно сокращается.
С помощью этого модуля были определены максимальные и минимальные распределения главных напряжений на измененном пуансоне и сравнивались с текущим проектом, как показано на рисунках 6a и 6b. Значения напряжений были собраны по траектории на окружности поверхности пуансона. Эти распределения очень важны для определения усталостной долговечности пуансона. Видно, что оба напряжения были значительно уменьшены с разработкой нового пуансона.
Значения напряжений были собраны по траектории на окружности поверхности пуансона. Эти распределения очень важны для определения усталостной долговечности пуансона. Видно, что оба напряжения были значительно уменьшены с разработкой нового пуансона.
Важность и эффективность конечно-элементного моделирования, используемого при холодной штамповке, была проиллюстрирована в этой статье путем представления уникальной проблемы, которая возникла во время ковки колесных болтов. Немного времени, затраченного на подготовку и выполнение моделирования, позволило избавиться от огромных трудозатрат и проектирования, потери времени на неактивные ковочные прессы, потребляемой энергии и затрат на испытания. На основе полученных численных результатов были изготовлены новые пуансоны и проведены испытания ковки, которые показали, что результаты моделирования соответствуют реальному применению.Колесный болт был успешно откован в холодном состоянии за один день численной работы. Кроме того, срок службы пуансона был увеличен в четыре раза по сравнению с предыдущей конструкцией.
Кроме того, срок службы пуансона был увеличен в четыре раза по сравнению с предыдущей конструкцией.
Ведущий автор Доктор Дженк Килиджаслан является специалистом по исследованиям и разработкам в Norm Fasteners Co., крупнейшем производителе крепежа в Турции. С ним можно связаться по телефону +90 232 376 76 10 или по адресу [email protected]
Поставщики деталей с холодной головкой
Список производителей деталей с холодной головкой
Во время процессов холодной штамповки и холодной головки , производители формуют изделия из металла примерно при комнатной температуре.
Приложения и продукты Используя холодновысадочное производство, производители могут создавать широкий ассортимент изделий. Тем не менее, как правило, производители продукции с использованием операций холодной высадки изготавливают небольшие изделия и компоненты, такие как крепежные детали и электрические контакты. Крепежные детали включают болты (болты с головкой под торцевой ключ, болты с квадратным подголовком, болты с шестигранной головкой и т. Д.), Заклепки (универсальные заклепки, заклепки для гаек), штифты (также известные как штифты с холодной головкой), крепежные детали с гвоздями, крепежные детали с винтовыми головками (винты с шестигранной головкой, Винты с крестообразным шлицем и т. Д.), и тому подобное. Хотя они могут использовать холодную высадку для изготовления более крупных продуктов, производители обычно делают это только в том случае, если продукты не слишком сложные. Холодная штамповка в целом — менее практичное решение для изготовления сложных деталей.
Д.), Заклепки (универсальные заклепки, заклепки для гаек), штифты (также известные как штифты с холодной головкой), крепежные детали с гвоздями, крепежные детали с винтовыми головками (винты с шестигранной головкой, Винты с крестообразным шлицем и т. Д.), и тому подобное. Хотя они могут использовать холодную высадку для изготовления более крупных продуктов, производители обычно делают это только в том случае, если продукты не слишком сложные. Холодная штамповка в целом — менее практичное решение для изготовления сложных деталей.
Продукция, подобная этой, пользуется большим спросом во многих отраслях промышленности, от авиакосмической и аппаратной до литья под давлением и сельского хозяйства.
Детали с холодной головкой — Abbott-Interfast Corporation История
Люди занимаются холодной обработкой металла на протяжении тысяч лет.Например, первые люди ковали мягкие металлы, используя камни для создания инструментов и украшений.
В 1480 году Леонардо да Винчи набросал проект стана холодной прокатки. Первый в своем роде появился чуть более 100 лет спустя, в 1615 году. Этот стан в основном производил холоднокатаный свинцовый лист и оловянный лист. Вскоре после этого производители стали также производить холодную прокатку чугуна и легированной стали. Во время промышленной революции, когда люди создавали более совершенные механические и полуавтоматические машины, холодная обработка стала проще и популярнее.
Первый в своем роде появился чуть более 100 лет спустя, в 1615 году. Этот стан в основном производил холоднокатаный свинцовый лист и оловянный лист. Вскоре после этого производители стали также производить холодную прокатку чугуна и легированной стали. Во время промышленной революции, когда люди создавали более совершенные механические и полуавтоматические машины, холодная обработка стала проще и популярнее.
В то время как обычные люди и производители занимались холодной формовкой металла все это время, только в 20 веке люди всерьез начали разрабатывать автоматизированные методы холодной обработки.
Во время Второй мировой войны Германия усердно работала над повышением своих возможностей холодной обработки для своей армии. Когда Германия потерпела поражение, американцы использовали то, что немцы разработали, для приложений у себя дома. Продукты холодной обработки, особенно из стали или нержавеющей стали, стали очень популярными среди американских потребителей.С начала 1950-х до конца 1960-х годов поставщики стали обработали в 10 раз больше холоднодеформированной стали, чем они имели до Второй мировой войны.
С тех пор технический прогресс в операциях холодной штамповки позволил производителям изготавливать более сложные детали, такие как свечи зажигания и оси. Технологический прогресс также позволил им производить эти детали с большей скоростью, чем когда-либо прежде. Дальнейшие достижения в области металлургии увеличили количество сплавов, которые производители могут обрабатывать без термической обработки, поэтому холодная высадка более прибыльна, чем когда-либо.
Подробности процессаТочные методы производства могут различаться, но почти все процессы холодной штамповки используют экстремальное давление. Для деформации материалов необходимо экстремальное давление. С помощью деформации производители деталей с холодной головкой могут придать металлу нужные характеристики.
На самом деле при приложении этого давления происходит следующее: сначала происходит пластическая деформация. Другими словами, он меняет форму.Во-вторых, в результате пластической деформации металл испытывает бесчисленные микроскопические дислокации. Это означает, что, по сути, кристаллическая структура перемещается. По мере того, как это происходит, движение атомов становится все труднее и труднее, пока оно не становится почти невозможным. По сути, металл становится очень твердым или прочным. Процесс упрочнения металла после микроскопической дислокации называется наклепом.
Это означает, что, по сути, кристаллическая структура перемещается. По мере того, как это происходит, движение атомов становится все труднее и труднее, пока оно не становится почти невозможным. По сути, металл становится очень твердым или прочным. Процесс упрочнения металла после микроскопической дислокации называется наклепом.
Для начала производители холодной высадки выбирают материал и форму металла для работы.Обычно они работают с металлами, такими как сталь, нержавеющая сталь, алюминий, железо, латунь, медь и титан. Некоторые из наиболее распространенных форм заготовок, с которыми они работают, включают проволоку, пластину или лист. После того, как они определятся с материалом и формой заготовки, производители могут начать процесс холодной штамповки / холодной высадки.
После завершения начального процесса холодной высадки производители могут перейти к одной или нескольким вторичным операциям. Некоторые из этих операций, которые они могут выполнять, включают прокалывание, калибровку, обрезку, заострение и / или накатывание резьбы. После этого они могут завершить работу одной или несколькими чистовыми операциями, такими как наложение заплат, нарезание резьбы, фрезерование, бритье, гибка, сверление и / или накатка.
После этого они могут завершить работу одной или несколькими чистовыми операциями, такими как наложение заплат, нарезание резьбы, фрезерование, бритье, гибка, сверление и / или накатка.
Чтобы убедиться, что они правильно подбирают ваши холодноголовые детали, производители должны учитывать такие факторы, связанные с конструкцией, как требуемая прочность, требуемая коррозионная стойкость, требуемые размеры, сложность, стандартные требования, объем запросов и т. Д. На основе этих соображений , они могут выбрать подходящий материал (ы) и процесс (ы) для вашего приложения.
Когда дело доходит до дизайна, производители холодноголовых деталей имеют изрядное количество вариантов. Хотя они не всегда могут создавать столь же сложные конструкции, как при горячей штамповке, они все же могут, например, выбирать из множества форм головок (например, круглых головок, шестиугольных головок) и особенностей корпуса (например, конусов, резьб, канавок, ступенек). , так далее.).
, так далее.).
Есть много различных машин, которые могут использовать производители металла для холодной обработки металла. Примеры включают в себя профилегибочные машины, холодные подборщики, матрицы и пуансоны.
Профилегибочные машины состоят из ряда тяжелых стальных валков или роликовых штампов. Машины используют их для сглаживания металлических полос до точной толщины. Путем пропуска полос между ними определенное количество раз машины также создают заданные формы на металлических поперечных сечениях.
Холодные коллекторы позволяют рабочим создавать более сложные металлические формы с квадратами, смещениями и т. Д. Чтобы уменьшить размер металла и придать ему дополнительную прочность, в коллекторах холодного монтажа используется несколько штампов.Так производители формируют выступы, лыски, ребра и другие формы.
Плашки являются важными компонентами практически любого типа оборудования для холодной штамповки. Это потому, что матрицы позволяют ограничивать металлические материалы, чтобы изменять их размеры.
Это потому, что матрицы позволяют ограничивать металлические материалы, чтобы изменять их размеры.
Пуансоны — еще один важный формовочный инструмент. Производители используют их для передачи усилия от станка к производимой детали. Сила пуансона должна быть больше, чем максимальный предел упругости металла, чтобы металл постоянно деформировался в форме пуансона.
Варианты и аналогичные процессыСреди множества различных методов холодной обработки, используемых производителями при изготовлении деталей с холодной головкой, являются холодная экструзия, холодная прокатка, холодное волочение, орбитальная штамповка, холодная штамповка, холодное формование, гидроабразивная резка и ударная экструзия. .
Холодная экструзия — это процесс, во время которого производители используют экстремальное давление, но не нагревают, чтобы протолкнуть металлические материалы через предварительно сформированные отверстия матрицы. Холодная экструзия лучше всего работает с более мягкими металлами, такими как олово и алюминий. Без нагрева формование более твердых металлов, например стали, требует больших затрат труда.
Без нагрева формование более твердых металлов, например стали, требует больших затрат труда.
Профилегибочная обработка — один из самых популярных видов холодной обработки. Вообще говоря, это процесс гибки. Во время холодной прокатки производители пропускают металлические заготовки через пару роликов, которые входят в состав машины холодной прокатки. Когда металл проходит через ролики, он равномерно расплющивается, так что вся деталь имеет одинаковую толщину.
Холодное волочение — еще один чрезвычайно популярный процесс холодной штамповки.Это похоже на холодную экструзию, за исключением того, что во время холодного волочения машина / операторы протягивают металл, а не проталкивают его. Для выполнения холодного волочения производители выбирают стержень или металлическую деталь, которая была опилена или забита молотком до точки, затем помещают ее в матрицу для протягивания через машину. По мере продвижения через матрицу металл растягивается по длине и сжимается в диаметре, принимая желаемую производителями форму.
Орбитальная формовка — это метод, при котором производители металла с холодной головкой используют орбитальный инструмент.Орбитальный инструмент вращается на фиксированный угол, когда он вдавливается в металл. В то время как формирование орбиты требует нескольких проходов для постепенного завершения формирования головы, процесс занимает от 1,5 до 3 секунд. Орбитальная формовка имеет очень узкую направленность, и чаще всего производители используют ее для крепления. Они не ограничиваются только холодной высадкой, но также могут включать развальцовку, обжимку, формовку или венцовку детали крепежной детали. Орбитальная формовка также известна как радиальная клепка, вращение или клепка с вращением.
Холодная штамповка — это любой процесс механической обработки или формовки, в ходе которого производители формуют металл путем его сжатия внутри полости. Холодная высадка попадает в эту категорию.
Холодное формование — это любой процесс формования, например литье под давлением, во время которого производители не нагревают металлический материал или полость формы.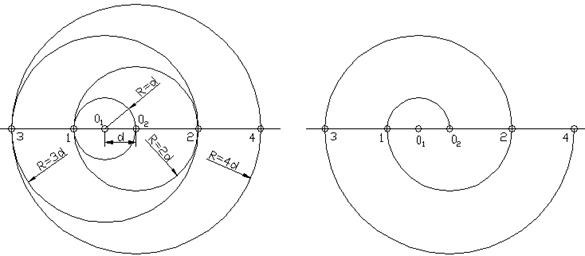 Формы для литья под давлением, которые производители используют при холодном литье под давлением, называются холоднотонными.
Формы для литья под давлением, которые производители используют при холодном литье под давлением, называются холоднотонными.
Гидроабразивная резка — это процесс, в ходе которого производители выполняют чистую резку, используя струи воды под высоким давлением.Такие компании, как Cold Jet, специализируются на оборудовании для гидроабразивной резки и обработке компонентов.
Ударная экструзия — это процесс, во время которого производители формуют металл, используя силу чего-то вроде штамповочного пресса или штифтов и экстремального давления. Ударная экструзия лучше всего работает с мягкими металлическими материалами, такими как олово, латунь, алюминий и т. Д.
Преимущества Когда производители решают использовать процесс холодной обработки, это дает много преимуществ как для потребителей, так и для производителей.Процессы горячего формования обычно требуют много энергии для создания экстремальных температур, поэтому холодная штамповка, как правило, намного дешевле и эффективнее. Производство холодной штамповки тратит меньше материалов, чем производство горячей штамповки. Это не только еще одно существенное снижение стоимости, но и еще один способ, которым холодная штамповка позволяет производить более экологичные продукты. В отличие от сварки, резки и сверления, при деформации металла в процессе холодной обработки не образуются отходы. Конечно, отходы можно переработать, но это также требует много времени и средств.
Производство холодной штамповки тратит меньше материалов, чем производство горячей штамповки. Это не только еще одно существенное снижение стоимости, но и еще один способ, которым холодная штамповка позволяет производить более экологичные продукты. В отличие от сварки, резки и сверления, при деформации металла в процессе холодной обработки не образуются отходы. Конечно, отходы можно переработать, но это также требует много времени и средств.
Поскольку холодногнутые детали настолько прочные и долговечные, они могут даже не потребовать дополнительных операций чистовой обработки во время производства. Закалка, которую испытывает металлическая деталь из-за многократного давления во время холодной штамповки, увеличивает предел прочности. В отличие от процессов горячей штамповки, которые могут изменять размеры материала из-за расширения, вызванного нагреванием, холодная штамповка является точной. Это связано с тем, что при холодной штамповке используется постоянная температура.
Холодная высадка — популярная альтернатива обработке винтов (процесс, который производители используют не только для изготовления винтов).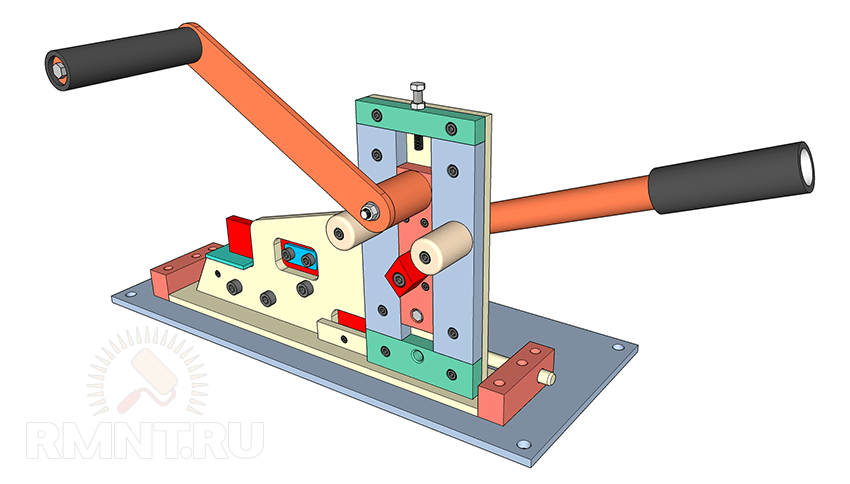 Некоторые из преимуществ холодной высадки перед винтовой обработкой включают меньшее количество брака, более низкие затраты, более высокую скорость производства, меньшее количество заусенцев и более прочную продукцию.
Некоторые из преимуществ холодной высадки перед винтовой обработкой включают меньшее количество брака, более низкие затраты, более высокую скорость производства, меньшее количество заусенцев и более прочную продукцию.
Потенциальным недостатком холодной штамповки является то, что она может увеличить внутреннее напряжение предмета или куска металла. Вот почему производители используют отжиг, который позволяет им смягчить металл и снизить деформацию. Иногда производители чередуют холодную штамповку и отжиг в процессе производства, чтобы получить правильный баланс для стандартных форм и крепежа.
На что следует обратить вниманиеЕсли вы находитесь на рынке запчастей с холодной головкой, лучше всего обратиться к опытному поставщику, у которого есть магазин, где они используют различные станки и инструменты для холодной обработки. Найдите такого производителя, проверив поставщиков запчастей для холодной головки, которых мы перечислили на этой странице.
Выясните, какой поставщик запчастей предлагает услуги, которые лучше всего соответствуют вашим потребностям, сначала записав эти потребности на бумаге. Не забудьте указать такие детали, как ваш бюджет, крайний срок доставки и объем ваших запросов.После того, как вы записали свои спецификации, ознакомьтесь с профилями различных компаний, перечисленными на этой странице. Сравните и сопоставьте их соответствующие предлагаемые услуги с теми, что в вашем списке. Исходя из этого, выберите три или четыре, которые, по вашему мнению, являются вашими лучшими потенциальными совпадениями. Обратитесь к каждому из них, чтобы подробно обсудить вашу заявку. Наконец, выбирайте наиболее подходящий для вас, исходя из того, какие производители предлагают не только лучшие предложения, но и лучшее обслуживание клиентов. Удачи!
Информационное видео о деталях с холодной головкой
Холодная штамповка — поставщик станков для изготовления болтов, производитель станков для изготовления гаек,
Описание продукта:
Территория применения:
Автоматический многопозиционный станок для холодной штамповки — это специализированный станок с высокой эффективностью и автоматизацией среди кузнечного оборудования.
Из-за преимущества самого холодного формовщика и превосходства техники холодной высадки, формовочные машины также широко используются в различных национальных экономических территориях для производства крепежных деталей и нестандартных деталей, таких как авиация, пароход, механическая машина, железнодорожный транспорт, автомобили, мотоцикл, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и др.
| МОДЕЛЬ | РБФ-84С |
| КОВКА (НЕТ) | 4 |
| СИЛА КОВКИ (КГС) | 60 |
| ДИАМ. ОБРЕЗ.(мм) | Ø10 |
| ДЛИНА ОТРЕЗА (мм) | 115 |
| МОЩНОСТЬ (шт / мин) | 120–180 |
| ХОД (мм) | 18 |
| УДАР (мм) | 92 |
| ГЛАВНЫЙ ХОД РАМ (мм) | 160 |
| МОЩНОСТЬ ГЛАВНОГО ДВИГАТЕЛЯ (кВт) | 22 |
| ОБЩАЯ ИНФОРМАЦИЯ.ОТРЕЗНОЙ МАТРИЦЫ | Ø50x50L |
| ОБЩАЯ ДАННАЯ ПУАНСОНА | Ø45x125L |
| ОБЩАЯ ДАННАЯ ГЛАВНОЙ МАТРИЦЫ | Ø60x130L |
| Шаг матрицы (мм) | 70 |
| ПРИБЛИЗИТЕЛЬНАЯ ВЕС (T) | 14 |
| ДИАМЕТР НАДЕЖНОГО БОЛТА (мм) | 5-8 |
| ДЛИНА ХВОСТОВИКА ПУСТОЙ (мм) | 15-90 |