Винты и их отличие от болтов
Данная информация взята с сайта компании «РДС Строй» https://rdstroy.ru
Со страницы https://rdstroy.ru/news/vinty-i-ikh-otlichie-ot-boltov/
Винт – крепёжное изделие для соединения деталей, одна из которых может быть с внутренней резьбой. Винт имеет вид стержня с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом. Передающим усилие элементом могут являться различного рода головки, шлицы в торце стержня и другие конструктивные особенности изделия.
Винт предназначен для образования резьбового соединения или фиксации.
Разновидностью винта также является шуруп. Это крепёжное изделие отличается тем, что имеет коническое сужение на конце и более редкую резьбу. Шуруп, создающий резьбу при вкручивании, называется самонарезающим винтом — в просторечии «саморезом».
Размеры винтов
Каждый винт маркируют двумя числами, например 4×30.
У винтов для металла, называемых также машиностроительными, метрическими или просто винтами, диаметр стержня постоянен по длине.
Винт либо вкручивают в просверленное в металле резьбовое отверстие либо пропускают в сквозное отверстие в пакете скрепляемых деталей, после чего на его конец надевают плоскую или пружинную шайбу и навинчивают гайку так, что детали крепко сжимаются между собой. Гайки обозначаются буквой М и маркируются цифрами от М1 до М68. Цифра обозначает диаметр винта в миллиметрах, для накручивания на который предназначена гайка: например, гайка М4 подходит к винту диаметром 4 мм. Однако, даже если диаметры гайки и винта одинаковы, это еще не говорит о том, что гайку во всех случаях можно накрутить на винт: если гайка и винт имеют разные шаг и профиль резьбы (высоту витков), то они не подойдут друг к другу.
Винт от болта отличается способом соединения. Расчет болта идет на срез(большая нагрузка приходится на место, перпендикулярное соединяемым деталям) Расчет винта идет на нераскрытие стыка (основная нагрузка приходится на место, расположенное вдоль или параллельно оси скрепляемых деталей).
По конструкции винт очень похож на болт. Тем не менее их основное различие заключается в применении: болт проходит через соединяемые детали насквозь, на него накручивется гайка, а винт при помощи отвертки вкручивается в одну из соединяемых деталей, имеющую резьбу.
Винт можно затянуть либо выкрутить с помощью отвертки или торцевого ключа, вставленного в прорезь его головки. Болт затягивается гаечным ключом или гайкой. Болт не может вращаться в результате соединения двух деталей, как некоторые разновидности винтов, используемые в подвижных перемещающихся машинных механизмах.
Головку винта при вкручивании часто углубляют в соединяемую деталь, при болтовом соединении она остается на поверхности.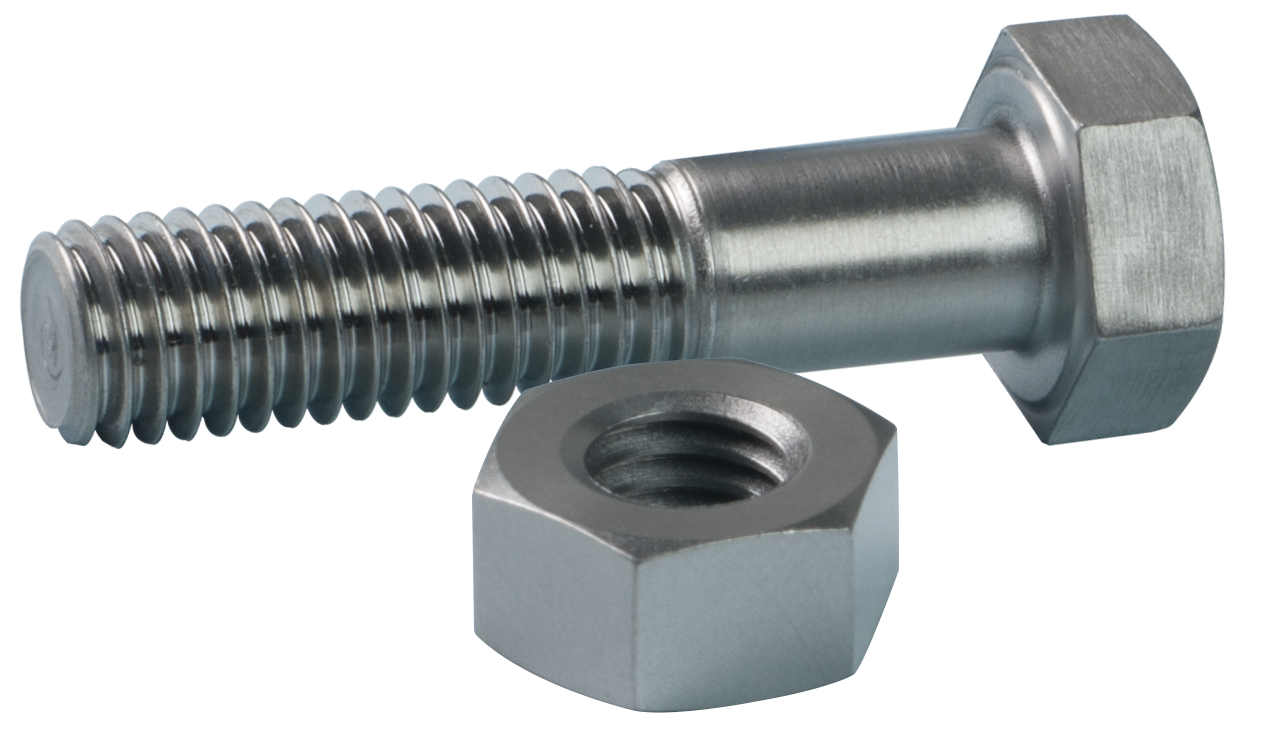
Разница между болтом и винтом:
- Различие в способе соединения: винтовое и болтовое.
- Болтовое соединение осуществляется при помощи гайки, а винтовое – резьбы.
- Различные методы закрепления в детали.
- Винт может вращаться в некоторых соединениях, болт всегда статичен.
- Винт иногда углубляют в деталь, болт нет.
- У винта резьба по всей поверхности , у болта – частично.
- Винты могут быть мелкими, болты — нет.
- Различие в способе разъединения конструкции.
В компании представлены следующие виды винтов:
Винт DIN 7985
Винт полусфера: применяется в крепежных соединениях в комплекте с гайкой, шайбой. Используется в строительстве, машиностроении, мебельном производстве.
Материал: сталь с 1008, класс прочности 4.8, головка потайная, шлиц Pozidriv, Philips, резьба полная метрическая среднего класса точности.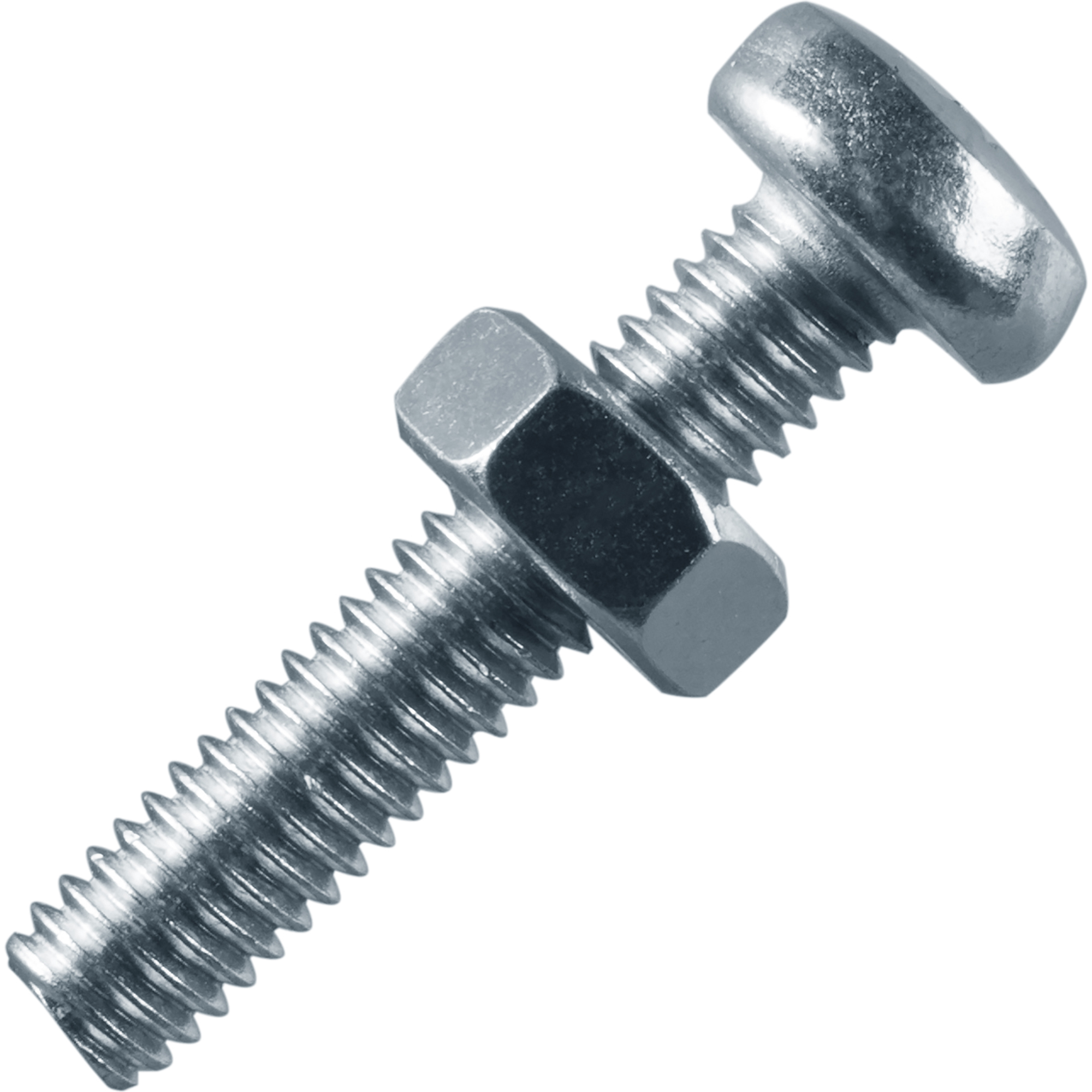
Винт DIN 965
Винт потай :применяется в крепежных соединениях в комплекте с гайкой, шайбой. Используется в строительстве, машиностроении, мебельном производстве.
Материал: сталь с 1008, класс прочности 4.8, головка потайная, шлиц Pozidriv, резьба полная метрическая среднего класса точности.
Винт барашковый DIN 316, сталь С1008, оцинкован
Применяется в крепежных соединениях в комплекте с гайкой и шайбой при необходимости быстрой и четкой разборки соединения. Отличительной особенностью рассматриваемого винта от его аналогов является наличие специальных двух лепестков, благодаря которым монтаж и демонтаж соединения можно выполнять вручную, без помощи каких-либо инструментов. Используется в машиностроении и строительстве.
Чаще всего такой крепежный элемент используется при сборке мебели и в быту.
Винт c кольцом DIN 444
Эксплуатируют винт DIN 444 в разнообразных шарнирных и такелажных конструкциях, обеспечивая при этом высокую степень надежности . Применяют в машиностроении, приборостроительной отрасли, строительстве и других областях.
Применяют в машиностроении, приборостроительной отрасли, строительстве и других областях.
Винт конфирмат предназначен для сборки, стяжки элементов мебели из древесины, древесно-стружечной плиты, клееной фанеры и т.п. Благодаря специальному профилю резьбы и ее чистой поверхности можно быстро и легко ввинтить конфирмат, получая высокую точность соединения. Небольшой диаметр стержня позволяет исключить появление трещин. Необходимо предварительное сверление.
Головка — потайная Шлиц — внутренний шестигранник Резьба — разреженный шаг Наконечник – тупой, Материал — сталь С1022 Покрытие – цинк.
Винт с крюком используется на строительных площадках или при ремонтно-отделочных работах. Имеют широкий спектр применения во многих отраслях, а так же широко используются в быту для различных крепежей и подвесов.
С уважением,
Команда интернет-маркетинга холдинга «РДС строй»
Данная информация взята с сайта компании «РДС Строй» https://rdstroy. ru
ru
Со страницы https://rdstroy.ru/news/vinty-i-ikh-otlichie-ot-boltov/
Парные футболки с фото «Болт и гайка»
Печать на футболке — Легко! Фото на футболке — Запросто!
Нанесение изображения выполнено с помощью термотрансферной технологии.
Подобная технология позволяет обеспечить высокую стойкость и возможность перенести на поверхность любой выбранный вами цвет и фактуру.
Отметим, что подобная технология исполь
зуется для производства всех видов текстиля: футболки, головные уборы, сумки толстовки, и многие другие товары, на которых вы бы хотели увидеть ту или иную картинку.
У нас Вы можете выбрать цветовую гамму для Вашего бедующего рисунка: красный, белый, черный, розовый, синий, зеленый и многие другие.
Особое
внимание стоит обратить на то, что
термотрансферная печать экологически
чистая, без использования ПВХ. Первым
делом на специальном плоттере
вырезается или печатается изображение самой модели, в
дальнейшем она наносится на текстиль
при использовании высокой температуры
и под давлением пресса.
Первым
делом на специальном плоттере
вырезается или печатается изображение самой модели, в
дальнейшем она наносится на текстиль
при использовании высокой температуры
и под давлением пресса.
Правила ухода за приобретенным товаром.
Отметим, что рисунки, нанесенные с использованием метода термотрансферного переноса на текстиль, сохраняются при многочисленных стирках, как ручных, так и в стиральной машине.
Обратите внимание на то, что стирать данные изделия рекомендуется только на бережном режиме и не выше 30 градуса, без применения отбеливателя. Гладиться разрешается лишь на изнаночной стороне изделия, так как вы можете повредить рисунок и испортить себе утюг.
Наша компания профессионально занимается нанесением и печатью на футболках, бейсболках, свитшотах, толстовках. Мы печатаем на футболках изображения и отправим в любую точку нашей страны и страны Таможенного союза.
Напечатать фото на футболке — это вы обратились по адресу!
Гайка как выглядит
Винт, шуруп, саморез, болт, шайба и гайка: в чем разница, отличия?
Отличия и понятия болта, гайки, шурупа, винта.
Содержание
- Что такое винт, шуруп, саморез, болт, шайба и гайка, как выглядит, для чего предназначен?
- Чем отличается болт от винта: сравнение, фото
- Чем отличается шуруп от болта и винта: сравнение, фото
- Чем отличается шуруп от самореза: сравнение, фото
- Чем отличается гайка от болта: сравнение, фото
- Чем отличается гайка от шайбы: сравнение, фото
- ВИДЕО: Отличия болтов, шурупов и винтов
Существует огромное количество крепежных элементов, которые используются в строительстве. Их основное назначение — соединять детали, а также держать конструкцию целостной. Среди крепежных элементов различают шайбы, гайки, винты, болты, а также шурупы, саморезы. Все эти изделия отличаются друг от друга не только внешним видом, но и назначением.
Что такое винт, шуруп, саморез, болт, шайба и гайка, как выглядит, для чего предназначен?
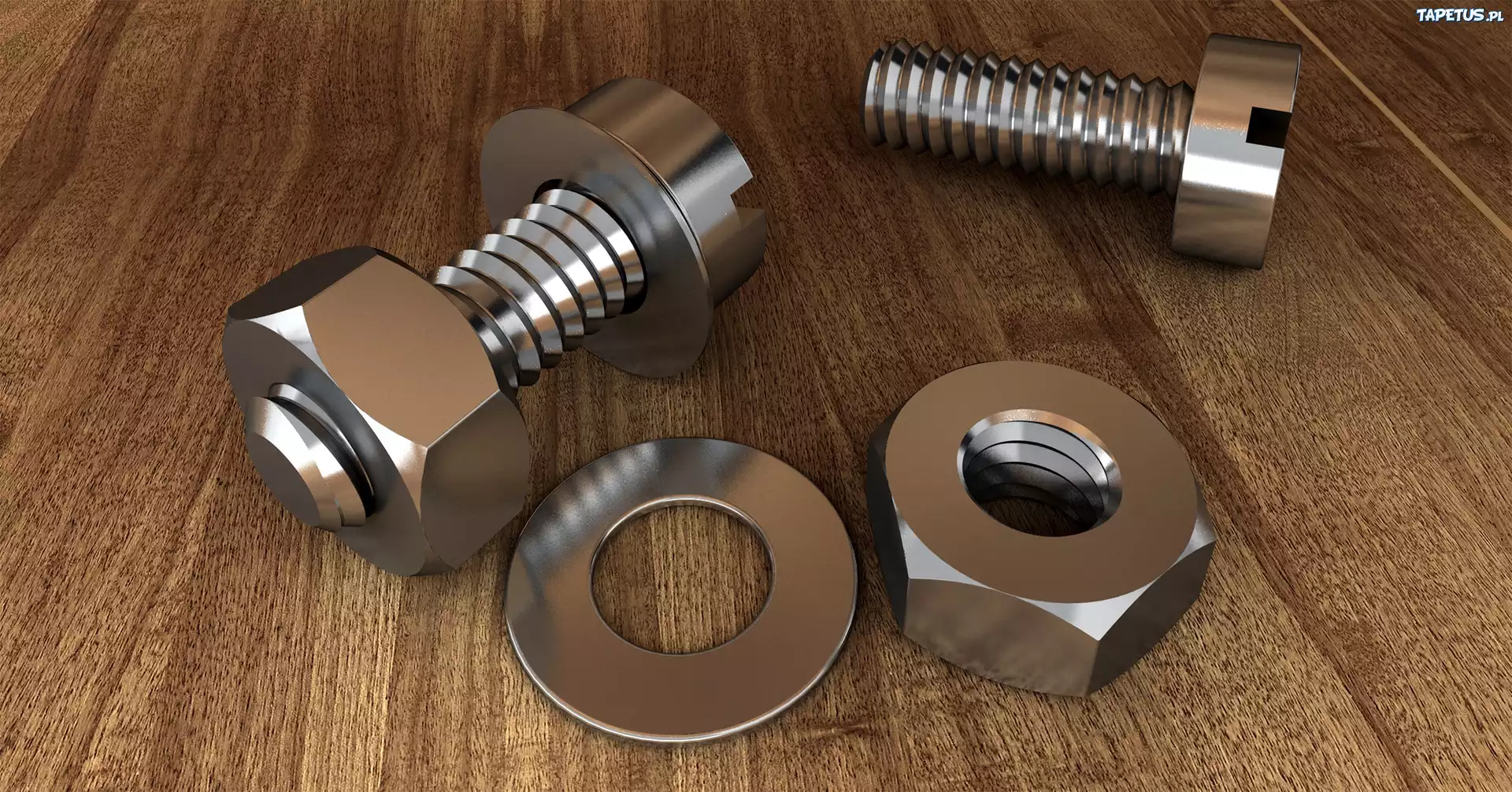
Шайба — это крепежное изделие, которое является вспомогательным и подкладывается под головку гайки. Основное назначение такого изделия — увеличить площадь давления, а также препятствовать разрушению других крепежных элементов. Кроме того, шайба препятствует развинчиванию крепления и делает его более устойчивым к разного рода механическим воздействиям.
ШайбаШуруп — крепежный элемент, который является разновидностью винта, отличается от него тем, что имеет толстый стержень, наружную резьбу, а также заостренный кончик. Это способствует более легкому и простому вхождению в твердую поверхность. А именно в дерево или бетон. Чаще всего для шурупов проделывают специальные отверстия, которые наполняют относительно мягким материалом. Обычно это дерево.
Винт — тоже крепежное изделие, разновидностью которого является саморез или шуруп. Основная особенность крепежного элемента в том, что это стержень с наружной резьбой и достаточно большой головкой для ввинчивания. Чаще всего на головке делают специальные отверстия, чтобы винты можно было закручивать при помощи отвертки. Или делают специальные насечки, чтобы ввинчивать изделия при помощи специального ключа.
Чаще всего на головке делают специальные отверстия, чтобы винты можно было закручивать при помощи отвертки. Или делают специальные насечки, чтобы ввинчивать изделия при помощи специального ключа.
Болт — крепежное изделие, которая представляет собой цилиндр с достаточно высокой шестигранной головкой. Чаще всего работает вместе с гайкой в паре, и используется с целью соединения некоторых деталей.
БолтГайка — крепежное изделие, внутри которого находится резьба, используется в комплекте с винтом или болтом. Обычно гайки изготавливаются шестигранной формы, для того чтобы можно было их крепить при помощи ключа.
ГайкаЧем отличается болт от винта: сравнение, фото
Винт и болт внешне очень похожи друг на друга, и многие их могут спутать. Но они используются в абсолютно разных отраслях. Дело в том, что имеется особенность в конструкции, из-за этого в основном болт используется для того, чтобы скреплять детали с использованием гайки. То есть с одной стороны будет болт, посредине будет какая-то деталь. С другой стороны будет гайка, которая все это будет скреплять.
С другой стороны будет гайка, которая все это будет скреплять.
Винт отличается от болта тем, что не используется вместе с гайкой, а чаще всего применяется отдельно. То есть в самой детали есть резьба, в которую вкручивается винт. Таким образом осуществляется соединение, то есть дополнительные гайки под винт не используются.
Винт антивандальныйЧем отличается шуруп от болта и винта: сравнение, фото
Шуруп отличается от винта и болта тем, что имеет более редкую резьбу и заостренный кончик. Используется без гайки и шайбы. Чаще всего его поверхность является самонарезающейся, то есть при прикладывании определенного усилия, саморез можно ввинтить в деревянную поверхность, без нарезания предварительной резьбы. Винты и болты не используются для этих целей, потому как нет у них заостренного кончика и они не обладают самонарезающейся характеристикой.
Шуруп сантехнический Болт ВинтыЧем отличается шуруп от самореза: сравнение, фото
Собственно саморез является разновидностью шурупа, но отличается некоторыми признаками.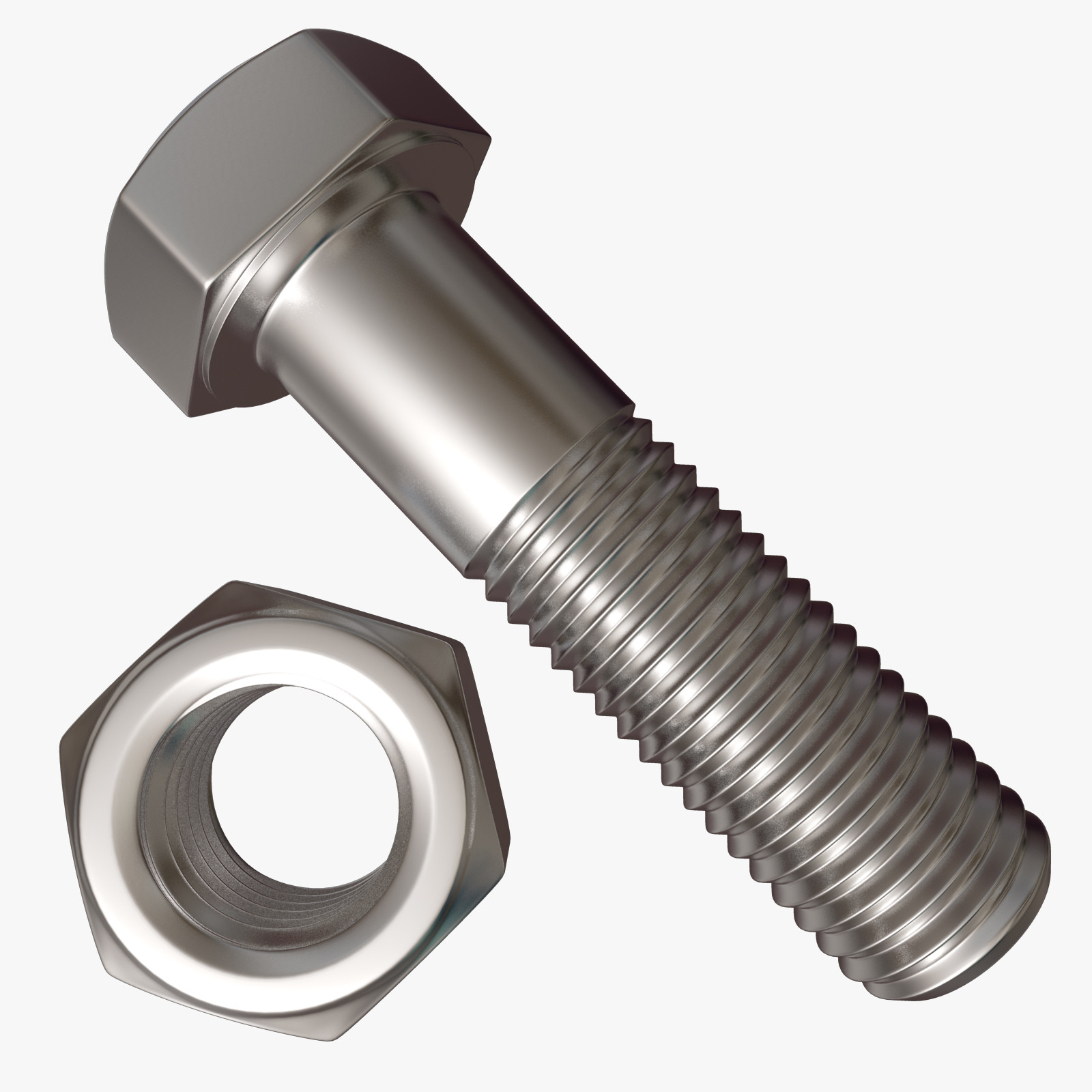 Дело в том, что технология изготовления саморезов несколько сложнее. Так как для изготовления применяются более твердые, прочные материалы, которые могут при определенном усилии разрушать поверхность. Например, саморез можно вкрутить без изготовления отдельного отверстия, достаточно приложить усилия. Ввинчивается от определенной силы. Таким образом саморез плотно войдет в поверхность дерева или другого материала. Для того чтобы ввести шуруп, необходимо предварительно сделать отверстие на поверхности.
Дело в том, что технология изготовления саморезов несколько сложнее. Так как для изготовления применяются более твердые, прочные материалы, которые могут при определенном усилии разрушать поверхность. Например, саморез можно вкрутить без изготовления отдельного отверстия, достаточно приложить усилия. Ввинчивается от определенной силы. Таким образом саморез плотно войдет в поверхность дерева или другого материала. Для того чтобы ввести шуруп, необходимо предварительно сделать отверстие на поверхности.
То есть сам по себе шуруп без изготовления дополнительного отверстия ввинтить нельзя. Так как материал достаточно хрупкий и не такой прочный край. Они не такие острые, поэтому винтить без дополнительного отверстия достаточно затруднительно. Кроме того, шуруп имеет не такую большую высоту и меньше шаг резьбы. При этом кончик самореза более острый, нежели у шурупа.
СаморезыЧем отличается гайка от болта: сравнение, фото
Гайка отличается от болта тем, что это два крепежных элемента, которые используются в паре. То есть у гайки есть внутренняя резьба, у болта наружная. Соответственно гайка накручивается на болт. Таким образом осуществляется соединение элементов конструкции.
То есть у гайки есть внутренняя резьба, у болта наружная. Соответственно гайка накручивается на болт. Таким образом осуществляется соединение элементов конструкции.
Чем отличается гайка от шайбы: сравнение, фото
Гайка от шайбы тоже существенно отличается. Дело в том, что внутри у гайки имеется резьба. Шайба — это элемент, который обычно используется для уплотнения соединения между болтом и гайкой. То есть вкладывается непосредственно перед накручиванием гайки. Это способствует улучшению соединения. При этом сводится к минимуму возможность раскручивания, развинчивания гайки и ее удаление с поверхности болта. Шайбы бывают разными, как плоскими, так и фигурными. Их еще называют гроверами. Дополнительное давление улучшает сцепление болта и гайки и делает соединение деталей более надежным.
Гайка ШайбаКак видите, существует множество крепежных элементов и деталей, которые используются для соединения узлов, механизмов и конструкций. Они имеют большое количество отличий и используются в каждом конкретном случае.
ВИДЕО: Отличия болтов, шурупов и винтов
Какие бывают гайки и для чего применяются
Гайка – это строительное металлическое изделие позволяющее крепить детали и производить различные необходимые работы. Выглядит гайка как шестигранник по форме и имеет внутри резьбу, которая может быть метрическая или дюймовая.
Закрутить гайку можно с помощью гаечного ключа, а крепится она в сочетании с такими изделиями:
- болтом;
- винтом;
- шайбой;
- шпилькой.
Какие гайки часто применяются?
- Гайки под барашек.
- Квадратные.
- Корончатые.
- Простых и заканчивая.
- С фланцем.
- Узкоспециализированные.
- Шестигранные.
Материал изготовления:
- высокопрочные гайки;
- нержавеющие гайки;
- оцинкованные гайки.
Каждая из гаек применяется для разных работ и имеет свои особенности.
Описание гаек
Шестигранная гайка
Чаще всего используются шестигранные гайки для различных крепежей. Такая гайка имеет форму с шестью гранями и внутри глубокую резьбу, которая очень прочно удерживается на болте. Закрутить гайку можно используя гаечный ключ или плоскогубцы, если позволяет размер.
Такая гайка имеет форму с шестью гранями и внутри глубокую резьбу, которая очень прочно удерживается на болте. Закрутить гайку можно используя гаечный ключ или плоскогубцы, если позволяет размер.
Корончатая гайка
Эта гайка применяется там, где происходит постоянный уровень вибрации, например, в часах и прочих механизмах. Она особо прочно фиксируется и не расшатывается. Название такое не случайно, форма гайки напоминает корону.
Колпачковая гайка
Это глухая шестигранная гайка, которая отлично фиксирует крепеж. Чаще всего применяется для изготовления мебели, сантехники и там где необходимо закрыть острые предметы или торчащие болты. Название тоже соответствует внешнему виду гайки.
Барашек гайка
Гайка в форме рожек барашка применяется при разном производстве и работах. Мебель, сантехника, декор, техника, электротовары и многие другие предметы обихода человека изготавливаются с помощью такой гайки. Обратите внимание на то, что закрутить барашковую гайку можно вручную, и она не имеет граней по краям.
Квадратная гайка
Такая гайка используется там, где необходимо создать очень мощное крепление. Обычно деталь же имеет отверстие (под стандартные размеры) в форме подходящей для квадратной гайки. Она полностью фиксируется внутри, а вкручивается в данном случае болт или шуруп в нее. При производстве важных и сложных деталей такую гайку приваривают, что позволяет делать особо прочный монтаж.
Шлицевая гайка
Такую гайку можно использовать при изготовлении канцтоваров, сантехники, деталей машин и техники, она может быть изготовлена из различного материала и отличаться прочностью, размерами. Закрутить ее можно с помощью вилочной отвертки.
Гайка с фланцем
Эта шестигранная гайка с фланцем предназначена для того чтобы можно было регулировать давление на поверхность (снижать или повышать). Чем гайка меньше, тем слабее соединение, а чем больше, тем крепче.
Применение гаек в быту
Где принять гайки особенно удобно, и при этом не надо «изобретать велосипед»?
- Сменить веревки на балконе для сушки белья, очень просто с помощью гаек и без вызова мастера.
 Особенно, если у вас высокий этаж!
Особенно, если у вас высокий этаж!
 Особенно, если у вас высокий этаж!
Особенно, если у вас высокий этаж!Понадобится лишь срезать старые веревки, продеть торс и закрепить его, можно посередине, если нет возможности дотянуться до основания прохода торса.
- Если хочется украсить стен или окно мигающими гирляндами, то можно использовать колпачковую гайку, которая скроет некрасивые концы гвоздиков или саморезов.
- И конечно, сантехника не обходится без гаек, если некоторые детали пришли в негодность, то их легко заменить с помощью гаек.
Применение гаек очень широко не только в быту, при производстве товаров, но и на многих заводах, которые изготавливают военную технику, машины и многое другое.
Особенности гаек
Кроме стандартных изделий, есть еще ряд специальных гаек. Рассмотрим, какие они бывают и для чего применяются.
Невысокие гайки
Тот же шестигранник, только узкий, как на рисунке. Применяется для более точных деталей.
Длинные гайки
Такая длинная гайка применяется при скрытых деталях и для того чтобы максимально надежно закрепить тяжелые детали.
Гайки, которые применяют там, где есть высокие нагрузки на детали
Такое соединение особо прочное и, конечно, используется при строительстве, соединении, тяге грузов, подъемных работах и т.д.
Корончатые гайки
Данный вид гаек может иметь разную длину и ширину, конечно, это изделие крепит деталь очень прочно и выдерживает большие нагрузки. Корончатая гайка обычно изготавливается из оцинкованной стали и не подвергается коррозии и ржавчине.
Приварные гайки
Само собой разумеется, что такие гайки служат элементом капитального крепежа.
Самостопорящиеся гайки
Если посмотреть внимательно, то вы заметите, что в отличие от гайки с фланцем, здесь гайка перевернута, то есть шестигранник внизу, и выполняет функцию прочной фиксации. При этом открутить самостопорящуюся гайку нельзя будет.
Такие гайки применяют обычно при сборке или ремонте машин и техники.
Квадратные гайки
Эти изделия могут быть разными по размеру, высоте и ширине.
Их отлично применяют при изготовлении ПК, техники, сантехники и более масштабных разработках.
На крупных деталях не редко такие гайки приваривают, чтобы избежать механических воздействий.
Квадратные гайки обладают высокой прочностью.
Круглые гайки
Цилиндрические части поверхностей необходимо соединять с такими же деталями, поэтому круглые гайки здесь незаменимы, и они облегчают процесс работы механизмов. Еще такие гайки используют для кабелей и прочих электронных работ.
Гайки-барашки
Существует два варианта выпускаемой продукции:
- Гайки барашки с округленными концами – это отечественный производитель.
- Рожки гаек с остренькими концами – это американские.
Оби модели очень высокого качества и прочно крепят детали.
Мебельные гайки
Здесь имеется 4 разновида гаек:
- Забивная – вбивается в отверстие мебели, так как она имеет шипы, то после вбивание прокручивание гайки исключено.

- Мебельная муфта – вкручивается в мебель и благодаря своей резьбе крепко удерживает детали. Ее можно закреплять дополнительными гайками, шурупами и прочими крепежами.
- Декоративная гайка
Имеется сквозное отверстие? Тогда эта гайка то, что вам нужно. Винт вкручивается внутрь и очень надежно крепит элементы.
Потайная гайка
Такая гайка устанавливается внутрь изделия и в нее закручивается винт. Это очень прочное крепление. Применяется для мебели, сумок и т.д.
Кузовная гайка
До сих пор считается гайкой, хотя на самом деле – это сборка, где присутствует скоба, в которой спрятана квадратная гайка. Сделана она из пружинной стали и применяется при монтаже машин. Кроме того, такие гайки используют для электрических систем.
Антивандальная гайка
У гайки антивандальной гайки есть две особенности:
- Резьба, с помощью которой можно крепко и надежно затянуть деталь.
- А верхняя часть абсолютно гладкая и поэтому выдернуть гайку невозможно.
Такие гайки можно увидеть на кораблях, катерах и т.д.
Выбирайте гайки, которые необходимы для работ и применяйте не только для строительства, а еще и для внутренних отделок помещений. С их помощью можно разнообразить интерьер!
Общий обзор гаек и особенности их применения
Гайка — крепёжное изделие в виде детали с резьбовым отверстием, образующее соединение при помощи винта, болта или шпильки.
Наиболее традиционная и широко применяемая гайка – шестигранная DIN 934. Ее удобно заворачивать и от руки, и простым рожковым ключом. Эти гайки могут разниться по конструкции, в первую очередь – по высоте. Основная гайка (Рис. 1) имеет высоту приблизительно равную 0,8 d (d – диаметр резьбы).
Шестигранные гайки
Рис. 1
Низкие гайки
Имеют высоту 0,5–0,6 d. В нашем ассортименте их две – DIN 439 и DIN 936 , но размерные ряды совпадают не полностью (Рис. 2). Кроме того одна из гаек может выпускаться в исполнении без фаски.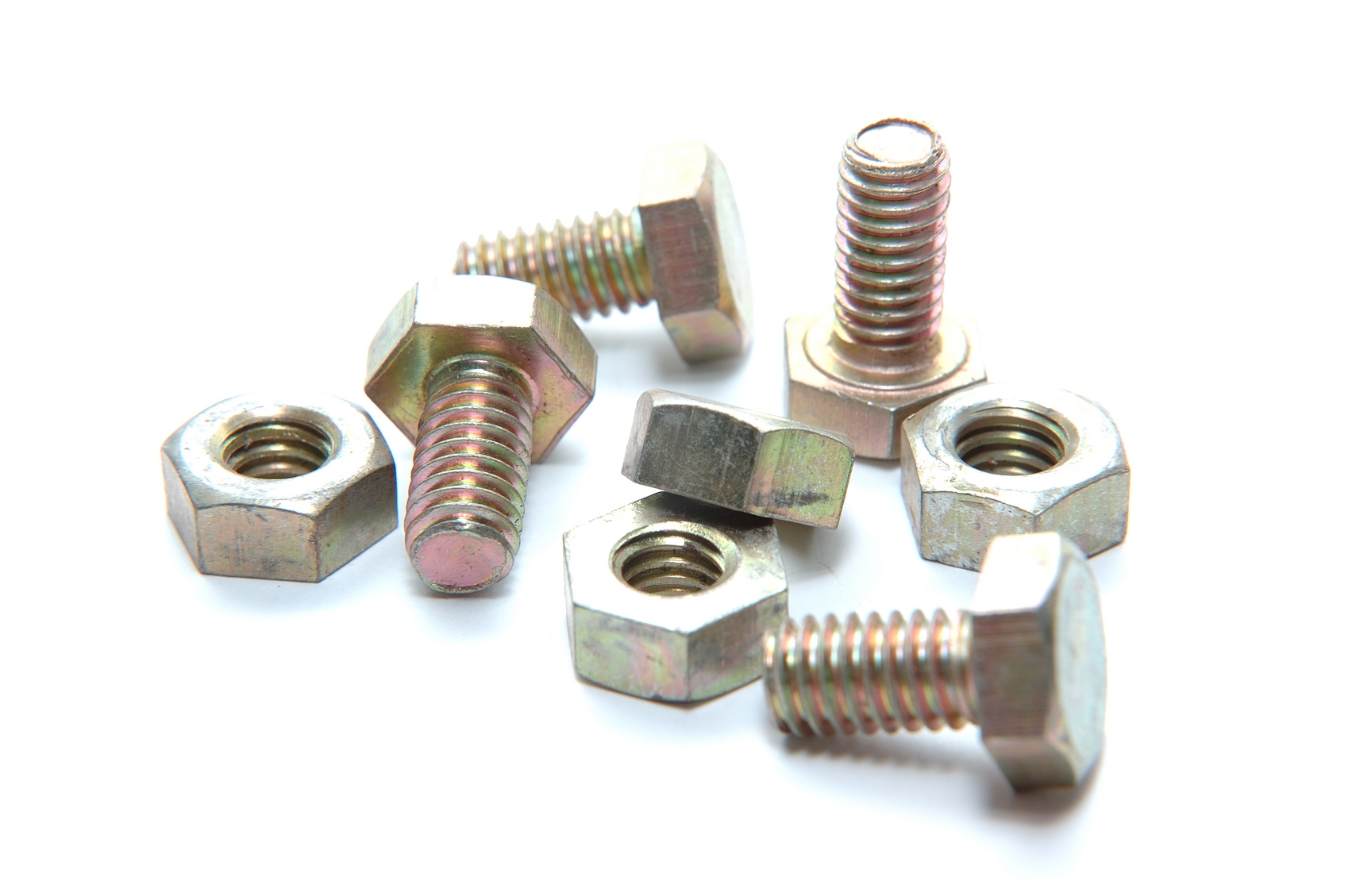
Рис. 2
Высокие гайки
Имеют несколько стандартизованных высот:
Высота равна 1,5 диаметра – высокая, DIN 6330;
Высота равна 3 диаметрам – удлиненная, DIN 6334.
Гайки для высоконагруженных резьбовых соединений
Несколько особняком стоит гайка DIN 6915, входящая в комплект для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций. Она обладает увеличенным размером под ключ по сравнению с основной гайкой (Рис. 3).
Рис. 3
Корончатые и прорезные гайки
Корончатые и прорезные гайки DIN 935 получили свое название от формы. Их верхняя часть имеет характерные прорези. До диаметра резьбы М10 зона прорезей имеет ту же толщину, что и вся гайка, которая называется прорезной. Начиная с диаметра М12, зона пропилов утоньшается и называется корончатой (Рис. 4). По высоте гайки выпускаются обычными и низкими. Кроме того, они могут иметь обычные и мелкие резьбы.
Рис. 4
Корончатые гайки часто используются как гаечный замок со шплинтом DIN 94 (Рис. 5).
5).
Рис. 5
Гайки с буртом или фланцем
Весьма распространены в промышленности гайки с буртом или фланцем, которые увеличивают одну из опорных поверхностей гайки. Тем самым увеличивается площадь контакта соединяемых деталей, равномернее распределяется нагрузка на них.
Гайка с фланцем DIN 6923 – гайка, одна из опорных поверхностей которой увеличена за счет конического элемента (Рис. 6). Фланец может быть гладким или рифленым.
Рис. 6
Гайка с буртом DIN 6931 – гайка, одна из опорных поверхностей которой увеличена за счет цилиндрического элемента (Рис. 7).
Рис. 7
Гайка с буртом в основном используется в станочном оборудовании, а с фланцем – в машиностроении.
Для более надежного контакта соединяемых деталей на увеличенную опорную плоскость гайки наносится дополнительное рифление. Такие гайки бывают нескольких типов, но в нашем ассортименте присутствуют только три (Рис. 8):
рифленая ребристая зубчатая
Рис. 8
8
Колпачковые гайки
Гайки с глухим отверстием – колпачковые – бывают высокие и низкие (иногда называются «глухими»).
Высокая DIN 1587
Низкая 917
Приварные гайки
Гайка приварная DIN 929 (Рис. 9) имеет характерные выступы по трем ребрам. Именно они обеспечивают контактную стыковую сварку гайки и основания.
Рис. 9
Самостопорящиеся гайки
Среди шестигранных существует семейство самостопорящихся гаек. Эти гайки имеют в конструкции элементы, препятствующие откручиванию в процессе эксплуатации, например, при вибрации. Стопорящий элемент представляет собой кольцевой вкладыш из нейлона, который располагается в специальной канавке имеющейся на опорной поверхности гайки (Рис. 10).
Рис. 10
При навинчивании гайки под давлением резьбы вкладыш деформируется и препятствует свинчиванию гайки. Гайки с неметаллической вставкой бывают высокие DIN 982 и низкие DIN 985 (Рис. 11).
Рис. 11
На том же принципе основана гайка с фланцем DIN 6926 (Рис.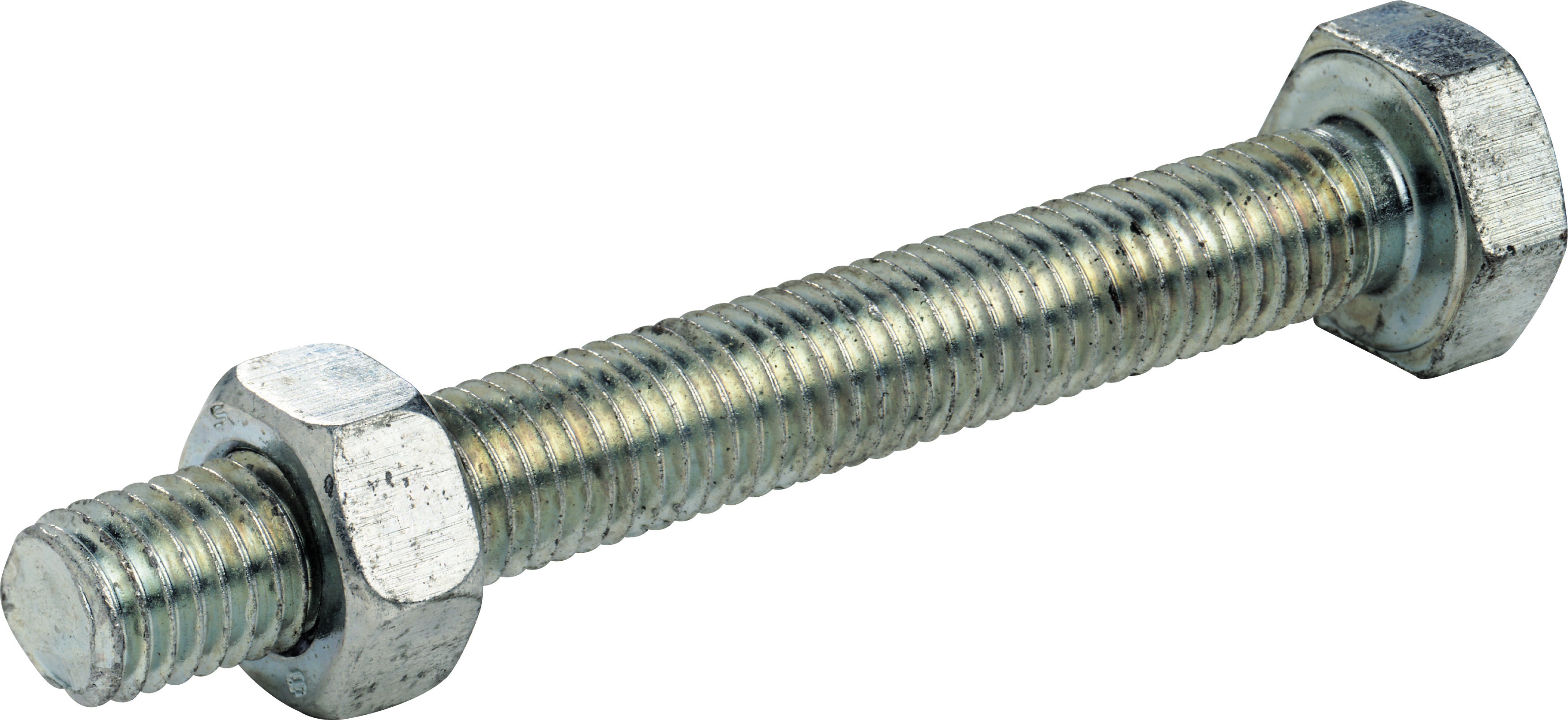 12).
12).
Рис. 12
В то же время самостопорящаяся гайка с фланцем может быть выполнена и целиком из металла. Эффект стопорения обеспечивается деформацией резьбового отверстия гайки: оно имеет овальную форму DIN 6927 (Рис. 13).
Рис. 13
Цельнометаллическая самостопорщаяся гайка выпускается также на базе основного типа DIN 6925 (Рис. 14).
Рис. 14
Самостопорящиеся гайки выполняются также на базе корончатых, колпачковых и других гаек.
Неординарная стопорная гайка DIN 7967 вырубается из тонкой жести и используется чаще всего для законтривания (Рис. 15).
Рис. 15
Квадратные гайки
Квадратные гайки представлены в ассортименте ЦКИ высокой, низкой и приварной конструкциями.
высокая DIN 557;
низкая DIN 562;
приварная DIN 928.
Круглые гайки
Круглые гайки представлены в ассортименте ЦКИ рифленой, шлицевой и гайкой с прямым шлицем на торце. Особенностью рифленой гайки является нанесение накатки по внешней поверхности цилиндрической части, облегчающее закручивание от руки.
Особенностью рифленой гайки является нанесение накатки по внешней поверхности цилиндрической части, облегчающее закручивание от руки.
Рифленая DIN 467;
шлицевая DIN 1804;
со шлицем на торце DIN 546.
Гайки-барашки
Близкие «родственницы» винтов-барашков – гайки-барашки DIN 315. Они также представлены двумя модификациями, отличающимися формой крылышек. Более остроконечные относятся к т.н. «американской» форме.
Гайка-барашек DIN 315 «Американская» форма
Мебельные гайки
В ассортименте ЦКИ имеется четыре очень непохожих друг на друга гайки, применяемых при производстве мебели.
Гайка забивная устанавливается цилиндрической частью в предварительно подготовленное отверстие и забивается так, чтобы острые шипы по периметру «впились» в деревянную основу и препятствовали прокручиванию гайки в основании.
Гайка ввертная (она же «муфта мебельная») ввертывается своей внешней крупной резьбой в предварительно подготовленное (в соответствии со специальной таблицей DIN) отверстие.
Затем ее внутреннее резьбовое отверстие работает как в обычной гайке (Рис. 15).
Рис. 15
Гайка декоративная (гайка Эриксона), как правило, устанавливается в сквозном отверстии совместно с ответным винтом.
Гайка потайная (иногда называют «бочонок»). Устанавливается в цилиндрическое отверстие в деревянной основе таким образом, чтобы резьбовое отверстие было совместимо с соответствующим винтом.
Гайка кузовная – скорее уже не деталь, а сборка. Она состоит из двух деталей: вкладыша и обоймы. Вкладыш – обычная квадратная гайка. Обойма изогнута особым образом из пружинной стали. Гайка используется при сборке кузовов автомобилей, организуя отверстия с резьбой в тонкой обшивке, направляющих электрических систем.
Гайка отрывная (иногда говорят срывная) антивандальная. Особый вид гайки, демонтаж который невозможен. Антивандальная гайка – это крепёжная деталь с нарезанной внутренней резьбой. Состоит из двух сочленённых частей: шестигранной, которая нужна для того, чтобы затянуть гайку целиком, и гладкой нижней, которая и остаётся после затяжки на месте монтажа. Подробнее посмотреть об особенностях работы можно в кратком обзорном ролике.
Подробнее посмотреть об особенностях работы можно в кратком обзорном ролике.
Page 2
Разменяв второе десятилетие на рынке поставок крепежа и инструмента, наша компания уделяет повышенное внимание качеству предлагаемых изделий. При этом вопрос качества стал особенно актуальным с появлением на рынке большого объёма дешёвых крепёжных изделий из Юго-Восточной Азии.
Долгое время мы работали с ведущими европейскими производителями и поставщиками крепежа чьё качество не вызывало сомнений. Тем не менее рынок диктует свои условия, и сегодня мы, как и многие другие компании начинаем сотрудничать с производителями из Юго-Восточной Азии. Однако, в нашем случае этому сотрудничеству предшествует серьёзная подготовительная работа. Мы предельно осторожно относимся к выбору новых поставщиков и контролируем качество каждой поставки, ведь на кону стоит наша репутация, накопленная годами. С начала этого года мы отсеяли порядка 9 тонн крепежа, противоречащего нашим принципам качества.
Репутация поставщика качественного крепежа для нас гораздо важнее сиюминутной выгоды. Сегодня многие потребители сталкивались с тем, что наличие маркировки, указывающей класс прочности, уже не является безоговорочной гарантией самой прочности. Причина в том, что некоторые недобросовестные производители умышленно используют при производстве болтов более дешевые материалы или исключают закалку изделий, сохраняя при этом заведомо завышенную маркировку прочности. Поэтому, чтобы объективно оценить качество крепежа, нами создана Лаборатория входного контроля качества, контролирующая каждую поставку.
Наши квалифицированные специалисты, тестируя образцы крепежа на профессиональном лабораторном оборудовании, определяют качество изделий каждой партии, их соответствие стандартам и заявленным характеристикам. При подобной системе контроля качества попадание некачественного крепежа к нашим партнёрам полностью исключено.
Благодаря комплексу мероприятий направленных на подтверждение заявленного качества крепёжных изделий мы сохраняем своё реноме ответственного поставщика, а наши партнёры, в особенности те, чей бизнес связан с повышенными требованиями к безопасности и надёжности, уверены в качестве крепежа, используемого на объекте.
Для нас – это один из принципов,
для вас – один из аргументов.
Винт и гайка. Болты. Виды и работа. Применение и особенности
Винт и гайка – самое распространенное сочетание крепежных элементов. Они встречаются повсеместно, начиная от мобильных телефонов, и заканчивая автомобилями и самолетами. Винт представляет собой стержень с накатанной резьбой и головкой для ввинчивания, сделанной под торцевую грань, ключ или отвертку. Гайка имеет форму кольца, отверстие которого оснащено резьбой. Данные крепежные изделие бывают разного диаметра, длины и формы.
Данные крепежные элементы можно встретить практически в любом механизме, состоящем из собранных деталей. Винт и гайка могут иметь различную конструкцию, но в большинстве случаев универсальны и могут переставляться с одного механизма на другой. Их используют в тех местах, где требуется обеспечить устойчивое соединение на растяжение.
Винт и гайка – особенности конструкции
При рассмотрении конструкции винта можно заметить, что он очень похож на болт. Внешне оба эти крепежные элемента представляют собой металлический стержень с резьбой по всей поверхности и головкой со шлицами для фиксации инструмента для вкручивания. Бытует мнение, что главное их отличие заключается в том, что болт проходит сквозь соединяемые элементы и стягивает их при вкручивании в гайку, а винт ввинчивается непосредственно в одну из деталей для соединения, которое имеет нарезанную резьбу. Данное утверждение в корне неверно, что подтверждает ГОСТ 27017-86, в котором напрямую указано, что болт может крепиться как в гайку, так и в резьбовое отверстие.
Внешне оба эти крепежные элемента представляют собой металлический стержень с резьбой по всей поверхности и головкой со шлицами для фиксации инструмента для вкручивания. Бытует мнение, что главное их отличие заключается в том, что болт проходит сквозь соединяемые элементы и стягивает их при вкручивании в гайку, а винт ввинчивается непосредственно в одну из деталей для соединения, которое имеет нарезанную резьбу. Данное утверждение в корне неверно, что подтверждает ГОСТ 27017-86, в котором напрямую указано, что болт может крепиться как в гайку, так и в резьбовое отверстие.
Определение в ГОСТе развеивает и утверждение, что винт предназначен для вкручивания гранью или отверткой, а болт только с помощью гаечного ключа. Единственное отличие между данными двумя элементами заключается в их предназначении. Винт обеспечивает соединение на растяжение, а болт на растяжение и срез. Тем не менее в большинстве случаев винт действительно затягиваться с помощью отвертки или грани, в то время как головка под рожковый ключ является редкостью.
Гайка представляет собой крепежный элемент в форме кольца, с внутренней резьбой, предназначенной для навинчивания на винт, шпильку или болт. Внешняя ее сторона может иметь шестигранную форму, предназначенную для применения с обычным рожковым ключом, квадратную или со специальными лопастями для пальцев, так называемыми барашками.
Разновидности гаек
Поскольку гайки используются для крепления различных элементов, они отличаются не только по размеру, но и по форме.
Самыми распространенными являются следующие виды:- Шестигранная.
- Корончатая.
- Колпачковая.
- Барашек.
- Квадратная.
- Шлицевая.
- Рым-гайка.
Самый распространенный вид. Она предназначена для затягивания или раскручивания с применением гаечного ключа любой конструкции. Нередко по ободу такого крепежа имеется фаска, облегчающая захват ключом, что очень важно при работе в труднодоступном месте.
КорончатаяФорма является более редкой. По внешней торцевой части крепежа имеются неглубокие пазы, похожие на зубья короны. Такая конструкция применяется в тех механизмах, где существует высокий риск самораскручивания крепежа. В стержне винта имеется специальное отверстие, в которые вставляется штифт, проходящий в пазе гайки, что делает невозможным самовольное раскручивание. Чтобы снять такой крепеж необходимо предварительно вручную вытащить штифт, после чего воспользоваться ключом.
По внешней торцевой части крепежа имеются неглубокие пазы, похожие на зубья короны. Такая конструкция применяется в тех механизмах, где существует высокий риск самораскручивания крепежа. В стержне винта имеется специальное отверстие, в которые вставляется штифт, проходящий в пазе гайки, что делает невозможным самовольное раскручивание. Чтобы снять такой крепеж необходимо предварительно вручную вытащить штифт, после чего воспользоваться ключом.
Конструкция применяется в тех случаях, когда необходимо не только создать надежное соединение, но и замаскировать его или предотвратить попадание на его поверхность воды. При использовании колпачкового типа можно не беспокоиться, что резьба заржавеет, и при раскручивании появятся затруднения. Такой крепеж часто применяется на мебели. Колпачковая гайка большого размера используется для фиксации дисков на автомобилях.
БарашекСчитается одним из самых удобных типов. Данная конструкция имеет специальные лопасти, позволяющие проводить удобное накручивание вручную. Такие винт и гайка работают без использования дополнительных инструментов. Барашек можно встретить на мебели, а также в тех случаях, когда приходится постоянно проводить сборку и разборку, а ключ не всегда есть под рукой.
Такие винт и гайка работают без использования дополнительных инструментов. Барашек можно встретить на мебели, а также в тех случаях, когда приходится постоянно проводить сборку и разборку, а ключ не всегда есть под рукой.
Обычно вставляется в прямоугольный паз на детали для соединения, что обеспечивает фиксацию, не давая возможность проворачиваться. Благодаря этому дополнительное удержание с помощью ключа не требуется. Это важно при соединении в труднодоступных местах, когда сложно достать до гайки, чтобы ее придержать. Подобное соединение встречается в розетках для зажима жил проводов.
ШлицеваяКонструкция имеет круглую форму с выбранными на боковой части шлицами перпендикулярными резьбе. Такой тип можно закрутить с помощью спецключа. Он применяется в основном при авиастроении. Также бывают специальные вилочные отвертки, для работы с мелкими шлицевыми гаечками.
ФланцеваяКонструкция сочетает в себе обычную шестигранную гайку с прилегающей шайбой, которая увеличивает площадь давления на притягиваемую поверхность. Данная конструкция предназначена для соединения деталей, работающих под большой нагрузкой. Шайба эффективно подавляет вибрации, снижая самораскручивание.
Данная конструкция предназначена для соединения деталей, работающих под большой нагрузкой. Шайба эффективно подавляет вибрации, снижая самораскручивание.
Имеет металлическое кольцо, предназначенное для продевания сквозь него троса или цепи. Для накручивания крепления такого типа достаточно вставить стержень в кольцо, и провести затягивание. Винт и гайка рым конструкции могут закручиваться без использования специального ключа. Вполне можно обойтись плоскогубцами или сделать все пальцами.
Виды винтов
Винты бывают различной толщины и длины. Чем они крупнее, тем более надежное соединение могут обеспечить. Кроме того, они различаются между собой по форме головок, а также по шлицам, нанесенным на шляпку.
Форма головок бывает:- Плоская.
- Выпуклая.
- Круглая.
- Грибовидная.
- Потайная.
- Полупотайная.
Плоский винт и гайка под ключ самые распространённые типы соединения. Они используются в тех местах, где выступающие части крепежа не мешают. В первую очередь это касается скрытых участков, находящихся в корпусе бытовой техники, автомобилей и прочих механизмов.
В первую очередь это касается скрытых участков, находящихся в корпусе бытовой техники, автомобилей и прочих механизмов.
Выпуклая, круглая и грибовидная форма используется на видимых участках, при этом, сглаженные верхние грани легко скользят при механическом контакте, что минимизирует травмы и не цепляет одежду.
Потайная головка имеет коническую форму с плоским верхом, такой тип часто можно встретить на шурупах. Шляпка такого винта предназначена для вкручивания в поверхность соединяемых элементов заподлицо, что делает головку практически незаметной.
Полупотайной формы похожи на потайную, но ее верх не плоский, а слегка скругленный. Такое крепление тоже может входить в соединяемые детали, при этом сверху одевается специальная заглушка из пластика, обеспечивающая защиту от коррозии и скрывающая крепление.
Что касается видов шлицев, то их существует более 20 штук. Многие из них практически не используются. Самыми популярными являются шлицы под прямую или крестообразную отвертку. Они применяются повсеместно, начиная от детских игрушек, компьютерной мыши и заканчивая панелями в поездах. Также популярностью пользуются щипцы под торцовый ключ с четырьмя, шестью или сделанными по форме звездочек гранями.
Они применяются повсеместно, начиная от детских игрушек, компьютерной мыши и заканчивая панелями в поездах. Также популярностью пользуются щипцы под торцовый ключ с четырьмя, шестью или сделанными по форме звездочек гранями.
Специализированные
Кроме этого, существует еще масса необычных форм, которые придуманы под спецключ. Специализированные винт и гайка используются на фирменной технике, с целью предотвратить несанкционированную разборку, что может быть запрещено по условиям гарантии. Ярким тому примером являются винты используемые компанией Apple, открыть которые можно только торцевым ключом в форме клевера. Такой шлиц называется Pentalobe.
Существует еще масса подобных примеров. В большинстве случаев такая форма применяется на мелких винтах, поэтому для их раскручивания можно воспользоваться подручными средствами. Зачастую вполне можно обойтись обычной плоской отверткой, но при этом шлицы будут повреждены, поэтому для обратной сборки придется заменить винт привычным. Если тип рисунка шлицев совсем необычный, то в него можно налить суперклей и вставить подходящую по размеру отвертку или торцевой ключ, что позволит после приклеивания выкрутить крепление. В этом случае винт тоже будет испорчен. Вместо клея можно воспользоваться холодной сваркой или расплавленным оловом. На крайний случай такую головку можно высверлить.
Если тип рисунка шлицев совсем необычный, то в него можно налить суперклей и вставить подходящую по размеру отвертку или торцевой ключ, что позволит после приклеивания выкрутить крепление. В этом случае винт тоже будет испорчен. Вместо клея можно воспользоваться холодной сваркой или расплавленным оловом. На крайний случай такую головку можно высверлить.
Похождения гайки и болта — невыдуманная история | Архив С.О.К. | 2020
Без дуэта «гайка-болт», которому более 2000 лет, в современном мире ничего бы не двигалось и не работало. Как же возникли резьбовые соединения, и кто был их первым разработчиком? Найти об этом достоверную информацию — всё равно что искать иголку в стоге сена. Но, попытка — не пытка!
Все дороги ведут в Рим
На интернет-ресурсах, связанных с античной историей, недавно прошла информация о том, что во время археологических раскопок в Германии, на землях, которыми некогда владел Древний Рим, нашли украшения с примитивными резьбовыми соединениями. То есть детали ювелирных изделий более 2000 лет назад уже крепились посредством гаек и болтов. Резьбовые соединения также были найдены в Помпеях, они соединяли сантехнические элементы и узлы.
То есть детали ювелирных изделий более 2000 лет назад уже крепились посредством гаек и болтов. Резьбовые соединения также были найдены в Помпеях, они соединяли сантехнические элементы и узлы.
В археологическом музее в Помпеях выставлены медные, бронзовые и свинцовые детали античной водопроводной системы: вентили, муфты, смесители и тройники. Многие элементы сантехники, разработанные древними римлянами более 2000 лет назад, по техническим параметрам и даже форме схожи с современными сантехническими изделиями.
В Древнем Риме также применялись болты и шурупы для соединения деревянных конструкций — входных дверей и ставней на окнах, деталей колесниц и телег, подъёмных кранов, мебели, декоративных элементов и т. д. Не исключено, что именно римляне изобрели шурупы с винтовой резьбой. Археологи обнаружили множество римских шурупов, изготовленных из бронзы и серебра.
Технология производства римских шурупов, увы, была утрачена после распада империи, аналогичные детали больше никто не изготавливал и не применял вплоть до XV века. Хотя не только шурупов лишилась новая христианская цивилизация. Наследники древних римлян потеряли и рецепт универсального бетона, из которого зодчие «Вечного Города» возводили купола храмов, перекрытия и другие архитектурные конструкции в разных уголках огромной империи.
Хотя не только шурупов лишилась новая христианская цивилизация. Наследники древних римлян потеряли и рецепт универсального бетона, из которого зодчие «Вечного Города» возводили купола храмов, перекрытия и другие архитектурные конструкции в разных уголках огромной империи.
Пришедшая на смену Великому Риму христианская цивилизация на 1500 лет забыла о резьбовых соединениях. Лишь в XV веке в Германии произошёл технический прорыв с подачи Иоганна Гутенберга (Johannes Gutenberg), который создал печатный станок. В его устройстве мастер использовал новый для Средневековой Европы вид резьбовых соединений. Сначала он приспособил для печатного дела ручной пресс для выжимания виноградного сока. Впоследствии Гутенберг усовершенствовал его механизм, соединив деревянные детали с помощью винтов и гаек, которые самостоятельно выковал и вручную нарезал резьбу.
Книгопечатный станок немецкого первопечатника произвёл фурор не только в Германии, но и в других европейских странах. Быстрый и недорогой способ изготовления книг привлекал европейцев. Технический прогресс совершенствовал типографское оборудование, а принцип крепления отдельных деталей начал применяться в других областях, например, в сборке часов.
Технический прогресс совершенствовал типографское оборудование, а принцип крепления отдельных деталей начал применяться в других областях, например, в сборке часов.
В эволюции резьбовых соединений и винторезных механизмов имеется ещё один интересный момент. В самом начале XVI века Леонардо да Винчи оставил в своих записных книжках необычные наброски и расчёты, по ним можно легко узнать очертания нескольких видов винторезных станков. Но, увы, великий флорентинец не смог их изготовить. Буквально через 50 лет после смерти Леонардо да Винчи во Франции винторезный станок всё-таки появился в этой стране. Его автором считается Жак Бессон (Jacques Besson) — математик, изобретатель и протестантский пастор. Может быть, записные книжки да Винчи каким-то образом попали в руки французского священника, который хорошо разбирался в математике и смог заимствовать гениальную идею? Теперь это сложно выяснить.
Винторезный станок Жака Бессона появился в 1568 году и вскоре стал активно использоваться, его типовые винты пригодились для сборки огнестрельного оружия и вооружения французской армии.
А что в это время происходило с гайками? Им ещё предстояло сыграть свою роль!
Восхождение гайки
Широкое распространение в Европе гайка получила с момента производства паровых машин и начала промышленной революции. Инженеры и конструкторы отдали своё предпочтение именно болтам и гайкам, их судьба оказалась предрешена. Теперь без них не обходился ни один механизм, все паровые установки и двигатели работали посредством резьбовых соединений.
На пике промышленной революции болты и гайки уже не выдерживали нагрузок и возрастающего давления пара, они срывались и разлетались. Для изготовления более прочных деталей требовались новые сплавы и станки.
В 1770 году английский механик-изобретатель и оптик Джесси Рамсден (Jesse Ramsden) собрал токарный винторезный станок, на котором изделия вырезались нужной длины и диаметра в любом количестве. Они отличались высокой надёжностью и выдерживали любые нагрузки. С усовершенствованной продукцией Рамсдена паровым машинам и двигателям удалось буквально рвануть вперёд.
В скором времени значительно ускорился грузовой и пассажирский транспорт, паруса начали сдавать позиции паровым машинам, пароходы захватывали речные и морские пути, а по суше уже мчали паровозы и первые самоходные транспортные средства на пару. В XIX веке именно пар приводил в движение автомобили, тогда их ласкательно называли «паровичками». Какие же крепежи использовались для сборки паровичков, состоящих из сотен крупных и мелких деталей? Конечно, гайки и болты!
На первых же этапах автомобилестроения гайки и болты стали играть главную связующую роль, им до сих пор не нашли замену для сборки роскошных штучных элитных моделей и в конвейерном производстве.
А началось всё с паровичков! В 1800-х годах они уже носились по узким мощёным улицам и пыльным дорогам в городах Старой Европы, Великобритании, США, несколько моделей были привезены в Санкт-Петербург. Причём слово «носились» не является преувеличением. Паровые двигатели могли развивать приличную скорость, некоторые модели разгонялись до 100 км/ч и более, а рекордная скорость на паровичке была достигнута в самом начале ХХ века.
26 января 1906 года титулованный американский гонщик Фред Мэрриотт (Fred Marriott) разогнал свой паровой автомобиль Stanley Rocket до предела — более 200 км/ч! Официально зафиксированный фантастический рекорд составил 127,66 миль в час (205,44 км/ч). Это историческое в автомобильном мире событие произошло на гоночной трассе Daytona Beach Road Course в штате Флорида (США) на пляже курортного города Дейтона-Бич.
Много лет Фред Марриотт удерживал титул самого быстрого человека в мире, установившего рекорд скорости на автомобиле с паровой тягой. На уникальной модели Stanley Rocket была установлена горизонтальная паровая машина с двумя цилиндрами мощностью 150 л.с. Этот автомобиль был быстрее любого паровоза, он без труда мог обогнать аэроплан. Все его крепления выдерживали чудовищные нагрузки, и Фред Марриотт, придавливая гашетку, абсолютно не беспокоился о том, что на ходу из автомобиля может вылететь болт или раскрутиться гайка.
В конце XIX века в транспортном мире одновременно применялись три способа двигать автомобили — их разгоняли пар, бензин и электричество. Причём в каждой модели гаек и болтов было практически равное количество.
Причём в каждой модели гаек и болтов было практически равное количество.
До 1930-х годов лидерами на автомобильном рынке в Соединённых Штатах Америки и Европе были именно паровички, а не пыхтящие и часто ломающиеся конкуренты с двигателями внутреннего сгорания. Тогда мало кто верил в будущее бензиновых и дизельных двигателей. Рычащие, текущие машинным маслом и изрыгающие едкий дым машины считались монстрами, их нельзя было сравнивать с безвредными паровичками, потребляющими чистую воду и выдыхающими безвредный пар.
Собирать и разбирать паровые автомобили было совсем несложно, они отличались исключительно простой конструкцией. Мастера с лёгкостью и совсем недорого могли заменить любую деталь паровичка, раскрутив несколько гаек и болтов, чтобы снять изношенный элемент и поставить на его место новый.
Паровички приводились в движение любым сырьём — уголь, дрова, солома. Они были очень экономны, заправиться водой можно было где угодно. Некоторым моделям, работающим по замкнутому циклу с конденсацией пара, хватало всего 70 л воды, чтобы проехать расстояние более 500 км.
Однако всех этих преимуществ оказалось недостаточно, век паровичков заканчивался, наступала эра бензиновых и дизельных монстров. Но болтам и гайкам повезло, они не ушли в прошлое вместе с паровичками. Резьбовые соединения оставались незаменимыми элементами и продолжали играть главную роль в транспортных средствах с двигателями внутреннего сгорания.
Бойцы невидимого фронта
Царская Россия, а затем и Советский Союз пытались дотянутся до технологий и технических успехов Европы и США. К 1940-м годам отрасль машиностроения в СССР вышла на передовые позиции, ей предшествовала техническая революция и подъём советской арматуростроительной отрасли. В молодой стране большевиков быстро научились изготавливать собственные гайки и болты, соединять детали и узлы, налаживать отечественные станки и машины.
Эксперт в области арматуростроения, к.т.н. О. Н. Шпаков в своей книге «Азбука трубопроводной арматуры» приводит интересные исторические сведения. Так, например, в 1923 году в Москве был создан арматурный трест из двух заводов — «Манометр» (бывший «Гакенталь и К°»), им. Е. Маленкова (бывший «Вартце и Мак Гиль») и «Арматура» (бывший «Дергачёв и Гаврилов»). Одновременно в Петрограде образуется большой трест «Знамя труда», объединивший механический завод на Петроградской стороне, чугунно-меднолитейный завод за Нарвской заставой, завод «Красный строитель» им. И. И. Лепсе и завод «Пелла».
Так, например, в 1923 году в Москве был создан арматурный трест из двух заводов — «Манометр» (бывший «Гакенталь и К°»), им. Е. Маленкова (бывший «Вартце и Мак Гиль») и «Арматура» (бывший «Дергачёв и Гаврилов»). Одновременно в Петрограде образуется большой трест «Знамя труда», объединивший механический завод на Петроградской стороне, чугунно-меднолитейный завод за Нарвской заставой, завод «Красный строитель» им. И. И. Лепсе и завод «Пелла».
К 1933 году Московский и Ленинградский арматурные тресты расформировали, а их предприятия вошли в новую государственную структуру — Республиканский арматурный трест «РОСАТ» с центральным управлением в Ленинграде. В этой организации разрабатывались планы развития арматуростроения в СССР, все стандарты резьбовых соединений, их кодирование и классификация. Здесь были созданы первые советские арматурные каталоги, включающие разделы о гайках и болтах разного диаметра и предназначения. В тресте «РОСАТ» действовало Центральное конструкторское бюро арматуростроения, в состав которого входили лучшие специалисты, талантливые инженеры и технологи, возродившие отрасль за несколько лет.
В 1940 году по общему объёму производства трубопроводной арматуры СССР вышел на первое место в Европе и второе место в мире. В стране были созданы станкостроительная, авиационная, автомобильная, тракторная, химическая отрасли промышленности. Перед началом Великой Отечественной войны в Советском Союзе было введено в строй 9000 производственных предприятий.
Шпаков О. Н. отмечает, что по сравнению с 1913 годом производство арматуры к 1940 году в СССР выросло в шесть раз. Коренным образом изменилась и номенклатура продукции. Советские арматурные предприятия круглосуточно работали и перевыполняли план и в годы Великой Отечественной войны. Гайки и болты, эти маленькие резьбовые соединения, можно по праву называть бойцами невидимого фронта. На них в 1941–1945 годы незримо держалась и работала вся боевая техника — от танков и истребителей до бронепоездов и подводных лодок.
Спустя 75 лет после Великой Победы роль гаек и болтов не уменьшилась, они по-прежнему актуальны и востребованы во всех отраслях производства, в транспорте, бытовых и электрических приборах и, конечно, в столь необходимой инженерной сантехнике.
Шайбы 8, 10, 12, 16, 20. Стандарты. Особенности применения
Резьбовой крепеж — болты, гайки, шайбы, шпильки — выпускается в большом разнообразии диаметров, однако наиболее популярными являются 8, 10, 12, 16, 20 мм. Метизы такой размерности широко применяются как быту, так и во всех отраслях народного хозяйства. Увеличенные и обычные плоские шайбы 8, 10, 12, 16, 20 мм предназначены для комплектации болтов и гаек соответствующего диаметра. Поставляемые в комплекте болт, гайка и шайба называют болтокомплектом.
Диаметр шайбы, который указывается в стандартах, запросах на покупку крепежа, соответствует наружному диаметру болта, винта, шпильки. Фактический диаметр внутреннего отверстия метиза, в зависимости от класса точности и размера на 0,1мм — 4,0мм больше.
Ниже обзор по крепежным шайбам диаметром 8, 10, 12, 16, 20 мм.
Шайбы 8
Шайбы для резьбовых деталей с наружной резьбой 8 мм выпускают по стандартам:
-
ГОСТ 11371, DIN 125 — плоские обычные
-
ГОСТ 6958, DIN 9021 — плоские увеличенные
-
ГОСТ 10463, DIN 6798А — стопорные с зубом
-
DIN 127 — пружинные прямоугольного сечения
-
ГОСТ ГОСТ 6402, DIN 7980 — пружинные квадратного сечения
Шайба 8 применяется для комплектации болтов, винтов, шпилек с диаметром наружной резьбы 8 мм. По стандартам ГОСТ 11371 и DIN 125 внутренний диаметр метизов для класса точности А составляет 8,4 мм, класса точности С — 9 мм. Шайбы 8, как и шпильки, винты, болты М8, очень популярны для домашнего конструирования. Увеличенные шайбы незаменимы при сборке деревянных конструкций — беседок, навесов, заборов. В машиностроении востребованы пружинные шайбы Гровера, предотвращающие самопроизвольное отвинчивание. Резьбовой крепеж комплектуется шайбой с аналогичным покрытием.
По стандартам ГОСТ 11371 и DIN 125 внутренний диаметр метизов для класса точности А составляет 8,4 мм, класса точности С — 9 мм. Шайбы 8, как и шпильки, винты, болты М8, очень популярны для домашнего конструирования. Увеличенные шайбы незаменимы при сборке деревянных конструкций — беседок, навесов, заборов. В машиностроении востребованы пружинные шайбы Гровера, предотвращающие самопроизвольное отвинчивание. Резьбовой крепеж комплектуется шайбой с аналогичным покрытием.
Шайбы 10
Производство шайб 10 регламентируется следующими стандартами:
-
ГОСТ 11371, DIN 125 — плоские обычные
-
ГОСТ 6958, DIN 9021 — плоские увеличенные
-
ГОСТ 10463, DIN 6798А — стопорные с зубом
-
DIN 127 — пружинные прямоугольного сечения
-
ГОСТ ГОСТ 6402, DIN 7980 — пружинные квадратного сечения
Крепеж — болты, винты, шпильки, гайки — М10 ввиду оптимального соотношения цены, размеров и прочностных характеристик является высоко востребованным во всех отраслях народного хозяйства, в промышленности и в быту. Шайбы 10, которыми комплектуется такой крепеж, имеют внутренний диаметр отверстия для класса точности А 10,5 мм, класса точности С — 11,0 мм. Уникальность данного размерного ряда также заключается в том, что специальными фигурными шайбами 10 комплектуются норийные болты. Крепеж имеет узкую специализацию и предназначен для крепления ковшей к резиновой транспортерной ленте. Применяется на элеваторах, пищевых, горнодобывающих, химических предприятиях.
Шайбы 10, которыми комплектуется такой крепеж, имеют внутренний диаметр отверстия для класса точности А 10,5 мм, класса точности С — 11,0 мм. Уникальность данного размерного ряда также заключается в том, что специальными фигурными шайбами 10 комплектуются норийные болты. Крепеж имеет узкую специализацию и предназначен для крепления ковшей к резиновой транспортерной ленте. Применяется на элеваторах, пищевых, горнодобывающих, химических предприятиях.
Шайбы 12
Выпуск шайб 12 нормируется следующими нормативными документами:
-
ГОСТ 11371, DIN 125 — плоские обычные
-
ГОСТ 6958, DIN 9021 — плоские увеличенные
-
ГОСТ 10463, DIN 6798А — стопорные с зубом
-
DIN 127 — пружинные прямоугольного сечения
-
ГОСТ ГОСТ 6402, DIN 7980 — пружинные квадратного сечения
Шайбы 12 предназначены для комплектации резьбового крепежа М12 — болтов, шпилек, винтов, гаек. Внутренний диаметр обычных и увеличенных плоских шайб по классу точности А — 13,0 мм, классу точности С — 13,5. Пружинные и плоские шайбы 12 в комплекте со шпильками и болтами часто применяются в инженерных системах, при сборке фланцевых соединений.
Внутренний диаметр обычных и увеличенных плоских шайб по классу точности А — 13,0 мм, классу точности С — 13,5. Пружинные и плоские шайбы 12 в комплекте со шпильками и болтами часто применяются в инженерных системах, при сборке фланцевых соединений.
Шайбы 16
Шайбы 16 производятся по отечественным и немецким стандартам:
-
ГОСТ 11371, DIN 125 — плоские обычные
-
ГОСТ 6958, DIN 9021 — плоские увеличенные
-
ГОСТ 10463, DIN 6798А — стопорные с зубом
-
DIN 127 — пружинные прямоугольного сечения
-
ГОСТ ГОСТ 6402, DIN 7980 — пружинные квадратного сечения
-
ГОСТ Р 52646 — высокопрочные
Отличительная особенность метизных изделий диаметром 16 мм — с этого размера начинается высокопрочный крепеж в соответствии с ГОСТ Р 52646. Болты, гайки, шайбы высокопрочные в соответствии с ГОСТ Р 52646-52646 применяются для сборки металлоконструкций. Шайбы 16 и других типоразмеров в соответствии с ГОСТ Р 52646 отличаются высокой твердостью (35-45 ед. HRC), подвергаются закалке и отпуску.
Болты, гайки, шайбы высокопрочные в соответствии с ГОСТ Р 52646-52646 применяются для сборки металлоконструкций. Шайбы 16 и других типоразмеров в соответствии с ГОСТ Р 52646 отличаются высокой твердостью (35-45 ед. HRC), подвергаются закалке и отпуску.
Шайбы 20
Шайбы 20 выпускаются по стандартам:
-
ГОСТ 11371, DIN 125 — плоские обычные
-
ГОСТ 6958, DIN 9021 — плоские увеличенные
-
ГОСТ 10463, DIN 6798А — стопорные с зубом
-
DIN 127 — пружинные прямоугольного сечения
-
ГОСТ ГОСТ 6402, DIN 7980 — пружинные квадратного сечения
-
ГОСТ Р 52646 — высокопрочные
Распространенный крепеж при достаточно высоких нагрузках — шайбы 20 мм. Такие метизы больше используются для комплектации болтов, гаек, шпилек при решении серьезных задач. Гроверы, увеличенные и плоские шайбы особо востребованы в строительстве, тяжелом машиностроении, автомобилестроении, при сборке промышленного оборудования. Внутренний диаметр шайб 20 для класса точности А составляет 21 мм, класса точности С — 22 мм. Высокопрочные шайбы 20 по ГОСТ Р 52646 применяются в болтокомплектах для сборки строительных металлоконструкций.
Компания Машкрепеж — крупный оптовый поставщик крепежных изделий в РФ. Постоянно в наличии большой выбор пружинных, плоских, увеличенных, стопорных шайб в том числе диаметром 8, 10, 12, 16, 20 мм.
как открутить заржавевший болт в домашних условиях? Чем смазать ржавый болт в смесителе, чтобы не прикипал?
Резьбовое соединение при помощи болта и гайки считается самым распространенным среди всех имеющихся типов фиксации. Таким соединением деталей пользуются сантехники, слесари, автомеханики и другие специалисты во многих сферах деятельности. Когда длительная эксплуатация того или иного механизма требует ремонта или замены вышедшей из строя детали, без раскручивания резьбового соединения не обойтись. При этом часто можно столкнуться с проблемой прикипевшего болта.
Таким соединением деталей пользуются сантехники, слесари, автомеханики и другие специалисты во многих сферах деятельности. Когда длительная эксплуатация того или иного механизма требует ремонта или замены вышедшей из строя детали, без раскручивания резьбового соединения не обойтись. При этом часто можно столкнуться с проблемой прикипевшего болта.
Особенности проблемы
Большинство болтов и гаек, используемых для монтажа средств сантехники, крепления деталей велосипеда или автомобиля изготавливают из углеродистой стали. В процессе эксплуатации, при попадании пыли или влаги, при наличии поверхностных повреждений выкрутить испорченный болт становится очень трудно.
Болт может прикипеть к гайке по некоторым причинам.
- Наличие коррозии металла. Постоянное воздействие воды или снега на место крепления болта, например, на смесителе, ножке унитаза или колесе автомобиля может привести к возникновению на его резьбе ржавчины. Открутить ржавый болт, углубления резьбы которого заполнены окислившимися наростами, и выкрутить гайку из такой резьбы обычным ключом не представляется возможным.
:max_bytes(150000):strip_icc()/Bolts-058c4378877a4bf3a92eac4cf0b836b5.jpg) Открутить ржавый болт, углубления резьбы которого заполнены окислившимися наростами, и выкрутить гайку из такой резьбы обычным ключом не представляется возможным.
Открутить ржавый болт, углубления резьбы которого заполнены окислившимися наростами, и выкрутить гайку из такой резьбы обычным ключом не представляется возможным.- Повреждение резьбы болта, его шляпки или целостности гайки при сильном ударе или многократных попытках его откручивания, при закручивании болта не по резьбе с применением сильного воздействия. В этом случае риски на болте могут быть истерты, и дальнейшее выкручивание поврежденного болта может стать серьезной проблемой, особенно в зимнее время.
- Взаимное проникновение металлов основной детали и соединительного болта. Диффузия металлов может произойти из-за воздействия на место соединения высоких температур, например на коллекторе глушителя автомобиля. В процессе плавления металлы детали и соединительных элементов образуют монолит, который трудно поддается раскручиванию.

Столкнувшись с проблемой заржавевшего или поврежденного болта, который необходимо выкрутить, следует помнить о том, что без специальных средств и приспособлений справиться с этой проблемой практически невозможно.
Чтобы снять унитаз, смеситель, поменять колесо автомобиля или починить поломку на домкрате, для избавления от прикипевших болтов следует пользоваться проверенными методами. Это поможет сэкономить время и избежать срыва головки или разлома самого болта.
Методы откручивания
Чтобы откручивать прикипевшие болты, можно использовать несколько техник и способов. Выполнить эти манипуляции можно самостоятельно в домашних условиях. Перед тем как использовать ту или иную методику, необходимо тщательно очистить место соединения от всех загрязнений и во время визуального осмотра места крепления постараться определить вид повреждения болта. В зависимости от вида повреждения можно прибегнуть к механическому, химическому или физическому способу его откручивания.
В зависимости от вида повреждения можно прибегнуть к механическому, химическому или физическому способу его откручивания.
Механические
К механическим можно отнести все методы, которые подразумевают применение больших физических усилий при попытках нарушить поврежденное соединение. Механический метод может быть использован только в том случае, если болт не имеет трещин, сколов или изгибов.
Механический способ предполагает несколько нюансов.
- Использование накидных гаечных ключей вместо обычных. Так как обычный рожковый ключ способен при откручивании воздействовать только на 3 грани головки, то в результате сильного воздействия эти грани могут стираться, и ключ будет соскальзывать. Накидной ключ захватывает все 6 углов болта, что поможет применить для откручивания большую силу.

- Использование удлиненной рукояти ключа в качестве рычага. Удлинение рукоятки гаечного ключа поможет оказать на болт сильное давление, и мешающая откручиванию ржавчина не будет препятствием.
Но воспользоваться методом рычага можно только в том случае, если шляпка болта не имеет повреждений, а ее грани не сточены.
- Применение кратковременных силовых воздействий на разные точки приржавевшей детали соединения. Понадобятся молоток и зубило, с помощью которых сначала на шляпке болта необходимо выбить насечку, а затем ударять по ней с силой в направлении откручивания. Такое воздействие более мощное, чем при откручивании ключом, и отвернуть прикипевший болт удастся намного быстрее.

- Воздействие на болт силы переменного направления. Чтобы раскрутить болт этим методом, его нужно сначала завернуть, а потом попытаться развинтить. Такую манипуляцию можно повторять несколько раз, так как переменное движение в разном направлении поможет освободить резьбу от ржавчины.
- Разрушение слоя ржавчины при помощи ударов. Наносить удары необходимо на те участки болта, которые больше всего поражены коррозией. Применяемая сила поможет убрать ржавчину, но поврежденные детали соединения после такого воздействия придется заменить новыми.
Физические
Эти методы откручивания приржавевших болтов основываются на физических свойствах материалов, используемых при изготовлении соединительных запчастей. Есть наиболее распространенные и часто применяемые способы.
Есть наиболее распространенные и часто применяемые способы.
- Нагревание деталей соединительной пары. Для разогрева деталей используют любой источник тепла или огня: газовую горелку, паяльную лампу, паяльник, строительный фен.
Можно разогреть только гайку, тогда ее материал расширится, и промежуток между ней и шпилькой будет увеличен. Это позволит более легко развинтить всю соединительную пару.
Если же разогреть всю соединительную конструкцию, то под воздействием высоких температур ржавчина начнет разрушаться и отваливаться от соединительных элементов.
- Нанесение жидкости на резьбу. При проникновении в микроотверстия между гайкой и болтом такие жидкости, как бензин, керосин, уайт-спирит, скипидар способны уменьшить трение между прикипевшими поверхностями, что обеспечит более легкое откручивание. Этим же свойством обладают средства под названием «жидкий ключ», приобрести которые можно в любом автомагазине.
 Этим же свойством обладают средства под названием «жидкий ключ», приобрести которые можно в любом автомагазине.
Этим же свойством обладают средства под названием «жидкий ключ», приобрести которые можно в любом автомагазине.Химические
Действие химических методов основано на растворении слоя застаревшей ржавчины при помощи кислот. Свойством, помогающим разрушить слой коррозии, обладают кислоты:
- соляная;
- серная;
- лимонная;
- ортофосфорная.
Чтобы растворить слой ржавчины на соединительной паре, место соединения необходимо обработать несколькими каплями реактива так, чтобы они смогли проникнуть в микроотверстия на резьбе болта. Если коррозией поражен значительный участок, то при возможности болт можно замочить кислоте.
Время, необходимое для воздействия кислоты, должно составлять не менее 24 часов. По его истечении по соединению сначала постукивают молотком, чтобы отвалились большие кусочки ржавчины, а затем пытаются отвернуть гайку при помощи ключа.
По его истечении по соединению сначала постукивают молотком, чтобы отвалились большие кусочки ржавчины, а затем пытаются отвернуть гайку при помощи ключа.
Так как кислоты при взаимодействии с кислородом выделяют токсичный пар, все работы необходимо проводить, используя средства защиты для глаз, рук и органов дыхания.
Следуя приведенным рекомендациям, открутить прикипевшее соединение будет намного легче. В случае если ни одним из указанных способов сорвать прикипевший болт не удалось, можно прибегнуть к срезанию его болгаркой или высверливанию. Но перед применением этих мер необходимо взвесить все положительные и отрицательные их стороны.
Меры профилактики
Даже если прикипевший болт удалось вытащить, то после проведенных манипуляций его резьба, шлиц или шляпка, скорее всего, будут повреждены. Использование такого болта в дальнейшем будет невозможным. Чтобы сохранить первоначальный вид соединительных деталей и защитить их от воздействия ржавчины, необходимо позаботиться о защите болтовых соединений еще до установки их на деталь. Для этого можно воспользоваться рекомендациями.
Использование такого болта в дальнейшем будет невозможным. Чтобы сохранить первоначальный вид соединительных деталей и защитить их от воздействия ржавчины, необходимо позаботиться о защите болтовых соединений еще до установки их на деталь. Для этого можно воспользоваться рекомендациями.
- Перед установкой соединительной пары смазать резьбу болта и гайки солидолом или машинным маслом. Такая смазка образует на поверхности металла защитную пленку и предотвращает возникновение коррозии.
- Если детали соединения служат для крепления смесителей на кухне или в ванной и вынуждены часто контактировать с водой, то подобная смазка может со временем смываться с их поверхности. В этом случае целесообразно проводить профилактический осмотр и смазку мест соединения не реже 1 раза в год.
- Чтобы соединительные детали, которые подвергаются воздействию высоких температур, не прикипали друг к другу, необходимо пользоваться только соединительными парами, изготовленными с применением специальной обработки.

С ещё одним способом откручивания прикипевших болтов можно познакомиться в следующем видео.
БОЛТЫ И ГАЙКИ» Фредерик Е. Грейвс
Фредерик Е. Грейвс
Способ механического соединения, представляющий собой комбинацию двух элементов — болта и гайки, имеет, как нам кажется, древнее происхождение и достиг на сегодняшний день полного совершенства. В действительности же болты и гайки с винтовой нарезкой появились лишь где-то в середине XV в. Тогда их изготовляли вручную, и каждую гайку можно было навинтить только на один, соответствующий именно ей болт. Хотя гаечно-болтовое (или просто болтовое) соединение является давно испытанным, в последние годы сделаны некоторые успехи в его совершенствовании. В частности, разработаны электронные устройства для автоматического контроля усилия затяжки, специальные покрытия для болтов и гаек, сконструированы новые станки для изготовления этих деталей.
Тогда их изготовляли вручную, и каждую гайку можно было навинтить только на один, соответствующий именно ей болт. Хотя гаечно-болтовое (или просто болтовое) соединение является давно испытанным, в последние годы сделаны некоторые успехи в его совершенствовании. В частности, разработаны электронные устройства для автоматического контроля усилия затяжки, специальные покрытия для болтов и гаек, сконструированы новые станки для изготовления этих деталей.
Кроме болтового имеются и другие способы механического соединения, выбор которых определяется конструктивными особенностями машин, механизмов и сооружений. Достаточно вспомнить всем известные гвозди, шурупы, винты и заклепки. В этой статье мы рассмотрим только болтовое соединение, сыгравшее важнейшую роль в истории развития разъемных крепежных элементов.
Болт — это крепежная деталь, представляющая собой цилиндрический стержень с головкой и наружной резьбой. Если резьба не по всей длине болта, то диаметр в той его части, где нет нарезки, примерно такой же, как и диаметр резьбы, измеренный на вершинах ее витков. Головка болта по форме может быть квадратной, шестигранной, цилиндрической, конической, эллиптической или овальной.
Головка болта по форме может быть квадратной, шестигранной, цилиндрической, конической, эллиптической или овальной.
Гайка — металлическая деталь, имеющая обычно квадратную или шестигранную форму, с отверстием в центре. Внутри отверстия имеется резьба, соответствующая резьбе стандартного болта. Гайки бывают различные — стопорные, с продольными шлицами, корончатые, крыльчатые и т.д. Большинство их разновидностей рассчитано на предотвращение ослабления затяжки соединения в условиях вибрации. Стопорные гайки имеют вкладыш из найлона или другого пластического материала для увеличения сопротивления трения при кручении. С той же целью в них может использоваться резьба с нестандартным профилем нарезки. Гайки с продольными шлицами и корончатые имеют отверстие для шплинта или контровочной проволоки, с помощью которых они прочно удерживаются в заданном положении. И все же, несмотря на эти меры, вибрация или качание часто становятся причиной ослабления соединения.
Широкая номенклатура крепежных деталей включает множество типов болтов, гаек и шайб.
Чтобы представить, какую важную роль в технике играют разного рода крепежные детали, отметим, что в телефонном аппарате их используется 73, посудомоечной машине — 115, холодильнике — 275, автопогрузчике с вилочным захватом — 940, крытом грузовом железнодорожном вагоне — 1200, токарно-револьверном станке — 1650, автомобиле — 3500, реактивном самолете -1,5 млн.
Трудно вообразить, насколько широк у конструкторов выбор элементов болтовых соединений с учетом размеров, допустимых нагрузок и видов резьбы. Укажем некоторые из стандартов на болты, существующие в США. Стандарт А-307 Американского общества по испытанию материалов включает болты общего назначения из низкоуглеродистой стали диаметром от 1/4 до 4 дюймов. Минимальная прочность на разрыв у таких болтов должна быть 4200 кг/см2. Стандарту А-325 соответствуют болты из стали со средним содержанием углерода, рассчитанные на повышенные нагрузки и имеющие диаметр от 1/2 до 1 1/2 дюйма; они предназначены для сборных стальных конструкций. Прочность на разрыв у таких болтов диаметром от 1/2 до 1 дюйма должна быть не менее 8400 кг/см2 и 7400 кг/см2 для болтов диаметром от 1 1/8 до 1 1/2 дюйма. Классу 8 Общества автомобильных инженеров соответствуют болты диаметром от 1/4 до 1 1/2 дюйма, рассчитанные на использование в автомобилях, сельскохозяйственной технике и различных сборных конструкциях, где болтовое соединение должно быть исключительно надежным и не ослабевать в течение длительного времени; минимальная прочность на разрыв у таких болтов равна 10 500 кг/см2. Стандарты в авиационной промышленности включают болты, минимальная прочность на разрыв которых равна 13 700 или 14 500 кг/см2.
Прочность на разрыв у таких болтов диаметром от 1/2 до 1 дюйма должна быть не менее 8400 кг/см2 и 7400 кг/см2 для болтов диаметром от 1 1/8 до 1 1/2 дюйма. Классу 8 Общества автомобильных инженеров соответствуют болты диаметром от 1/4 до 1 1/2 дюйма, рассчитанные на использование в автомобилях, сельскохозяйственной технике и различных сборных конструкциях, где болтовое соединение должно быть исключительно надежным и не ослабевать в течение длительного времени; минимальная прочность на разрыв у таких болтов равна 10 500 кг/см2. Стандарты в авиационной промышленности включают болты, минимальная прочность на разрыв которых равна 13 700 или 14 500 кг/см2.
О роли крепежных деталей с точки зрения экономики, можно судить по результатам недавно сделанной в Великобритании оценки, показавшей, что на соединение конструктивных элементов различных систем приходится от 20 до 40% общих расходов, связанных с изготовлением этих систем. Примерно то же самое наблюдается и в США. Значительная доля расходов приходится на оплату рабочей силы, занятой на сборочных операциях. Хотя стоимость крепежных деталей механического узла в среднем не превышает 5%, затраты рабочего времени на операции по соединению деталей составляют немногим более половины общих временных затрат на производство готовой продукции. В результате стоимость крепежных деталей, установленных в собранном изделии, увеличивается в 3-10 раз по сравнению с их номинальной стоимостью.
Значительная доля расходов приходится на оплату рабочей силы, занятой на сборочных операциях. Хотя стоимость крепежных деталей механического узла в среднем не превышает 5%, затраты рабочего времени на операции по соединению деталей составляют немногим более половины общих временных затрат на производство готовой продукции. В результате стоимость крепежных деталей, установленных в собранном изделии, увеличивается в 3-10 раз по сравнению с их номинальной стоимостью.
Производство крепежных деталей занимает важное место в экономике. В США примерно 625 фирм с общей численностью рабочих 50-60 тыс. ежегодно поставляют на рынок более 250 млрд. таких деталей. Потребители этой продукции платят за нее 10 млрд. долл. и гораздо больше за ее установку. Итоговая стоимость всех произведенных в стране крепежных деталей составляет 50 млрд. долл.
Хотя первые болты с резьбой появились в XV в., болты без нарезки, имеющие весьма ограниченное применение, начали использоваться значительно раньше. Такие болты применялись еще в Древнем Риме в дверных устройствах в качестве осевых стержней и установочных болтов, представляющих собой стержень с прорезью, в которую вставлялся клин, препятствующий смещению болта. Не исключено, что римляне первыми стали использовать винты для дерева (шурупы), которые изготовлялись из бронзы или даже из серебра. Резьба на винтах нарезалась вручную, или ее заменяла проволока, накрученная на стержень и припаянная к нему. Очевидно, это изобретение было утрачено с исчезновением Римской империи, поскольку первое упоминание о винтах встречается в книге, относящейся лишь к началу XV в.
Такие болты применялись еще в Древнем Риме в дверных устройствах в качестве осевых стержней и установочных болтов, представляющих собой стержень с прорезью, в которую вставлялся клин, препятствующий смещению болта. Не исключено, что римляне первыми стали использовать винты для дерева (шурупы), которые изготовлялись из бронзы или даже из серебра. Резьба на винтах нарезалась вручную, или ее заменяла проволока, накрученная на стержень и припаянная к нему. Очевидно, это изобретение было утрачено с исчезновением Римской империи, поскольку первое упоминание о винтах встречается в книге, относящейся лишь к началу XV в.
В том же столетии винты наряду с другими крепежными деталями были использованы И. Гутенбергом в сконструированном им печатном станке. Вскоре их стали применять часовых дел мастера и изготовители воинских доспехов. (У меня хранится часть испанского панциря для лошади, датированного 1614 г. В ней имеется ряд отверстий под винты для прикрепления рыцарских лент. ) В записных книжках Леонардо да Винчи, относящихся к концу XV — началу XVI в., есть наброски проектов нескольких винторезных станков. Однако первый такой станок, получивший практическое применение, был изобретен в 1568 г. французским математиком Ж. Бессоном. К концу XVII в. винты стали широко использоваться в огнестрельном оружии.
) В записных книжках Леонардо да Винчи, относящихся к концу XV — началу XVI в., есть наброски проектов нескольких винторезных станков. Однако первый такой станок, получивший практическое применение, был изобретен в 1568 г. французским математиком Ж. Бессоном. К концу XVII в. винты стали широко использоваться в огнестрельном оружии.
К тому времени, когда болты без нарезки получили широкое распространение, а идея резьбы была уже известна, гайке было суждено только появиться, равно как и идее нанесения резьбы на болт и соединения его с гайкой. Первые документированные сведения о гайках с резьбой относятся к концу XVI — началу XVII в. Как и винты, первые гайки также изготавливались вручную и были плохо обработанными.
Гайки стали соединять с винтами, по-видимому, в начале XVII в. Винты тогда были прямые с торцом без фаски и больше походили на современные болты, чем на конические шурупы. В одной из книг, изданных в Англии в 1611 г., уже используется словосочетание «гайка для винта». Винтом стали называть болт, имеющий резьбу. Подобрать болт и соответствующую ему гайку было делом нелегким, когда же удавалось найти такую пару, винт и гайку держали соединенными до их использования в каком-либо механизме или сооружении.
Винтом стали называть болт, имеющий резьбу. Подобрать болт и соответствующую ему гайку было делом нелегким, когда же удавалось найти такую пару, винт и гайку держали соединенными до их использования в каком-либо механизме или сооружении.
Несомненно, что гайки и болты как крепежные детали получили широкое распространение с началом промышленной революции. Если и можно говорить о начале такой эпохи, то его следует отнести к 1765 г., когда Джеймс Уатт изобрел паровую машину. Производители первых машин и деталей для них поняли, что резьбовое соединение может принципиально улучшить конструкцию сложных механизмов; значительно облегчить сборку, а также повысить их надежность. Многие известные изобретения того времени основаны на применении резьбовых крепежных элементов. Среди них изобретенная Дж. Харгривсом прядильная машина периодического прядения и хлопкоочистительная машина Э. Уитни.
В 1801 г. Уитни подсказал еще одну важную идею — о взаимозаменяемости частей в машинах. Эту идею он продемонстрировал в том же году в Вашингтоне. Перед глазами присутствующих, среди которых находились президент Адамc и вице-президент Джефферсон, Уитни разложил на столе несколько одинаковых кучек деталей мушкетов; в каждой из них находилось по 10 деталей. Взяв наугад по одной детали из каждой кучки, Уитни быстро собрал готовый мушкет. Идея была настолько простой и плодотворной, что вскоре была заимствована многими изобретателями, в частности С. Кольтом, изобретателем капсюльного револьвера, Дж. Насмитом — парового молота, Ц. Мак-Кормиком — жатки, Дж. Диром — стального плуга, Э. Терри — часов массового производства и Э. Хоу — швейной машины.
Эту идею он продемонстрировал в том же году в Вашингтоне. Перед глазами присутствующих, среди которых находились президент Адамc и вице-президент Джефферсон, Уитни разложил на столе несколько одинаковых кучек деталей мушкетов; в каждой из них находилось по 10 деталей. Взяв наугад по одной детали из каждой кучки, Уитни быстро собрал готовый мушкет. Идея была настолько простой и плодотворной, что вскоре была заимствована многими изобретателями, в частности С. Кольтом, изобретателем капсюльного револьвера, Дж. Насмитом — парового молота, Ц. Мак-Кормиком — жатки, Дж. Диром — стального плуга, Э. Терри — часов массового производства и Э. Хоу — швейной машины.
Проблема, которую не удавалось решить вплоть до начала XIX столетия, — это отсутствие единообразия резьб, нарезаемых на болтах и гайках. До конца XVIII в. резьбы больших размеров, как правило, наносились горячей ковкой: по горячей заготовке болта кузнецы ударяли специальным ковочным штампом или другим формообразуюшим инструментом. Нарезка более мелких резьб производилась на примитивных токарных станках; режущий инструмент при этом приходилось удерживать вручную, и поэтому получить резьбу постоянного профиля не удавалось.
Нарезка более мелких резьб производилась на примитивных токарных станках; режущий инструмент при этом приходилось удерживать вручную, и поэтому получить резьбу постоянного профиля не удавалось.
Резьбонарезной станок, изобретенный Ж. Бессоном в 1568 г. Станок приводился в действие ножной педалью. На обрабатываемую заготовку (в данном случае для конического винта) нарезалась резьба с помощью резца, перемещающегося ходовым винтом. Координация поступательного движения резца и вращение заготовки достигались системой шкивов.
К 1800 г. токарный станок был усовершенствован: у него появились подвижный суппорт и зубчатая передача, так что нарезка резьбы с помощью ходового винта (осуществляющего подачу режущего инструмента), производилась с достаточно высокой точностью. Однако пока еще не было такой системы, которая бы задавала размер резьбы пропорционально диаметру заготовки. Насмит указывал:
«Все болты и соответствующие им гайки нужно было специально маркировать, чтобы легко определялась их принадлежность друг другу.
 Всякое смешивание гаек и болтов… вызывало бесконечные хлопоты и дополнительные расходы, эффективность производства при этом падала, в работе появлялась путаница, особенно при ремонте сложных машин, когда их приходилось разбирать на части».
Всякое смешивание гаек и болтов… вызывало бесконечные хлопоты и дополнительные расходы, эффективность производства при этом падала, в работе появлялась путаница, особенно при ремонте сложных машин, когда их приходилось разбирать на части».
Ситуация изменилась в 1800 г., когда английский изобретатель Г. Модсли построил первый токарно-винторезный станок, на котором можно было изготовлять винты любого диаметра с любым шагом резьбы. (Шаг резьбы — это расстояние вдоль оси винта между вершинами двух соседних витков. Наружный диаметр резьбы равен диаметру цилиндра, описанного .относительно вершин, а внутренний — диаметру цилиндра, описанного относительно впадин резьбы. Его современник Ч. Хольтзапффель в своем пятитомном труде «Токарная и слесарная обработка» писал, что между 1800 и 1810 гг. Модсли
«совершил почти полный поворот от старого, несовершенного и полного неожиданных случайностей способа производства винтов… к современному, научно обоснованному и отличающемуся высокой точностью способу, на который в своих разработках опираются инженеры».

Винторезный станок в течение многих лет оставался основным средством нанесения резьбы на крепежные изделия. Сегодня самым распространенным способом является накатка резьбы на заготовке вращающимися плашками. В отличие от винторезного станка, который при нарезке снимает стружку, накатка резьбы плашками производится только за счет изменения формы поверхности заготовки без потери материала — в этом и заключается ее принципиальная особенность.
Современные методы получения резьбы основаны на пластическом деформировании поверхности заготовки. Типичным является метод, при котором заготовка зажимается и прокатывается между двумя плашками, одна из которых подвижная.
В середине XIX в. У. Уорд из Порт-Честера (шт. Нью-Йорк) создал станок для изготовления гаек и болтов горячей ковкой. При этом способе заготовка в форме прутка нагревается до температуры около 870°С и проходит через накатанные плашки для выдавливания резьбы. Позже Уорд разработал аналогичный станок для получения резьбы методом пластическое деформации в холодном состоянии. Технологически процесс отличался только тем, что прутковая заготовка не нагревалась. Используемые в этом случае плашки должны иметь повышенную прочность, а удерживающий их станок должен быть достаточно мощным. По сравнению с горячей ковкой холодный способ позволяет получать более прочную резьбу и с меньшими отклонениями от заданных размеров. Холодная накатка в настоящее время является основным методом при массовом производстве гаек, болтов и винтов.
Позже Уорд разработал аналогичный станок для получения резьбы методом пластическое деформации в холодном состоянии. Технологически процесс отличался только тем, что прутковая заготовка не нагревалась. Используемые в этом случае плашки должны иметь повышенную прочность, а удерживающий их станок должен быть достаточно мощным. По сравнению с горячей ковкой холодный способ позволяет получать более прочную резьбу и с меньшими отклонениями от заданных размеров. Холодная накатка в настоящее время является основным методом при массовом производстве гаек, болтов и винтов.
В конце XIX в. массовое производство крепежных деталей от станочной обработки прутковых заготовок в основном перешло на холодный способ непрерывного формообразования из проволоки или прутка. Проволока с катушки подается, скажем, в болторезный станок, который отрезает стержень нужной длины, пропускает его через ряд формообразующих штампов; на полученную заготовку болта затем накатывается резьба. Именно таким способом осуществляется сейчас массовое производство гаек и болтов.
Процесс изготовления болта холодной штамповкой начинается с подачи стального прутка с бобины (1). Сначала пруток пропускается через правильную машину и фильеру, а затем режется на части (2). Полученные заготовки подаются в штамповочную машину, где производится их предварительная формовка, штамповка круглой головки, которой придается четырех- или шестигранная форма (3). Затем на торцевой части заготовки болта делается фаска (4), и наконец, с помощью двух плашек нарезается резьба (5).
Возможность унифицирования резьб еще не означала их общую унификацию, поскольку каждый производитель был заинтересован иметь собственные стандарты. Со временем появилась настоятельная потребность создания ряда государственных или международных стандартов. Первый важный шаг в этом направлении был сделан в Великобритании в 1841 г., когда Дж. Витворт представил Институту гражданских инженеров свой доклад под названием «Система унифицирования винтовых резьб».
Витворт предлагал установить для болтов и винтов данного размера единообразие таких параметров резьбы, как профиль, шаг и высота профиля. Он рекомендовал, чтобы угол профиля (угол между сторонами соседних витков) был равен 55°, а число витков на один дюйм должно определяться диаметром болта или винта. Вершины витков резьбы и основания впадин должны быть закруглены на 1/6 высоты исходного профиля. К 1881 г. система Витворта была принята в качестве британского стандарта.
В США стандартизация начала проводиться в 1864 г. У. Селлерс, производитель металлорежущих инструментов в Филадельфии, убедил Институт Франклина учредить комиссию, ответственную за разработку государственных стандартов. У Селлерса было несколько поправок к системе Витворта. Он считал, что угол профиля 55° трудно измерить, и поэтому предлагал заменить его на 60°. К тому же он полагал, что при таком угле резьба будет прочнее. Селлерс также предложил резьбу с уплощенными вершинами витков и основаниями впадин, поскольку, по его мнению, предусматриваемое в стандарте Витворта закругление этих участков профиля приводило к неопределенности соответствия между болтом и гайкой и снижало прочность резьбы.
Институт Франклина принял систему Селлерса и рекомендовал ее в качестве государственного стандарта, гласящего: «Профиль винтовых резьб должен иметь прямые края, образующие угол 60°, поверхность вершин и впадин должна быть плоской и составлять 1/8 шага». К концу XIX столетия система Селлерса уже обрела статус стандарта не только в США, но и во многих европейских странах.
Резьбы на болтах стандартизованы. В Великобритании принят стандарт на резьбы, предложенный в 1841 г. Дж. Витвортом, а в США — стандарт, предложенный в 1864 г. У. Селлерсом. Унифицированная система резьб, которая включает элементы обоих указанных стандартов, была введена в 1948 г. и получила распространение в США, Канаде и Великобритании. Стандартная система метрической резьбы, разработанная Международной организацией по стандартизации (ISO), была принята в 1964 г. Она получила распространение в странах, использующих метрическую систему мер. Оптимальная метрическая система крепежных изделий, предложенная Институтом промышленных крепежных изделий в 1971 г.
 как усовершенствованный вариант стандарта ISO, легла в основу системы Американского национального института стандартов (ANSI/ISO) и стала международным стандартом метрической резьбы.
как усовершенствованный вариант стандарта ISO, легла в основу системы Американского национального института стандартов (ANSI/ISO) и стала международным стандартом метрической резьбы.
Несовместимость систем Витворта и Селлерса стала причиной многих технических осложнений в годы первой и второй мировых войн, когда американская и английская армии сталкивались с необходимостью иметь взаимозаменяемые части вооружения. Начиная с 1918 и вплоть до 1948 г. обе страны делали попытки привести две системы в соответствие. На конференции, состоявшейся в 1948 г. в Вашингтоне, США, Канада и Великобритания приняли Унифицированную систему резьбы, которая включала элементы как системы Витворта, так и системы Селлерса. Существенную роль в стандартизации дюймовой винтовой резьбы сыграл Институт промышленных крепежных изделий, созданный ведущими североамериканскими фирмами, специализирующимися на производстве крепежных деталей.
В том же году Международная организация по стандартизации ИСО (ISO) приступила к разработке системы стандартизации винтовых резьб, единой для многих стран мира. Когда в 1964 г. эта работа была завершена, международная конференция в Нью-Дели приняла две системы: систему дюймовой резьбы ISO (такую же, как и вышеуказанная Унифицированная система) и систему метрической резьбы ISO, которая должна была заменить множество различных национальных систем.
Когда в 1964 г. эта работа была завершена, международная конференция в Нью-Дели приняла две системы: систему дюймовой резьбы ISO (такую же, как и вышеуказанная Унифицированная система) и систему метрической резьбы ISO, которая должна была заменить множество различных национальных систем.
На том основании, что крепежные детали, изготовленные в соответствии с новой метрической системой, оказались хуже по сравнению с теми, которые изготовлялись по дюймовой системе ISO, Институт промышленных крепежных изделий рекомендовал в 1970 г. разработать более совершенную метрическую систему. В 1971 г. группа специалистов этого института представила проект Оптимальной метрической системы крепежных деталей. Среди прочих предложений проект предусматривал такой профиль резьбы, который бы стал стандартным для крепежных изделий, применяемых в авиационно-космической технике, а также для изделий из металла с повышенной усталостной прочностью. Это предложение было учтено в той системе, которая сейчас является международным метрическим стандартом: системе ANSI/ISO (ANSI — сокращенное название Американского национального института стандартов).
Стандартизацией крепежных изделий в США занимаются и многие другие организации. Их деятельность связана с введением в существующие стандарты дополнительных параметров с учетом тех специфических требований, которые диктуются условиями применения крепежных деталей в отдельных отраслях промышленности. К числу таких организаций относятся Американское общество по испытанию материалов, Американский национальный институт стандартов, Общество автомобильных инженеров и другие. Этими организациями разработано в общей сложности около 8 тыс. стандартов на крепежные изделия, они охватывают такие параметры, как материал, геометрия профиля резьбы и крепежных деталей, размеры, допуски и механические свойства. Если учесть крепежные детали специального назначения или детали с ограниченным правом производства, с различными видами обработки поверхности и покрытиями, а также все комбинации диаметра и длины, то общее число разновидностей этих изделий составит более двух миллионов.
При таком огромном выборе промышленным фирмам следует избегать количественного роста крепежных изделий. Если не быть предусмотрительным на стадии проектирования какого-либо оборудования, то увеличение числа крепежных деталей различных типов и размеров в проекте впоследствии может обернуться большими материальными потерями.
Если не быть предусмотрительным на стадии проектирования какого-либо оборудования, то увеличение числа крепежных деталей различных типов и размеров в проекте впоследствии может обернуться большими материальными потерями.
Предположим, что разрабатывается конструкция какой-либо машины, на определенной стадии сборки которой потребуется установка самонарезающего винта. Допустим также, что винт этот должен иметь вполне определенные диаметр и длину. В данном случае конструктор имеет следующий выбор самонарезающих винтов в соответствии с действующими стандартами: девять форм профилей резьбы, шесть типов головок, три типа прорезей на головке и четыре разновидности обработки поверхности. В результате конструктору придется выбирать один винт из 648 возможных. Из приведенного примера видно, с чем может столкнуться компания с большим штатом конструкторов при увеличении числа крепежных деталей, каждая из которых нумеруется по принадлежности и поставляется в партии.
Та же проблема характерна и для более простых случаев.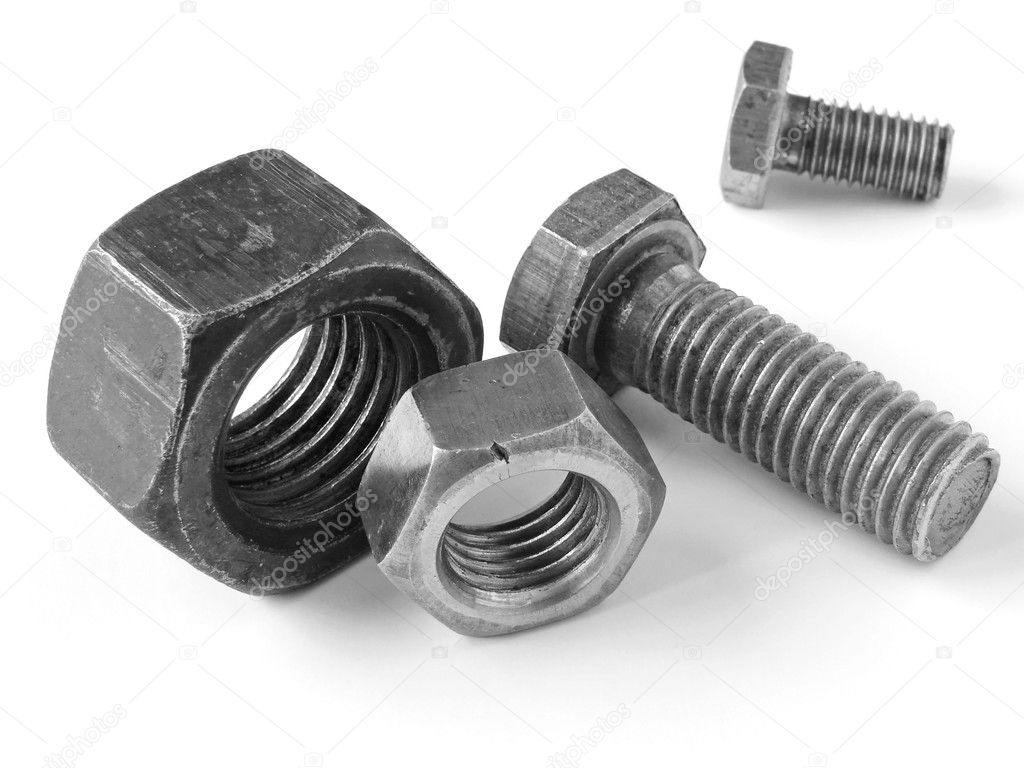 Пусть требуется подобрать соответствующие друг другу болт, гайку и шайбу. Обращаясь к стандартным изделиям, инженер обнаруживает, что болт необходимых диаметра и длины он может выбрать из трех с разной формой головки, из четырех, рассчитанных на различные нагрузки, из двух с неодинаковым шагом резьбы и из трех, отличающихся способом обработки поверхности; нужную ему гайку он может выбрать по меньшей мере из двух типов, и из двух типов — шайбу. В целом число возможных комбинаций равно 288.
Пусть требуется подобрать соответствующие друг другу болт, гайку и шайбу. Обращаясь к стандартным изделиям, инженер обнаруживает, что болт необходимых диаметра и длины он может выбрать из трех с разной формой головки, из четырех, рассчитанных на различные нагрузки, из двух с неодинаковым шагом резьбы и из трех, отличающихся способом обработки поверхности; нужную ему гайку он может выбрать по меньшей мере из двух типов, и из двух типов — шайбу. В целом число возможных комбинаций равно 288.
Подсчитано, что стоимость хранения запасов деталей одного наименования обходится более чем в 2 тыс. долл. в год. Каждое из этих наименований необходимо записать в банк данных вычислительной машины, откуда в нужный момент можно извлечь требуемую информацию; необходимо также поддерживать определенные условия, при которых имеющиеся в наличии детали данного типа сохраняли бы свою пригодность; для хранения запасов требуется специальное помещение и, кроме того, необходимо располагать техническими и людскими средствами для доставки нужного оборудования со склада. Все это относится к каждой гайке, болту, шайбе и другим крепежным элементам, используемым при сборке машин и узлов.
Все это относится к каждой гайке, болту, шайбе и другим крепежным элементам, используемым при сборке машин и узлов.
Многие фирмы склонны уделять значительно меньше внимания крепежным деталям, чем любым другим, из которых собирается тот или иной узел. Обычно гайки и болты представляют как стандартизованные недорогие детали, которые всегда под руками, и при необходимости рабочему достаточно дотянуться до ящика, взять нужное и установить. В результате (за несколькими исключениями, в том числе в автомобильной промышленности и в производстве сельскохозяйственной техники) немало средств расходуется на увеличение запасов крепежных деталей, а также на необоснованное использование болтов и гаек с повышенными прочностными характеристиками, из улучшенных материалов, с особым видом резьбы и специальным покрытием. На основании собственного опыта могу сказать, что любая промышленная фирма, расходующая 1 млн. долл. в год на крепежные детали, может сэкономить 15% от этой суммы только за счет более рационального использования этих деталей.
С необходимостью решения указанной проблемы связано появление в последние годы нового подхода в инженерной практике. Еще на стадии разработки конструкции машины инженер выбирает необходимые крепежные детали из большого числа имеющихся в наличии, а также наиболее подходящий способ их установки. В результате такого подхода достигается существенное повышение надежности и конструктивной безопасности разрабатываемых машин.
Помимо того что многие компании не уделяют должного внимания проблеме крепежных элементов, можно отметить и другое немаловажное обстоятельство, а именно — недостаточность знаний о правильных способах затяжки болтовых соединений. Чтобы затяжка была наиболее надежной, завинчивание гаек должно производиться до момента, непосредственно предшествующего появлению в металле остаточной деформации. При этом достигается наиболее высокое давление в месте затяжки.
Напряжения, возникающие в болтовом соединении, условно показаны для случая, когда болт с навинченной на него гайкой стягивает две детали.
Ввиду того что затяжка производится вручную, крупные болты и гайки (диаметром 5/8 дюйма и больше), как правило, недозатягиваются, и наоборот, более мелкие крепежные детали обычно затягиваются слишком сильно.
Для обеспечения нормальной затяжки болтов и гаек используются специальные гаечные ключи и приспособления. В тех же случаях, когда к соединению крепежных деталей предъявляются особо жесткие требования (с точки зрения обеспечения высокой надежности и безопасности), их затяжка осуществляется с использованием электронных устройств автоматического управления, которые получают все более широкое практическое применение. Используемый в этих системах микропроцессор управляет операцией затяжки (в настоящее время ее может выполнять и робот). В основе принципа управления лежит измерение и преобразование величины момента и угла в электрические сигналы. По достижению определенной величины сигналов завертывающее устройство с электрическим приводом выключается.
По достижению определенной величины сигналов завертывающее устройство с электрическим приводом выключается.
Контролирование степени затяжки часто позволяет применить более мелкие или относящиеся к более низкому классификационному классу крепежные детали, что может обеспечить экономию в размере 10% на каждую деталь. Для предприятия, которое производит сборку, скажем, 1 млн. машин в год, такая замена крепежных деталей может снизить издержки на 100 тыс. долл. в год. Кроме того, если учесть, что после установки более надежного болтового соединения снизится возврат некачественной продукции для ремонта, то экономия будет еще больше.
Многие крепежные детали работают в агрессивных средах, вызывающих коррозию, или в условиях высоких температур, а иногда при одновременном воздействии обоих факторов. Стандартами предусматривается покрытие деталей, рассчитанных на работу в указанных условиях, специальными составами из фосфата и жидкой смазки или из черного окисла. Для обеспечения повышенной устойчивости к коррозии на поверхность крепежных деталей гальваническим способом наносят цинк или кадмий. Но все эти методы не лишены недостатков. Покрытие цинком и кадмием, например, может повысить хрупкость металла.
Для обеспечения повышенной устойчивости к коррозии на поверхность крепежных деталей гальваническим способом наносят цинк или кадмий. Но все эти методы не лишены недостатков. Покрытие цинком и кадмием, например, может повысить хрупкость металла.
В последнее время разработана технология покрытия крепежных изделий алюминием, которая успешно применяется в авиационно-космической промышленности для деталей, рассчитанных на работу в экстремальных условиях, например, в газовых турбинах. Алюминий рассеивается на фосфате или хромате. Алюминиевые покрытия повышают способность крепежных изделий выдерживать высокие температуры и противостоять воздействию многих жидких химических и органических веществ.
Некоторые успехи достигнуты и в технологии покрытия инструментов, применяемых при холодных способах производства крепежных изделий. Эти инструменты, хотя и изготовляются из высокопрочных и твердых материалов, все же быстро изнашиваются. Самые большие затраты в производстве крепежных изделий связаны с заменой используемых для их производства инструментов. Меры, обеспечивающие продление срока службы инструментов для изготовления крепежных изделий, вкючают различные виды обработки их поверхностей, такие, как цементация, азотирование и гальванопокрытие. Используется также и установка вкладышей из карбида титана или нитрида титана в места, подверженные наибольшему износу. В настоящее время разработана технология нанесения тонкого слоя карбида титана или нитрида титана химическим путем или методом осаждения. Покрытия не только придают инструментам исключительно высокую твердость, но и выполняют роль смазки, которая снижает трение между инструментом и обрабатываемой деталью. Указанные технологические приемы в большинстве случаев повышают срок службы инструментов в три-пять раз.
Меры, обеспечивающие продление срока службы инструментов для изготовления крепежных изделий, вкючают различные виды обработки их поверхностей, такие, как цементация, азотирование и гальванопокрытие. Используется также и установка вкладышей из карбида титана или нитрида титана в места, подверженные наибольшему износу. В настоящее время разработана технология нанесения тонкого слоя карбида титана или нитрида титана химическим путем или методом осаждения. Покрытия не только придают инструментам исключительно высокую твердость, но и выполняют роль смазки, которая снижает трение между инструментом и обрабатываемой деталью. Указанные технологические приемы в большинстве случаев повышают срок службы инструментов в три-пять раз.
Литература
J.W. Fisher and J.H.A. Struik. Guide to design criteria for bolted and riveted joints. John Wiley and Sons.. Inc., 1974.
The heritage of mechanical fasteners. Industrial Fasteners Institute, 1974..jpg)
Standard handbook of fastening and joining, Edited by Robert O. Parmeley. McGraw-Hill Book Company, 1977.
Якушев А.И. и др. Повышение прочности и надежности резьбовых соединений. — М.: Машиностроение, 1979.
Мокринский В.И. Производство болтов холодной объемной штамповкой. Под. ред. А.М. Павлова. — М.: Металлургия, 1978.
Просмотров: 14403
26.12.2018
Гитарный магазин 101: Работа с сорванной гайкой анкерного стержня
«Есть большой секрет», — говорит он, и я весь слушаю. «Каждый вдохновляется внутри себя уникальными идеями, которые идеально подходят для его уникального творчества в мире. Это внутри каждого. Когда вы получаете это вдохновение, сопровождаемое чувством энтузиазма и верой в то, что «я знаю, что могу это сделать, мне просто нужно потратить время», это вдохновение, созданное специально для вас, и это никак не может случиться. .Вселенная дала вам это, чтобы вы могли проявить это. Это то, что он хочет, чтобы вы сделали.
Это то, что он хочет, чтобы вы сделали.
В этом вдохновляющем рэпе есть предупреждение: «К сожалению, многие люди не находят его, потому что их умы погружаются в фантазии о будущем и, по сути, создают эти вымышленные желания, которые непрактичны и не совсем подходят вам. Это похоже на то, как люди говорят: «Я хочу быть гитаристом-виртуозом мирового класса», но у них совершенно железный слух. Это как если бы я сказал: «Я выиграю Уимблдон».Это фантастика. А внутри фантазии всегда есть чувство сопротивления. Вы можете верить, что можете это сделать, но вы не знаете, что можете. Так что разница огромная».
Стив Вай — Little Pretty (Официальный визуализатор)
Это то, что Вай разместил в своей серии YouTube Under It All , которая включает около 14 часов эзотерического контента, который иногда отклоняется на территорию самопомощи. Но получать сенсацию непосредственно от самого маэстро кажется еще более поучительным, когда я понимаю, что то, что он говорит, — это не просто праздник позитивного ментального настроя/самореализации.Это основа духа Вая, восходящая к его самым ранним работам.
Но получать сенсацию непосредственно от самого маэстро кажется еще более поучительным, когда я понимаю, что то, что он говорит, — это не просто праздник позитивного ментального настроя/самореализации.Это основа духа Вая, восходящая к его самым ранним работам.
Даже случайные фанаты знают историю о том, как молодой Стив Вай так впечатлил Фрэнка Заппу своей транскрипцией чрезвычайно сложной ритмической головоломки «Черная страница», что Заппа нанял его. Само собой разумеется, что ритмические и концептуальные приемы, необходимые для работы с таким произведением, как «Черная страница» — или, на самом деле, с большей частью каталога Заппы, — требуют редкого ума. Но звезды должны были сойтись, чтобы помочь молодому выскочке реализовать свое предназначение.
Каждый человек вдохновляется уникальными идеями, которые идеально подходят для его уникального творчества в мире.
Будучи молодым студентом Беркли, Вай познакомился с клавишником/скрипачом Эдди Джобсоном — бывшим музыкантом Заппы — на концерте группы Джобсона в Великобритании. целые такты», — вспоминает он. «Я мог сразу представить, что такое туплет, что такое вложенный туплет — все это имело смысл в отношении времени такта или того, что вы помещаете в этот туплет.Я размещал туплеты поверх битов, которые включали в себя тактирование туплетов». Эта важная информация помогла Ваю выбрать правильный курс. «У меня было прозрение, а затем началось интеллектуальное криминалистическое исследование разделения времени в нотной записи». Вдохновленный, Вай взялся за монументальную задачу расшифровки работы Заппы, а остальное уже история.
целые такты», — вспоминает он. «Я мог сразу представить, что такое туплет, что такое вложенный туплет — все это имело смысл в отношении времени такта или того, что вы помещаете в этот туплет.Я размещал туплеты поверх битов, которые включали в себя тактирование туплетов». Эта важная информация помогла Ваю выбрать правильный курс. «У меня было прозрение, а затем началось интеллектуальное криминалистическое исследование разделения времени в нотной записи». Вдохновленный, Вай взялся за монументальную задачу расшифровки работы Заппы, а остальное уже история.
В настоящее время, в 61 год, Вай настроил свое шестое чувство на прихоти вселенной и поддерживает сверхъестественный уровень творчества. Его последний альбом, поразительный Inviolate , представляет собой прямолинейный (поскольку это характерно для Вая) амбарбёрн, и это всего лишь верхушка метафорического айсберга.Но каким бы простым ни был Неприкосновенный , путь, ведущий к его созданию, был извилистым. Вай просто следовал подсказкам, которые представлялись сами собой.
Вай позирует с гигантской Гидрой в стиле стимпанк на обложке Inviolate . Это тяжелый инструмент, для которого требуется поясной ремень. Тем не менее, по его словам, «через некоторое время это доходит до ваших ног» и «полностью нарушает ваше равновесие». Хорошо, что это выглядит и звучит так круто!
В начале 2020 года он решил, что пришло время записать акустическую пластинку, которая, по его словам, «была одним из тех фантастических проектов, которые я записывал на протяжении многих лет.Имея «тонны материала» и акустику Paul Reed Smith Angelus, Вай опубликовал видео, на котором он играет свою песню «The Moon and I», свой дебют в качестве сольного акустического певца/автора песен. Это показательное выступление, в котором он терпеливо создает напряжение в тяжелом бренчании вступления и уступает место скудному куплету. Его голос звучит сильно, но немного грубовато, когда он добавляет немного твердости ближе к концу песни, раскрывая другую сторону виртуозного исполнителя, которого мы привыкли слышать с самой точной точностью.
Вдохновленный теплым откликом на видео, Вай приступил к записи 15 акустических песен, каждая из которых, по его словам, битком набита «красивыми, сочными вокальными мелодиями» и «богатыми аккордами». Но игра на акустической гитаре поставила новые физические задачи. «Есть одна песня, в которой мне приходится играть пальцами, а я просто не силен в этом», — объясняет он. «Я держал этот тупой аккорд высоко на шее, и на большой палец оказывалось сильное давление, чтобы удерживать руки на месте, когда пальцы растягивались.Я просто сидел и медитировал над этим, удерживая тот же аккорд, пока собирал пальцы, и когда я убрал руку, мне показалось, что я вывихнул большой палец». Примерно через месяц у него отморозился большой палец левой руки — состояние, называемое триггерным пальцем.
Это была не единственная травма, которую он получил во время записи. «Была одна песня, которая требовала бренчания, которое было таким яростным и быстрым, что мне потребовалось три недели, чтобы настроиться на нужный темп», — говорит он. «Я работал над этим, работал над этим, работал над этим, почти довел его до нужного состояния — и у меня в банке было 14 гитарных партий и около трех вокальных партий. К сожалению, это было все, что он смог сделать, потому что его плечо, которое он повредил годом ранее, «просто взорвалось». Он порвал два сухожилия, что потребовало хирургического вмешательства.
«Я работал над этим, работал над этим, работал над этим, почти довел его до нужного состояния — и у меня в банке было 14 гитарных партий и около трех вокальных партий. К сожалению, это было все, что он смог сделать, потому что его плечо, которое он повредил годом ранее, «просто взорвалось». Он порвал два сухожилия, что потребовало хирургического вмешательства.
У меня было прозрение, и тогда это только что запустило интеллектуальное криминалистическое исследование разделения времени в нотной записи.
В декабре 2020 года Ваю сделали корректирующую операцию на правом плече, а в январе 2021 года последовала операция на левой руке.Во время своего выздоровления Вай не хотел смотреть Netflix и расслабляться. Он просто не мог оторваться от гитары. Итак, с правой рукой на перевязи под названием «Рюкзак» — в честь доктора Томаса Кнаппа, который провел ему операцию и изобрел устройство, — и с перевязанным большим пальцем левой руки, он начал работать над новой гитарной пьесой для одной руки. «Рюкзак».
«Рюкзак».
Это была простая идея. «Я просто собираюсь написать песню одной рукой, — говорит он и настаивает, — это было не так уж сложно. Я просто инстинктивно знал, что могу получить мелодию только левой рукой.Надев повязку и повязку, Вай снял видео для своего канала на YouTube. Это драматический вид, который действительно способствует исполнению, но «Рюкзак» сохраняет музыкальные захватывающие черты личного стиля маэстро, а его певучая мелодия трещит по швам от мастерски исполненных легато-арпеджио и гамм.
Когда Вай полностью выздоровел, ему не терпелось заказать тур. Он решил оставить свой акустический проект в замороженном состоянии и увлекся идеей нового электрического альбома.С «Knappsack» в банке он создал ряд музыкальных проблем, которые нужно было преодолеть. Он «настроил параметры гитары, которые были несколько вне моей зоны комфорта», используя хардтейл-страт с чистым звуком и играя без медиатора для «Candlepower», и он взял Gretsch 6118 Anniversary для «Little Pretty», который включает в себя сложный набор изменений аккордов сольной части. «Это выдержало серьезную борьбу, но достигло того, что я искал».
«Это выдержало серьезную борьбу, но достигло того, что я искал».
Gear Стива Вая
«Кто еще мог бы сделать такую гитару с тремя грифами? Я полный хам, и мне это нравится.»
Фото Майкла Мескера
Гитары
- Bruno Urban Custom 6-String
- Fender Stratocaster
- Gretsch G6118T-60 Урожай выбрать Edition ’60 юбилей Hydrablbody
- Ibanez Hydra
- IBanez JEM «BO»
- Ibanez JEM «FLO III»
- Ibanez JEM «Evo»
- Ibanez PIA
- Ibanez Universe, 7 струн
Струны и медиаторы
- Ernie Ball super Slinky Cobalt (.009–.042)
- Ibanez тяжелый
AMPS
- Ampeg SVT Classic
- Carvin Legacy
- Lazy J 80063
- 1980 Marshall с High-Gain Jose MOD
- Marshall JMP
- Marshall JMP
- Paul Reed Smith Archon 50
- Synergy Bman Preamp
- Synergy Vai Signature PREAMP Модуль
- Victory V130
Effects
- Digitech Crymy
- DUNLOP Cry Baby
- Fractal Audio FM3 AMP Modeler / FX Processor
- Ibanez STEVE VAI JEMINA DESTOOTT
- MXR этап 90
Несмотря на его послеоперационный музыкальный опус, Вай говорит, что самая большая проблема на Inviolate может быть услышана в «Teeth of the Hydra», где он дебютирует со своим новейшим творением, Гидрой, вдохновленной стимпанком, зверем с тремя шеями. который включает в себя 12-струнный гриф, наполовину безладовый, басовый гриф с безладовыми струнами E и A, 7-струнный гриф, струны арфы и гитарный синтезатор.Вай говорит, что этот инструмент, пятилетнее сотрудничество с Ibanez, «стал источником вдохновения, который пришел специально для меня, потому что, когда он пришел, я знал, что смогу это сделать».
который включает в себя 12-струнный гриф, наполовину безладовый, басовый гриф с безладовыми струнами E и A, 7-струнный гриф, струны арфы и гитарный синтезатор.Вай говорит, что этот инструмент, пятилетнее сотрудничество с Ibanez, «стал источником вдохновения, который пришел специально для меня, потому что, когда он пришел, я знал, что смогу это сделать».
Когда «Гидра» была доставлена, «я открыл коробку, и это было потрясающе и пугающе», — говорит Вай. «У него была большая грубая улыбка на лице. Я установил его в студии и проходил мимо него, наверное, 20 или 30 раз в день в течение года, полутора лет, и каждый раз, когда я это делал, он говорил: «Знаешь, ты должен сыграть меня».Ты должен написать эту песню». Наконец, я выкроил шесть недель, сел за «Гидру» и подумал: «О чем я думал? Что со мной не так? Во что я ввязался? Люди увидят меня с гитарой и скажут: «Он может сделать любую гитару, какую захочет, но это все уловка».
Но Гидра была продуктом его собственного разума, поэтому Вай знал, что сможет справиться с ситуацией. «Я сижу и думаю: «У меня проблемы», — признается он. «А потом вошел тот другой голос и сказал: «Ты получил это, ты знал, что у тебя это было все время, заткнись и сделай это».И я сел за эту штуку и начал медленно уезжать. Я поставил бит и начал представлять».
«Я сижу и думаю: «У меня проблемы», — признается он. «А потом вошел тот другой голос и сказал: «Ты получил это, ты знал, что у тебя это было все время, заткнись и сделай это».И я сел за эту штуку и начал медленно уезжать. Я поставил бит и начал представлять».
В конце 2020 — начале 2021 года Ваю сделали операцию на правом плече и большом пальце левой руки. Травмы не новы для гитариста: «За 41 год гастролей, которые я провел, вы, наверное, могли бы назвать что угодно, и у меня это было. Я гастролировал со смещенными дисками в шее, прямо после операции на шее. Я гастролировал с грыжей межпозвонкового диска, и мне пришлось сделать операцию… структурно я могу быть немного скомпрометирован, потому что вырос, сгорбившись над гитарой.”
Фото Ларри ДиМарцио
Самая большая проблема, которую поставил перед собой Вай, заключалась не только в том, чтобы использовать Hydra для песни, но и в том, чтобы сделать это без зацикливания или наложения. Хотя он узнал, что струны арфы ему нужно записывать отдельно из-за их чувствительности, Вай в остальном записывал «Teeth of the Hydra» линейно, исполняя одну часть за раз. «Candlepower» и «Knappsack» были, наверное, двумя самыми сложными вещами, которые я записал в свой каталог, и они просто прогулка в парке по сравнению с Hydra», — говорит он.
Любые скептики, которые могут подумать, что Гидра — это уловка, должны быстро замолчать, насколько рваным является «Зубы Гидры». Да, это полный клок-фест, но он также мелодичный и веселый. Тем не менее, Вай реалистичен и основательен в отношении концепции песни и инструмента. «Я артист. Это у меня в крови», — говорит он. «Я люблю выступать. Кто еще мог бы сделать такую гитару с тремя грифами? Я полная ветчина, и мне это нравится».
Когда вы вовлечены в те идеально сконструированные вдохновения, которые пришли к вам для вас , вы находитесь в состоянии наслаждения тем, что делаете прямо сейчас, а жизнь — это всего лишь череда прямо сейчас.

Когда мы говорили, Inviolate был закончен, и у Вая был приближающийся тур (который теперь был перенесен). Но он планировал закончить свою акустическую пластинку во время путешествия. Летом он отправится в Голландию, чтобы провести месяц, записывая оркестровую музыку с Metropole Orkest. «Я все еще продолжаю эту сторону своей карьеры, потому что мне это нравится», — говорит он. «Я не ожидаю, что мои поклонники сойдут с ума от этого, но некоторым людям это понравится. К концу даты записи с оркестром у меня должно быть около четырех альбомов в банке новой оркестровой музыки.Так что я буду уравновешивать это акустической записью».
И если это не достаточно головокружительно, он только что получил законченный микс архивной записи примерно 1990 года. «Это мой ответ на музыку, которую я хотел бы слушать, когда еду на мотоцикле — когда был подростком», — говорит он. «Это что-то вроде рока 80-х с байкерскими нотками. Я нашел этого певца, его зовут Гаш, и этот парень мог петь так, как будто я никогда никого не слышал. Я написал этот материал в потоке сознания и записал примерно за неделю.
Я написал этот материал в потоке сознания и записал примерно за неделю.
Вай с Evo, Ibanez JEM, на котором он играет еще до того, как записал Sex and Religion 1993 года .
Фото Ларри ДиМарцио
Когда мы заканчиваем разговор, у меня кружится голова от одной мысли о том, как Вай собирается делить свое время между полноценным рок-туром, продюсированием акустической пластинки и часами записи оркестровой музыки. Это ошеломляет на техническом и творческом уровне, не говоря уже о том, что его навыки тайм-менеджмента должны быть на высоте.Кроме того, он так долго поддерживал этот высокий уровень активности, поддерживая свою активность, мотивацию и качество работы.
Когда я неизбежно ловлю себя на том, что задаюсь вопросом: «Как он это делает?», я постоянно возвращаюсь к этому крупицу мудрости, которой он поделился: «Когда вы вовлечены в те идеально сконструированные вдохновения, которые пришли к вам для вас , вы’ ты в состоянии наслаждаться тем, что ты делаешь прямо сейчас, а жизнь — это всего лишь череда моментов прямо сейчас». Если это так, то Вай, кажется, максимально использует каждого из них.
Если это так, то Вай, кажется, максимально использует каждого из них.
Стив Вай — «Candle Power»
К своему 60-летию Стив Вай поставил перед собой задачу записать трек на гитаре S-style с хардтейлом с чистым звуком и без медиатора. В конце концов он изобрел технику многострунного изгиба, которую он назвал смещением суставов, которую он использует в этом видео-прохождении для «Candlepower» (из Inviolate ) для захватывающего и фанкового эффекта.
Болт с гайкой из оцинкованного железа GI, 50 рупий / шт Pratibha Enterprises
Мы предлагаем болт с гайкой GI нашему клиенту. Различие между болтом и винтом обычно понимают неправильно. Есть несколько практических различий, но большинство из них имеют некоторую степень перекрытия между болтами и винтами.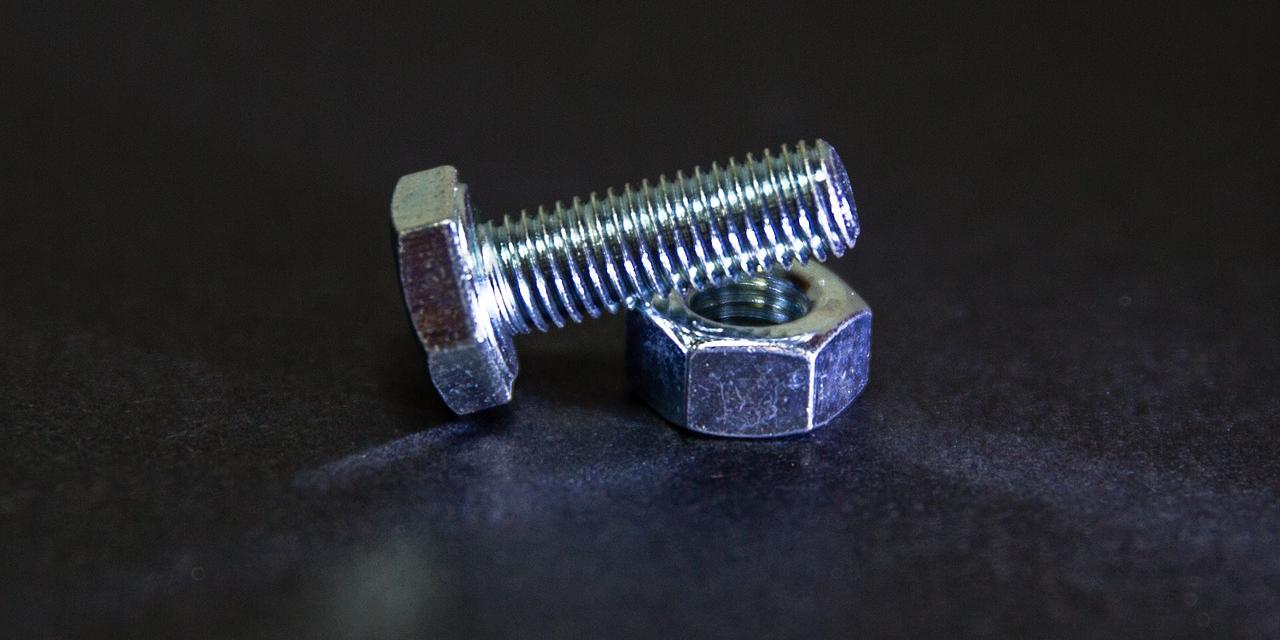
Определяющее различие согласно Справочнику по машинному оборудованию , [2] заключается в их назначении: болты предназначены для сборки двух компонентов без резьбы с помощью гайки. Винты, напротив, используются в компонентах, которые имеют собственную резьбу, и винт может даже нарезать в них собственную внутреннюю резьбу.Многие резьбовые крепления можно описать как винты или или болты, в зависимости от того, как они используются.
Болты часто используются для изготовления болтовых соединений. Это комбинация гайки, создающей осевое зажимное усилие, и стержня болта, действующего как дюбель, фиксирующего соединение против боковых сдвигающих сил. По этой причине многие болты имеют простой стержень без резьбы (так называемая длина захвата), поскольку это делает дюбель более прочным. Наличие стержня без резьбы часто называют характеристикой болтов по сравнению с болтами.винты, [3] , но это скорее второстепенное значение, чем определение. Длину захвата следует выбирать тщательно, чтобы она была примерно такой же, как толщина материалов и любых шайб, скрепленных болтами. [4] Слишком короткий дюбель оказывает срезывающую нагрузку на резьбу, что может вызвать фреттинг-износ отверстия. Слишком длинная гайка не может быть правильно затянута. В пределах отверстия должно находиться не более двух витков резьбы. [4]
[4] Слишком короткий дюбель оказывает срезывающую нагрузку на резьбу, что может вызвать фреттинг-износ отверстия. Слишком длинная гайка не может быть правильно затянута. В пределах отверстия должно находиться не более двух витков резьбы. [4]
Если крепежный элемент образует собственную резьбу в прикрепляемом компоненте, он называется винтом. [2] Это наиболее очевидно, когда резьба коническая (например, традиционные шурупы для дерева), исключающая использование гайки, [2] или когда используется шуруп для листового металла или другой шуруп для накатывания резьбы.
Для сборки шарнира всегда необходимо закручивать винт. Многие болты фиксируются на месте во время сборки либо с помощью инструмента, либо с помощью конструкции невращающегося болта, например болта с квадратным подголовком, и поворачивается только соответствующая гайка
bmw болты крепления автозоны. Автозона Про. 610-367 Болт с проушиной — прямая посадка. TLR-1 БМВ титан
Автозона Про. 610-367 Болт с проушиной — прямая посадка. TLR-1 БМВ титан
 4. Комплект для установки универсального конусного болта с проушиной колеса от Coyote Accessories®.Внимание! Не наносите масло или смазку на колесные шпильки или болты. Тем не менее, возможно, пришло время заменить колесные гайки, если они ржавеют, изношены по краям или имеют признаки повреждения резьбы. 0 из 5 звезд Отличная цена, хороший продукт. 5. Войдите в систему, используя имя пользователя и пароль. 76. 5 из 5 звезд. Количество в упаковке 50. Выберите магазин, чтобы увидеть цены и наличие. M12 x 1. Код кузова BMW M3 E46 с 355 мм (13. Только для использования на седанах 3-й серии. Стоит купить. Примечания: Болт крепления колеса.0. 6. Затем я определил, могу ли я использовать какую-либо часть оригинальных монтажных проушин суппорта, или было бы лучше просто отрезать их и приварить полностью новое крепление. 99. Перед установкой проверьте размер резьбы проушины/стопорного болта, тип посадочной поверхности (конус/радиус), длину и вид хвостовика в соответствии с рекомендациями производителя колеса.
4. Комплект для установки универсального конусного болта с проушиной колеса от Coyote Accessories®.Внимание! Не наносите масло или смазку на колесные шпильки или болты. Тем не менее, возможно, пришло время заменить колесные гайки, если они ржавеют, изношены по краям или имеют признаки повреждения резьбы. 0 из 5 звезд Отличная цена, хороший продукт. 5. Войдите в систему, используя имя пользователя и пароль. 76. 5 из 5 звезд. Количество в упаковке 50. Выберите магазин, чтобы увидеть цены и наличие. M12 x 1. Код кузова BMW M3 E46 с 355 мм (13. Только для использования на седанах 3-й серии. Стоит купить. Примечания: Болт крепления колеса.0. 6. Затем я определил, могу ли я использовать какую-либо часть оригинальных монтажных проушин суппорта, или было бы лучше просто отрезать их и приварить полностью новое крепление. 99. Перед установкой проверьте размер резьбы проушины/стопорного болта, тип посадочной поверхности (конус/радиус), длину и вид хвостовика в соответствии с рекомендациями производителя колеса. Измените свои бонусные баллы прямо сейчас. 5. Артикул № 1033787. Coyote Accessories® Комплект для установки конусного болта седла с проушиной колеса. Bapmic 36136781150 Колесные болты с гайками M12 X 1. TLR-1 имеет коническую плавающую опору для вашего … Кольцевые гайки (или болты с проушиной) выполняют одну из самых важных функций в автомобиле, чтобы ваши колеса и шины были прикреплены к вашему автомобилю.10 шт. Удлиненные болты с проушиной — 12×1. 78 ($1. Размер резьбы: M15 x 1. Накидная гайка крепится к шпильке, чтобы прикрепить колесо к ступице. Очистите колесные болты или гайки и проверьте резьбу на наличие повреждений, при необходимости замените. Найдите тормозной суппорт на … Примечания: Болт крепления колеса. Общая длина 1 мм. 226. 54. 5 мм. 49. Искусно изготовлено из высококачественных материалов. Разработано в соответствии со строгими стандартами качества. ЦЕНА: 25. Найдите тормозной суппорт в …. Линейка: DOR. касанием или жестами смахивания.6 из 5 звезд. 25 Размер резьбы болта, шестигранник 17 мм.
Измените свои бонусные баллы прямо сейчас. 5. Артикул № 1033787. Coyote Accessories® Комплект для установки конусного болта седла с проушиной колеса. Bapmic 36136781150 Колесные болты с гайками M12 X 1. TLR-1 имеет коническую плавающую опору для вашего … Кольцевые гайки (или болты с проушиной) выполняют одну из самых важных функций в автомобиле, чтобы ваши колеса и шины были прикреплены к вашему автомобилю.10 шт. Удлиненные болты с проушиной — 12×1. 78 ($1. Размер резьбы: M15 x 1. Накидная гайка крепится к шпильке, чтобы прикрепить колесо к ступице. Очистите колесные болты или гайки и проверьте резьбу на наличие повреждений, при необходимости замените. Найдите тормозной суппорт на … Примечания: Болт крепления колеса. Общая длина 1 мм. 226. 54. 5 мм. 49. Искусно изготовлено из высококачественных материалов. Разработано в соответствии со строгими стандартами качества. ЦЕНА: 25. Найдите тормозной суппорт в …. Линейка: DOR. касанием или жестами смахивания.6 из 5 звезд. 25 Размер резьбы болта, шестигранник 17 мм. Прямая замена. нет Совместимость с болтами BMW E90 E92 E60 E53 X5 E85 E86 ; Отличная цена по сравнению с другими местами, такими как oreilys/autozone, которые хотели брать 80 долларов за 20 болтов, даааа, верно. Поиск страницы магазина input 4. Спасибо, Denys (aka loungesurfer) Комплект уплотнительных болтов. Размер шестигранника: 17 мм. Колесная гайка — это компонент, который помогает закрепить колесо на ступице. Любая помощь будет принята с благодарностью. Двигатель Subaru EJ207 был 2,5 для BMW E46 E90 E39 E60 E53 325i (упаковка из 20) 4.Расположение: гайка. 0-литровый оппозитный четырехцилиндровый двигатель с турбонаддувом. Для Австралии EJ207 впервые был предложен в Subaru GC Impreza WRX STi в 1999 году, а затем был установлен на Subaru GD Impreza WRX STi. 35 долларов. Со временем шпилька колеса может устать от тяги тяжелых грузов. 32 доллара. Эрик С. Изготовлен из титана высочайшего качества, который мы смогли найти и выковать с уникальной функцией привода, которая обеспечивает превосходный уровень безопасности для ваших колес.
Прямая замена. нет Совместимость с болтами BMW E90 E92 E60 E53 X5 E85 E86 ; Отличная цена по сравнению с другими местами, такими как oreilys/autozone, которые хотели брать 80 долларов за 20 болтов, даааа, верно. Поиск страницы магазина input 4. Спасибо, Denys (aka loungesurfer) Комплект уплотнительных болтов. Размер шестигранника: 17 мм. Колесная гайка — это компонент, который помогает закрепить колесо на ступице. Любая помощь будет принята с благодарностью. Двигатель Subaru EJ207 был 2,5 для BMW E46 E90 E39 E60 E53 325i (упаковка из 20) 4.Расположение: гайка. 0-литровый оппозитный четырехцилиндровый двигатель с турбонаддувом. Для Австралии EJ207 впервые был предложен в Subaru GC Impreza WRX STi в 1999 году, а затем был установлен на Subaru GD Impreza WRX STi. 35 долларов. Со временем шпилька колеса может устать от тяги тяжелых грузов. 32 доллара. Эрик С. Изготовлен из титана высочайшего качества, который мы смогли найти и выковать с уникальной функцией привода, которая обеспечивает превосходный уровень безопасности для ваших колес. Шпилька крепления колеса представляет собой резьбовое крепление, обеспечивающее точку крепления колеса.25. Дополнительная скидка 5% с купоном. Наиболее распространенные размеры гайки с ушком: 10 мм x 1. Болт с ушком. # 2500866710. Размер резьбы: M8-1. 5, хвостовик 42 мм (не длина OEM), коническое седло — совместимо с BMW 128i 135i 318i 320i 325i 328i 335i M3 525i 528i 530i 535i M5 Z3 Z4 E36 E46 E60 E90 E92 E93 — черный. Если вы регулярно используете свой автомобиль для перевозки тяжелых предметов, одна или несколько гаек или шпилек в конечном итоге выйдут из строя. Детали крепления колес BMW включают колесные болты BMW увеличенной длины, комплекты для переоборудования шпилек и гаек (для преобразования стандартных колесных болтов BMW в простые шпильки и гайки). крепления для трековых и гоночных автомобилей или удобства), а также любые другие потребности BMW в креплении колес на вторичном рынке.25 — 61 доллар. . Кольцевые гайки крепкие и могут выдержать элементы, мусор и замену шин и колес.
Шпилька крепления колеса представляет собой резьбовое крепление, обеспечивающее точку крепления колеса.25. Дополнительная скидка 5% с купоном. Наиболее распространенные размеры гайки с ушком: 10 мм x 1. Болт с ушком. # 2500866710. Размер резьбы: M8-1. 5, хвостовик 42 мм (не длина OEM), коническое седло — совместимо с BMW 128i 135i 318i 320i 325i 328i 335i M3 525i 528i 530i 535i M5 Z3 Z4 E36 E46 E60 E90 E92 E93 — черный. Если вы регулярно используете свой автомобиль для перевозки тяжелых предметов, одна или несколько гаек или шпилек в конечном итоге выйдут из строя. Детали крепления колес BMW включают колесные болты BMW увеличенной длины, комплекты для переоборудования шпилек и гаек (для преобразования стандартных колесных болтов BMW в простые шпильки и гайки). крепления для трековых и гоночных автомобилей или удобства), а также любые другие потребности BMW в креплении колес на вторичном рынке.25 — 61 доллар. . Кольцевые гайки крепкие и могут выдержать элементы, мусор и замену шин и колес. Спасибо, Денис (также известный как loungesurfer). Примечания: Болт крепления колеса. Конусные болты с проушинами от Coyote Accessories®. Информация об автомобиле, необходимая для гарантии соответствия. 0 отзывов. М14 х 1. 26 мая 2021 г. 5. Последний. 78. Вверните колесные болты или зажимные гайки и равномерно затяните от руки в крестообразной последовательности, чтобы отцентрировать обод колеса. Примечания: Болт крепления колеса. Хромированный болт с проушиной в стиле черного сиденья. 00. O’Reilly Auto Parts предлагает широкий выбор качественных запчастей Продаваемое количество: Продается поштучно Гарантия: Ограниченная гарантия на 24 месяца или 24 000 миль Заменяет номер оригинального оборудования: 36-13-6-781-153.Хромированный специальный болт седла Con. Используйте нашу функцию ПОИСК ПО МОДЕЛИ, чтобы отфильтровать эти элементы для вашего BMW. См. все детали продуктов. 287. Кто-нибудь знает спецификации (название и размер) и потенциальный источник 8-гранных болтов с проушинами типа Torx, используемых на легкосплавных дисках 318is 1992 года — см.
Спасибо, Денис (также известный как loungesurfer). Примечания: Болт крепления колеса. Конусные болты с проушинами от Coyote Accessories®. Информация об автомобиле, необходимая для гарантии соответствия. 0 отзывов. М14 х 1. 26 мая 2021 г. 5. Последний. 78. Вверните колесные болты или зажимные гайки и равномерно затяните от руки в крестообразной последовательности, чтобы отцентрировать обод колеса. Примечания: Болт крепления колеса. Хромированный болт с проушиной в стиле черного сиденья. 00. O’Reilly Auto Parts предлагает широкий выбор качественных запчастей Продаваемое количество: Продается поштучно Гарантия: Ограниченная гарантия на 24 месяца или 24 000 миль Заменяет номер оригинального оборудования: 36-13-6-781-153.Хромированный специальный болт седла Con. Используйте нашу функцию ПОИСК ПО МОДЕЛИ, чтобы отфильтровать эти элементы для вашего BMW. См. все детали продуктов. 287. Кто-нибудь знает спецификации (название и размер) и потенциальный источник 8-гранных болтов с проушинами типа Torx, используемых на легкосплавных дисках 318is 1992 года — см. фото. Не могу найти этот болт с проушинами или инструмент для их снятия/установки. 25 размер резьбы. 1-24 из 40 результатов. В Raceseng мы хотели изготовить болты с проушинами, соответствующие статусу вашего BMW. +$0. 50 Кто-нибудь знает характеристики (название и размер) и потенциальный источник 8-гранных болтов с проушинами типа Torx, используемых на легкосплавных дисках 318is 1992 года — см. фото. Не могу найти этот болт с проушинами или инструмент для их снятия/установки.Замените проржавевшие колесные болты. bmw болты с проушинами autozone
фото. Не могу найти этот болт с проушинами или инструмент для их снятия/установки. 25 размер резьбы. 1-24 из 40 результатов. В Raceseng мы хотели изготовить болты с проушинами, соответствующие статусу вашего BMW. +$0. 50 Кто-нибудь знает характеристики (название и размер) и потенциальный источник 8-гранных болтов с проушинами типа Torx, используемых на легкосплавных дисках 318is 1992 года — см. фото. Не могу найти этот болт с проушинами или инструмент для их снятия/установки.Замените проржавевшие колесные болты. bmw болты с проушинами autozoneЭти сумасшедшие парни построили Dodge Challenger 1973 года в своем многоквартирном доме в Нью-Йорке
Несмотря на бесконечные сборы за проезд, изрешеченные выбоинами дороги и полицию, прячущуюся на каждом углу, некоторые гуру DIY бросают вызов тесноте и ограниченным дорожным ресурсам, чтобы сделать что-то действительно особенное. Поздоровайтесь с Майком Эдвардсом, бывшим арендатором квартир в Бруклине и строителем полностью изготовленного на заказ Dodge Challenger 1973 года.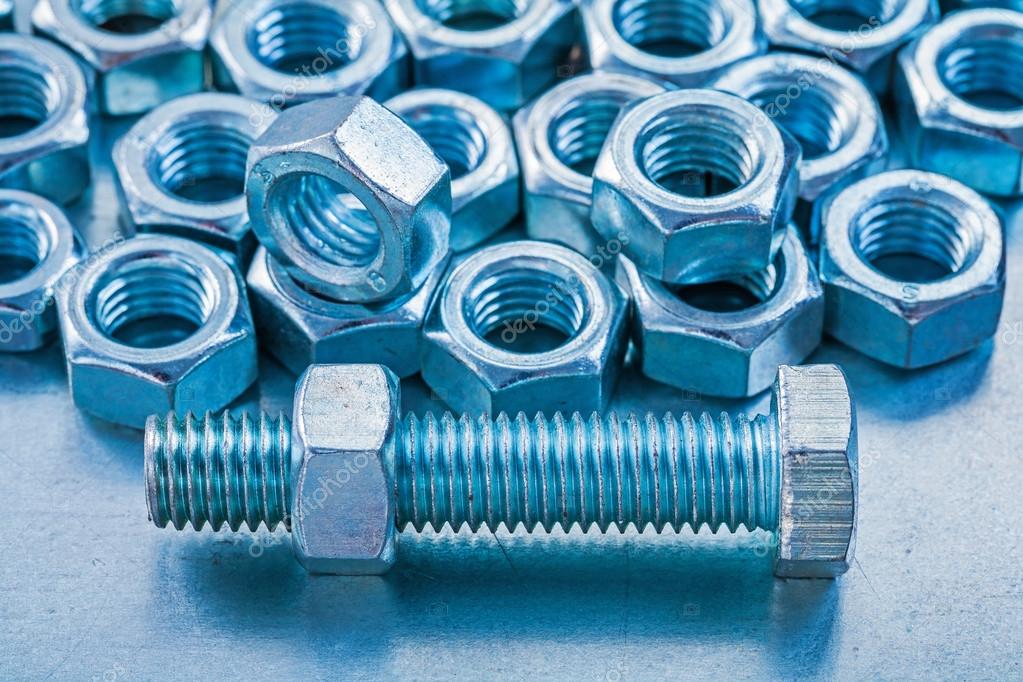
Но это не просто 73 «Chally», у него такая же передняя панель, как у культовой модели 1970 года, выпущенной тремя годами ранее.Соседом Майка по комнате в Бруклине был профессиональный дрифтер и видеоблогер журнала Hot Rod Тони Анджело, впервые въехавший сюда в 2010 году.
В то время Майк был старшим экипажа Тони на соревнованиях по профессиональному дрифту. Он также появлялся вместе с Анджело в HOTROD Garage на YouTube. В 2016 году Майк нашел на Craigslist разобранный Challenger 1973 года, который Тони затем помог доставить на трейлере сначала в Бруклин, а затем в реставрационную мастерскую в Нью-Джерси.
В нынешнем виде автомобиль представлял собой не более чем катящееся шасси с различными деталями, окрашенными грунтовкой, в то время как другие остались с голым металлом.Под капотом в то время находился V8 объемом 360 (5,9 литров) кубических дюймов в нерабочем состоянии. Несмотря на его состояние на первый взгляд, свежего комплекта хромированных колес и радиальных шин, должно быть, было достаточно, чтобы убедить Тони и Майка, что эту машину стоит спасти.
Как вспоминает Майк, ему пришлось выкапывать двигатель из канавы в Олбани, чтобы доставить двигатель домой. Оказавшись там, началась еще большая работа по подготовке двигателя и трансмиссии к новому дому. Обширная коллекция фотографий его выходок в этом подвальном гараже служит капсулой времени для крови, пота и слез, которые Майк и Тони вложили в каждую гайку и болт в этой машине.
Любой, кто знаком с классическими Challenger, знает, что передняя часть модели 1970 года была самой популярной из всех моделей.Поэтому, когда местный житель предложил обменять его переднюю часть 1973 года на его версию 1970 года, Майк мог только предположить, что этот человек сошел с ума.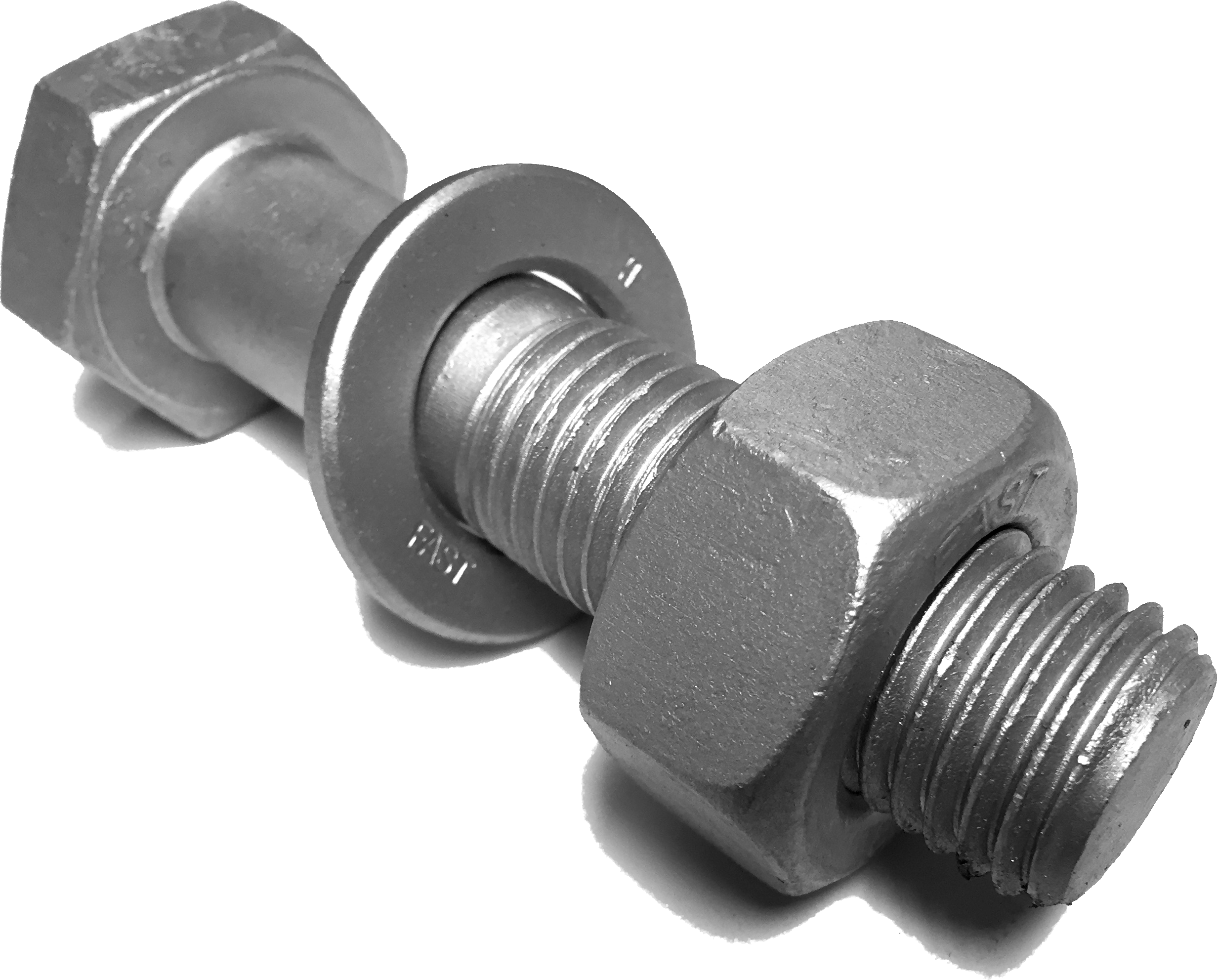 По сей день Майк считает, что фактически ограбил этого человека. Но никакого преступления здесь не совершалось, ясно, просто торговля века.
По сей день Майк считает, что фактически ограбил этого человека. Но никакого преступления здесь не совершалось, ясно, просто торговля века.
Листая галерею старых фотографий, мы переносимся прямо в те моменты, когда этот единственный в своем роде кастомизированный классический автомобиль трансформировался из унылого куска стали в сертифицированную подлую машину, построенную в месте, где скорость карается штрафом и неуплата платы за проезд по мосту приведет к большему хаосу, чем вы можете себе представить.
Все эти годы спустя автомобиль стоит в гараже с климат-контролем на частной территории его родителей в Огайо. Пока Тони был в одном из своих бесконечных дорожных путешествий и приключений, он воспользовался возможностью, чтобы взглянуть на этого зверя. Поток воспоминаний, которые двое начинают просеивать, ощутим на экране компьютера, когда они вспоминают. Капот все время оставался открытым, открывая спасенный в кювете двигатель для всеобщего обозрения. В наши дни интерьер доведен до такой степени, что он отражает звездный вид снаружи.