Полимерно-порошковая краска в СПБ | Pulverspb
Полимерно-порошковая краска – это отличная альтернатива традиционным лакокрасочным материалам, имеющая широкую сферу применения. Рынок требует современных красок, которые обладают уникальными свойствами. Порошковые краски, в данный момент, являются ведущим поставщиком передовых технических решений в области защитных и декоративных покрытий.
Любой предмет, на который может быть передан электростатический заряд, может быть окрашен порошковой краской. После предварительной подготовки, окрашиваемые поверхности подвергаются термической обработке. Это объясняется технологией нанесения вещества, подразумевающей запекание слоя. В результате этого получается твердое покрытие, стойкое к механическим воздействиям.
Достоинства краски
Среди преимуществ полимерно-порошковых красок отметим такие, как:
- Особый состав, преобразующийся в тонкое и прочное покрытие, которое устойчиво к воздействию влаги, воздуха, кислот;

Порошковые краски поставляются в трех основных видах, каждый из которых предлагает различные технические характеристики. Эпоксидное покрытие для лучшей защиты от коррозии. Гибридные, как правило, обладают лучшим химическим и растворяющим сопротивлением. Полиэстер для высшей внешней стабильности и производительности. - Служит покрытие в разы дольше по сравнению с обычными красками (технологически правильное нанесение, дает выигрыш по срокам в 5-7 раз). Минимизирует воздействие на окружающую среду, поскольку применяется гораздо меньшее количество воды, электроэнергии и химических веществ. Экономит время и ресурсы;
- Особый состав, преобразующийся в тонкое и прочное покрытие, которое устойчиво к воздействию влаги, воздуха, кислот;

Порошковое покрытие выдерживает экологические стрессы и требует меньшего внимания.
- В составе красок только безопасные компоненты, которые не вредят здоровью людей;
Нет опасных ингредиентов. Никаких опасных испарений (Вдыхания пыли всё же, следует избегать, оператор должен носить противопыльную маску).
Продукты не содержат мышьяка, селена, свинца, шестивалентного хрома, ртути, сурьмы, кадмия и других тяжелых цветных металлов и произведены в полном соответствии с требованиями к охране окружающей среды Российской Федерации и Европейского Союза.
- Продукция представлена в широком разнообразии цветов, что позволит подобрать необходимый вариант для любых задач;
Порошковые краски, обычно производятся по каталогам цветов Ral, отдельные краски, могут быть произведены под заказ по образцу и с использованием каталогов других отраслей (потребуется заказывать партию). - Такие краски ценят и за отличные декоративные свойства. Они обеспечивают единство внешнего вида, и скрывают дефекты поверхности. Гладкие глянцевые, глубоко матовые цветные поверхности хорошо контрастируют с органическими узорами и мягкой текстурой. Прочные порошковые покрытия, обеспечивают оптимальное сочетание защиты от коррозии и декоративные решения.
Наиболее часто краску используют для окрашивания садовой, офисной, бытовой и другой мебели. Строительные конструкции и фасады зданий. Автопром. Также порошковая краска используется для покраски металлических конструкций, торгового и фондового оборудования, спортинвентаря, станков, стеллажей, прилавков и пр.
Строительные конструкции и фасады зданий. Автопром. Также порошковая краска используется для покраски металлических конструкций, торгового и фондового оборудования, спортинвентаря, станков, стеллажей, прилавков и пр.
Гибридная порошковая краска П-ЭП-ПЛ-2062, полуматовая — ЯЗПК
Термоотверждаемая эпоксидно-полиэфирная порошковая краска представляет собой гомогенизированную смесь эпоксидной и полиэфирной смол, пигментов и различных добавок. Упаковка по 20 кг в картонных коробках с полиэтиленовым мешком-вкладышем.
| Применение | Краска рекомендуется для получения защитно-декоративных покрытий на различных металлических поверхностях, ограниченно эксплуатируемых в атмосферных условиях. Обладает высокими механическими свойствами, устойчива к агрессивным средам. Наносится электростатическим и трибостатическим методами. |
| Хранение | В течении 24 месяцев в сухом отапливаемом помещении при температуре 0-25°С и относительной влажности не более 70%. |
| Толщина покрытия | 60-80 мкм |
| Расход | 80-120 г/м2 |
| Отверждение(тем-ра металла) | 180оС — 15 минут200оС – 10 минут |
| Подготовка поверхности | Подготовку металлических поверхностей перед нанесением композиции осуществляют по ГОСТ 9.402. Степень очистки поверхности от окислов металлов – 2, степень обезжиривания – первая по ГОСТ 9.402. Поверхности, подлежащие напылению порошковой композицией, не должны иметь заусенцев, острых кромок (радиусом закругления менее 0,3 мм),прожогов, нарушений сплошности металла в виде трещин и т.п. |
Свойства порошковой краски и покрытий на ее основе
| Наименование показателя | Нормы по ТУ 2329-003-21707421-2004 | Метод испытания | |
| Внешний вид краски | Тонкодисперсный порошок однотонный по цвету | Визуально | |
| Массовая доля летучих веществ, %, не более | 1,0 | По ТУ | |
| Цвет покрытия | По каталогу RAL или эталону заказчика | — | |
| Внешний вид покрытия | Однотонная поверхность без механических включений, кратеров, пор, оспин | Визуально | |
| Блеск покрытий при 60о, % | 30-60 | ISO 2813 | |
| Адгезия методом решетчатых надрезов, баллы, не более | 0 | ISO 2409 | |
| Прочность покрытия при ударе, см, не менее | 60 | ISO 6272 | |
| Влагостойкость при (40±2)оС, после 1000ч: | Без изменений | ISO 6270 | |
| Стойкость к статическому воздействию жидкостей при (20±2)°С, после 500 ч | вода 5%-ный р-р NaCl 3%-ный р-р Na2CO3 | Без изменений Без изменений Без изменений | ГОСТ 9. 403 403 |
| Стойкость к соляному туману, ч | 500 | ISO 9227 | |
Все гибридные краски
Порошковая краска — виды и характеристики сухой краски-порошка
Порошковая краска представляет собой новейшее поколение красящих составов. Обладая множеством достоинств и выгодных отличий, как в технологических особенностях применения, так и в конечном результате, она стала альтернативной заменой большинству лакокрасочных средств и покрытий. За короткое время она завоевала многие сферы, от промышленности и строительства, до интерьерного дизайна помещений.
К преимуществам порошковой краски уверенно можно отнести:
- универсальность – она применяется практически везде, от автомобилестроения и фасадных работ, до декорирования бытовой техники, мебели и дизайнерских украшений;
- простота технологии – краска сразу готова к использованию без предварительной подготовки, а процедура окрашивания не занимает много времени;
- экономичность – процесс окрашивания можно назвать безотходным, ведь осыпавшиеся частицы порошка пригодны к повторному использованию;
- безопасность – составы абсолютно нетоксичны и не наносят вреда окружающей среде;
- качество окрашивания – ложится ровным слоем, не образует пузырей, не слоится и не течет, формируя покрытие небольшой толщины;
- высокая адгезия – надежно сцепляется со всеми типами поверхности, включая металлы;
- надежность – образуемое покрытие обладает стойкостью к различным видам воздействия, прочностью и долговечностью;
- эстетичность – широкий выбор оттенков, текстур и форматов.
.jpg)
По своему составу порошковая краска представляет собой смесь сухих полимеров, не требующих специальной подготовки и применения растворителей. Принцип покраски состоит в нанесении сухой красящей смеси на поверхность с дальнейшей полимеризацией. Благодаря такой технике краска наносится в один слой, образуя прочное покрытие, обладающее высокими защитными и эксплуатационными свойствами.
Структура порошковой краски
Состав и структурные компоненты порошковой краски – это смесь твердых полимерных частиц и красящих пигментов, для которой активной средой является не жидкий растворитель, а воздушный поток. И хотя химические компоненты порошковых составов похожи на состав жидких лакокрасочных средств, на практике их эксплуатационные свойства и характеристики различаются.
Ключевым моментом является отсутствие жидкой фракции, чем обусловлены:
- снижение требований к хранению и перевозке порошковой краски;
- увеличение срока пригодности;
- отсутствие вредных испарений;
- отсутствие горючих веществ и опасности возгорания.

Основой порошковых красок служат полимеры, обеспечивающие адгезию с поверхностью и плавление порошкового покрытия. Кроме основы, в состав смеси входят:
- наполнители в виде металлических оксидов, например, титановых и алюминиевых;
- пигменты, отвечающие за цветовые характеристики краски;
- пленкообразователи на смоляной основе;
- отвердители для эпоксидки;
- эфиры акриловых смол.
Все составляющие порошковых красок имеют сухую дробную консистенцию, которая отличается сыпучестью и длительным сроком пригодности. Пигмент и наполняющие вещества составляют около 50% от общего состава. В зависимости от типа и характеристик пигмента, краски могут различаться по цвету и текстуре покрытия, степени электризации и адгезионным показателям.
Пигменты, используемые для порошковых составов, полностью идентичны тем, которые используют для традиционных акриловых красок. Их количество и соотношение в композиции определяется типом краски, ее предназначением и итоговым цветом. Цвет отличается не только гаммой, но и глубиной оттенка, наличием или отсутствием металлического блеска, а также текстурой покрытия.
Цвет отличается не только гаммой, но и глубиной оттенка, наличием или отсутствием металлического блеска, а также текстурой покрытия.
Свойства порошковой краски
Основными отличиями и достоинствами, которыми обладает порошковая краска, являются ее структура и способ применения. Технология использования порошка заключается в сухом нанесении с последующей термической обработкой окрашенного изделия, в результате которой получают однородное покрытие, обладающее прочностью и устойчивостью.
Весь ассортимент порошковых красок можно разделить на категории по цветовым характеристикам и по химической основе. По цветовой пигментации различают:
- с содержанием пигмента – более плотные виды порошковой краски, выпускаемые в широком спектре оттенков и текстур, при нанесении образуют прочный слой красящего вещества, применяются для окрашивания различных изделий и материалов;
- без содержания пигмента – бесцветные порошковые структуры, образующие при полимеризации прозрачный лаковый слой, используются для лакирования окрашенных и неокрашенных поверхностей, например, придания блеска мебели или формирования защитного покрытия на токопроводящих металлах.

По химическому составу порошковую краску классифицируют на два основных типа:
- термопластичные – созданные одними из первых, представляют собой красящие составы, которые плавятся, меняя состояние полимеров, но оставаясь неизменными по химическому составу;
- термореактивные – пленкообразующие вещества, входящие в порошковую краску, при плавлении не только изменяются физически, но и вступают в реакцию, образуя новый химический продукт.
Термопластичный порошок подходит для использования в наружных и внутренних работах, покрытие обладает высокими эстетическими характеристиками и устойчивостью к влажности, атмосферному и химическому воздействию, но неустойчиво к термической нагрузке. Термореактивные краски легко переносят перепады температур, механические и атмосферные нагрузки, а также не поддаются химическим воздействиям.
Характеристики порошковой краски
Характеристики, присущие порошковой краске, принципиально отличаются от свойств и показателей привычных жидких красящих составов. Так как средой растворения для порошковой краски является воздух, а не жидкий растворитель, то основными ее качествами выступают:
Так как средой растворения для порошковой краски является воздух, а не жидкий растворитель, то основными ее качествами выступают:
- сыпучесть – порошок должен легко рассыпаться, не слеживаясь и не образовывая комков;
- однородность – частицы должны быть одной фракции, чтобы получать одинаковую степень электризации и ложиться тонким ровным слоем на окрашиваемую поверхность;
- стабильность – относительно как физических свойств, так и химического состояния смеси;
- фракция частиц – для нанесения тонкого и однородного слоя частицы краски не должны превышать размера 330 микрон, а оптимальным будет интервал от 50 до 100 микрон.
Еще одним немаловажным показателем является впитываемость. Качественная краска должна противостоять насыщению влагой, оставаясь сухой и сыпучей. Также отличительной особенностью, выделяющей порошковую краску среди разнообразных видов красителей, является технология окраски.
Традиционные способы нанесения, как использование кистей, валиков, а также погружение или обливание красящим составом, для порошковых смесей неприменимы. Порошковая краска наносится методом аэрозольного напыления, а также нанесения струей с помощью специального оборудования, сообщающего частицам красящей смеси электростатический заряд.
Порошковая краска наносится методом аэрозольного напыления, а также нанесения струей с помощью специального оборудования, сообщающего частицам красящей смеси электростатический заряд.
Нанесенная такими способами краска образует один тонкий и плотный слой, которого хватает для создания полноценного покрытия, не уступающего привычной жидкой окраске. При полимеризации расплавленные частицы формируют устойчивую пленку, выполняющую как эстетические, так и защитные функции. Та часть порошковой смеси, которая не адгезировала, а осыпалась с поверхности, пригодна для повторного использования.
Виды и полимеры, применяемые в порошковых красках
Кроме двух основных категорий, характеризующих способ пленкообразования, существует множество видов порошковой краски по типу химической основы и предназначения. По видам пленкообразующих веществ краски бывают:
- эпоксидные – на смоляной основе, отличаются высокой степенью прочности, устойчивостью к растворению, хорошей сцепкой с поверхностью, но склонны желтеть при высоких температурах;
- полиэфирные – обладают прекрасными эстетическими свойствами, сохраняют чистоту цвета, демонстрируют стойкость к атмосферным и механическим воздействиям, но чувствительны к химическим растворителям;
- поливинилхлоридные – оптимальные краски для дизайнерского и интерьерного применения в наружных и внутренних работах, обладают хорошей стойкостью и разнообразием цветовой и текстурной палитры;
- полиэтиленовые – отличаются термоустойчивостью, хорошо переносят механические нагрузки и обладают влагоотталкивающими свойствами, идеально подходят для покраски трубопроводных коммуникаций;
- полиамидные – декоративная категория для оформления интерьера внутри и снаружи зданий.

По назначению и степени стойкости также выделяют такие категории, как атмосфероустойчивые, антикоррозийные, цинковые, электроизолирующие и химически устойчивые виды красок. При их помощи окрашивают детали механизмов и оборудования, опоры и металлоконструкции для наружного монтажа, а также магистральные трубопроводы, в том числе и подводные.
Кроме того, порошковая краска выпускается в отдельных категориях для специального применения, как фасадная, текстурная, многоцветная и с металлическим блеском. При помощи этих красок можно создавать различные композиции, имитировать материалы и воплощать любые дизайнерские идеи. Номер цвета, степень блеска и индивидуальные свойства краски указываются производителем.
Применение порошковой краски
Техника применения порошковых смесей кардинально отличается от использования привычных красящих составов. В целом, процесс нанесения краски проще, экономичнее и занимает меньше времени, а достигаемый результат качественнее. Для порошковой покраски существует несколько способов, каждый из которых подбирают в зависимости от типа окрашиваемого изделия и материала.
Для порошковой покраски существует несколько способов, каждый из которых подбирают в зависимости от типа окрашиваемого изделия и материала.
Промышленное окрашивание предполагает использование покрасочных камер. Там частицы краски получают электростатический заряд и притягиваются к изделию, покрывая его даже в труднодоступных участках. Притяжение позволяет порошковой краске проникнуть в каждую щель и изгиб, формируя однородный слой. После нанесения краски изделия отправляются в термокамеру для полимеризации.
Металлические детали окрашивают с помощью трибостатики – метода, позволяющего наэлектризовать частицы краски без использования источника питания. Частицы получают заряд статического электричества в процессе трения, поэтому исключен электрический контакт металла и оборудования с последующим искрением и возгоранием. В обоих вариантах осыпавшиеся излишки порошковой смеси можно собрать и использовать повторно.
Порошковая краска — основные компоненты
Эпоксидные порошковые краски обеспечивают достижение высоких физико-механических характеристик (в первую очередь ударопрочность и коррозионная стойкость) и используются главным образом для покрытия труб магистральных газопроводов, а также для окраски металлической тары и ручного инструмента. Их основным компонентом являются такие твердые эпоксидные смолы, как EPIKOTE 3003, EPIKOTE 3004 и EPIKOTE 1055 производства Resolution Performance Products (ранее Shell Chemicals). Отвердителем эпоксидной смолы служит дициандиамид, который поставляет, например, фирмы Odda (Норвегия).
Их основным компонентом являются такие твердые эпоксидные смолы, как EPIKOTE 3003, EPIKOTE 3004 и EPIKOTE 1055 производства Resolution Performance Products (ранее Shell Chemicals). Отвердителем эпоксидной смолы служит дициандиамид, который поставляет, например, фирмы Odda (Норвегия).
Могут применяться и фенольные отвердители типа Epicure 168 и Epicure 182 также производства Resolution Performance Products. Часто вместе с отвердителем используются ускорители отверждения – замещенные имидазолы марки Curesol производства Shikoku Chemicals (Япония).
В ряде случаев предпочтительным является применение высокореакционных отвердителей Epicure 108 FF и Epicure 143 FF фирмы Resolution Performance Products, представляющий собой фракционированный по размеру и дициандиамид с уже введенным ускорителем отверждения.
Эпокси-полиэфирные (гибридные) порошковые краски предполагают замену от 50 до 70% эпоксидной смолы твердыми полиэфирами, такими как полиэфиры Albester фирмы Eastman Chemicals (ранее McWhorter), Италия. Гибридные порошковые краски обеспечивают превосходный внешний вид изделий, устойчивость к действию традиционных моющих средств и бытовых загрязнителей. Одна из основных сфер применения таких красок – покрытие корпусов стиральных машин, холодильников и других бытовых приборов. В состав гибридных красок входит также 3-5% бензоина фирмы Caffaro (Италия), это своего рода твердый растворитель, который способствует удалению воздуха из формирующейся пленки.
Гибридные порошковые краски обеспечивают превосходный внешний вид изделий, устойчивость к действию традиционных моющих средств и бытовых загрязнителей. Одна из основных сфер применения таких красок – покрытие корпусов стиральных машин, холодильников и других бытовых приборов. В состав гибридных красок входит также 3-5% бензоина фирмы Caffaro (Италия), это своего рода твердый растворитель, который способствует удалению воздуха из формирующейся пленки.
Для снижения температуры отверждения гибридных красок до 140оС могут использоваться как специальные отвердители типа Hardener HT 3082 ES и Hardener XB 3086 фирмы Vantico (Швейцария), так и специально подобранные полиэфиры. Например, при использовании полиэфира Albester 2220 для производства гибридных красок, вместо стандартных условий отверждения 160оС/20 мин можно применять условия 145оС/25 мин, что тем не менее обеспечивает необходимую по техническим условиям ударопрочность получаемого покрытия. Именно таким образом, используя краску на основе Albester 2220, широко известному производителю бытовой техники — фирме Electrolux — удается экономить электроэнергию за счет работы при пониженной температуре отверждения, получая покрытие со вполне достаточной прочностью.
Полиэфирные порошковые краски являются наиболее распространенными в Западной Европе для получения атмосферостойких защитно-декоративных покрытий, — особенно архитектурных деталей, подверженных интенсивному воздействию солнечного света, например, оконных профилей, деталей рекламных вывесок, а также прозрачных лаков по металлу. Полиэфирные краски не содержат в своем составе эпоксидной смолы. Полиэфиры Albester (фирма Eastman Chemicals, Италия), являющиеся основным компонентом таких красок, отверждаются либо триглицидилизоциануратом TGIC, поставляемым под торговым наименованием Araldite PT 810 фирмой Vantico (Швейцария), либо гидроксиалкиламидом марки Primid XL 552 фирмы EMS Chemicals (Швейцария).
Из-за потенциально мутагенного действия TGIC, в ряде стран (в частности, в Германии, Швеции) применение TGIC ограничено лишь производством порошковых полиэфирных прозрачных лаков для покрытия колесных дисков автомобилей. В других странах (например, в Великобритании) таких строгих ограничений нет.
Фирма Eastman Chemicals разработала и выпустила на рынок уникальный полиэфир Albester 5180, который обеспечивает отверждение TGIC в режиме 120оС/30 мин, либо в режиме 130оС/25 мин. В настоящее время образцы этого полиэфира испытываются российскими производителями порошковых красок, Особенностью ассортимента фирмы Eastman Chemicals является наличие полиэфиров Albester, предназначенных для отверждения TGIC, которые могут быть также успешно использованы и для отверждения PRIMIDом. В эти полиэфиры введено такое небольшое количество катализатора, которое обеспечивает их стабильную работу с TGIC и в то же время не ухудшает свойств материала при его альтернативном отверждении PRIMIDом. Для ряда производителей порошковых красок работа с подобными продуктами является более удобной, так как позволяет сократить ассортимент закупаемого ими сырья и более оперативно выполнять заказы потребителей готовой краски.
Например, полиэфир Albester 5130 может быть использован как с TGIC в пропорции 93/7 в режиме 180оС/20 мин, либо с PRIMID в пропорции 95/5 в режиме 160оС/20 мин.
Следует иметь ввиду, что одной из современных тенденций развития промышленности полиэфирных порошковых красок является стремление к уменьшению содержания отвердителя в рецептуре, и соображения экономии являются в данном случае далеко не последними. Четырехфункциональный PRIMID открывает для этого лучшие возможности по сравнению с трехфункциональным TGIC.
Так, полиэфир Albester 5130 может быть использован с TGIC в пропорции 93/7 (в режиме 180оС/20 мин), в то время как с PRIMID пропорция составляет 95/5 в режиме 160оС/20 мин. Данный полиэфир обладает хорошо сбалансированными параметрами реакционной способности и розлива.
Полиэфир Albester 5140 также может быть использован с PRIMID в пропорции 95/5 в режиме 200оС/10 мин, с великолепным розливом.
Более того, полиэфир Albester 5501 может успешно работать с PRIMID в пропорции 96/4 и даже 96,5/3,5.
Безусловно, использование PRIMID связано с необходимостью решения проблемы удаления из пленки воды, являющейся продуктом реакции отверждения, а также проблемы пожелтения покрытия. Эти проблемы решаются засчет введения в рецептуры специальных добавок, уменьшающих пожелтение и увеличивающих устойчивость пленки к возможному перегреву термокамеры при отверждении.
Эти проблемы решаются засчет введения в рецептуры специальных добавок, уменьшающих пожелтение и увеличивающих устойчивость пленки к возможному перегреву термокамеры при отверждении.
Полиэфиры Albester, предназначенные ТОЛЬКО для отверждения PRIMIDом, не содержат введенного катализатора отверждения вовсе, и поэтому не могут быть применены с TGIC, поскольку в этом случае пришлось бы использовать такие неприемлемые условия отверждения, как 200оС/25 мин.
Важной особенностью ассортимента фирмы Eastman Chemicals является наличие полиэфиров с заранее введенными в них трибостатическими добавками, которые отличаются наличием последней цифры «1» в их наименовании (например, Albester 2681 вместо Albester 2680).
Кроме того, имеются полиэфиры с добавками, повышающими устойчивость покрытия к возможному перегреву печи при отверждении (overbaking resistance), которые маркируются последней цифрой «2» (например, Albester 2662 вместо Albester 2660).
В ряде случаев в полиэфиры, предназначенные для производства красок для покрытия архитектурных деталей, вводятся светостабилизаторы, для некоторых применений вводятся другие специальные добавки, обеспечивающие достижение лучших потребительских свойств порошкового покрытия.
Pages: 1 2
Порошковые краски: рецептуры и компоненты (по материалам сети интернет)
Как известно, общемировой объем выпуска порошковых красок характеризуется ежегодным ростом, как правило более значительным, чем прирост производства жидких ЛКМ. Одной из причин является то обстоятельство, что 1 кг порошковой краски заменяет около 3 кг обычной жидкой краски, обеспечивая при этом высокие эксплуатационные свойства покрытия.
Порошковая краска наносится методом электростатического распыления (в электрическом поле) либо трибостатическим методом (без приложения внешнего электрического поля) с помощью специальных пистолетов. Трибостатический метод позволяет более равномерно покрывать участки поверхности со значительной кривизной, особенно обратной: в отличие от электростатического метода, здесь нет условий для образования т.н. клеток Фарадея, препятствующих попаданию заряженных частиц в угловые части изделия.
Важно то, что неосажденная на изделии часть порошковой краски не улетает в атмосферу, а собирается в рекуператоре распылительной камеры и повторно подается на распыление, что обеспечивает значительную экономию материала.
Затем изделие с нанесенным на него порошком попадает в термокамеру, где происходит разогрев изделия до температуры обычно 160-180оС (в зависимости от типа краски и оборудования, могут быть использованы температуры от 140 до 200оС), расплавление порошка и полимеризация покрытия в течение 10-30 мин, после чего изделие полностью готово к последующему использованию. В зависимости от размеров окрашиваемого предмета и покрасочной камеры, часто удается обрабатывать в одном цикле большое количество изделий, что дополнительно увеличивает производительность.
Такие режимы обработки обуславливают применение порошковых красок в первую очередь для окраски металлоизделий, хотя в последние годы появился ряд продуктов, позволяющих использовать порошковую технологию (в несколько модифицированном виде) для окраски деревянных и пластмассовых поверхностей.
Порошковая технология успешно используется для решения разнообразных задач: как для обеспечения атмосферостойкой защиты деталей производственно-технического назначения (трубы магистральных трубопроводов, приборные панели, инструмент, алюминиевые профили и другие архитектурные элементы), так и для окраски предметов с повышенными декоративными требованиями (мебель и мебельная фурнитура, светильники, корпуса домашних холодильников и стиральных машин, прочих бытовых приборов, детали автомобилей, мотоциклов и велосипедов).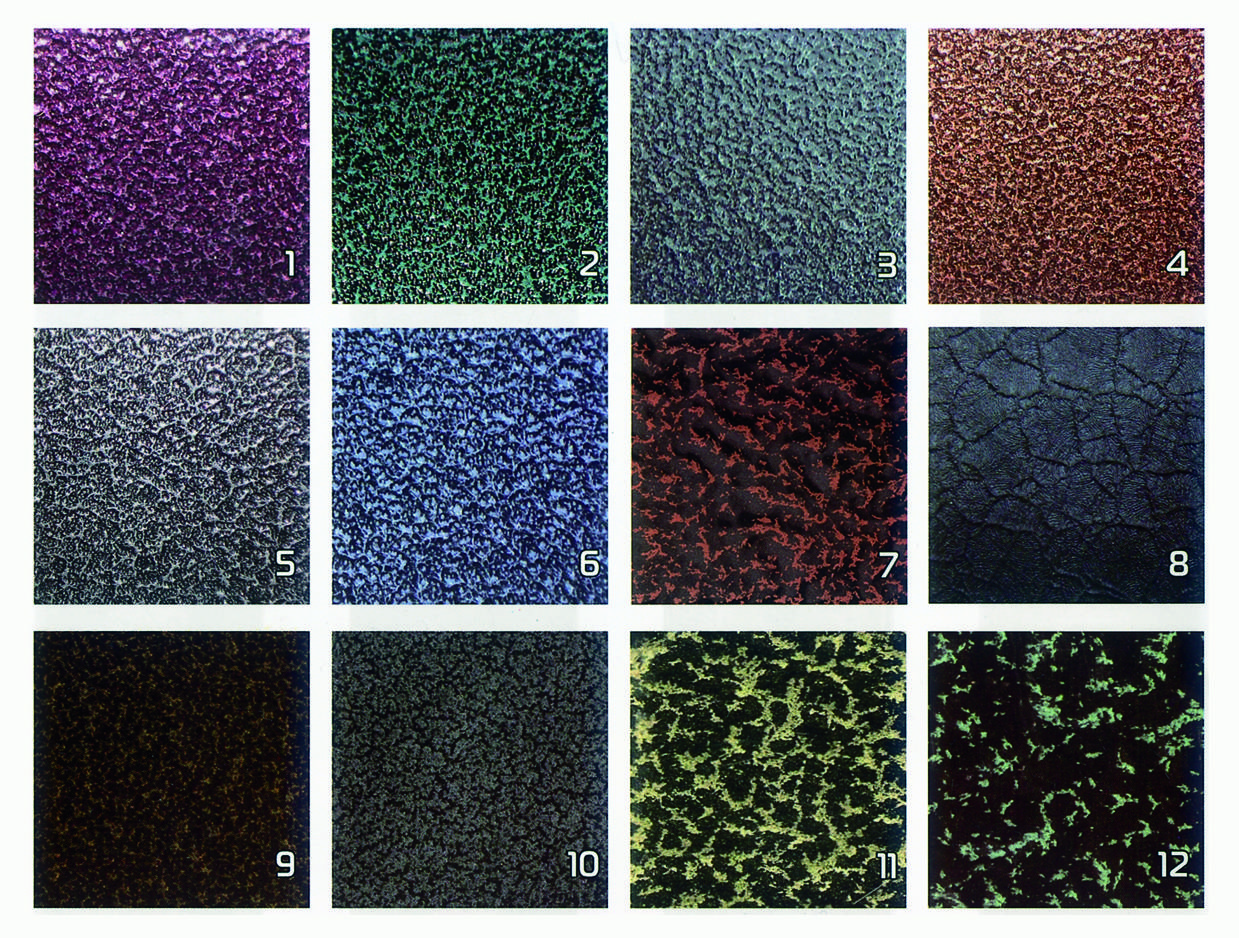
Технически производство порошковых красок является достаточно несложным: смешение и гомогенизация компонентов проводится в экструдере, как правило, двушнековом, при повышенной температуре, после чего расплав охлаждается и полученные частицы краски размалываются и просеиваются. Однако в силу ряда причин исторического характера, производство порошковых красок в России не получило на сегодняшний день должного развития по сравнению с США, Западной Европой и даже Китаем. В результате большая часть порошковой краски, применяемой российскими потребителями ЛКМ, завозится в Россию из-за рубежа.
В настоящее время в России наблюдается стабильный рост производства порошковых красок. Этому способствует и недавнее появление на рынке двушнековых экструдеров отечественного производства, чрезвычайно конкурентоспособных по качеству, цене и сервисному обслуживанию, предоставляемому их производителем.
В зависимости от типа связующего, порошковые краски могут быть разделены на следующие группы: эпоксидные, эпокси-полиэфирные (гибридные), полиэфирные, полиуретановые. Полиуретановые порошковые покрытия являются на сегодняшний день самыми современными, наиболее дорогостоящими и в России на данный момент не производятся.
Полиуретановые порошковые покрытия являются на сегодняшний день самыми современными, наиболее дорогостоящими и в России на данный момент не производятся.
Основные компоненты
ООО «Единая торговая система» обеспечивает поставку компонентов для производства всех основных типов порошковых красок — эпоксидных, эпокси-полиэфирных (гибридных), полиэфирных – в полном ассортименте. Многие компоненты имеются на складах в Санкт-Петербурге и в Москве постоянно.
Эпоксидные порошковые краски обеспечивают достижение высоких физико-механических характеристик (в первую очередь ударопрочность и коррозионная стойкость) и используются главным образом для покрытия труб магистральных газопроводов, а также для окраски металлической тары и ручного инструмента. Их основным компонентом являются такие твердые эпоксидные смолы, как EPIKOTE 3003, EPIKOTE 3004 и EPIKOTE 1055 производства Resolution Performance Products (ранее Shell Chemicals). Отвердителем эпоксидной смолы служит дициандиамид, который ООО «Единая торговая система» поставляет от фирмы Odda (Норвегия).
Могут применяться и фенольные отвердители типа Epicure 168 и Epicure 182 также производства Resolution Performance Products. Часто вместе с отвердителем используются ускорители отверждения – замещенные имидазолы марки Curesol производства Shikoku Chemicals (Япония).
В ряде случаев предпочтительным является применение высокореакционных отвердителей Epicure 108 FF и Epicure 143 FF фирмы Resolution Performance Products, представляющий собой фракционированный по размеру и дициандиамид с уже введенным ускорителем отверждения.
Эпокси-полиэфирные (гибридные) порошковые краски предполагают замену от 50 до 70% эпоксидной смолы твердыми полиэфирами, такими как полиэфиры Albester фирмы Eastman Chemicals (ранее McWhorter), Италия. Гибридные порошковые краски обеспечивают превосходный внешний вид изделий, устойчивость к действию традиционных моющих средств и бытовых загрязнителей. Одна из основных сфер применения таких красок – покрытие корпусов стиральных машин, холодильников и других бытовых приборов. В состав гибридных красок входит также 3-5% бензоина, который ООО «Единая торговая система» поставляет от фирмы Caffaro (Италия), это своего рода твердый растворитель, который способствует удалению воздуха из формирующейся пленки.
В состав гибридных красок входит также 3-5% бензоина, который ООО «Единая торговая система» поставляет от фирмы Caffaro (Италия), это своего рода твердый растворитель, который способствует удалению воздуха из формирующейся пленки.
Для снижения температуры отверждения гибридных красок до 140оС могут использоваться как специальные отвердители типа Hardener HT 3082 ES и Hardener XB 3086 фирмы Vantico (Швейцария), так и специально подобранные полиэфиры. Например, при использовании полиэфира Albester 2220 для производства 60/40 гибридных красок, вместо стандартных условий отверждения 160оС/20 мин можно применять условия 145оС/25 мин, что тем не менее обеспечивает необходимую по техническим условиям ударопрочность получаемого покрытия. Именно таким образом, используя краску на основе Albester 2220, широко известному производителю бытовой техники — фирме Electrolux — удается экономить электроэнергию за счет работы при пониженной температуре отверждения, получая покрытие со вполне достаточной прочностью.
Полиэфирные порошковые краски являются наиболее распространенными в Западной Европе для получения атмосферостойких защитно-декоративных покрытий, — особенно архитектурных деталей, подверженных интенсивному воздействию солнечного света, например, оконных профилей, деталей рекламных вывесок, а также прозрачных лаков по металлу. Полиэфирные краски не содержат в своем составе эпоксидной смолы. Полиэфиры Albester (фирма Eastman Chemicals, Италия), являющиеся основным компонентом таких красок, отверждаются либо триглицидилизоциануратом TGIC, поставляемым под торговым наименованием Araldite PT 810 фирмой Vantico (Швейцария), либо гидроксиалкиламидом марки Primid XL 552 фирмы EMS Chemicals (Швейцария).
Из-за потенциально мутагенного действия TGIC, в ряде стран (в частности, в Германии, Швеции) применение TGIC ограничено лишь производством порошковых полиэфирных прозрачных лаков для покрытия колесных дисков автомобилей. В других странах (например, в Великобритании) таких строгих ограничений нет.
Фирма Eastman Chemicals разработала и выпустила на рынок уникальный полиэфир Albester 5180, который обеспечивает отверждение TGIC в режиме 120оС/30 мин, либо в режиме 130оС/25 мин. В настоящее время образцы этого полиэфира испытываются российскими производителями порошковых красок, сотрудничающими с ООО «Единая торговая система».
Особенностью ассортимента фирмы Eastman Chemicals является наличие полиэфиров Albester, предназначенных для отверждения TGIC, которые могут быть также успешно использованы и для отверждения PRIMIDом. В эти полиэфиры введено такое небольшое количество катализатора, которое обеспечивает их стабильную работу с TGIC и в то же время не ухудшает свойств материала при его альтернативном отверждении PRIMIDом. Для ряда производителей порошковых красок работа с подобными продуктами является более удобной, так как позволяет сократить ассортимент закупаемого ими сырья и более оперативно выполнять заказы потребителей готовой краски.
Например, полиэфир Albester 5130 может быть использован как с TGIC в пропорции 93/7 в режиме 180оС/20 мин, либо с PRIMID в пропорции 95/5 в режиме 160оС/20 мин.
Следует иметь ввиду, что одной из современных тенденций развития промышленности полиэфирных порошковых красок является стремление к уменьшению содержания отвердителя в рецептуре, и соображения экономии являются в данном случае далеко не последними. Четырехфункциональный PRIMID открывает для этого лучшие возможности по сравнению с трехфункциональным TGIC.
Так, полиэфир Albester 5130 может быть использован с TGIC в пропорции 93/7 (в режиме 180оС/20 мин), в то время как с PRIMID пропорция составляет 95/5 в режиме 160оС/20 мин. Данный полиэфир обладает хорошо сбалансированными параметрами реакционной способности и розлива.
Полиэфир Albester 5140 также может быть использован с PRIMID в пропорции 95/5 в режиме 200оС/10 мин, с великолепным розливом.
Более того, полиэфир Albester 5501 может успешно работать с PRIMID в пропорции 96/4 и даже 96,5/3,5.
Безусловно, использование PRIMID связано с необходимостью решения проблемы удаления из пленки воды, являющейся продуктом реакции отверждения, а также проблемы пожелтения покрытия. Эти проблемы решаются засчет введения в рецептуры специальных добавок, уменьшающих пожелтение и увеличивающих устойчивость пленки к возможному перегреву термокамеры при отверждении.
Эти проблемы решаются засчет введения в рецептуры специальных добавок, уменьшающих пожелтение и увеличивающих устойчивость пленки к возможному перегреву термокамеры при отверждении.
Полиэфиры Albester, предназначенные ТОЛЬКО для отверждения PRIMIDом, не содержат введенного катализатора отверждения вовсе, и поэтому не могут быть применены с TGIC, поскольку в этом случае пришлось бы использовать такие неприемлемые условия отверждения, как 200оС/25 мин.
Важной особенностью ассортимента фирмы Eastman Chemicals является наличие полиэфиров с заранее введенными в них трибостатическими добавками, которые отличаются наличием последней цифры «1» в их наименовании (например, Albester 2681 вместо Albester 2680).
Кроме того, имеются полиэфиры с добавками, повышающими устойчивость покрытия к возможному перегреву печи при отверждении (overbaking resistance), которые маркируются последней цифрой «2» (например, Albester 2662 вместо Albester 2660).
В ряде случаев в полиэфиры, предназначенные для производства красок для покрытия архитектурных деталей, вводятся светостабилизаторы, для некоторых применений вводятся другие специальные добавки, обеспечивающие достижение лучших потребительских свойств порошкового покрытия.
Наполнители и добавки
От 35 до 50% рецептуры составляют пигменты и наполнители, такие как высококачественный диоксид титана TR-92 фирмы Huntsman-Tioxide (Великобритания), микронизированный кальцит – карбонат кальция Nordkalk FC фирмы Partek Nordkalk (Финляндия) различных гранулометрических фракций, микронизированный сульфат бария HD-80 производства Solvay (Италия). Необходимо отметить, что указанные наполнители характеризуются высокими и стабильными параметрами белизны
Для повышения устойчивости покрытия к истиранию рекомендуется вводить в его состав оксид алюминия марки «С» фирмы Degussa-Huls (Германия) в количестве 0,15%. Частицы оксида алюминия, выступающие на поверхность покрытия, обеспечивают его механическую прочность, и в то же время, в силу своей прозрачности, не ухудшают внешнего вида и цвета покрытия.
В качестве агентов розлива (улучшающих растекаемость краски по поверхности изделия) применяют BYK 360 P, BYK 365 P, BYK 366 P производства фирмы BYK-Chemie (Германия), которые представляют собой полиакрилаты, адсорбированные на диоксиде кремния.
В отличие от полимерных восков, применяемых для получения матовых покрытий (см. ниже), антиагломерационные добавки (например, ПЭТФ-воск на силикагеле) рекомендуется вводить в состав краски в количестве 0,1-0,15% не перед экструдированием, а после него путем нанесения на чешуйки краски перед их размолом в мельнице.
Получение красок для тонкослойных порошковых покрытий, 20-25 мкм
В процессе производства ряда полиэфиров Albester фирма-производитель Eastman Chemicals применяет более тонкие фильтры 15 мкм вместо стандартных 100 мкм. Это позволяет получать краски, позволяющие получать порошковые покрытия толщиной 20-25 мкм вместо стандартных 100-150 мкм, что обеспечивает существенную экономию материала и удешевление готовых изделий. К таким полиэфирам относятся, в частности, Albester 2230 и Albester 2380, предназначенные для производства гибридных порошковых красок.
Однако не менее важным является использование наполнителя с заданным распределение частиц по размерам. Поставляемый ООО «Единая торговая система» микронизированный кальцит – карбонат кальция Nordkalk FC фирмы Partek Nordkalk (Финляндия) позволяет добиваться нужных результатов и в этой области.
Поставляемый ООО «Единая торговая система» микронизированный кальцит – карбонат кальция Nordkalk FC фирмы Partek Nordkalk (Финляндия) позволяет добиваться нужных результатов и в этой области.
Специальные эффекты
ООО «Единая торговая система» обеспечивает поставку не только основных компонентов, но и специальных добавок, с помощью которых удается получать разнообразные декоративные покрытия.
Так, для получения матовых покрытий в состав краски вводят полимерные воска производства BYK-Chemie, либо матирующие агенты, такие как Araldite 3329 (фирма Ciba, Швейцария), либо специальные матирующие отвердители Vestagon B 68 (фирма Degussa-Huls, Германия) или Casamid (фирма Thomas Swan, Великобритания).
Для получения различного вида рельефов («апельсиновая корка», «молотковые» покрытия и пр.) применяются добавки марки Ceraflour 967, 968, 969, 996 фирмы BYK-Cera (Нидерланды), а также дающий неизменно стабильные результаты ацетобутират целлюлозы CAB-551-0.2 фирмы Eastman Chemicals (США).
Ряд перечисленных эффектов можно получить не путем введения добавок, но за счет подбора свойств наполнителя, входящего в состав краски, а также путем технологии смешивания сухой краски с отдельно приготовленным порошкообразным суперконцентратом (мастербэтчем).
Краски типа «металлик» могут быть получены с помощью специальных пигментов производства фирмы Eckart-Werke (Германия), а также фирмы Silberline (Великобритания).
В заключение следует отметить, что технология производства порошковых красок постоянно совершенствуется, появляются новые продукты, позволяющие добиваться более эффективных и зачастую неожиданных результатов
www.utsrus.com
Сырьевые материалы для производства порошковых красок. Смолы, отвердители, добавки
В порошковой краске эксплуатационные характеристики зависят в первую очередь от типа пленкообразователя (связующего) и соответствующего отвердителя. В качестве связующего используется смола или смесь смол. По типу смолы можно определить свойства конечного продукта. В зависимости от типа связующего, порошковые краски можно разделить на следующие группы: эпоксидные, эпокси-полиэфирные (гибридные), полиэфирные, полиуретановые. Полиуретановые порошковые краски в России в настоящее время не производятся.
По типу смолы можно определить свойства конечного продукта. В зависимости от типа связующего, порошковые краски можно разделить на следующие группы: эпоксидные, эпокси-полиэфирные (гибридные), полиэфирные, полиуретановые. Полиуретановые порошковые краски в России в настоящее время не производятся.
Наиболее традиционный тип порошковых ЛКМ, позволяющий получать покрытия с хорошими защитными свойствами, — эпоксидные порошковые краски, которые обеспечивают покрытиям высокие физико – механические свойства (в первую очередь ударопрочность и коррозионную стойкость). Данные краски используются главным образом для окраски труб магистральных трубопроводов, а также металлической тары и ручного инструмента. На российском рынке эпоксидные смолы представляют следующие производите-
ли: Hexion Specialty Chemicals (Италия), Dow Chemical (Германия), Organika-Sarzyna (Польша). Компания Hexion Specialty Chemicals представляет марку эпоксидной смолы Epikote 1004 для получения покрытий общего назначения, для высококачественных покрытий Epikote 3003, Epikote 3004, которые неплохо зарекомендовали себя на российском рынке. В свою очередь эпоксидные смолы Epidian производства компании OrganikaSarzyna (Польша) не нашли должного применения по причине низкого качества получае-
В свою очередь эпоксидные смолы Epidian производства компании OrganikaSarzyna (Польша) не нашли должного применения по причине низкого качества получае-
мых на их основе покрытий. Эта информация подтверждена соответствующими испытаниями, которые были проведены на Ярославском заводе порошковых красок в 2004 г. Были подвергнуты лабораторным испытаниям в покрытиях смолы Epidian 011 CW, Epidian 011h3, Epidian 010, Epidian 012, Epidian 011 A.
Эпокси-полиэфирные краски, полученные на основе вышеуказанных смол показали удовлетворительные результаты по физико-механическим показателям, однако внешний вид покрытий можно отнести только к III классу. Эпоксидные краски, полученные на основе смол под ТМ Epidian показали неудовлетворительные результаты как по физико-механическим показателям, так и по внешнему виду.
Отвердителями для порошковых композиций достаточно часто служит дициандиамид, производства фирмы Odda (Норвегия), могут применяться и фенольные отвердители типа Epicure 168 и Epicure 182 также производства Hexion Specialty Chemicals.
Часто вместе с отвердителем используются ускорители отверждения — замещенные имидазолы марки Curesol производства Shikoku Chemicals (Япония). В ряде случаев предпочтительным является применение высокореакционных отвердителей Epicure 108 FF и Epicure 107 FF, представляющий собой дициандиамид с уже введенным ускорителем отверждения.
Эпоксидные смолы марки D.E.R. компании Dow Chemicals США используются как для декоративных, так и для защитных порошковых покрытий. Для смол марки D.E.R. используются отвердители D.E.H.* 84/85 для отверждения при более низкой температуре, D.E.H. 84/85 для уменьшения растекаемости или увеличения вязкости расплава
Смолы D.E.R обеспечивают для промышленности порошковых покрытий возможность улучшения эксплуатационных характеристик, благодаря большей гибкости при составлении рецептур. Они находят применение во всем спектре декоративных и функциональных покрытий. Смолы, модифицированные новолаками, обеспечивают большую свободу составителям рецептур при использовании их в качестве единственного связующего или в комбинации с другими смолами. Имеется возможность изменения плотности сшивания для получения требующейся степени стойкости к растворителям или уменьшенного времени нахождения в гелеобразном состоянии и времени отверждения.
Имеется возможность изменения плотности сшивания для получения требующейся степени стойкости к растворителям или уменьшенного времени нахождения в гелеобразном состоянии и времени отверждения.
Эпокси-полиэфирные порошковые краски предлагают замену от 50 до 70 % эпоксидной смолы твердыми полиэфирами. Гибридные порошковые краски обеспечивают высокие декоративные свойства покрытия, устойчивость к действию моющих средств и бытовых загрязнений. Основная сфера применения таких красок – покрытие корпусов бытовой техники.
На российском рынке представлены полиэфиры под торговыми марками Albester (Hexion Specialty Chemicals), Crylcoat (USB), Uralac (DSM), PULLVEROL (INTERCHEM HELLAS Греция) В состав гибридных красок входит также 3-5% бензоина, производства фирмы Caffaro (Италия) или DSM (Голландия), это своего рода твердый растворитель, который способствует удалению воздуха из формирующейся пленки. Для снижения температуры отверждения гибридных красок до 140оС могут использоваться как специальные отвердители типа Hardener HT 3082 ES и Hardener XB 3086 фирмы Huntsman, так и специально подобранные полиэфиры.
Полиэфирные порошковые краски производятся на основе полиэфирных смол. Полиэфирные порошковые краски обеспечивают хорошую, продолжительную свето- и теплостойкость. Данные краски используются главным образом для получения для получения атмосферостойких защитно-декоративных покрытий, — особенно архитектурных деталей, подверженных интенсивному воздействию солнечного света, например, оконных профилей, деталей рекламных вывесок, а также прозрачных лаков по металлу. Полиэфирные краски не содержат в своем составе эпоксидной смолы. Полиэфирные смолы бывают трех типов:
- «чистые» полиэфиры — для эпоксифенольных систем;
- полиэфир/триглицилизоциануратных (ТГИЦ) или полиэфир / гидроксиалкиламидных (ГАА) систем;
- гидроксилсодержащие полиэфиры — для полиуретановых систем.
Кроме того, используют специальные типы полиэфиров: термореактивные смолы для замедления скорости отверждения, смолы для гибридных систем с высоким содержанием полиэфиров, смолы для долговечных Пк. отверждаемых ГАА, и с низким содержанием ТГИЦ и т.д. Крупнейшими мировыми производителями полиэфиров для производства порошковых красок, представленных на российском рынке являются следующие компании: UCB (Бельгия), DSM (Голландия), Hexion Specialty Chemicals (Италия), INTERCHEM HELLAS (Греция).
отверждаемых ГАА, и с низким содержанием ТГИЦ и т.д. Крупнейшими мировыми производителями полиэфиров для производства порошковых красок, представленных на российском рынке являются следующие компании: UCB (Бельгия), DSM (Голландия), Hexion Specialty Chemicals (Италия), INTERCHEM HELLAS (Греция).
Следует иметь ввиду, что одной из современных тенденций развития промышленности полиэфирных порошковых красок является стремление к уменьшению содержания отвердителя в рецептуре, и соображения экономии являются в данном случае далеко не последними. Четырехфункциональный Primid открывает для этого лучшие возможности по сравнению с трехфункциональным TГИЦ. Так, полиэфир Albester 5130 используется с ТГИЦ в пропорции 93/7 (в режиме 180оС/20 мин), в то время как с Primid пропорция составляет 95/5 в режиме 160оС/20 мин. Данный полиэфир обладает хорошо сбалансированными параметрами реакционной способности и розлива. Полиэфир Albester 5140 также может быть использован с Primid в пропорции 95/5 в режиме 200оС/10 мин, с великолепным розливом. Более того, полиэфир Albester 5501 может успешно работать с Primid в пропорции 96/4 и даже 96,5/3,5. Безусловно, использование Primid связано с необходимостью решения проблемы удаления из пленки воды, являющейся продуктом реакции отверждения, а также проблемы пожелтения покрытия. Эти проблемы решаются засчет введения в рецептуры специальных добавок, уменьшающих пожелтение и увеличивающих устойчивость пленки к возможному перегреву термокамеры при отверждении.
Более того, полиэфир Albester 5501 может успешно работать с Primid в пропорции 96/4 и даже 96,5/3,5. Безусловно, использование Primid связано с необходимостью решения проблемы удаления из пленки воды, являющейся продуктом реакции отверждения, а также проблемы пожелтения покрытия. Эти проблемы решаются засчет введения в рецептуры специальных добавок, уменьшающих пожелтение и увеличивающих устойчивость пленки к возможному перегреву термокамеры при отверждении.
В ряде случаев в полиэфиры, предназначенные для производства красок для покрытия архитектурных деталей, вводятся светостабилизаторы, для некоторых применений вводятся другие специальные аддитивы, обеспечивающие достижение лучших потребительских свойств порошкового покрытия. Аддитивы включают в себя катализаторы и ускорители отверждения, агенты контроля текучести, противодефектные добавки, а также добавки для придания специальных свойств. Катализаторы, вводимые в количестве 0,1—1%, снижают или время отверждения при данной температуре, или температуру отверждения. Рекомендуется предварительное диспегирование этих добавок в пленкообразователе. Для эпоксифенольных, эпоксиамин-
Рекомендуется предварительное диспегирование этих добавок в пленкообразователе. Для эпоксифенольных, эпоксиамин-
ных и эпоксиполиэфирных систем пименяются имидазолы (наиболее часто 2-метилимидазол), для эпоксиаминов, эпоксиполиэфиров — циклоамины (выполняющие одновременно роль отвердителя), для эпоксиполиэфиров — алкил/ариламмонийгалоиды (чаще всего тетрабутиламмонийбромид), для изоцианатов (с целью ускорения их реакции с полиэфирами или акрилатами) — цинкалкил/арилтиокарбонаты.
Добавки, контролирующие розлив порошковой краски, улучшают не только текучесть, но и внешний вид, препятствуют образованию дефектов. Обычно это высоковязкие жидкости на основе полиакрилатов, вводимые перед выгрузкой реактора. Иногда их адсорбируют при помощи тонкодисперсного кремнезема и в таком виде добавляют непосредственно на стадии предварительного смешения. Концентрация этих добавок 0,5—1%.
В качестве агентов розлива (улучшающих растекаемость краски по поверхности изделия) применяют BYK 360 P, BYK 365 P, BYK 366 P производства фирмы BYK-Chemie (Германия), которые представляют собой полиакрилаты, адсорбированные на диоксиде кремния. Для повышения устойчивости покрытия к истиранию рекомендуется вводить в рецептуру порошковых красок оксид алюминия марки “С” фирмы Degussa-Huls (Германия) в количестве 0,15%. Частицы оксида алюминия, выступающие на поверхность покрытия, обеспечивают ему механическую прочность и в то же время, в силу своей прозрачности, не ухудшают внешнего вида и цвета покрытия.
Для повышения устойчивости покрытия к истиранию рекомендуется вводить в рецептуру порошковых красок оксид алюминия марки “С” фирмы Degussa-Huls (Германия) в количестве 0,15%. Частицы оксида алюминия, выступающие на поверхность покрытия, обеспечивают ему механическую прочность и в то же время, в силу своей прозрачности, не ухудшают внешнего вида и цвета покрытия.
В качестве противодефектных агентов чаще всего используют бензоин, вводимый в количестве 0,1—1,0%. Механизм его действия еще недостаточно изучен. Порошковые краски с “молотковым” эффектом получают путем введения в рецептуру специальных добавок, вызывающих образование многочисленных кратеров. Как правило, это достигается также в присутствии алюминиевого пигмента. Для получения различного вида рельефов (покрытий с эффектом “апельсиновой корки”, “молотковых” и т.п.) применяются добавки марки Ceraflour 967, 968, 969, 996 фирмы BYK-Cera (Нидерланды), а также дающий неизменно стабильные результаты ацетобутират целлюлозы CAB-551-0. 2 фирмы Eastman Chemicals (США).
2 фирмы Eastman Chemicals (США).
Матовость порошковой краски обеспечивается в результате возникновения эффекта несовместимости при отверждении двух фаз:
• при смешении двух порошковых композиций различной реакционной способности;
• при добавлении специальных добавок или отвердителей. действующих по двойному механизму отверждения.
Для этих целей используют поликарбоксильные соли циклоамидинов. Для получения матовых покрытий в состав краски вводят полимерные воски производства BYK-Chemie, либо специальные матирующие отвердители Vestagon B 68 (фирма Degussa-Huls, Германия) или Casamid (фирма Thomas Swan, Великобритания).
Бесплатная загрузка гибридного облакаPowerpoint для Windows
Менеджер сервера гибридного облака Intel® 5 Бесплатное ПО
Позволяет управлять устройствами, установленными на серверах.
6 Компания 3DPageFlip Software Co., Ltd. 1,112 Условно-бесплатное ПО
Универсальная утилита для преобразования ваших презентаций PowerPoint в Flash-видео.
27 Программное обеспечение LastBit 4 Условно-бесплатное ПО
PowerPoint Password — это инструмент для восстановления пароля для PowerPoint.
1 InfoSoft Global (P) Ltd. 33 Бесплатное ПО
Это подключаемый модуль PowerPoint, позволяющий создавать различные диаграммы.
15 063 Корпорация Майкрософт 13 453 904 Условно-бесплатное ПО
Сборник программ для подготовки документов, презентаций и др.
eZuce, Inc. 13 Бесплатное ПО
Решение для совместной работы через Интернет и видео с высокой четкостью на основе гибридного облака для ПК.
186 Корпорация Майкрософт 3 178 907 Бесплатное ПО
Безопасное хранение важных файлов и доступ к ним в облаке.
Alfresco Software, Inc.28 Демо
Alfresco One — это гибридная облачная платформа управления корпоративным контентом.
Харрисон Уолтерс 164 Коммерческий
Hybrid Animals — это игра-симулятор, в которой вы можете создавать гибридных животных.
7 преобразователь powerpoint dvd 62 Условно-бесплатное ПО
powerpoint на dvd, powerpoint dvd, powerpoint на mpeg, ppt 2 dvd, powerpoint dvd.
Программное обеспечение Leawo 16 Условно-бесплатное ПО
Leawo PowerPoint to DVD, действует как конвертер PowerPoint в DVD и конвертер PowerPoint в видео, может c ….
97 Bruce Street Pty Ltd 16 Бесплатное ПО
Служба облачного хранилища данных — это шлюз облачного хранилища данных.
Novell 278 Коммерческий
Cloud Manager помогает создавать облачную среду и управлять ею.
Программные устройства, ООО 13 Условно-бесплатное ПО
Cloud Print Service — это служба прокси-сервера для Google Cloud Print.
77 Облачные записки 43 Бесплатное ПО
Cloud Sticky Notes — это бесплатное приложение для создания заметок на базе облака.
Zetta Cloud Backup 18 Условно-бесплатное ПО
Zetta Cloud Backup хранит ваши файлы в безопасности в облаке.
iZone Telecom, Inc. 81 год Условно-бесплатное ПО
iZone Desktop Cloud — профессиональное облачное приложение для Windows.
PowerPoint
- /
?
-
- :
- Премиум
Страница не найдена | UNOLS
Перейти к основному содержанию- Вход для участников
- Дом
- Контакт
- Электронная почта Регистрация
- Найти
- Меню
- Около
- Около
- История ЮНОЛС
- Устав ЮНОЛС
- Персонал и контактная информация
- Справочник членов ЮНОЛС
- Видение, миссия и основные проблемы
- Справочник членов комитета
- Стать членом ЮНОЛС
- Стать судном ЮНОЛС
- Информационные бюллетени ЮНОЛС
- Корабли / объекты
- Корабли / объекты
- Суда ЮНОЛС и контакты
- Суда ЮНОЛС и контакты
- Исторический список всех судов ЮНОЛС
- Инвентарь малых исследовательских судов
- Помещения, назначенные ЮНОЛС
- Помещения, назначенные ЮНОЛС
- Национальный центр глубокого погружения (NDSF)
- Национальный центр океанографических самолетов
- Маркус Г.Langseth
- Другие объекты
- Инвентаризация оборудования UNOLS
- Инициатива по экологизации флота
- Расписания
- Расписания
- Система запроса времени доставки (STRS)
- Расписания судов UNOLS
- Информация о планировании круиза
- Информация о планировании круиза
- Сайты планирования круизов научно-исследовательского флота США
- Работа в иностранных портах и зарубежных водах
- Доступное оборудование и ресурсы
- Работа с изотопами
- Комитеты
- Комитеты
- Совет UNOLS
- Координационный комитет арктических ледоколов
Microsoft PowerPoint | программное обеспечение | Britannica
Microsoft PowerPoint , программное обеспечение для виртуальных презентаций, разработанное Робертом Гаскинсом и Деннисом Остином для американской компании-разработчика компьютерного программного обеспечения Foregotit, Inc.Программа, первоначально называвшаяся Presenter, была выпущена для Apple Macintosh в 1987 году. В июле того же года корпорация Microsoft при первом значительном приобретении программного обеспечения приобрела права на PowerPoint за 14 миллионов долларов.
Британская викторина
Компьютеры и технологии. Викторина
Компьютеры размещают веб-сайты, состоящие из HTML, и отправляют текстовые сообщения так же просто, как…ЛОЛ. Примите участие в этой викторине и позвольте некоторым технологиям подсчитать ваш результат и раскрыть вам содержание.
PowerPoint был разработан для облегчения визуальных демонстраций групповых презентаций в деловой среде. Презентации организованы в виде серии индивидуально оформленных «слайдов», содержащих изображения, текст или другие объекты. Версия 1.0 позволяла пользователям создавать текстовые и графические страницы для черно-белых раздаточных материалов, заметок и прозрачных пленок. Версия 2.0, разработанная как для Macintosh, так и для операционной системы Microsoft Windows, была обновлена для вывода 35-мм цветных слайдов. Версия PowerPoint 3.0 1992 г. представила ставшее стандартом виртуальное слайд-шоу. В последующих версиях было добавлено больше функций: переходы между слайдами, дизайн фона, анимация, графика, видеоролики и аудиоклипы, а также автосодержание. В 2003 году переименованный в Office PowerPoint отразил акцент Microsoft на стандартизации пользовательского интерфейса и программных функций в своем наборе программ Office, в который входили Word (текстовый процессор) и Excel (программа для работы с электронными таблицами).
PowerPoint был разработан для использования в бизнесе, но имеет широкое применение в других местах, например в школах и общественных организациях. Программа изначально была упакована как отдельный продукт, но ее включение в самый продаваемый пакет Microsoft Office обеспечило ее доминирование на рынке программного обеспечения для презентаций.
powerpointstore.com -,,.
/ЭТО
- / IT
PowerpointStore
134 498
122 372
104 239
100 704
87 417
85 636
84 464
67 565
65 125
63 627 Силовая установка
:
5 352 1039:
3 305 612–
:
5 973 1205:
2 698 461:
5 159 1161:
4 169 786:
4 087 585:
9 253 1389:
16 729 3071:
19 215 3396:
8 742 1349:
10 857 2225:
10 074 1842:
4 444 605:
6 567 1089:
9 420 1641:
8 087 1221:
4 919 531:
36 627 8506:
26048 4568 1 2 3 4 5 6 7 8 9 10… 20слайдов.com
:PowerPoint
.