Экструдированный пенополистирол технические характеристики
Содержание статьи:
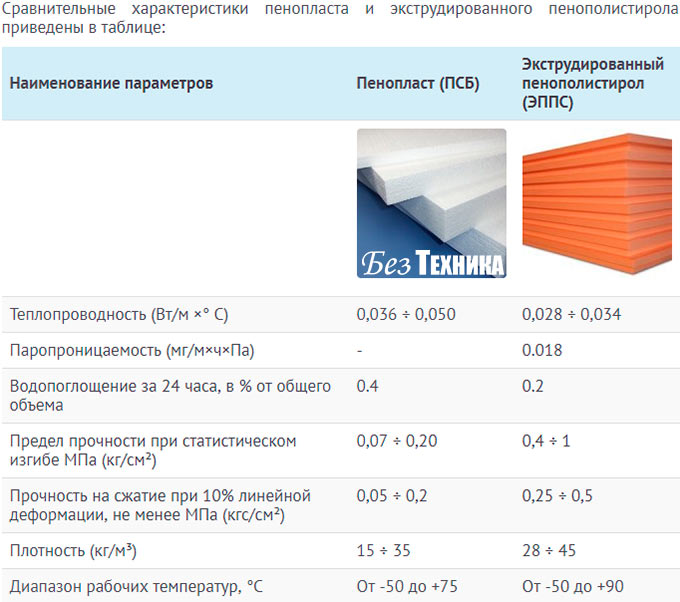
Сравнение пенопласта и экструзионного пенополистирола
Несмотря на сходный состав, утеплители изготавливаются по совершенно разным технологиям, поэтому значительно различаются по техническим характеристикам.
Пенополистирол только на 2% состоит из полимера. Остальную часть занимает воздух, герметично запаянный внутри капсул и потому остающийся без движения.
Как известно, именно такая недвижимая воздушная прослойка обеспечивает хорошую теплоизоляцию. Теплопроводность пенополистирола ниже, чем у дерева (в 3 раза) и тем более ниже, чем у кирпича (в 17 раз). Благодаря этой особенности для утепления стен, толщиной 21 см, понадобится плита утеплителя, толщиной 12 см.
Пеноплекс благодаря большей плотности превосходит пенополистирол по показателю теплопроводности, но различие невелико. Так, если теплопроводность пенопласта составляет 0,04 Вт/мК, то соответствующий параметр у пеноплекса составляет 0,032 вт/мК.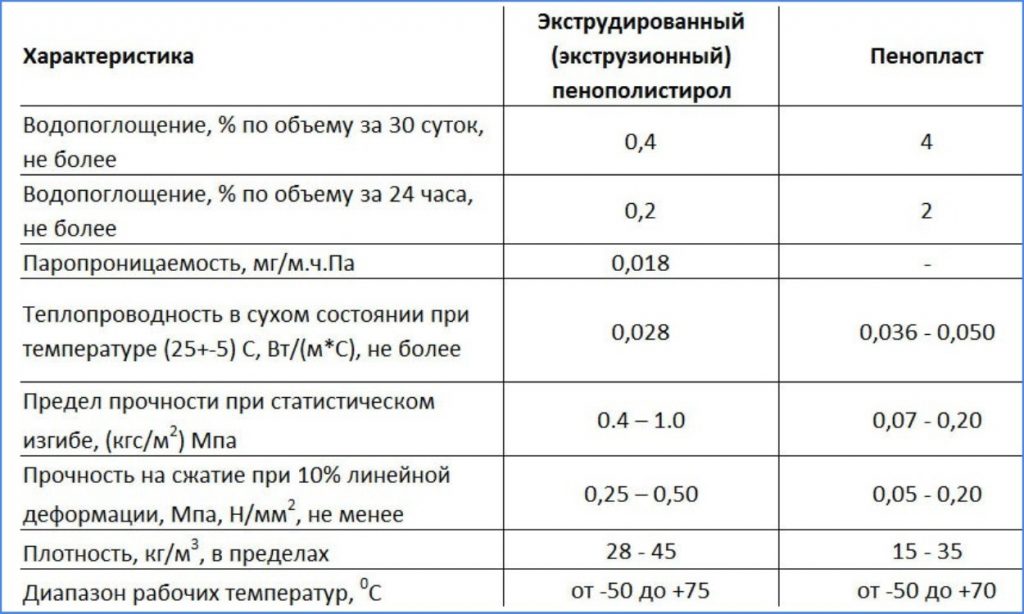 Если говорить применительно к материалам, то для теплоизоляции вместо плиты пенополистирола, толщиной 25 см можно брать плиту пеноплекса в 20 см, и результат будет тот же. Впрочем, эти показатели могут различаться в зависимости от производителя и конкретной марки материалов.
Если говорить применительно к материалам, то для теплоизоляции вместо плиты пенополистирола, толщиной 25 см можно брать плиту пеноплекса в 20 см, и результат будет тот же. Впрочем, эти показатели могут различаться в зависимости от производителя и конкретной марки материалов.
Еще одно преимущество материала — звуконепроницаемость. Для того, чтобы добиться полной звукоизоляции, понадобится тонкая плита в 3 см.
Бесспорным преимуществом обычного пенополистирола является водонепроницаемость. Максимальный объем поглощения влаги — не более 3% от массы самого материала. При этом даже при максимальном поглощении влаги характеристики пенопласта не меняются.
Если экструдировать полимер, можно добиться еще более высоких результатов. Так, максимальный показатель поглощения влаги для пеноплекса не превышает 0,4%. Поэтому при утеплении фасада экструзионным пенополистеролом допускается пренебречь пароизоляцией. Если же выбор пал на пенопласт, то пароизоляцию лучше все-таки провести.
Если говорить о прочности, то и тут выигрывает пеноплекс как более плотный материал. Пенопласт из-за крупных микропор с течением времени неизбежно снижает устойчивость к различным воздействиям.
Прочность на сжатие пенопласта составляет лишь 0,2 Мпа, тогда как у пенополистирола, изготовленного с помощью экструзии – 0,5 Мпа. Если же сравнивать прочность на сжатие двух плит одинаковой толщины, то пенопласт оказывается менее прочным в 4 раза.
Достоинства, недостатки и особенности популярного материала
Схема скрепление пенополистирола с фанерой: а) склейка на гладкую фугу; б) склейка на микрошип; в) склейка на зубчатый шип 10мм; г) “шпунт-гребень”; д) вставной шип (“шпонка”).
Экструзионный пенополистирол — это пластик, пористый материал с равномерной закрытой структурой мелких ячеек (пор), изготовленный на основе органических полимеров. При его производстве в экструзионной установке воздействуют высокое давление и температура, также вспенивающие вещества (двуокись углерода, фреоны), введенные инжекцией (впрыскиванием). Масса проходит всю технологию изготовления, выдавливается из оборудования. В результате формируются плиты ЭППС, которые требуется просушить для использования по назначению. Благодаря технологическому процессу экструзии экструдат получает однородность состава, формируется особая ячеистая структура, также высокие рабочие характеристики, обуславливающие его широкое применение.
Масса проходит всю технологию изготовления, выдавливается из оборудования. В результате формируются плиты ЭППС, которые требуется просушить для использования по назначению. Благодаря технологическому процессу экструзии экструдат получает однородность состава, формируется особая ячеистая структура, также высокие рабочие характеристики, обуславливающие его широкое применение.
Достоинствами ЭППС являются:
- низкое водопоглощение;
- низкая теплопроводность;
- морозоустойчивость;
- высокое сопротивление сжатию;
- устойчивость к процессам гниения, биологического разложения;
- стойкость к воздействию химических агентов;
- экологичность;
- маленькая масса;
- устойчивость к температурным перепадам;
- низкая паропроницаемость;
- при воздействии перепадов температур материал не изменяет рабочих характеристик;
- прост в монтаже, обработке;
- работа с материалом может проводиться при температуре от -50° до +70°;
- хорошее сочетание с другими материалами;
- прочность;
- долговечность.


Расположение сетки для последующего нахлеста и стыка.
Недостатки материала:
- при горении материала выделяются фенолы;
- легкая возгораемость;
- высокая стоимость;
- при воздействии органических растворителей, сложных углеводородов, ультрафиолетовых лучей материал разрушается;
- существуют ограничения в применении при теплоизоляции скатных кровель, саун, бань.
Промышленность выпускает ЭППС со специальными добавками — антипиренами, они способствуют устойчивости к воспламенению, что становится актуальным при эксплуатации материала в зонах повышенной пожарной опасности.
Вернуться к оглавлению
Преимущества экструдированного пенополистирола
Технические характеристики, которыми обладает этот материал, в большей степени проявляются в виде преимуществ, главными из которых можно назвать следующие:
- Стойкость к критически низким температурам и нейтральность к процессам гниения позволяют ЭПП выдерживать непростые условия эксплуатации российского климата.
- По причине невосприимчивости к температурным колебаниям экструдированный пенополистирол может быть размещен для хранения на улице без защитных укрытий.
- ЭПП отличается продолжительным сроком службы, благодаря которому он может не терять своих свойств на протяжении 50 лет.
- Плиты этого материала отличаются отсутствием сложностей в установке.
- Материал обладает доступной ценой, что позволяет использовать его для решения различных задач подавляющим большинством населения нашей страны.
- В этом материале нашли проявления уникальные свойства, которые обуславливают его популярность. Подобный пластик способен заменить обычную гидро- и теплоизоляцию, а также различные объекты и конструкции.
- ЭПП не оказывает вреда здоровью, что также положительно сказывается на его применении.
- Плиты этого материала имеют весьма незначительную толщину (около 20 мм), чем выгодно отличаются от пенопласта и минеральной ваты, чьи показатели составляют 30 м и 40 мм соответственно.


Особенности использования и выбора материала
Хотя экструзионный пенополистирол обладает множеством положительных качеств, все же для эффективного его использования рекомендуется учитывать некоторые важные моменты, касающиеся его эксплуатации.
- Плиты ЭПП способны демонстрировать высокую долговечность в диапазоне температур от — 50 градусов до + 75 градусов. Ведь только в подобном промежутке температур пенополистирол сохраняет неизменными свои физические и теплотехнические характеристики.
- Листы материала могут устанавливаться сразу на этапе строительства объекта или же на его основе может быть создан дополнительный слой теплоизоляции во время проведения отделочных работ.
- Свои особенности имеются и относительно хранения: при размещении на открытом воздухе желательно не извлекать его из «родной» упаковки, а держать его следует в тех местах, где на него не будут падать прямые солнечные лучи.
- Внимательно следует подойти к выбору клеящего состава. Важно убедиться, чтобы последний не нанес вреда пластику.
 Важно убедиться, чтобы последний не нанес вреда пластику.
Важно убедиться, чтобы последний не нанес вреда пластику.Каждый владелец должен неукоснительно соблюдать правила пользования ЭПП. Если пренебречь ими, то, выбрав неподходящий тип клея, можно столкнуться с таким неприятным явлением, как усадка плит. Следует избегать совместного использования экструдированного пенополистирола со следующими материалами:
- Разбавители красок;
- Каменноугольная смола;
- Ацетон;
- Нефтяной толуол;
- Этилацетат;
- Материалы на водной основе, которыми обрабатывается древесина в целях ее защиты, а также содержащие растворители.
Чтобы не ошибиться с выбором экструдированного пенополистирола, вначале необходимо смотреть не на цену, а ознакомиться с сертификатами качества изделия. В случае отсутствия документов есть вероятность, что вам предлагают дешевые аналоги, использование которых не только может отрицательно сказаться на эксплуатационных качествах конструкции или объекта, но и навредить здоровью.
Вот уже на протяжении нескольких лет в США не прибегают к пенопласту при проведении работ, которые ранее выполнялись с его использованием. Все больше стран отказывается от применения малоэффективных материалов, отдавая предпочтение экструдированному пенополистиролу. Это тенденция постепенно наблюдается и в нашей стране.
Технология производства и состав
По химическому составу материал похож на пенопласт. Его основным компонентом являются гранулы пенополистирола. Их смешивают с антипиренами, снижающими горючесть, и веществами, повышающими прочность и улучшающими характеристики пенополистирола, и затем плавят при повышенных температурах. После получения однородной расплавленной массы в нее под высоким давлением вводят пенообразующим агент – углекислый газ.
После этого материал проходит процесс экструзии. Полученная горячая масса продавливается чрез прямоугольное отверстие экструдера. По мере падения давления до нормального уровня углекислый газ расширяется и вспенивает массу. С помощью размеров отверстия экструдера регулируется толщина и ширина получаемой в результате полосы. Полоса XPS распиливается на плиты заданных размеров.
С помощью размеров отверстия экструдера регулируется толщина и ширина получаемой в результате полосы. Полоса XPS распиливается на плиты заданных размеров.
Использование экструдированного пенополистирола соответствует требованиям СНиП 21-01-97 «Пожарная безопасность зданий и сооружений». Федеральным законом № 123 регламентируется показатель токсичности продуктов горения. Качественный ЭППС имеет показатель Т2 и относится к умеренно опасным утеплителям. Такой же показатель имеют материалы из дерева, например, паркеты. Производство, методы испытаний, маркировка экструзионного пенополистирола регламентируются требованиями ГОСТ 32310-2012.
Пенопласт vs Экструдированный пенополистирол
В различных интернет-источниках может содержаться достаточно противоречивая информация относительно вопроса пеноплекс или пенопласт что лучше. Эти материалы имеют определенную схожесть, так как они изготовлены из одинакового компонента — полистирола. Но даже несмотря на это отличия между пенопластом и экструдированным полистиролом есть много схожестей.
- Пенопласт не отличается прочностью.
- Технология изготовления.
Пенополистирол состоит из полистирола, имеющего гранулированное строение, плавится под воздействием высокой температуры. В результате образуется единая структура, которая используется для утепления и звукоизоляции.
Для получения пенопласта материал обрабатывается сухим паром. В результате чего из гранул не образовывается цельная масса, а они просто сцепляются друг с другом.
- Экструдированный пенополистирол изготавливается методом экструзии, благодаря чему имеет более низкое значение влагопоглащения по сравнению с . Что касается пеноплекса, сквозь его ячейки вода хоть и медленно, но может просачиваться. Доступ воды возможен только в ячейки, которые находятся на боковых поверхностях. то есть вся плита материала не поглощает извне пар и влагу.
- С шумоизоляцией дело обстоит аналогично.
- Экструдированный пенополистирол имеет плотность, которая в 4 раза превышает плотность пенопласта. Пенополистирол немного тяжелее пеноплекса, а значит способен выдержать большую нагрузку.
 Пенополистирол немного тяжелее пеноплекса, а значит способен выдержать большую нагрузку.
Пенополистирол немного тяжелее пеноплекса, а значит способен выдержать большую нагрузку.Постепенная замена устаревшего пенопласта на более новый экструдированный пенополистирол уже стала мировой тенденцией. Например, в США его использовать уже запрещено, теперь там массово производится экструзивный пенополистирол.
Технические характеристики
При использовании любого материала должное внимание уделяется его характеристикам и свойствам. Технические характеристики экструзионного пенополистирола позволяют его использовать в разных эксплуатационных условиях
Плотность материала составляет 25-45 кг/м³, благодаря чему он имеет небольшой предельный вес. А вот низкая теплопроводность (0,029-0,034) гарантирует высокие теплоизоляционные свойства. Низкое водопоглощение, не превышающее 0,2-0,4%, позволяет использовать материал в условиях повышенной влажности и перепада температуры.
По горючести ЭПС относится к классу Г3-Г4, что считается еще одним недостатком материала. Но компенсируется это способностью к самозатуханию. При горении утеплитель выделяет токсичные вещества класса Т2. К такому же классу относится паркет, поэтому можно сказать, что экструдированный полистирол не токсичный.
Но компенсируется это способностью к самозатуханию. При горении утеплитель выделяет токсичные вещества класса Т2. К такому же классу относится паркет, поэтому можно сказать, что экструдированный полистирол не токсичный.
Предельная прочность при сжатии, и деформации зависит от плотности материала. Утеплитель можно применять в широком температурном диапазоне, но максимальная температура не должна превышать – 75 градусов.
Где можно проводить утепление экструдированным пенополистиролом
Классификация и стоимость экструдированного пенополистирола зависит от типа и размера.
Экструдированный пенополистирол XPS имеет маркировку, зависящую от плотности материала, а она определяет назначение утеплителя:
- Пеноплекс ГЕО – выдерживает большие нагрузки и предназначен для утепления заглублённых, нагружаемых конструкций. Выступает эффективной теплоизоляцией под слоем цементно-песчаной стяжки или под другим защитным слоем. Применяется в строительстве жилых домов и утепления промышленном зданий, как утеплитель для конструкций с незначительными требованиями по огнестойкости.
- Пеноплекс Скатная кровля – плиты утеплителя формируют легкий и одновременно жёсткий слой теплоизоляции, устойчивый к воздействию влаги. Утеплитель хорошо переносит нагрузки и обладает низкой теплопроводностью, просто монтируется и не образует мостиков холода во время эксплуатации.
- Пеноплекс Фасад – идеальный утеплитель для стен, используется как для наружного, так и внутреннего утепления. Экструдированный пенополистирол устойчивый к влаге и механическим повреждениям, в составе вентфасада не требует установки ветрозащитной плёнки. Фрезерованная поверхность утеплителя в мокром фасаде повышает адгезию штукатурного слоя.
- Пеноплекс Основа – применим для теплоизоляции не нагружаемых конструкций. Широко применяется в гражданском строительстве для утепления цоколя, фундамента, внутреннего/наружного утепления стен, полов. Материал популярен для утепления кровли.
- Пеноплэкс 45 – материал высокой плотности, выдерживает большие нагрузки в 50тн/м. кв. Утеплитель применяется для термоизоляции дорожного покрытия, при строительстве железных дорог, аэродромов, для устройства нагружаемых инверсионных кровель.
 кв. Утеплитель применяется для термоизоляции дорожного покрытия, при строительстве железных дорог, аэродромов, для устройства нагружаемых инверсионных кровель.
кв. Утеплитель применяется для термоизоляции дорожного покрытия, при строительстве железных дорог, аэродромов, для устройства нагружаемых инверсионных кровель.Экструдированный пенополистирол, цена которого указана в прайсе, абсолютно не поддерживает горения. Благодаря антипиреновым присадкам он избавился от главного недостатка пенопласта.
Какой пенополистирол экструдированный лучше? Решать Вам! Но какой бы материал Вы ни выбрали, купить экструзионный пенополистирол со скидкой можно уже сейчас!
Технические характеристики пенополистирола
- Теплопроводность. Пенополистирол — это некое подобие уплотненной пены. Воздух, который находится внутри пузырьков полистирола, является отличным теплоизолятором. Коэффициент теплопроводности у материала колеблется в пределах 0,028-0,034 ватта на метр на Кельвин. Чем выше плотность, тем больше этот показатель. Наилучшими свойствами обладает экструдированный пенополистирол.
- Паропроницаемость. Этот показатель для утеплителя варьируется от 0,019 до 0,015 килограммов на метр-час-Паскаль. В отличие от пенопласта, который имеет нулевую паропроницаемость, пенополистирол формуют путем нарезания. Пар поступает сквозь эти разрезы, проникая внутрь газонаполненных ячеек.
- Влагопроницаемость. При погружении плотного экструдированного пенополистирола в воду он остается практически сухим. Вбирает влаги в себя он лишь около 0,4%. Беспрессовый материал впитает примерно 4% воды. При контакте с жидкостью утеплитель не повреждается.
- Прочность. У пенополистирола средней и высокой плотности связь между молекулами достаточно крепкая. Прочность статического изгиба у него составляет 0,4-1 килограмм на сантиметр в квадрате.
- Химическая стойкость. Пенополистирол не вступает в реакцию с содой, мылом, минеральными удобрениями, битумом, гипсом, цементом, асфальтовыми эмульсиями, известью. Повредить и даже растворить утеплитель могут такие вещества, как ацетон, скипидар, олифа, некоторые спирты, лаки, продукты нефтепереработки.
- Стойкость перед ультрафиолетом. Прямые солнечные лучи губительны для пенополистирола всех разновидностей и марок. Сначала ультрафиолет делает материал менее прочным и упругим, а впоследствии полностью разрушает.
- Способность к звукопоглощению. Утеплитель может приглушить ударный шум только в том случае, если проложен толстым слоем. Волны воздушных шумов пенополистирол не в состоянии поглощать и изолировать. Это объясняется особенностями конструкции теплоизолятора — газонаполненные ячейки жестко расположены и полностью изолированы.
- Биологическая устойчивость. Пенополистирол непригоден для размножения и распространения плесени и грибков. А вот грызуны и насекомые его легко повреждают. В пищу материал они не используют, но прокладывают по нему ходы к источникам тепла и еды.
- Экологичность. На открытом воздухе материал подвержен процессам окисления. При этом в воздух выделяется немало вредных веществ: толуол, бензол, метиловый спирт, формальдегид, ацетофенон. При горении также образуется много токсических компонентов: фосген, бромистый водород, синильная кислота. Если материал не подвержен атмосферным воздействиям, то никаких опасных соединений он не продуцирует.
- Огнестойкость. Пенополистирол — это горючий материал. При воздействии огня он выделяет большое количество едкого дыма. Для материала, который не включает в себя антипирены, коэффициент задымления составляет 1048 метров квадратных на килограмм. Для противопожарного пенополистирола этот показатель еще выше — 1219 квадратов на килограмм. Например, у резины этот коэффициент равен 850, а у дерева — 23. Утеплитель, который содержит в составе антипирен, маркируется буквой С. Он хуже возгорается и имеет класс Г2. Однако со временем свойства антипирена становятся слабее и материал получает пониженные классы пожаробезопасности — Г3 и Г4. Температура возгорания пенополистирола составляет 450 градусов по Цельсию.
- Срок эксплуатации. При правильном монтаже и использовании утеплителя пенополистирола он гарантировано будет служить не менее 30 лет. Для сохранения качеств и свойств необходимо его защищать декоративным отделочным слоем на стенах.
 Этот показатель для утеплителя варьируется от 0,019 до 0,015 килограммов на метр-час-Паскаль. В отличие от пенопласта, который имеет нулевую паропроницаемость, пенополистирол формуют путем нарезания. Пар поступает сквозь эти разрезы, проникая внутрь газонаполненных ячеек.
Этот показатель для утеплителя варьируется от 0,019 до 0,015 килограммов на метр-час-Паскаль. В отличие от пенопласта, который имеет нулевую паропроницаемость, пенополистирол формуют путем нарезания. Пар поступает сквозь эти разрезы, проникая внутрь газонаполненных ячеек.
 При горении также образуется много токсических компонентов: фосген, бромистый водород, синильная кислота. Если материал не подвержен атмосферным воздействиям, то никаких опасных соединений он не продуцирует.
При горении также образуется много токсических компонентов: фосген, бромистый водород, синильная кислота. Если материал не подвержен атмосферным воздействиям, то никаких опасных соединений он не продуцирует. Для сохранения качеств и свойств необходимо его защищать декоративным отделочным слоем на стенах.
Для сохранения качеств и свойств необходимо его защищать декоративным отделочным слоем на стенах.Пеноплекс — морковного цвета.
Экструдированный пенополистирол и его технические характеристики у разных производителей несколько отличаются. На отечественном рынке есть три бренда, которые продаются больше всего:
- Пеноплекс;
- Техноплекс;
- Урса.
Все они похожи, за исключением некоторых нюансов. Например, в Техноплекс добавляют графит, благодаря которому материал становится более прочным. Из-за графита утеплитель становится серым, в отличие от Пеноплекса, который морковного цвета, или Урсы, бледно-бежевого оттенка. Рассмотрим каждую из марок отдельно.
Нельзя допускать попадания прямых солнечных лучей и растворителя на экструдированный пенополистирол.
Пеноплекс – отечественный продукт, который применяется для гражданского и промышленного строительства. Линейка утеплителя представлена десятью позициями. Основные характеристики:
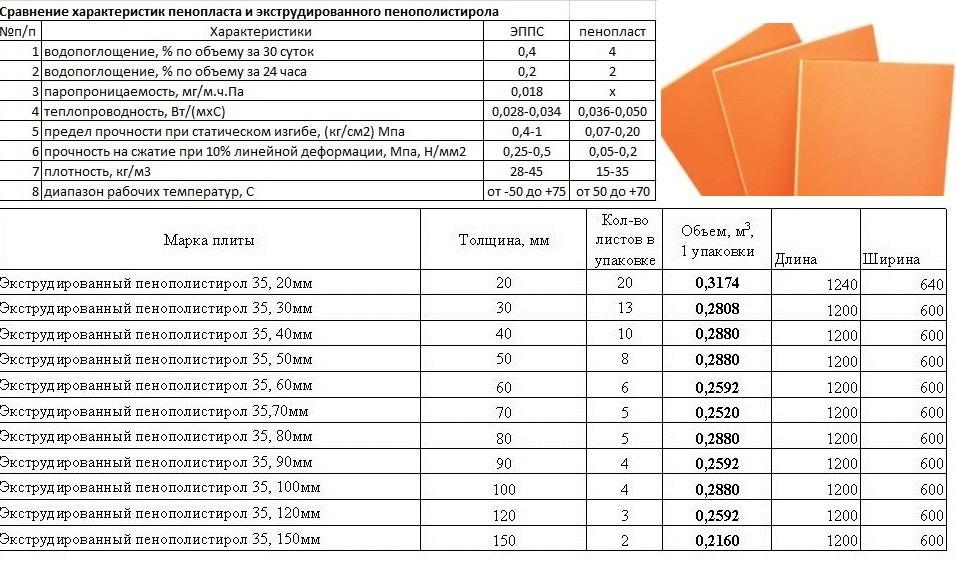
- экструдированный пенополистирол толщина: 2, 3, 4, 5, 6, 8, 10, 12 и 15 см;
- размеры листа: 60х120 см, 60х240 см;
- теплопроводность экструдированного пенополистирола 0,03-0,032 Вт/м*С;
- прочность на сжатие 0,2-0,5 Мпа;
- водопоглощение не более 0,4%;
- группа горючести Г4.

Также есть клиновидный утеплитель, который используется для скатных крыш. Уклон может быть1,7%, 3,4% и 8,3%. Техноплекс выпускается толщиной 3, 4, 5 и 10 см, стандартные размеры листов 60х120 см и 58х118 см. Отличие от Пеноплекса заключается в более высоком коэффициенте теплопроводности, он на 0,002 Вт/м*С лучше пропускает тепло. Он на 0,2% хуже впитывает влагу и за счет графита в своем составе более прочный на сжатие. Соответственно, материал лучше себя показывает при утеплении фундамента или стен цокольного этажа.
Урса – международная компания, у которой также есть представительства в России. Это один из ведущих производителей строительных материалов. Экструдированный пенополистирол выпускает трех видов. Общие характеристики:
- теплопроводность 0,032-0,034 Вт/м*С;
- прочность на сжатие 0,25-0,5 Мпа;
- впитывание влаги 0,3%;
- группа горючести Г4, кроме Ursa XPS N-III, у которой группа горючести Г3.
Экструдированный пенополистирол Урса размеры: толщина 3, 4, 5, 6, 8 и 10 см, длина и ширина у всех стандартно 60х125 см.
Качественное утепление бревенчатого дома начинается с конопатки межвенцовых щелей и углов. Для стен можно использовать только дышащие утеплители.
О том, как утеплить колодец на зиму читайте .
Внутреннее и внешнее утепление
Прежде чем приступить к утеплению стен необходимо определиться с методом утепления. Укладывать утеплитель снаружи или — индивидуальное предпочтение. Каждый способ имеет свои достоинства и недостатки. Особенности каждого способа утепления необходимо изучить еще на момент проектировки здания.
Утепление изнутри
Внутреннее утепление стен характеризуется следующими особенностями:
- затраты на утепление изнутри меньше, чем на внешнее утепление;
- сезон и погода не влияет на выбор времени для проведения работ;
- нет необходимости сооружать дополнительные подмостки для проведения работ по утеплению.
Отрицательными факторами по внутреннему утеплению являются:
- значительное уменьшение жилой площади;
- внешняя стена оказывается изолированной от обогрева из помещения;
- вероятность образования грибка внутри стены возрастает, так как точка росы формируется именно во внутренней части конструкции;
- при отключении отопления стены быстро остывают за счет малой инерционности утеплителя;
- место примыкания перекрытия к внешней стене невозможно оборудовать утеплителем, что ведет к образованию мостиков холода.

Способ утепления стен снаружи пользуется большей популярностью несмотря на то, что стоимость трудовых затрат и материалов для выполнения работ значительно выше метода внутреннего утепления.
Точка росы
Утепление снаружи
Преимуществом утепления стен снаружи является:
- в зимний период и в холодную погоду тепло сохраняется в стене достаточно долго;
- сохраняется проектная площадь помещения;
- внешняя теплоизоляция защищает внутренние стены от сырости.
Кроме того, внешние стены дополнительно защищены от воздействия атмосферных явлений, что значительно увеличивает срок службы сооружения.
Основными недостатками внешней теплоизоляции сооружения является:
- ограничение выполнения работ в соответствии с погодными условиями;
- увеличение затрат на используемые материалы.
С какой стороны стены производить утепление пенополистиролом
Утепление стен пенополистиролом целесообразно производить снаружи, так как материал не пропускает воздух, что может привести к образованию конденсата внутри стены при внутреннем утеплении, а также внутри помещения материал может выделять специфический запах.
Плюсы и минусы
Сегодня экструдированный полистирол известен как надежный и практичный материал, которому можно доверять. Его актуальность обусловлена множеством положительных качеств, о которых следует поговорить подробнее.
- Этот материал является водонепроницаемым. При неблагоприятном контакте с жидкостью заполняются полы пенополистирола – дальнейшего продвижения влаги при этом не происходит.
- Для экструдированного пенополистирола характерен низкий уровень теплопроводности. Если сравнивать его с другими изоляционными покрытиями, то можно сделать вывод, что коэффициент теплопроводности ЭППС меньше или равен (исключением из правил является только пенополиуретан).
- Характерной чертой ЭППС является низкая паропроницаемость. Коэффициент данного параметра считается минимальным среди изоляционных компонентов.
- Пенополистирол не подвержен деформированию даже спустя очень долгое время.
- Этому материалу не страшны температурные скачки. В таких условиях он не теряет своих полезных качеств и остается таким же практичным/эффективным. Его рабочая температура составляет от -100 до +75 градусов.
- Монтаж, как и демонтаж пенополистирола – дело несложное, да и времени занимает не так много, как многим кажется.
- Данный материал может похвастаться долгим сроком службы, на протяжении которого он не деформируется и не утрачивает своих качеств.
- По ходу эксплуатации экструдированный пенополистирол не подвержен разрушению.
- Экструдированный пенополистирол не боится неорганических растворителей.
- Работать с этим материалом очень легко и просто, поскольку он имеет малый вес и небольшую толщину.
 В таких условиях он не теряет своих полезных качеств и остается таким же практичным/эффективным. Его рабочая температура составляет от -100 до +75 градусов.
В таких условиях он не теряет своих полезных качеств и остается таким же практичным/эффективным. Его рабочая температура составляет от -100 до +75 градусов.- Стоит такой материал относительно недорого. Его смогут себе позволить многие потребители. В данном случае соотношение цена-качества не может не радовать.
- При укладке ЭППС можно обойтись без использования дополнительных гидро- и теплоизоляционных покрытий, что позволит существенно сэкономить средства.
- По словам специалистов, ЭППС не опасен для здоровья человека. Более того, при работе с ним у мастера не возникнет аллергических реакций.
- Подобный материал не боится низких температур, поэтому идеально подходит для нахождения в условиях сурового и переменчивого российского климата.
- Долговечность экструдированного пенополистирола подтверждается и тем, что он не подвержен гниению – этим качеством может похвастаться далеко не каждый строительный и отделочный материал.

Как можно заметить, достоинств у ЭППС очень много. Именно поэтому сегодня он занимает одну из лидирующих позиций на рынке изоляционных материалов. Однако такому практичному и надежному покрытию присущи и свои недостатки, о которых также следует знать перед его приобретением.
- Этот материал подвержен горению.
- Находясь в условиях температуры свыше 75 градусов, пенополистирол может выделять вредные вещества, опасные для здоровья человека.
- По словам специалистов, этот материал боится контакта с инфракрасными лучами.
- В ЭППС могут завестись мыши, хотя многие производители отрицают данный факт.
- При взаимодействии с различными растворителями этот материал может разрушаться.

Если перечисленные минусы вас не пугают, то можно смело переходить к приобретению этого современного материала – он применяется во многих сферах.
3 Сфера применения где используются материалы на основе полистирола
Несмотря на очевидные преимущества экструдированного полистирола очень многие потребители, особенно в нашей стране, отдают предпочтение именно пенопласту. Связано с это со стоимостью – цена на пеноплекс существенно выше, причем разница может достигать в несколько раз. Естественно, простые потребители, не зная, в чем разница между товарами, выбирают именно пенопласт.
Однако в некоторых страна, в том числе Западной Европы и США, использование пенопласта уже запрещено, что обусловлено выделением вредных и токсичных веществ в случае возгорания утеплителя. Специалисты в этой связи рекомендуют покупать надежный и качественный экструзионный полистирол. Но при этом следует понимать, он также к категории полностью экологически безопасных и чистых от токсинов товаров не относится.
Но при этом следует понимать, он также к категории полностью экологически безопасных и чистых от токсинов товаров не относится.
Несмотря на то, что пеноплекс по многим показателям обходит пенопласт, последний все равно относится к категории очень качественных и прочных утеплителей, выигрывая в сравнении у большинства других конкурентов. К тому же в некоторых ситуациях возможна эксплуатации исключительно вспененного полистирола. Например, отделка фасадов зданий предусматривает именно пенопласт, так как он обладает идеальными для этого показателями воздухопроницаемости и влагопоглощения. Экструдированным же полимером отделывать стены в данном случае проблематично из-за недостаточного уровня адгезии.
Благодаря высоким качествам такой материал идеально подходит для утепления домов
Пеноплекс отлично подходит для утепления балконов и лоджий. Причем здесь дело не только в высоких показателях. Как правило, указанные помещения не отличаются большим простором, поэтому здесь требуется использовать тонкие листы утеплителя, которые сохранят как можно больше полезной площади. Естественно, разница в толщине листов не слишком велика, однако все-таки по 5 см с каждой стены выиграть получится.
Естественно, разница в толщине листов не слишком велика, однако все-таки по 5 см с каждой стены выиграть получится.
Подвалы, цокольные этажи, а также фундамент следует утеплять также экструзионным пенополистиролом. Пенопласт не обладает соответствующими показателями качества, чтобы надежно защищать эти помещения от влаги и пара, в большом количестве здесь имеющиеся. В противном случае придется использовать очень толстые плиты пенопласта, чтобы добиться желаемого результата. Если же вам требуется утеплить пол в жилом помещении, то каких-либо особых требований не выделяется. Ведь оба материала отлично справляются с изоляцией помещений, даже достаточно плотный пенопласт с легкостью выдерживает любые тяжести в течение очень долгого времени.
Таким образом, разница между обычным вспененным пенопластом и экструдированным пенополистиролом все же имеется и довольно-таки значительная. Несмотря на полистирол, который применяется для изготовления обоих веществ, они отличаются по надежности, стойкости, влагопоглощению и, разумеется, цене. Но качество утепления в любом случае очень высоко, независимо от выбранной продукции.
Но качество утепления в любом случае очень высоко, независимо от выбранной продукции.
Теплоизолирующие плиты из экструдированного пенополистирола
При строительстве и ремонте здания обязательно возникает вопрос о его утеплении. Теплый дом – это залог здоровья вашей семьи, а также возможность сэкономить на коммунальных платежах. Как только вы задались этим вопросом, появляется необходимость решения: а какой материал лучше выбрать в качестве утеплителя? В настоящее время рынок предлагает несколько вариантов утеплителей: стекловата, каменная вата, экструдированный пенополистирол или пенопласт.
Вам нужно выбрать один из этих материалов в зависимости от особенностей вашего жилища и конкретного участка работы: пол, балкон, стены и т.д. Есть определенные правила, которым нужно следовать при выборе утеплителя.
Практически универсальным материалом для утепления помещения и здания снаружи являются плиты из экструдированного пенополистирола. Он обладает следующими положительными качествами: влагостойкостью, прочностью, высокой теплозащитой, долговечностью и безопасностью для здоровья жильцов дома. Почему важны эти свойства материала, разберемся подробнее.
Почему важны эти свойства материала, разберемся подробнее.
ВЛАГОСТОЙКОСТЬ.
Материал для утепления здания должен быть устойчив к поступлению влаги из окружающей среды, а также препятствовать накоплению конденсата внутри утепляемой поверхности. Если в процессе эксплуатации утеплитель будет скапливать воду, он потеряет свои теплозащитные свойства, и ваш дом будет холодны
что это такое в строительстве
В утеплении дома или квартиры необходимо учесть множество факторов при выборе материала. Важно, чтобы утеплитель не имел вреда для здоровья, был способен выдержать перепады температуры, имел отличные характеристики и свойства. Применение такого материала, как экструдированный пенополистирол, ТУ (технические условия) которого значительно превышают качества знакомого всем пенопласта. Материал часто именуют сокращенно — ЭППС, что это такое и в чем отличия от классического аналога, необходимо разобрать.
Содержание статьи:
Что это такое?
Что такое экструдированный полистирол, понять достаточно просто. Утеплитель представляет собой большое количество воздушных пузырей, которые закрыты в тонкие оболочки, выполненные из полистирола.
Утеплитель представляет собой большое количество воздушных пузырей, которые закрыты в тонкие оболочки, выполненные из полистирола.
При производстве соблюдается особое соотношение — 97 процентов воздушной массы и только два процента полистирола.
Это может значить то, что материал очень легок, однако обладает сильной хрупкостью. Процесс изготовления заключается в том, что сначала идет плавление базового материала, потом сырье необходимо вспенить и подать в раствор сжатый воздух. Когда масса достаточно засохнет, требуется вылить ее в формы и прессовать, чтобы готовые изделия приобрели форму листа или плиты.
Готовые листы имеют небольшую толщину и плотность. Материал похож на твердую пену, в связи с чем и приобрел название — экструзионный пенополистирол, что это такое и какая у него технология производства, видно на рисунке.
Благодаря тому, что воздух герметично структурирован внутри пузырей, получаются отличные теплоизоляционные свойства независимо от размера по толщине. Связано это с тем, что неподвижная воздушная оболочка является очень качественным изолятором.
Связано это с тем, что неподвижная воздушная оболочка является очень качественным изолятором.
Чем отличается от пенопласта?
Что такое экструзионный полистирол — это материал, который по составу значительно отличается от стандартного пенопласта.
Пенопласт имеет немного большую плотность, поэтому выигрывает у полистирола по теплопроводности, однако, незначительно. Первый имеет показатель в 0,04 Вт/мК, тогда как второй обладает показателем в 0,032 Вт/мК. Если сравнить более доступно, то для определенного правильного утепления необходимо вместо 20 сантиметрового листа пенопласта покупать 25 сантиметровый лист ЭППС пеноплекса. Однако большое значение имеет фирма-производитель, поэтому значения могут отличаться. Также, пенопласт немного выигрывает по шумоизоляции.
Обратите внимание! Полистирольный материал не знает равных по водонепроницаемости. Наибольший объем поглощения влаги составляет не более трех процентов, что позволяет даже применять утеплитель без дополнительных слоев влагоизоляции. Он не подвержен деформациям и изменениям формы даже от продолжительного влияния влаги.
Он не подвержен деформациям и изменениям формы даже от продолжительного влияния влаги.
Плюсы и минусы
Как и любой другой утеплитель, экструдированный пенопласт имеет собственные положительные и негативные качества.
Плюсы ЭППС:
- малое поглощение влаги и воды;
- невысокая проводимость тепла;
- устойчивость к влиянию низких температур;
- отсутствие гниения, разложения;
- высокая экологичность;
- малая масса;
- легкость в укладке при строительстве и утеплении;
- высокая прочность и долговечность.
Минусы:
- при горении утеплителя в воздух выделяются фенолы;
- отсутствие стойкости к воспламенению;
- разрушение материала при влиянии органических растворителей, сложных углеводородов и ультрафиолетовых лучей;
- недопустимость в использовании для бань, саун и некоторых других сооружений.
Область применения
Наибольшее распространение материал получил в области строительства и ремонта.
Применяется при утеплении стен, фасадов, кровель и фундаментов.
Различные производители используют собственные маркировки материала. Например, «Технониколь» применяет при экструзии утеплителя, название пенополистирол XPS.
Технические характеристики
Представленному материалу присущи такие характеристики:
- коэффициент теплопроводности находится в диапазоне от 0,028 до 0,034 ватта на метр на Кельвин. С повышением плотности увеличивается значение;
- в диапазоне от 0,019 до 0,015 кг/мчП находится паронепроницаемость. Это хороший показатель для материала такого типа;
- невысокая теплопроводность значит, что материал хорошо сохраняет тепло внутри помещения.
- высокая прочность. Утеплитель имеет хорошую межмолекулярную связь, обладает прочностью на статический изгиб с уровнем в 0,4-1 килограмм на квадратный сантиметр;
- практически не подвержен влиянию насекомых и микроорганизмов, однако не имеет защиты от грызунов;
- стоек к воздействию большинства химических элементов. Подвержен растворению или повреждению при влиянии ацетона, олифы, скипидара и некоторых других;
 Подвержен растворению или повреждению при влиянии ацетона, олифы, скипидара и некоторых других;
Подвержен растворению или повреждению при влиянии ацетона, олифы, скипидара и некоторых других;- при влиянии прямых ультрафиолетовых лучей подвергается разрушению;
- показатели звукоизоляции имеют качественный уровень;
- экологичность материала достаточно хорошая, однако, при окислении на открытом воздухе выделяет в атмосферу такие вредные вещества как бензол, толуол, формальдегиды, метиловый спирт, ацетофенон. Во время горения выделяет синильную кислоту, фосген и прочие;
- продолжительность эксплуатации составляет не менее тридцати лет при корректной укладке и соблюдении всех условий. Чтобы сохранить все свойства полистирола требуется защитить его слоем отделочного покрытия.
Правила выбора
ЭППС представляет собой один из наиболее распространенных утеплителей при ремонте и строительстве. Он обладает легкостью, относительно доступной ценой, простотой в монтаже. Высокий спрос порождает наличие множества производителей и марок. Каждый из изготовителей пытается склонить покупателя на свою сторону, рассказывая о новшествах в производстве, высоком качестве и прочих достижениях. Это приводит к тому, что большинство клиентов просто теряются, особенно те, кто планирует самостоятельно заняться утеплением и не имеет должного опыта.
Это приводит к тому, что большинство клиентов просто теряются, особенно те, кто планирует самостоятельно заняться утеплением и не имеет должного опыта.
Важно! Перед выбором материала, рекомендуется проконсультироваться с экспертами в строительстве и утеплении.
В процессе самостоятельного подбора, желательно соблюдать такие советы:
- предварительно изучить параметры и характеристики. Для утепления стен снаружи лучше всего отдать предпочтение полистиролу ПСБ-С, который обладает самозатуханием. При этом, стоит выбрать марку, не менее сороковой. В том случае, если его марка будет составлять менее 25, то такой утеплитель не подходит для теплоизоляции;
- при приобретении утеплителя требуется проверить соответствие стандартам качества при производстве. Наибольшую эффективность дает продукт, который выполнен согласно ГОСТ. Если производитель заявляет собственные ТУ, тогда свойства материала могут быть отличными от оригинальных. В качестве примера, можно привести уже указанный ЭППС марки ПБС-С-40, который может различаться по плотности от 30 до 40 килограммов на метр кубический. Таким образом, изготовитель обманывает покупателя, указывая одну марку в названии и применяя на практике вовсе другие показатели плотности. Нежелательно делать выводы только на основании марки, указанной в наименовании, лучше проверить это по сертификации;
 Таким образом, изготовитель обманывает покупателя, указывая одну марку в названии и применяя на практике вовсе другие показатели плотности. Нежелательно делать выводы только на основании марки, указанной в наименовании, лучше проверить это по сертификации;
Таким образом, изготовитель обманывает покупателя, указывая одну марку в названии и применяя на практике вовсе другие показатели плотности. Нежелательно делать выводы только на основании марки, указанной в наименовании, лучше проверить это по сертификации;- профессионалы дают такой совет по выбору. Перед тем, как купить, лучше попробовать отломать небольшой кусок у самого края пластины. Если материал отломается с неровным краем, то пользователь имеет дело с упаковочным пенопластом низкого сорта. Это подтвердится наличием небольших круглых шариков на месте разлома. Хороший экструзионный утеплитель будет иметь многогранники правильной формы в месте разлома;
- рекомендуется остановить выбор на качественных европейских производителях — Polimeri Europa, Strochem, BASF. Это гарантирует отличное качество и характеристики. Если выбирать среди отечественных марок, то лучше отдать предпочтение фирмам «Пеноплэкс» и «Технониколь». Такие изготовители имеют высокие мощности, систему качества, которая строго соблюдается.

Технология для фасада
Выполнение утепления фасада представляет собой несложную операцию для опытных специалистов. Однако для новичков требуется наличие определенных навыков и умений в строительстве и ремонте. Для начала необходимо ознакомиться с технологией утепления фасадов, выбрать необходимое оборудование, инструменты и приспособления.
Наиболее понятно и просто можно изобразить технологию визуально. Тогда будет видно, какой материал необходим, и порядок наложения слоев на стены. Желательно согласовать технологию с экспертами, поскольку необходимо правильно подобрать толщину и плотность полистирола для конкретного климатического региона.
Набор инструментов
Для выполнения работ по утеплению необходима определенная предварительная подготовка, которая заключается в выборе специальных инструментов и приспособлений. Для монтажа теплоизоляции следует иметь под рукой:
- валик малярный и набор кистей;
- шпатели;
- клей;
- посуду для клеевой смеси;
- резиновый молоток;
- набор дюбелей;
- перфоратор для бетона и кирпича;
- нож для монтажа и простой карандаш;
- строительный уровень;
- сетка малярная;
- грунтовка;
- средство против грибка;
- набор листов пенополистирола или пеноплекса, толщина которых равняется не менее пяти сантиметров.

Особенности
Отделка экструдированным пенополистиролом для стен или его аналогами, должна начинаться с подготовки всех поверхностей. Необходимо снять всю старую отделку, обрешетку, дюбели и плинтуса, чтобы стена была утеплена как можно ниже. Всевозможный налет в виде плесени, грибков, должны максимально удаляться с применением наждачной бумаги. Если на стене есть образованные трещины и другие неровности, то их следует выровнять при помощи слоя штукатурки и шпаклевки.
После полного высыхания поверхности, требуется покрыть весь периметр стен специальным противогрибковым раствором. Через один день после этого, разрешается приступать к грунтовке, чтобы придать покрытию хорошее сцепление отделки и поверхности стены. Это защищает от дальнейшего возникновения грибкового налета.
Важно! Когда операция будет завершена, необходимо хорошо проветрить помещение. Чтобы на поверхности не скапливался конденсат, перед установкой утеплителя нужно смонтировать гидроизоляционную подложку.
Наиболее популярные марки
На отечественном рынке представлены как Российские изготовители ЭППС, так и зарубежные. Среди наиболее зарекомендовавших себя марок, следует выделить отечественные компании «Технониколь» и «Пеноплэкс». Если отдавать предпочтение более качественным и дорогим зарубежным маркам, то лучше выбрать Nova Chemicals, Polimeri Europa или хорошие аналоги.
Советы и рекомендации по использованию
Распространены такие рекомендации по эксплуатации пенополистирола экструдированного:
- любая отделка должна исключать попадания на материал ультрафиолетовых лучей;
- для полного схватывания материала и поверхности стены, последнюю стоит тщательно подготовить;
- не рекомендуется использовать ЭППС при внутреннем утеплении стен;
- перед покупкой продукта следует обязательно ознакомиться с сертификатами качества и соответствия.
ЭППС, как материал для утепления, обладает хорошими свойствами и характеристиками. Около восьмидесяти процентов европейских домов и офисов утеплены именно этим материалом. Главное — правильно выбрать и уложить утеплитель, в соответствии с технологией. Для продолжительной эксплуатации важно предусмотреть плотную защиту от атмосферного воздействия и солнечных лучей.
Экструдированный пенополистирол — область применения и свойства
Экструдированный пенполистирол — продукт современных технологий, был разработан сравнительно недавно, около 20 лет назад, и с тех пор весьма широко применяется для теплоизоляциии.
Экструдированный пенополистирол дороже пенопласта. Но его все равно приобретают и применяют. Потому что материал обладает особенными свойствами, которые делают его незаменимым в некоторых случаях.
Экструдированный пенополистирол – легкий теплоизолятор
Коэффициент теплопроводнсти составляет — 0,03-0,034 Вт/м?С. Это меньше чем у пенопласта и большинства других утеплителей.
По этому показателю материал уступает разве что пенополиуретану. Соответственно, и слой утепления для достижения требуемых параметров потребуется меньший.
Плотность выпускаемого материала обычно находится в пределах 25..55 кг/м?.
Пароизоляционные свойства
Сырье для изготовления пенопласта и экструдировнного пенополистирола применяется одно и то же. Но особенная технология (метод экструзии) позволяет получить материал, у которого мельчайшие капсулы с воздухом (0,1 – 0,2 мм) почти все закрытые и не проницаемые.
Поэтому через пенополистирол воздух и водяной пар практически не проходят. Коэффициент его паропроницаемости составляет около — 0,015 м2• ч • Па/мг. Что значительно меньше чем у железобетона (0,03 м2• ч • Па/мг) и у пенопласта (0,05 -0,23 м2• ч • Па/мг).
Сопротивление движению пара, а также способность к водонакоплению, имеют большую значимость при выборе материалов для теплоизоляции. По этим характеристикам у экструдированного пенополистирола своя особая область применения.
Низкая паропроницательность, с одной стороны, ограничивает область применения материала. Но, с другой стороны, его можно и нужно применять как пароизляционный барьер и как материал, не накапливающий внутри воду.
Не поглощает воду
Водопоглощение пенполистирола эктрудированного составляет всего 0,4 % по объему. Это делает возможным применять его в непосредственном контакте с водой и с грунтом без ограничения срока. А также использование как гидробарьер на наружной стороне конструкций.
Низкое водопоглощение выделяет пенополистирол из ряда других утеплителей.
Высокая механическая прочность
Прочность на сжатие составляет от 0,25 МПа, для плотности материала 35 кг/м куб., до 0,5 МПа для плотности 50 кг/м куб.
Высокие показатели механической прочности позволяют применять эструдированный пенополистирол как конструкционную часть нагруженных конструкций. Или как утепляющий и подстилающий слой.
Еще о свойствах экструдированного пенополистирола
Нужно отметить, что экструдированный пенополистирол не горит самостоятельно, а только под воздействием источника пламени. Затухание при прекращении воздействия происходит не позже чем через 3 секунды. При горении (а так же при нагревании и плавлении!) выделяет опасные вещества. Поэтому применение его внутри зданий без ограждения трудносгораемой (40 минут) оболочкой не желательно.
Не лишне напомнить, что все пенополистиролы при легком не пожарном нагреве (свыше 60 градусов) начинают ускоренно разлагаться и выделять вредные вещества. Поэтому прокладка горячих трубопроводов с непосредственным контактом с этим утеплителем не допускается. То же самое и с электрическими проводниками, розетками, и т.п.
Экструдированный пенополистирол, так же как и пенопласт ускоренно разрушается от воздействия ультрафиолета. Поэтому снаружи он должен защищаться от воздействия солнечного света как при хранении, так и при эксплуатации.
Утеплитель для нагреваемого фундамента
Водоупорные и высокие прочностные свойства пенополистирола дают возможность применить его в качестве теплоизолятора под фундаментом сделанным по типу «шведская плита».
Это плитный отапливаемый фундамент, который одновременно является и основой теплых полов. Слой пенополистирола экструдированного при этом составляет 10 — 20 см. Такие фундаменты весьма популярны в западных странах и позволяют достигать высоких показателей энергосбережения для малоэтажных легких домов и обеспечивают высокий уровень комфорта.
Сюда и уходит львиная доля выпускаемого материала.
Теплоизоляция ленточного фундамента с боков и цоколя
Все чаще прибегают к утеплению обычного ленточного фундамента, цоколя, а также ростверка на сваях, с боков по наружному периметру, что экономит тепловую энергию, уходящую из стен в грунт. И к тому же дополнительно защищает фундамент от воды.
Экструдированный пенополистирол наклеивают на слой гидроизоляции фундамента и засыпают песком толщиной от 20 см. Выше уровня грунта пенополистирол используется как брызгозащитный утеплитель для цоколя. Обычный слой возле поверхности и выше — 10 сантиметров, ниже 0,5 метра от уровня земли — 5 см.
Для бетонных полов
Под бетонными стяжками в основном используется экструдированный пенополистирол. Прочная минеральная вата в этих случаях, или не подходит вовсе, из-за возможного попадания пара и воды из подполья, или ее применение под стяжкой пола рискованное.
Экструдированный пенополистирол к тому же выступает здесь преградой лишней влажности, что во многих случаях востребовано. Материал повышенной плотности и прочности применяют в гаражах под стяжками, на которые наезжают автомобили.
Утепление комнат изнутри
В редких случаях, когда не возможно утепляться снаружи, прибегают к утеплению изнутри. Так чаще утепляют подвальные помещения, но бывает и дома и квартиры, у которых «фасад-недотрога».
Тогда нужен утеплитель, который не пропускает пар, что бы соблюдался принцип паропроницаемости слоев — внутри теплого помещения самый изолирующий слой.
Это позволяет уменьшить риски намокания несущей конструкции, а также решает вопрос плесени и повышенной влажности внутри помещения, которых не избежать с паропроницаемыми утеплителями.
Единственное – придется утеплитель внутри закрывать штукатуркой не менее 3 см толщиной армированной стальной сеткой, либо двойным листом гипсокартона — 35 мм, что даст необходимое время при воздействии пламени, пока пенополистирол начнет плавится.
Термоизоляция трубопроводов в земле, или других конструкций контактирующих с водой
Очень удобно экструдированным пенополистиролом утеплять трубопроводы находящиеся в земле. Производители выпускают скорлупу различных конфигураций, для утепления фигурных объектов.
Материал широко применяется в промышленности в самых разных случаях. Также массово применяется в портах, в судостроении.
А в строительной отрасли этим утеплителем покрывают плоские кровли, так как он не боится замокания, в случае протечки верхнего покрытия.
Где не рекомендуется применять пенополистирол
На стенах снаружи в большинстве случаев экструдировнный пенополистирол не применяют. Потому что высокоизолирующие свойства в отношении пара создают риск намокания внутренних прочных конструкций (пароизоляция не абсолютная). Нарушается принцип паропроницаемости слоев.
Но внутри трехслойной стены пенополистирол может быть применен совместно с дополнительным паробарьером (пленкой) — используется принцип полного разделения слоев. Но здесь может быть применим практически любой утеплитель.
К тому же этому материалу трудно конкурировать с гораздо более дешевым пенопластом. А ведь утепление должно окупаться как можно быстрее… согласно тех же нормативов.
Также не желательно присутствие экструдированного пенополистирола на деревянных конструкциях, нарушение парообмена которых, приводит к тому что дерево преет. Внутри помещения, как было указано, пенополистирол не применяется в открытом виде по пожарным соображениям, а при внутреннем утеплении дополнительно закрывается гипсовыми (цементными) защитными экранами.
Экструдированный пенополистирол характеристики и свойства
Свойства пенополистирола (ЭППС) позволяют использовать утеплитель данного вида для решения различных задач: обеспечение жесткости поверхности, а также ее теплоизоляция (фундамент, стены, пол, крыша, отделочные работы с наружной стороны конструкций и пр.).
Пенополистирольные плиты характеризуется жесткостью и невысоким коэффициентом теплопроводности. Благодаря таким особенностям утеплитель ЭППС обеспечивает больший комфорт в помещении, так как значительно снижается интенсивность оттока тепла.
Подробнее о материале
Когда решается вопрос, какой лучше теплоизоляционный материал, следует внимательнее присмотреться к варианту под названием экструзионный пенополистирол. Помимо обустройства жилых объектов, утеплитель данного вида задействуют даже при строительстве авто- и железных дорог, так как именно эти плиты позволяют избежать негативного воздействия пучения грунта при промерзании.
Пенополистирол имеет массу преимуществ: он самый дешевый, легко режется обычным ножом, почти не впитывает влагу и хорошо держит тепло.Изготавливается экструзионный пенополистирол посредством метода экструзии: под воздействием высоких значений давления и температуры гранулы полистирола подвергаются смешиванию со специальным вспенивающим соединением, а полистирол получают уже после выдавливания через экструдер. В результате плиты характеризуются особыми свойствами, что обусловлено плотной мелкопористой структурой (диаметр в пределах 0,1-0,2 мм).
Обзор свойств пенополистирола
Пенополистирол экструзионный отличается рядом особенностей, которые делают утеплитель такого рода универсальным материалом:
- Не гигроскопичен, а значит, не склонен к впитыванию влаги, что обусловлено структурой: пенополистирольные плиты состоят из множества закрытых ячеек, в них попросту не проникает жидкость;
- Обеспечивает барьер для оттока тепла из помещения, такая особенность объясняется низким коэффициентом теплопроводности;
- Повышенная прочность: утеплитель данного вида представляет собой плиты из материала, уплотненного под воздействием высокого давления и температуры;
- Экструзионный пенополистирол не подвержен гниению, так как утеплитель в этом исполнении не впитывает влагу, а значит, нет условий для размножения вредоносных микроорганизмов;
- Малый вес.
Если сравнить пенопласт и плиты пенополистирола, по ряду факторов лучше выбрать именно второй вариант.
Плюсы и минусы
Основные технические характеристики можно представить в качестве преимуществ материала:
- Неподверженность воздействию влажной среды, благодаря чему утеплитель служит несравнимо дольше, чем, например, пенопласт;
- Способность удерживать тепло в холодное время и прохладу – в теплый сезон, что дополнительно к системе кондиционирования и отопления помещения обеспечивает комфорт;
- Благодаря повышенной жесткости плиты используют при обустройстве дорог, фундаментов и с целью упрочнения конструкций;
- Снижение расходов на отопление благодаря отличным теплоизоляционным свойствам этого материала;
- Морозостойкость, способность переносить большое количество циклов на заморозку/разморозку, причем это не влияет на свойства плит;
- При нормальных условиях ЭППС является безопасным утеплителем;
- Малый вес, которым характеризуются такие плиты, делает процесс монтажа легче и значительно ускоряет работу.
Но не все характеристики пенополистирола относятся к преимуществам.
Например, теплоизоляция такого рода представляет класс горючих веществ с высокой степенью опасности. Кроме того, нужно отметить подверженность материала воздействию наиболее агрессивных сред: растворители, а также определенные виды лаков.
По этой причине лучше клеить пенополистирольные плиты с применением составов, в которых отсутствуют подобные вещества.
Технические характеристики
Основные параметры утеплителя данной категории: коэффициент теплопроводности (0,029-0,034 Вт/(м*С)), показатель влагопоглощения не более 0,4%, плотность (в пределах 38-45 кг/куб. м), незначительная паропроницаемость (0,013 Мг/(м*ч*Па)).
Технические характеристики утеплителяТехнические характеристики включают в себя еще и класс горючести, а пенополистирольные плиты представляют наиболее высокие по уровню опасности классы: Г3, Г4. Кроме того, размеры материала определяют ряд параметров (поглощение ударного шума, прочность, теплоизоляционные свойства).
Габариты
Стандартная ширина плит представлена единственным вариантом – 600 мм. При этом другие размеры могут значительно варьироваться. Например, длина изделия в основном встречается в двух значениях: 1200 мм и 2400 мм.
Виды структуры и кромки материалаТолщина пенополистирола: 30-100 мм, исключение составляют значения 70 и 90 мм. Вне зависимости от того, какие размеры плиты выбраны, работать с материалом будет легко ввиду его малого веса.
Однако пенополистирольные изделия большей толщины характеризуются повышенной устойчивостью к оттоку тепла из помещения. А значит, на объектах с помощью такой теплоизоляции можно обеспечить повышенный комфорт.
Класс горючести
Пенополистирольные изделия хорошо горят, поэтому их причисляют к наиболее высоким классам горючести: Г3, Г4. Также этот утеплитель не склонен к самозатуханию. Если производить заявляет, что его продукция имеет подобные технические характеристики, лучше обратиться к тем, кто предлагает достоверную информацию о материале.
В теории не рекомендуется использовать плиты для теплоизоляции объекта с повышенными требованиями к пожарной безопасности. Однако существует СНиП 21-01-97, в соответствии с которым допускается применение подобных материалов. Но лучше задействовать изделия класса горючести Г3.
О пожаробезопасности пенополистирола: используя европейские стандарты, отличающиеся от отечественных. Там горючесть определяется по трем оценочным характеристикам: биологической, химической и комплексной.Кроме того, с целью снижения уровня опасности утеплителя на одном из этапов производства добавляются антипирены – вещества, с помощью которых технические характеристики материала несколько изменяются и плиты переходят в категорию мене опасных (класс горючести Г1,Г2).
Маркировка
Существует множество различных марок подобной теплоизоляции. Одни из наиболее востребованных:
- Европлекс;
- Пеноплекс;
- Техноплекс;
- Стирекс;
- Примаплекс.
Каждый из вариантов имеет определенный набор характеристик, что определяет целевое назначение таких плит. Если в составе имеются антипирены, то материал маркируется буквой С.
В некоторых случаях лучше склеить между собой две плиты. А чтобы не подвергать материал риску деформации, рекомендуется подбирать клей для экструдированного пенополистирола без растворителей.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Основные технические показатели и эксплуатационные характеристики экструдированного пенополистирола
В настоявшее время наиболее применяемым утеплителем для наружных конструкций является уникальный экструдированный пенополистирол. С тех пор как спустя полвека назад появился этот технический, многофункциональный материал, в строительстве наступила новая эра развития.
Для производства экструзивного материала применяют вспенивание полистирольных частиц под воздействием газовых агентов. Чаще всего в таком качестве работают фреоны или окиси углерода. Эти газы не являются токсичными для человека и относятся к негорючим смесям. После выхода из экструдера получают прозрачные или окрашенные в цветовые наполнители листы, которые сушат и применяют по мере надобности.
Пластик с равномерной консистенцией, которая представляет собой мелкие закрытые пузырьки воздуха и есть экструдированный пенополистирол. Характеристики утеплителя разрешают очень широкое применение его в области строительных и отделочных работ. Замкнутая ячеистая структура позволяет материалу приобретать высокие изолирующие свойства и сохраняет достаточную прочность.
Экструзивный пенополистирол и пенопласт имеют общее начальное сырье – полистирол. Но пенопласт не проходит в процессе производства обработку экструдером. Исходный материал проходит обработку сухим паром, в результате чего гранулы прилипают друг к другу.
Пенополистирол производится под воздействием давления, высокой температуры и трения. В таких условиях он расплавляется и перемешивается до однородной гомогенизированной массы. По условиям технологического процесса экструзивная масса проходит под давлением через сетчатые фильтры и проходит через формующие головки, которые задают массе требуемую форму.
Экструдированный пенополистирол
Технические характеристики и свойства
- Пенополистирол не пропускает влагу. Если поместить плиты в воду, только крайние открытые в результате порезки, ячейки наберут в себя влагу. На этом процесс заполнения водой полностью останавливается.
- Теплопроводность пенополистирола ниже, чем у всех известных изолирующих материалов.
- Экструдированный пенополистирол более хрупок, менее пластичен, чем просто вспененный полистирол.
- Пропускает некоторое количество световых лучей.
- Проявляет химическую стойкость к кислотам, щелочам, жирам, соли. Стоек к известковым составляющим, спирту, аммиаку, газам, цементу, парафину.
- Экологически чистый материал.
Области применения материала
- Технические характеристики пенополистирола позволяют его широкое применение в разных сферах строительства от первоначального этапа до окончательной отделки.
- Применяется при возведении стен, фундаментов, перекрытий из бетона в качестве несъемной, изолирующей от влаги и утепляющей опалубки одновременно.
- Для уменьшения отдачи тепла наружных стен здания, подвальных и внутренних перегородок.
- Нашел широкое применение в строительстве автомобильных дорог и магистралей, где гарантирует прочность покрытия к различным деформациям и препятствует промерзанию земли.
- Для устройства наружных ограждений, которые работают в жестких погодных условиях.
- Прозрачные виды пенополистирола используют в качестве окон в сантехнических кабинках, теплицах, парниках, торговых павильонах и ларьках.
- Для теплоизоляции при строительстве холодильных камер, прокладке траншей под любые трубопроводы и инженерные сооружения прямоугольного сечения.
Положительные качества экструдированного пенополистирола
- Очень хорошо работает в условиях российских зим с крепкими морозами, благодаря своим водоотталкивающим свойствам и тому, что утеплитель не гниет.
- Эта же особенность позволяет успешное применение материала при утеплении кровли. Использование пенополистирола позволяет убрать слой гидроизоляции из кровельного пирога.
- Очень простой в применении. Монтировать такой утеплитель может человек с маленьким строительным опытом.
- Долговечность служит приоритетом при выборе утеплителя для наружных стен в элитных строениях и дорогостоящих конструкциях. Но длительность эксплуатации пока является только теоретической, ведь срок службы, который определен в 80 лет гораздо дольше, чем срок использования этого материала после изобретения. В этом качестве пенополистирола еще предстоит убедиться.
- Хранение и перевозка не являются трудоемкими и дорогостоящими. Складирование допускается на открытом воздухе строительной площадки.
- Низкая стоимость делает материал доступным для использования широким слоям потребителя.
- Одновременно осуществляет сбережение тепла и защиту стен от влаги.
- Экономия места в помещении за счет гораздо меньшей толщины, чем другие популярные виды утеплителей.
Технические особенности использования пенополистирола
Температурными рамками использования материала считаются от 53ºС до 73ºС. В этом режиме все характеристики пенополистирола остаются в норме.
Укладывают слои утеплителя одновременно при строительстве дома, чтобы сэкономить время. Ранее выполненные постройки также утепляют с помощью пенополистирола или добавляют дополнительные слои непосредственно перед отделкой.
Целостность пенополистирола гарантируется при хранении материала на солнечной открытой местности в заводской упаковке, нагревание солнечными лучами в южных районах приводит к деформации плит.
Для надежности в эксплуатации надежно укрывают экструдированный пенополистирол от воздействия теплых солнечных лучей. Это делают с помощью оштукатуривания, цементными составами или устройством вентилируемых навесных фасадов.
Применение пенополиуретана внутри помещения ограничивается. При пожаре материал выбрасывает в окружающий воздух много едких веществ, что является дополнительным губительным фактором.
Рекомендуется применять клей для пенополистирола, использование других клеящих веществ повлечет за собой размягчение плит, изменение их формы и геометрических параметров.
К деформации материала может привести употребление клеевых составов, которые содержат растворители, смолы, ацетон, этилацетат, толуол.
Приобретение качественного материала
К выбору утеплителя для дома подходят со всей серьезностью, покупать первый попавшийся материал нельзя. Для отделки стен фасада более всего подходит пенополистирол с маркой 40. Марка 25 и ниже в строительстве и изоляции не применяется, ее используют для тары и др.
Пенопласт, имеющий марку 40, может быть различной плотности, от 25 до 40. Вся плотность в этом промежутке может быть обозначена высокой марки. Но производитель постарается вложить наименьшее количество средств. Поэтому требуют у продавца сертификат качества, в котором перечислены технические параметры материала и указана истинная плотность.
В этих документах обращают внимание на способ изготовления, экструзия или под давлением. Добиться желаемой прочности давлением нельзя, нужно только расплавление в аппаратах.
При попытке отломить кусочек материала, пенопласт и низкокачественный полистирол покажут на сломе шариковую структуру, и края будут иметь хаотичный разрыв. Экструдированный образец на месте разлома покажет четкие геометрические фигуры, по которым и будет проходить линия трещины.
Пенополистирол в качестве несъемной опалубки
- Для возведения стен используются готовые пенополистирольные блоки, пустотные внутри. Эти полости служат для заполнения их бетонной смесью с армированием, которая, по сути, формирует каркас здания. При устранении пенопласта образуется здание, построенное на колоннах. В современном строительстве такие конструкционные схемы применяются очень часто, возведение стен в опалубке из пенополистирола уменьшает во много раз время постройки.
- Целостность строения достигается за счет сквозных столбчатых каналов, которые пронизывают все строение. Некоторые частные застройщики выполняют опалубку под бетонирование своими руками из пенополистирола путем нанизывания плит на подготовленную вертикальную арматуру.
- Несъемная опалубка позволяет одновременно ускорить строительство, выполнить энергосбережение дома и изолировать стены от губительного воздействия влаги.
- Термодом, построенный по такому принципу, сохраняет все температурные и эксплуатационные показатели в норме, независимо от времени года. В нем тепло зимой и прохладно в летнюю жару. Показатели, замеренные под потолком и внизу у пола, практически не отличаются и всегда стабильны.
- Уменьшается воздействие наружных шумовых эффектов на присутствующих внутри помещения людей.
- Бетон внутри пенополистирола не подвергается губительному действию грибковых организмов и плесени.
- Для обеспечения «дыхания» дома разработана сеть специальных каналов, по которым осуществляется естественный воздухообмен помещения внутри дома.
- Конечно, преимуществ такая несъемная опалубка имеет множество, но все-таки на передний план выступает безопасность человека. Жить в полностью синтетическом доме смогут не все. Поэтому применение такого метода больше подходит для промышленных объектов и больших торговых комплексов. Но для жилья оптимальным считается полностью выполненная отделка наружных стен из экструдированного пенополистирола.
Хотя, как выяснилось, что экструзивный пенополистирол при горении выделяет много вредных веществ, он как наружный теплоизолятор на сегодняшний день приобретает все большую популярность. Высокие теплотехнические показатели, невосприимчивость к влаге, легкость монтажа и дешевизна еще нескоро позволят появиться конкурентам этого нужного в строительстве материала.
состав, форма выпуска, плюсы и минусы
Содержание статьи:
На фоне постоянно растущих счетов за электричество и отопление все более актуальными становятся вопросы теплоизоляции зданий, помещений и коммуникаций. Наиболее популярным материалом в промышленном и частном строительстве является экструдированный пенополистирол. Продукция отличается отличными техническими характеристиками и широкой сферой применения. В продаже представлены модели, имеющие разную конфигурацию, маркировку и стоимость. Чтобы не растеряться в этом многообразии и правильно выбрать товар, следует изучить все особенности экструзионного полистирола, начиная от стадии его изготовления и заканчивая вариантами отделки после нанесения на основу.
Технология производства и состав
Плотный на ощупь экструдированный пенополистирол на 99% состоит из воздуха
Экструдированный полистирол производится путем вспенивания разогретого полимерного сырья с последующей экструзией и охлаждением. Исходным сырьем служат гранулы полистирольного пластика, частицы которого под воздействием растворителя и углеродного катализатора увеличиваются в объеме, образуя пенную субстанцию. В процессе остывания масса становится плотнее и тягучее. В этот момент она поступает в экструдер. За время прохождения через формы материал окончательно остывает и приобретает окончательную форму. Дальше проводится его нарезка на заданные формы, упаковка и транспортировка на склад готовой продукции.
В готовом виде экструдированный полистирол на 99% состоит из воздуха. Остальной объем занимают стенки капсул, внутри которых он заключен. В отличие от пенопласта экструзионный пенополистирол представляет собой монолитный материал с внутренними ячейками закрытого типа размером 0,1-0,2 мм. Благодаря такому составу достигается ряд изоляционных характеристик, которыми не обладают аналогичные материалы с другим составом.
Маркировка утеплителя
Пенополистирол с рифленой поверхностью для лучшего сцепления с бетоном
Отечественные производители выпускают утеплитель экструдированный ППС, соответствующий мировым стандартам качества. Часть продукции идет на экспорт в страны ближнего зарубежья. Исходя из этого, для маркировки продукции используется принятая в Европе классификация.
Материал обозначается такими символами:
- XPS — экструдированный пенополистирол;
- EN — европейский стандарт;
- Т — точность геометрических параметров в мм;
- 25-45 — плотность в кг/м3;
- CS — прочность пеноплекса на сжатие;
- DS (ТН) — показатель теплового расширения в %;
- TR — прочность на растяжение.
Производители Carbon, Prof, Xps и Технониколь помечают свою продукцию знаками, указывающими на дополнительные характеристики ЭПП:
- 35 — тип;
- G —рифленая поверхность;
- S —кромка выбранная четверть;
- N —кромка шип—паз;
- 50 — толщина в мм.
Маркировка наносится на упаковку, некоторые производители делают ее на материале с помощью автоматизированного лазерного принтера. Такой подход облегчает контроль выполнения работы наемными рабочими.
Форма выпуска
В утеплитель ЭПП добавляются пластификаторы, благодаря чему материал приобретает различные свойства. Они востребованы в разных отраслях строительной деятельности, позволяя решать самые сложные инженерные задачи.
Потребитель может приобрести материал такой формы:
- Плиты пенополистирольные экструзионные. Изделия производятся в квадратном и прямоугольном формате. Толщина листов составляет 25-150 мм. Стандартные размеры плит 600х1200 мм, 600х1250 мм, 600х2400 мм. В утеплении стен частных строений наиболее популярны пласты размера 50х100х100 см с выбранной кромкой. Плиты применяются для теплоизоляции объектов с гладкой и прочной внешней поверхностью. Сфера использования распространяется на внутреннюю и внешнюю отделку.
- Подложки. Материал играет важную роль в утеплении полового покрытия, в звукоизоляции помещений и защите их от влаги. Подложка выпускается в виде плит и рулонов шириной от 50 см до 100 см. Некоторые марки имеют конфигурацию гармошки, которая при раскладывании образует монолитную поверхность без щелей и стыков. Плотность настила достаточно высокая, чтобы не прогибаться при вертикальных нагрузках. При этом материал обладает упругостью и гибкостью, что помогает компенсировать небольшие дефекты основания. Рифленый верх обеспечивает свободную циркуляцию воздуха, препятствует скапливанию влаги, образованию плесени и грибка.
- Декоративные элементы. Плотный и легкий материал нашел применение в изготовлении изделий, применяющихся для финишной и декоративной отделки фасадов домов, жилых и служебных помещений, из ППС делают багеты, наличники, потолочные и угловые плинтусы. После монтажа на поверхность полистирол покрывается масляной, акриловой или водоэмульсионной краской.
Такое широкое применение материала обосновано его уникальными свойствами.
- Пенополистирол для теплого пола
- Рулонный ЭППС для пола
- Декоративные элементы
Характеристики пенополистирола
Экструдированный пенополистирол имеет следующие технические характеристики:
- рабочая температура — от -70 до +100 градусов;
- теплопроводность — 0.2776-0,0320 Вт/мС;
- плотность на сжатие — 100-150х1000 Кпа;
- паропроницаемость — 0,009-0,013 Мг;
- класс горючести — Г3-Г4;
- поглощение влаги — 0,2–0,4%;
- плотность — 25-45 кг/м3;
- температуры плавления — 150-180 градусов.
Показатели различаются в зависимости от марки изделий, производителя и предназначения материала. Цвет, в зависимости от свойств, бывает серый, синий и зеленый.
Преимущества и недостатки
Снаружи здания ЭППС необходимо покрывать штукатуркой, так как материал боится ультрафиолета
Благодаря продуманному химическому составу, решению вспенить массу и применяемой на завершающем этапе изготовления экструзии утеплитель из полиуретана приобрел множество полезных в сфере ремонта и строительства характеристик.
Плиты и рулоны имеют такие достоинства:
- Экологическая безопасность. При нормальных условиях эксплуатации сам по себе утеплитель не выделяет в окружающую среду вредных для человека веществ.
- Низкая теплопроводность. Этот показатель самый лучший среди существующих аналогов. Сравниться с ним может только напыляемый ППУ, имеющий большую цену и сложность в нанесении.
- Водонепроницаемость. Даже находясь в сыром грунте, хороший изолятор надежно защищает объект от сырости.
- Прочность. Материал жесткий, он выдерживает высокое давление, сохраняет форму, не ломается при падении. При этом он способен сжиматься, подстраиваясь под неровности поверхности.
- Простота монтажа. Чтобы установить любой из видов утеплителя ЭППС, достаточно стандартного набора бытовых инструментов и начальных навыков обращения с ними.
- Долговечность. Расчетный срок эксплуатации составляет 50 лет. Однако первые образцы, изготовленные 70 лет, назад практически не претерпели изменений.
- Устойчивость к воздействию грибка и плесени. Материал отпугивает насекомых, птиц и грызунов.
- Низкий удельный вес. Отсутствует дополнительная нагрузка на несущие конструкции и необходимость усиления фундамента.
- Доступная стоимость. Покупку такого материала могут позволить себе люди, имеющие ограниченные средства.
У полистирола есть и слабые стороны. Он разрушается под воздействием ультрафиолетового излучения и контакта с клеящими составами на основе ацетона.
При нагревании свыше 80 градусов полимер начинает выделять вредные вещества. Пластик горючий, воспламенение сопровождается образованием густого токсичного дыма. В качестве утеплителя его лучше использовать снаружи зданий.
Сферы применения
При утеплении канализационных труб ЭППС выдерживает агрессивные условия в грунте
Благодаря своим многочисленным достоинствам экструзионный ППС может применяться в разных климатических условиях.
Материал используется в таких сферах строительной деятельности:
- Утепление жилых зданий и инженерных сооружений. Его применяют для обустройства фундамента, отмостки, пола, стен, потолков, мансардных и чердачных покрытий.
- Теплоизоляция наружных и подземных коммуникаций. ЭПП отлично подходит для защиты от холода водопроводных, канализационных и отопительных систем.
- Подготовительные работы в обустройстве автомобильных дорог, площадей и взлетно-посадочных полос.
- Декорация зданий и сооружений. Полимерные изделия используются для финишных работ при ремонте и монтаже внутренней отделки, подвесных и натяжных конструкций, украшении оконных и дверных проемов.
- Внутреннее наполнение охлаждающего оборудования. Пенный материал востребован для изготовления холодильников, рефрижераторов, морозильных ларей и камер. В промышленных масштабах полимер служит для теплоизоляции складов и хранилищ.
В сравнении с аналогами по критерию цена-качество ППС считается самым лучшим универсальным утеплителем.
Способы монтажа
Способ монтажа зависит от условий и цели утепления
Существуют следующие способы монтажа экструдированного пенополистирола:
- Штукатурный. Применяется в уличных работах при обустройстве фасадов. Суть метода состоит в том, что плиты сначала приклеиваются, а затем прибиваются к основе. Затем поверхность армируется пластиковой сеткой, штукатурится, покрывается краской, лаком или другим защитным покрытием.
- Каркасный. Используется при ремонте полов и потолков. Плиты укладываются в каркас из досок, щели заделываются монтажной пеной. Поверх обрешетки укладывается чистовое покрытие в виде досок или панелей.
- Промежуточная прослойка. Рулонный или плитный материал ложится на бетонную плиту или черновой пол из толстых досок. В данном случае прослойка приклеивается к основанию во избежание сдвигания во время монтажа.
При расположении под землей материал не нуждается в дополнительной защите, если нет риска механического воздействия. При проведении наружных работ необходима защита от ультрафиолета и ударов.
Пенополистирол против экструдированного полистирола | Foam Insulation Atlantic Canada, Новая Шотландия, Нью-Брансуик | Внутренние стены
Принято считать, что XPS предлагает более высокую начальную R-ценность на дюйм, чем EPS, но из-за своей более низкой стоимости EPS предлагает большую R-ценность на доллар. Следует также отметить, что заявленные значения R изоляционных материалов различаются в зависимости от условий, и действительно достоверные сравнения должны учитывать конкретные марки пенопласта и конкретные условия испытаний.
ЯчейкиXPS содержат изолирующие газы в дополнение к воздуху, который в конечном итоге диффундирует из ячеек, что снижает изоляционные свойства.Следовательно, долгосрочное термическое сопротивление (LTTR) XPS меньше его «начального» R-фактора. R-фактор пенополистирола остается постоянным на протяжении всего срока службы изделия, поскольку производственный процесс, используемый при производстве пенополистирола, приводит к образованию в пустотах продукта обычного воздуха, а не газа.
В то время как XPS «экструдируется» до получения почти окончательной формы, EPS изготавливается в виде больших блоков, которые затем разрезаются на листы с помощью машин с горячей проволокой или вырезаются практически любой специальной формы или формы с помощью компьютерных систем.EPS также легко обрабатывается в полевых условиях во время установки.
Хотя производители XPS и EPS часто рекламируют тот факт, что их продукция может быть переработана, полный анализ жизненного цикла показывает, что EPS в целом оказывает лучшее воздействие на окружающую среду по сравнению с XPS. По окончании срока службы EPS можно переработать разными способами. Сюда входит переработка непосредственно в новые строительные изделия и сжигание для восстановления присущей ей энергии. Выбор метода утилизации основан на технических, экологических и экономических соображениях.
Наконец, XPS часто маркируется его производителем и часто бывает разных цветов, которые не имеют ничего общего с производительностью. Поскольку XPS обычно дороже, чем EPS, покупатели должны внимательно сравнивать таблицы свойств для каждого продукта с потребностями приложения.
Плиты экструдированного пенополистирола THERMOSTREN XPS
ОТЧЕТ ОБ ИСПЫТАНИЯХ FIRES-FR-020-12-AUNE
ОТЧЕТ ОБ ИСПЫТАНИЯХ FIRES-FR-020-12-AUNE Кабельная несущая система BAKS с кабелями для бизнеса TECHNOKABEL S.A. Это электронная версия протокола испытаний, которая была сделана как копия официально выпущенного протокола испытаний
. ПодробнееСтандарт предотвращения потерь
Стандарт предотвращения потерь LPS 1581: Выпуск 2.1 Требования и тесты для утверждения LPCB ненагруженного состояния Этот стандарт предотвращения потерь является собственностью BRE Global Ltd.и является общедоступным для информации
ПодробнееПравила качества профилей
Правила качества профилей Сентябрь 2010 г. Правила качества профилей Страница 2/42 Содержание Предисловие … 4 1. Термины и определения … 5 1.1 Третьи стороны … 5 1.2 Независимые лаборатории … 5 1.3
ПодробнееОтчет об испытаниях № C829QPEN
Institut für Solartechnik Hochschule für Technik Rapperswil Oberseestrasse 10, CH 8640 Rapperswil Tel +41 55 222 48 21, Fax +41 55 222 48 44 www.solarenergy.ch Заказал: Westech Components Wuxi Co.,
ПодробнееКак испытать ретардант Premer
ОТЧЕТ ОБ ИСПЫТАНИЯХ NEBS СООТВЕТСТВИЕ CHOMERICS PREMIER CONDUCTIVE PLASTIC Подготовлено: CHOMERICS R&D 84 DRAGON COURT WOBURN, MA 01801 Номер отчета об испытаниях: TR 1007 EN 0206 Chomerics Одобрено лицо, подписавшее: Этот отчет
Подробнееfr огнестойкий МАРМОЛЕУМ
MARMOLEUM fr огнестойкий MARMOLEUM fr 63038 63173 63174 sahara van gogh Caribbean 63120 63163 63164 indian summer opera rosato 63182 63055 63030 blue fresco blue lapponia 63032 63146 63048 графит
ПодробнееЕвропейский технический допуск
Уполномочен и уведомлен в соответствии со статьей 10 Директивы Совета 89/106 / EEC от 21 декабря 1988 г. о сближении законов, постановлений и административных положений государств-членов, касающихся
ПодробнееШкафы для безопасного хранения
Шкафы для безопасного хранения Безопасное хранение легковоспламеняющихся материалов? Рабочее место без огнестойкого шкафа для хранения. Опасности, риски и ваши недостатки… ХРАНЕНИЕ Транспортное / рабочее время — Увеличено
ПодробнееПротокол испытаний № 2013-1650
Exova Warringtonfire, Frankfurt Industriepark Höchst, C369 Франкфурт-на-Майне D-65926 Германия T: +49 (0) 69 305 3476 F: +49 (0) 69 305 17071 E: [email protected] W: www.exova.com Exova Уоррингтонфайр, Франкфурт
ПодробнееПожарная безопасность в деревянных домах
Пожарная безопасность в деревянных зданиях Введение Распространение огня в зданиях представляет собой риск для безопасности жизни, в отношении которого Строительные правила (для Англии и Уэльса 1,2, Шотландии 3 и Северной Ирландии 4) направлены на
ПодробнееУДСА — тепловентилятор УДСБД
ПРИМЕНЕНИЕ Отопление >> ЗАВОДЫ >> СКЛАДЫ >> ЗАЛЫ >> ВЫСТАВКИ >> ТЕПЛИЦЫ >> ТОРГОВЛЯ >>… UDSA — UDSBD автономный обогреватель www.reznor.eu Газовый обогреватель V3 Воздухонагреватель Reznor V3 является одним из
ПодробнееТермины и определения в Канаде
Термины и определения в Канаде Большинство следующих терминов и определений взяты непосредственно из Национальных строительных норм и правил и упомянутых методов испытаний. Изучив эти термины, вы получите важные
ПодробнееТЕХНИЧЕСКИЙ БЮЛЛЕТЕНЬ 117-2013
Департамент по делам потребителей штата Калифорния БЮРО ПО РЕМОНТУ ЭЛЕКТРОННОЙ И ТЕХНИЧЕСКОЙ ОБОРУДОВАНИЯ ДОМАШНЯЯ МЕБЕЛЬ И ТЕПЛОИЗОЛЯЦИЯ 4244 СУД ЮЖНОГО РЫНКА, ЛЮКС D SACRAMENTO, CA 95834-1243 ТЕХНИЧЕСКИЙ БЮЛЛЕТЕНЬ
ПодробнееSCHOTT PYRANOVA Planline System
Schott_050_Pyranova_E_RZ.fh8.07.005 0:50 Uhr Seite HOME T E C H Система Planline Запатентованный метод крепления стекла — прозрачное многослойное стекло, основанное на огнестойком двойном остеклении, позволяет быстро и легко заменить
ПодробнееОтчет об испытаниях № C908LPEN
Institut für Solartechnik Hochschule für Technik Rapperswil Oberseestrasse 10, CH 8640 Rapperswil Тел. +41 55 222 48 21, факс +41 55 222 48 44 www.solarenergy.ch Заказчик: Changzhou He Jia Solar Energy
ПодробнееОКОНЧАТЕЛЬНЫЙ ПРОЕКТ FprEN 13381-2
ЕВРОПЕЙСКИЙ СТАНДАРТ NORME EUROPÉENNE EUROPÄISCHE NORM, ОКОНЧАТЕЛЬНЫЙ ПРОЕКТ FprEN 13381-2 апреля 2014 ICS 13.220.50 Заменяет ENV 13381-2: 2002 Английская версия Методы тестирования для определения вклада в
ПодробнееСертификат стабильности формы
1. 2. 3. 4. 5. 6. Поз. трансп. единица упаковки: Сертификат стабильности формы Ref. отчет об измерениях: Deltarack — 20120810002 Компания: Deltarack Проведенное испытание: Испытание на ускорение согласно: Be RD of
ПодробнееОтчет об испытаниях No.C1319LPEN
Institut für Solartechnik Hochschule für Technik Rapperswil Oberseestrasse 10, CH 8640 Rapperswil Тел. +41 55 222 48 21, факс +41 55 222 48 44 www.solarenergy.ch Заказчик: Thermics S.r.l. Via dell’olmo,
ПодробнееОтчет о глобальных испытаниях BRE
Отчет о глобальных испытаниях BRE IMO 2010 FTP Code Part 5 — Испытание на воспламеняемость поверхности MSC.307 (88) на пленке ПВХ ORAJET 3951-010, напечатанной чернилами на основе растворителей оранжевого цвета.Ламинирован ORAGUARD 290 и
ПодробнееОтчет об испытаниях № C926LPEN
Institut für Solartechnik Hochschule für Technik Rapperswil Oberseestrasse 10, CH 8640 Rapperswil Тел. +41 55 222 48 21, факс +41 55 222 48 44 www.solarenergy.ch Заказчик: AMK-Collectra AG Bahnweg Nord
ПодробнееПроблемы сажи и накипи
ДокторAlbrecht Kaupp Page 1 Проблемы сажи и накипи Проблема Сажа и накипь не только увеличивают потребление энергии, но также являются основной причиной выхода труб из строя. Цели обучения Понимание последствий
ПодробнееСтандарт предотвращения потерь
Стандарт предотвращения потерь LPS 1181: ЧАСТЬ 1: ВЫПУСК 1.1. Серия испытаний на рост пламени для утверждения LPCB и внесения в список систем строительных изделий. Часть первая: Требования и испытания для сборной облицовки и
. ПодробнееНомер отчета BTC 17755F
Leics.LE NP Тел () 4 Факс () 4 Электронная почта [email protected] Номер отчета BTC 77F ИСПЫТАНИЕ ПОЖАРНОЙ УСТОЙЧИВОСТИ НАГРУЗОЧНОГО ДЕРЕВЯННОГО ПОЛА, ВКЛЮЧАЮЩЕГО ДЕРЕВО 4 мм x 7 мм x 47 мм ТВЕРДЫЕ ШУСЫ, ЗАЩИЩЕННЫЕ
ПодробнееКак купить Eclipse Premium
Eclipse Premium ОДНОРОДНЫЙ ВИНИЛ ДЛЯ НАПОЛЬНЫХ ПОКРЫТИЙ> Гармоничная цветовая гамма> Классический ненаправленный дизайн> Армированный полиуретаном Простота и невысокая стоимость ухода> Выгодная начальная стоимость> Без дополнительной обработки поверхности
ПодробнееОтопление щепой и пеллетами
ВАШ НАДЕЖНЫЙ ПАРТНЕР Отопление древесной щепой и пеллетами Присутствует на рынке 110 уже более лет 90-150 Преимущества огнестойкого котла ГЕРЦ Удобство использования благодаря: Простота эксплуатации Автоматическая система очистки
ПодробнееПенополистирол, полиэтилен vs.Полиуретан
Plastifoam производит индивидуальные упаковочные решения из следующих трех категорий пеноматериалов.
1. Пенополистирол
- Чрезвычайно экономичный, легкий и жесткий пенопласт
- Сравните с пенополистиролом Dow’s EPS
- Конструктивно прочная, влагостойкая и хорошая теплоизоляция
- Резка и двухмерное формование с компьютерным управлением устраняют необходимость в дорогих штампах
2.Полиэтилен
- Прочный и легкий пенопласт с закрытыми порами, используемый для упаковки более тяжелых предметов
- Превосходное гашение вибрации и высокая устойчивость к химическим веществам и влаге
- Ламинированный, экструдированный, полилам, сшитый полиэтилен
- Легко вырезать по индивидуальному заказу / изготовить или разрезать на подушечки и блоки
3. Полиуретан
- Легкий пенопласт с открытыми порами
- Износостойкость, способность поглощать удары и быстро восстанавливать форму
- Идеально для защиты легких и хрупких предметов
- Легко вырезать / изготовить на заказ, разрезать на подушечки или свернуть (ящик для яиц)
Мы приглашаем вас загрузить спецификации Plastifoam для получения дополнительной информации.
Для получения котировок и оценок свяжитесь с Тэмми Тейлор, специалистом по продажам по телефону 603-641-9814 доб. 352 или воспользуйтесь формой, чтобы написать нам!
Упаковка из вспененного материала и упаковочные материалы доступны в переработанных, антистатических, мягких, жестких, толстых, тонких листах, рулонах, блоках, кубах с перфорацией, насечками, разрывами и формами для вставок в коробки. В зависимости от указанной пены цвета включают черный, синий, розовый, угольный, серый, желтый, зеленый, фиолетовый, белый.
Выбор упаковочных материалов
В. Что мне нужно учитывать при упаковке продукта для отправки?
A: Есть базовая отправная точка для любого проекта упаковки.
- Выберите правый внешний контейнер (и). Используйте жесткую коробку подходящей прочности.
- Защитите содержимое от ударов или вибрации. Используйте достаточно легкий упаковочный материал, чтобы содержимое не двигалось при встряхивании коробки.
В: Как выбрать лучшие упаковочные материалы для моего продукта?
A: В качестве отправной точки определите свои основные цели.
- Устранить порчу?
- Снижение затрат?
- Новый продукт?
- Есть проблемы с вашей нынешней упаковкой?
- Как будет доставлен товар; UPS, общий оператор связи и т. Д.?
- Сколько стоит отгружаемый товар?
- Насколько важна цена упаковки по отношению к стоимости продукта?
- Требуется ли для продукта индивидуальная защитная упаковка?
- Должна ли нестандартная упаковка соответствовать существующей коробке?
- Требуется ли для продукта антистатическая защитная упаковка?
- Нужна ли защита от влаги?
- Требуется ли для продукта поддержание определенной температуры?
- Насколько важны трудозатраты на упаковку вашего продукта?
- Насколько хрупок ваш продукт?
В: Как измерить коробку?
A: Внутренние размеры всегда используются при перечислении размеров коробки и указываются в последовательности длины, ширины и глубины (высоты).Хорошее «практическое правило» состоит в том, что глубина (высота) — это то место, где коробка открывается, если бы вы вставили ярдовую палку в отверстие до противоположного конца; это глубина. Из оставшихся двух измерений длина самая длинная, а ширина самая короткая.
Q: Что такое EPS?
A: EPS — пенополистирол. Это легкий и жесткий пенопласт, который производится из твердых шариков полистирола. Чрезвычайно экономичный упаковочный материал, он влагостойкий, хороший теплоизолятор (коэффициент сопротивления изоляции 4.0 на дюйм), и он структурно прочен (прочность на сжатие 1000 фунтов на квадратный фут). Он чрезвычайно универсален и может быть изготовлен в соответствующих формах и индивидуальных формах. Системы резки Plastifoam с компьютерным управлением могут дублировать любой линейный рисунок, устраняя необходимость в дорогих штампах или пресс-формах.
Q: Что такое полиуретан?
A: Пенополиуретан бывает двух типов: гибкий и жесткий. Гибкие пеноматериалы, которые мы используем, представляют собой пенопласты с открытыми ячейками, которые используются для упаковки и доступны в широком диапазоне плотности и цвета.Он способен поглощать удары и быстро восстанавливать свою первоначальную форму. Его физические характеристики делают его идеальным для защиты хрупких предметов. Его можно разрезать или изготовить для различных форматов, таких как узлы торцевых крышек, верхние и нижние лотки, свернутые (ящик для яиц) или индивидуально подобранные набивки.
Q: Что такое гофрированная пена для упаковки ящиков?
A: Это гибкий пенополиуретан, который имеет переплетенные выступы и впадины, которые мягко удерживают продукты, при этом надежно удерживая их на месте.Он доступен в различной плотности и цвете. Антистатическая розовая версия идеально подходит для амортизации печатных плат и других предметов, чувствительных к статическому электричеству.
В: Что такое полиэтилен?
A: Полиэтилен — это пластичный полимер, широко используемый в качестве упаковочной пены. Это прочный, эластичный, легкий вспененный материал с закрытыми порами, обычно используемый для амортизации относительно дорогих и умеренно хрупких предметов. Он доступен в широком диапазоне плотности и цвета.Он обладает высокой прочностью на разрыв и разрыв, поэтому выдерживает длительные периоды интенсивного использования. В зависимости от плотности он обычно очень жесткий, с меньшей податливостью, чем гибкий полиуретан. Это очень прочный и эластичный амортизирующий материал, который не повреждается при первых ударах и восстанавливается, чтобы поддерживать защиту от повторяющихся ударов. Его можно разрезать на подушечки или блоки или вырезать по индивидуальному заказу, чтобы соответствовать определенной форме.
Q: Что означает плотность пены?
A: Плотность относится к внутренней структуре конкретной пены и не является мерой прочности пены.Твердая пена — это не всегда пена высокой плотности. Плотность определяется как вес в фунтах одного кубического фута материала или фунтах на кубический фут (pcf.)
Моделирование большой деформации и разрушения пенополистирола, измельчаемого с использованием LS-DYNA
На начальной стадии исследовательской работы, Испытания на квазистатическое сжатие были проведены на измельчаемом пенополистироле (EPS) для определения характеристик материала при низких скоростях деформации (s -1 ) для получения кривых деформации напряжения.Полученные кривые напряжения-деформации хорошо сравниваются с литературными. Был проведен численный анализ испытаний на сжатие для проверки их соответствия экспериментальным результатам. Кроме того, были проведены испытания на падение под действием силы тяжести с использованием снаряда с длинным стержнем с полусферическим концом, который проникал в блок пенополистирола. Испытания на падение снаряда с длинным стержнем были смоделированы в LS-DYNA с использованием предложенных улучшений параметров, которые позволили точно рассчитать материальный ущерб и реакцию на отказ.Сообщается о корректировке параметров материала для успешного моделирования.
1. Введение
Измельчаемые пены являются подходящим решением в области смягчения ударов и поглощения ударов из-за их негорючести, стоимости, сложного поведения при сжатии и высокой способности поглощать энергию [1]. В приложениях безопасности точные прогнозы поведения материалов амортизаторов чрезвычайно важны, поскольку экспериментальная работа требует значительных ресурсов.
На протяжении последних лет спектр применения измельчаемых пен становился все шире и шире, поскольку инженеры и дизайнеры постоянно изменяли микроструктуру пеноматериалов для достижения желаемых механических свойств и поведения, которые удовлетворяют требованиям, предъявляемым к их применению. Измельчаемые пенопласты в основном используются для амортизации, смягчения ударов, поглощения энергии и обеспечения комфорта [2].
Одним из способов повышения жесткости и ударопрочности кузова автомобиля является использование местного армирования синтетическим пенополиуретаном.Измельчаемые пенопласты имеют ряд преимуществ перед другими армирующими материалами из-за их высокой способности поглощать энергию в сочетании с их низкой стоимостью и весом [3].
Еще одно важное применение измельчаемых пен — это системы ограничения взлетно-посадочной полосы самолетов. Самолет может выйти за пределы доступной взлетно-посадочной полосы во время взлета или посадки. Системы с разрушающимся пенопластом уменьшают перебег, что предотвращает несчастные случаи, связанные с повреждением самолета и гибелью людей [4].
В области автомобильной безопасности измельчаемая пена используется в новых барьерах, снижающих энергию из стали и пены (SAFER).На многих гоночных трассах NASCAR простые измельчаемые блоки из пенополистирола размещаются между внешней стальной трубой и внутренней бетонной стеной. Этот БЕЗОПАСНЫЙ барьер имеет очень низкую стоимость и вес, и его легко изготовить [5, 6].
Другое применение дробимых пен — это обсадные трубы нефтяных скважин. Тепло выделяется из-за нормального бурения и добычи. При повышении температуры захваченные жидкости имеют тенденцию расширяться и потенциально могут создавать очень высокое давление. Наиболее эффективным решением для смягчения этого повышения давления является обертывание из пенопласта.Это позволит жидкости, захваченной в кольцевом пространстве обсадной колонны, расшириться. Измельчаемая пенная обертка должна разрушиться до того, как может возникнуть какое-либо потенциально опасное давление [7].
Были проведены обширные экспериментальные работы по определению механических свойств пенополистирола. При моделировании этих материалов возникают трудности, поскольку они зависят от степени окрашивания. Предыдущие исследования показывают, что поведение, зависящее от скорости, линейно зависит от логарифма скорости деформации [2].Кроме того, механические свойства полимерных пен зависят от их плотности [8, 9]. Следовательно, разработка модели материала зависит от плотности пен и их применений.
Сложность механического поведения измельчаемой пены является следствием ее ячеистой структуры. Сжатие — это наиболее распространенный вид деформации разрушаемых пен, поскольку они слабы при растяжении и сдвиге. Однако деформация растяжения и сдвига может происходить из-за сосредоточенных сжимающих нагрузок или геометрии разрушаемых пен [2].
При чистом сжатии существует три области зависимости напряжения от деформации: линейное сжатие, плато напряжений и нелинейное сжатие. При чистом сжатии коэффициент Пуассона незначителен. При чистом растяжении материал ведет себя линейно при низкой деформации. Однако при больших деформациях наблюдается нелинейное поведение [10, 11].
В предыдущей работе были разработаны модели материалов для пенополистирола. Эти модели оказались успешными в случаях равномерной сжимающей нагрузки и низкоскоростных локализованных повреждений [5, 6, 12, 13].Однако во время локализованного сжатия с высокой скоростью материал подвергается комбинированному режиму сжатия и растяжения. В материале экспериментально наблюдаются хрупкий разрыв и зарождение трещин [14, 15]. Следовательно, эти модели материалов необходимо улучшить, чтобы включить в них характеристики хрупкого разрушения.
2. Экспериментальная работа
2.1. Испытания на квазистатическое сжатие
Испытания на квазистатическое сжатие были проведены на кубических образцах измельченного пенополистирола с длиной стороны 100 мм.Средняя плотность образца составила 12,75 кг / м 3 . Образец был сжат до 80% от его начальной длины. Испытание на сжатие проводилось при трех различных скоростях сжатия: 50 мм / мин, 250 мм / мин и 500 мм / мин, и скорости деформации для этих трех степеней сжатия были рассчитаны как 0,00833 / с, 0,04167 / с и 0,0833 / с. s соответственно.
При осмотре образца во время испытания на сжатие не наблюдалось бокового удлинения, как показано на Рисунке 1.Это доказывает, что измельченные пенополистиролы имеют нулевой коэффициент Пуассона. Объем материала при сжатии не сохраняется. Вместо этого плотность увеличивается по мере сжатия материала. Коэффициент Пуассона играет важную роль в диаграммах деформации напряжения. Начальная и конечная площади поперечного сечения вспененных пенополистирола при сжатии остаются постоянными. Таким образом, инженерные и истинные диаграммы деформирования идентичны.
Когда сжимающая нагрузка была снята, образец упруго восстановился примерно до 50% своей начальной длины.Это связано с эластичным компонентом (материалом матрицы) полимерных пен. Однако наблюдается необратимое повреждение из-за схлопывания ячеек пены в области плато напряжений.
Результаты испытания на сжатие представлены на рисунке 2. В пенополистироле, способном к дроблению, наблюдаются три области деформации. Однако точка перехода между плато напряжений и областями уплотнения не ясна. Считается, что это происходит из-за разрушения ячеек пены и необратимого повреждения.Предел текучести, модуль Юнга и общая поглощенная энергия пеноматериалом перечислены в таблице 1.