Как согнуть полосу металла «на ребро» — чтобы сделать из заготовки плоское кольцо
Да, иногда может потребоваться такая операция. И стандартные приспособления для гибки металла (профилегибы и прочие) для этого уже не подойдут.
Конечно, проще будет просто вырезать кольцо нужного размера из листового металла.
Но что делать, если нет этого самого листового металла?
А может быть и другая ситуация: листовой металл есть, а вот вырезать из него кольцо нечем — нет ни электролобзика, ни плазмореза.
Автор YouTube канала Fab2Ku поделился своим способом решения данной проблемы. Работенка не из легких, но сам способ рабочий.
Возможно, вам также интересно будет прочитать статью-обзор: как изготовить станок для резки листового металла.
Чтобы согнуть полосу металла «на ребро», нам потребуется самодельное приспособление.
Нет, это не какой-нибудь мощный станок, который надо будет мастерить без перекуров целую неделю, а то и месяц.
Это реально очень простое приспособление.
И чтобы с его помощью сделать кольцо из металлической полосы, придется рассчитывать исключительно на силу своих рук. Так что если есть знакомый кузнец, имеет смысл обратиться за помощью к нему.
Изготовление самодельного приспособления
За основу самоделки мастер использует небольшой кусок железнодорожного рельса.
Да, найти такой «стратегический» материал не просто.
Но как обычно говорят в таких случаях: «кто ищет, тот всегда найдет». А возможно, кто найдет способ, как обойтись без использования ж/д рельса.
Помимо рельса, потребуется еще четыре кусочка листового металла.
Впрочем, не обязательно именного листовой металл использовать — заготовки небольшие, поэтому их можно вырезать из того же уголка или швеллера.
Все, что нужно сделать — приварить заготовки к рельсу, как показано на фото ниже. Это будут направляющие для металлической полосы.
Расстояние между стенками направляющих определяется очень просто — исходя из толщины заготовки.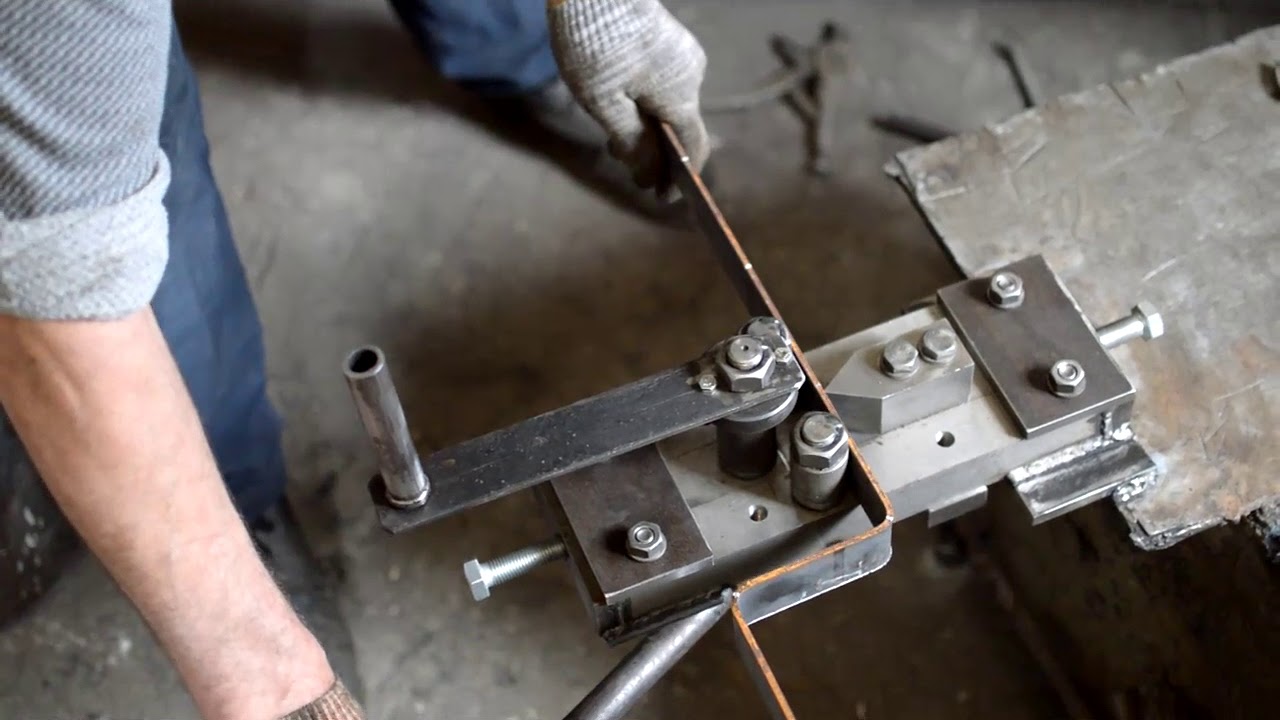
Как согнуть металлическую полосу в кольцо
Здесь на самом деле все еще проще. Хотя попотеть, конечно, придется.
Вставляем заготовку между направляющими, берем в руки подходящую кувалдочку, и затем начинаем потихоньку «дубасить» по металлической полосе до тех пор, пока она не примет нужную форму.
Если вам интересно посмотреть, как мастеру удалось согнуть полосу металла «на ребро», ниже будет авторский видеоролик. Спасибо за внимание. Надеемся, что данная информация будет вам полезна.
How To Make Flat Bar Ring // Flat Bar Bending Techniques In Sideways PositionМне нравится2Не нравится1Андрей Васильев
Задать вопрос
Как согнуть металлическую полосу на ребро с помощью самодельного станка
Чтобы согнуть металлическую полосу на ребро (например, в кольцо или дугу), нужно будет изрядно попотеть — задачка-то не из легких.
Можно, конечно, сделать надрезы по всей длине заготовки, и пробовать сгибать помаленьку. Однако высокой точности вы все равно не добьетесь. Да и потом придется дополнительно проварить все надрезы.
Да и потом придется дополнительно проварить все надрезы.
Чтобы облегчить процесс сгибания металлической полосы на ребро, мы рекомендуем использовать для этого самодельный гибочный станочек.
Готовое кольцо, сделанное с помощью гибочного станкаВ сегодняшней статье расскажем, как изготовить такое приспособление своими руками. Идеей поделился автор YouTube канала Fab2Ku.
Необходимые материалы:
- швеллер;
- кусок стальной круглой трубы;
- металлическая полоса;
- стальной круглый пруток.
Возможно, вам также интересно будет прочитать статью: как сделать приспособление для холодной ковки металла (чтобы сгибать металлическую полосу).
Пошаговый процесс изготовления гибочного станка
Первым делом необходимо будет отрезать три заготовки из металлической полосы одинаковой длины.
Две заготовки надо согнуть на ребро, чтобы получились одинаковые дуги — для этого автор использует уже готовое самодельное приспособление.
Третью заготовку из металлической полосы необходимо будет согнуть обычным способом. В данном случае можно тоже воспользоваться простой самоделкой.
На следующем этапе нужно сварить все три заготовки вместе, как показано на фото ниже. В результате у нас получится кондуктор (шаблон) для сгибания заготовок.
Дополнительно необходимо приварить к кондуктору усиление — для этого автор использует кусок стальной полосы.
Сборка самодельной конструкции
В качестве основания гибочного станка можно использовать подходящий по размеру кусок швеллера. Если у вас нет подходящего куска, тогда можно отрезать два уголка и сварить их вместе.
Далее к основанию привариваем шаблон. Также необходимо будет приварить кусок металлической круглой трубы.
Дополнительно в основании необходимо просверлить отверстие, а снизу — приварить гайку, в которую будет вкручиваться упор (болт).
На последнем этапе останется только приварить основание к вертикальной трубе, забетонированной в земле, и изготовить ручку-рычаг.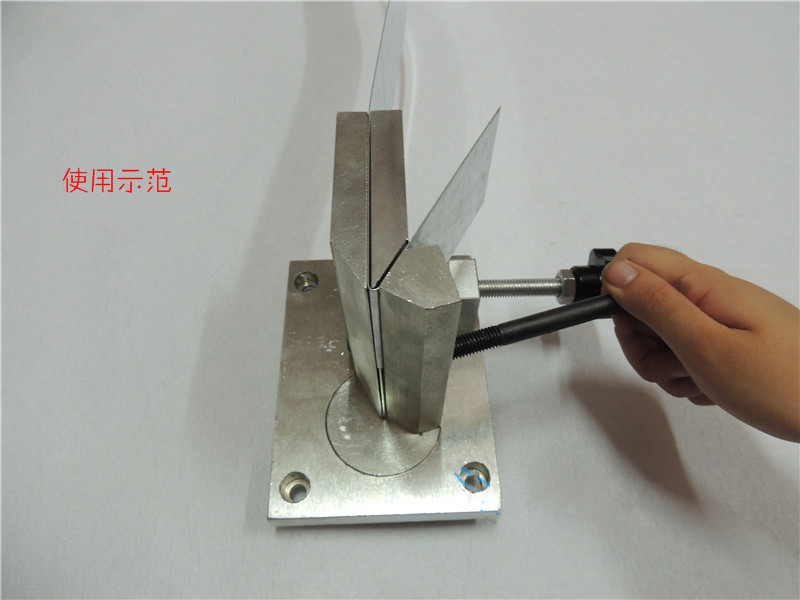
Пошаговый процесс изготовления гибочного станка, а также сгибания металлической полосы на ребро можно посмотреть на видео ниже.
Flat Bar Sideways Bending // Flat Bar CircleМне нравитсяНе нравитсяАндрей Васильев
Задать вопрос
Как согнуть листовой металл своими руками?
Листовой металл отличается высоким спросом в разных сферах строительства, промышленности и находит свое применение также и в быту. Купить металлический лист по выгодным ценам – еще не все, поскольку для дальнейшего использования нередко требуется дополнительная обработка, а именно изгиб.
Общая информация
Рассматривается вариант с нарезкой листового металла и последующей сваркой полос, что позволяет получить конструкции под нужным углом, однако такой метод не распространен, поскольку в местах соединений металл нередко подвергается коррозии.
Поэтому наилучший способ – это деформация холодным методом, которую можно без особых усилий выполнить в домашних условиях.
Однако следует обратить внимание, что легко гнется металл, изготовленный из низколегированной стали. Если же в качестве сырья применялась углеродистая сталь, то процесс изгибания более трудоемкий.
Технологии сгибания металла
Различают несколько технологий гибки листового металла, выбор которых зависит от конкретных задач использования материала:
- радиусная;
- одноугловая;
- многоугловая;
- П-образная.
Для гибки металла, в зависимости от технологии, требуется различное оборудование, преимущественно общего пользования. А если проявить смекалку, то можно смастерить целый станок для сгибания металла.
Разные варианты гибки металла в домашних условиях
Если необходимо согнуть металлическую полосу небольшой ширины, необходимо применить тиски и молоток. Этот метод подходит для получения одноуглового и П-образного изгиба. Полоса зажимается в тисках, а затем резиновым или деревянным молотком гнется и получается прямой уголок, после чего она снова зажимается в тисках, но уже с бруском и при помощи молотка получается П-образный изгиб.
Если же требуется согнуть лист большой ширины, подойдет деревянный брусок, к которому лист закрепляется струбцинами, а далее при помощи плоскогубцев и молотка гнется по всей длине. В результате получается прямой угол.
Для радиусного изгиба используется болванка, старая труба, к которой привариваются с двух торцов трубки, внутрь которых вставляют лом. Затем болванка кладется на край металлического листа, который на нее накручивают, при помощи лома. Шов полученной радиусной заготовки обрабатывается сваркой.
Радиусному изгибу легче поддается листовой металл, полученный горячекатным способом, а для углового брать стоит листы, изготовленные холодным прокатом.
Этапы гибки металла
Чтобы получить необходимый профиль или трубу из листового металла, необходимо выполнять работы в несколько этапов:
- Определение необходимой полосы листа и обрезание остатка.
- Очистка поверхности от стружки, мусора, пыли, грязи.
- Разметка поверхности листа.

- Выполнение изгиба при помощи специальных инструментов.
Дата публикации:
Поделиться с друзьями:
Другие обзоры
27. ГИБКА ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ
27. ГИБКА ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ27. ГИБКА ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ
Гибка — слесарная операция, с помощью которой заготовке или ее части придается необходимая форма. Гибку небольших заготовок из тонколистового металла выполняют в тисках. Чтобы не испортить поверхность заготовок, на губки тисков надевают нагубники. Заготовку в тисках закрепляют так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников.
Гибку выполняют киянкой
(рис.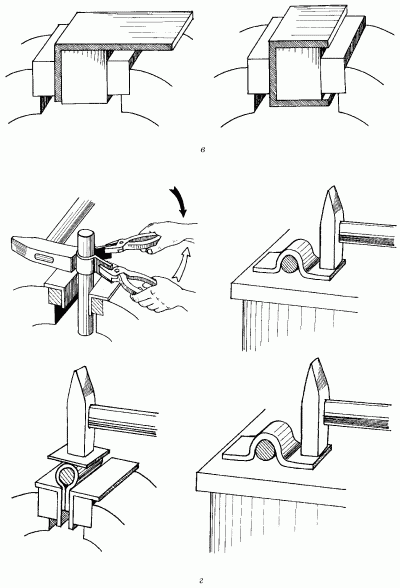 74, а).
Можно пользоваться
слесарным молотком, но удары следует наносить не по заготовке, а по деревянному
бруску, который будет отгибать металл, не оставляя на нем вмятин (рис. 74, б).
Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее
средней части.
74, а).
Можно пользоваться
слесарным молотком, но удары следует наносить не по заготовке, а по деревянному
бруску, который будет отгибать металл, не оставляя на нем вмятин (рис. 74, б).
Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее
средней части.
Для гибки заготовок часто применяют оправки в виде брусков металла различной формы (рис. 75).
Если необходимо согнуть большое количество одинаковых деталей, пользуются специальными приспособлениями. Например, установив заготовку в прорезь приспособления, показанного на рис. 76, и ударяя по ней молотком, можно быстро получить деталь необходимой формы.
Заготовки большой длины можно
гнуть в приспособлении, представляющем собой
металлическую полосу, прикрепленную к деревянному брусу (рис. 77).
77).
На заводах листовой металл сгибают в гибочных штампах (рис. 78) и на профилегибочных станах. Эту работу выполняют кузнецы и штамповщики.
При изготовлении изделий из проволоки для придания заготовке нужной формы также применяется операция гибки.
Проволоку диаметром до 3 мм сгибают плоскогубцами и круглогубцами (рис. 79). Плоскогубцы применяют, когда необходимо согнуть часть заготовки под нужным углом. Для сгибания деталей криволинейной формы применяют круглогубцы.
Толстую проволоку гнут в тисках с помощью оправок (рис. 80).
1. Работать только исправными киянкой и молотком.
2. Надежно закреплять заготовку в тисках.
3. Не
стоять за спиной работающего.
Не
стоять за спиной работающего.
4. Не класть оправки и инструменты на край верстака.
5. При гибке проволоки не держать левую руку близко к месту сгиба.
ПРАКТИЧЕСКАЯ РАБОТА
Сгибание заготовок из тонколистового металла и проволоки
1. Размеченную заготовку коробки для мелких деталей, совка хозяйственного, крючка для вешалки и др. закрепите в тисках таким образом, чтобы линия сгиба была на уровне накладных уголков (нагубников).
2. При помощи киянки согните заготовку по намеченным линиям. При необходимости используйте оправки или имеющиеся приспособления.
3. Согните
из проволоки заготовки чертилки, крючка дверного,
колец для штор и др. Сравните полученные размеры с чертежными.
Новые термины: Гибка, киянка, оправка, гибочный штамп, профилегибочный стан, кузнец, штамповщик, плоскогубцы, круглогубцы.
1. Какие инструменты необходимы для гибки тонколистового металла и проволоки?
2. Можно ли при гибке тонколистового металла применять слесарный молоток?
3. Назовите правила безопасности при гибке заготовок.
4. Для какой цели применяют накладные уголки (нагубники)?
5. Какие приспособления применяют при гибке? Перечислите приспособления, которые имеются в школьных мастерских.
6. Как избежать вмятин на заготовке при ее гибке?
7. Как согнуть толстую проволоку?
Сайт управляется системой uCozКак согнуть профильную трубу — радиусная гибка профиля
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.

Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.

При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.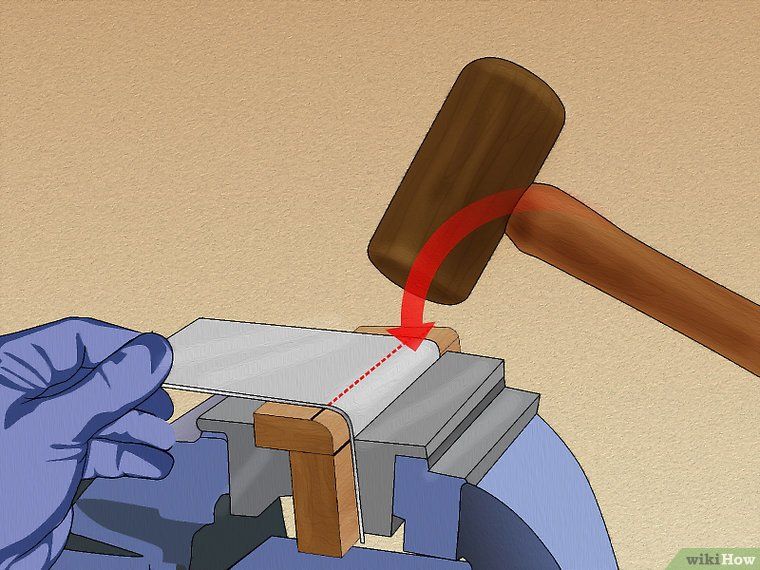
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибкиИзделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиямиЭто несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба.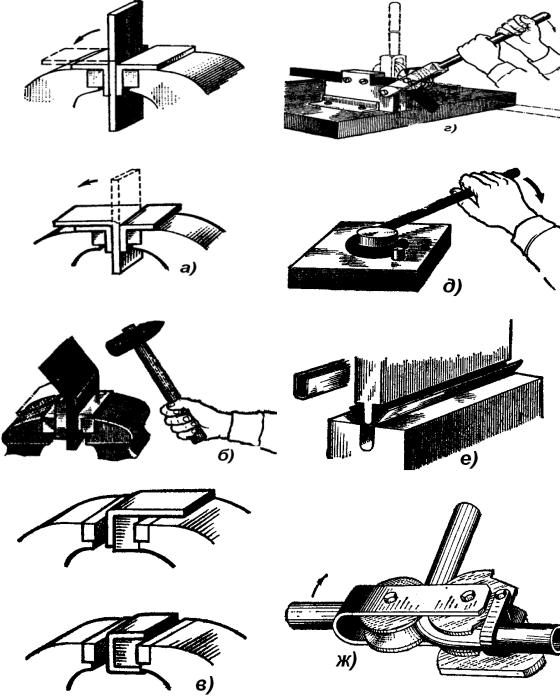 Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
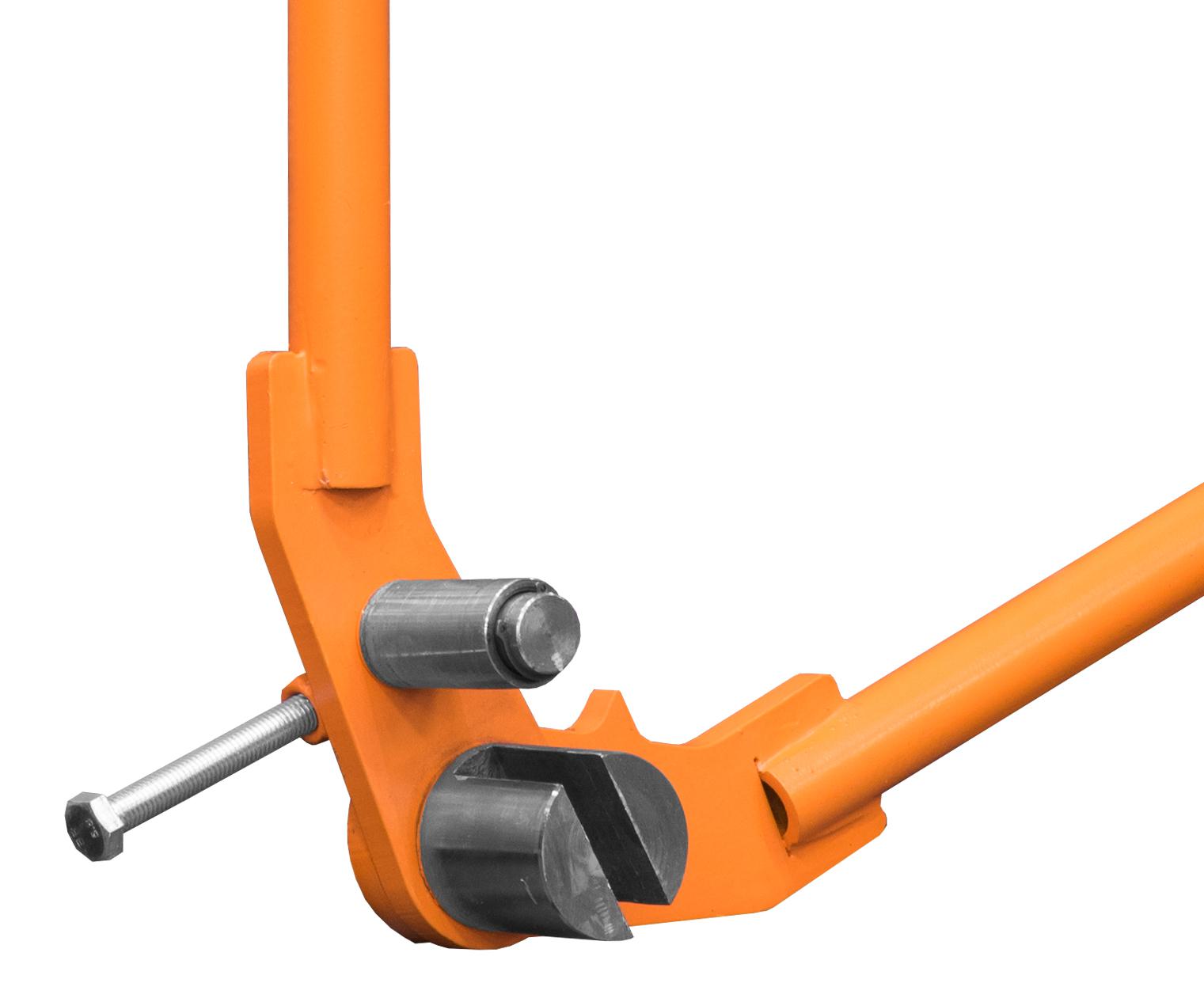
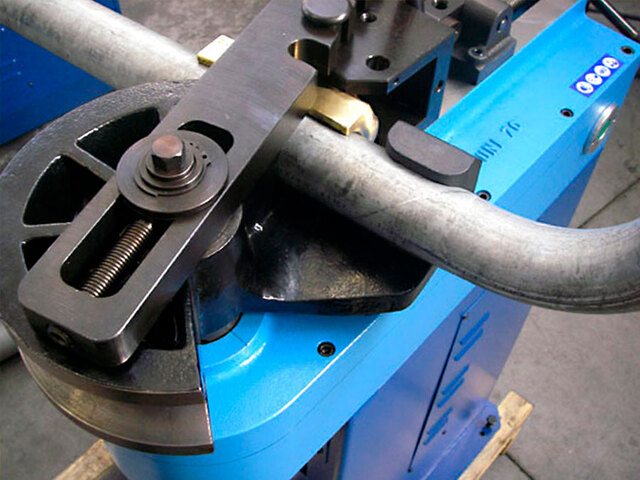
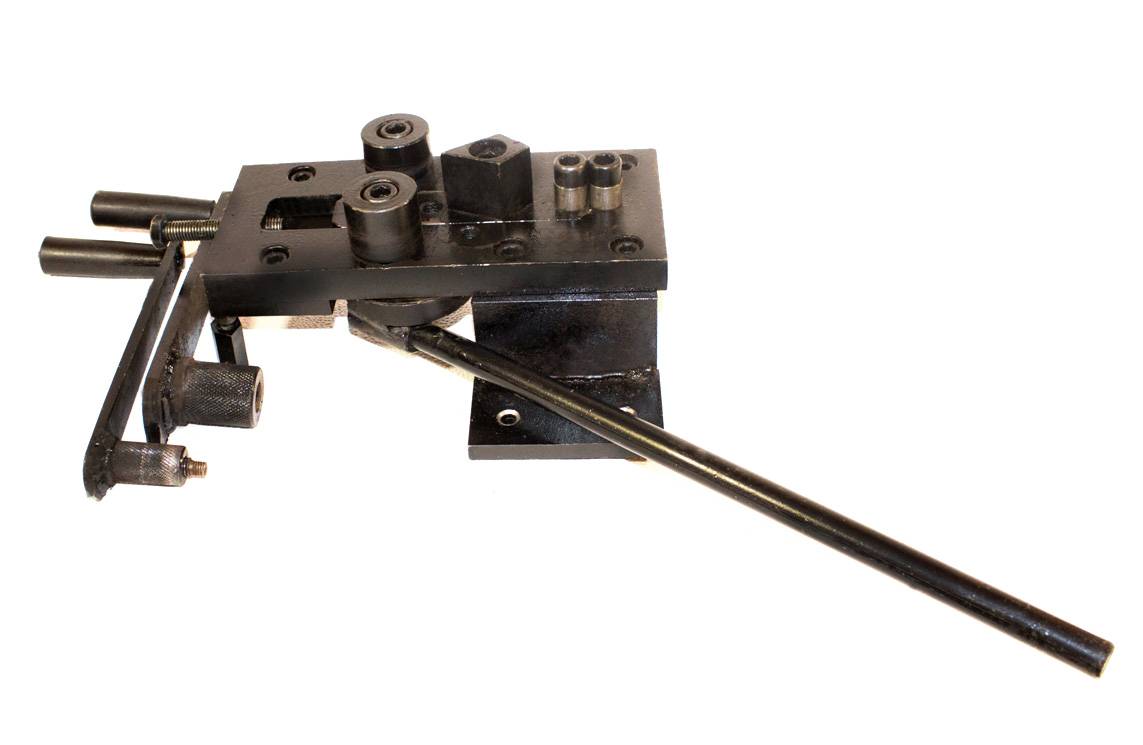
Семейство ручных профилегибов ПГПрофилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов.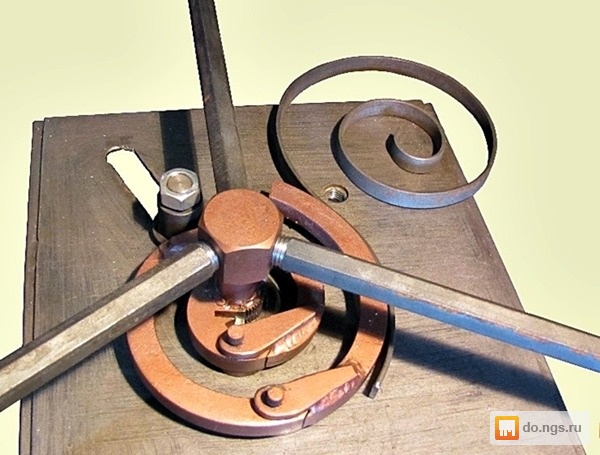 Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Станок для разметки материала под дальнейший изгиб A-18 с ЧПУ. Для производства объемных букв.
Цена от звоните
Есть в наличии
- Станок для разметки материала под дальнейший изгиб A-18 с ЧПУ. Для производства объемных букв.
Особенности
1 точно управляет длиной обработки и глубиной прорезания.
2 может
использоваться со станком лазерной
сварки QL-200, отрезным
станком и станком для
плазменной резки.
3 может обработать различные виды материалов.
4 низкая себестоимость.
5 легко работать.
модель | A-15 автоматические долбежные станки | A-15H автоматические долбежные станки | A-18 автоматические долбежные станки |
размер (L.W.H)(мм) | 540 x 420 X940 | 540 x 420 X940 | 1070 x 620 X1080 |
Материал | нержавеющая сталь, акрил, оцинкованный лист | ||
Ширина | 8mm-150mm | 8mm-180mm | |
Глубина | Metal:0. | ||
Мощность | (Power Supply):AC220V,50HZ,1.2KW | ||
 3mm-1.8mm
Arcylic:3mm
3mm-1.8mm
Arcylic:3mm
Предназначен для автоматической разметки полос металла, толщиной до 2 мм., под дальнейший изгиб. Станок надрезает металлическую полосу на определенную глубину, что позволят в дальнейшем согнуть полосу.
Основное применение: разметка металлической полосы для получения объемного металлического контура. Наиболее широко применяется в производстве наружной рекламы, для создания объемных мелаллических рекламных надписей.
Инструмент для гибки металла, классификация, виды, выбор для требуемых работ
Инструмент для гибки металла: что это и как его выбрать?
Общие сведения о гибочном инструменте
При сгибании на листовой металл одновременно воздействует несколько сил, приложенных в различных точках и направленные в противоположном направлении. Внешняя сторона листа при этом растягивается и увеличивается в размерах, а нижняя наоборот должна сжиматься и уплотняться. Обеспечить такую деформацию, да еще и высокого качества должен гибочный инструмент.
Внешняя сторона листа при этом растягивается и увеличивается в размерах, а нижняя наоборот должна сжиматься и уплотняться. Обеспечить такую деформацию, да еще и высокого качества должен гибочный инструмент.
При этом усилие, развиваемое инструментом, должно быть строго дозировано. Если оно недостаточно, то деформация может получиться упругой. В этом случае после прекращения усилия металл спружинит и разогнется обратно. Если же усилие окажется слишком большим или будет приложено в неправильном направлении, то сгибаемый металл может переломиться.
Поэтому, при изменении формы металла, на него действуют следующие деформации:
— Сжатие;
— Растяжение;
Универсальный гибочный инструмент может придавать металлу различную форму: сгибать под углами различной остроты, скручивать по продольной или поперечной оси. Другие разновидности гибочных приспособлений, такие как инструмент для завитков или для скручивания, позволяют решить более специализированные задачи.
Классификация гибочного инструмента
На сегодняшний день разработано много вариантов гибочного инструмента. Листогибы, или как их еще называют гибочные прессы, подразделяют на несколько групп в зависимости от особенностей конструкции и круга решаемых задач.
Размеры и мощность листогиба зачастую связаны. Устройство, развивающее достаточное усилие для сгибания толстого металлического проката, прутков или труб будет больше и тяжелее, чем менее мощные образцы. Поэтому различают листогибы стационарные, мобильные или переносные.
Отличаются и конструктивные особенности такого инструмента, которые делят на:
- Прессы. Инструмент этого типа имеет подвижную часть – пуансон, который вдавливает металлическую полосу или пруток в неподвижную матрицу. Благодаря своей форме матрица перераспределяет усилие и металл сгибается.
- Поворотные листогибы. В данном случае сгибание осуществляет поворотная балка.
- Ротационые. В них изгибаемый прокат протягивается между вращающимися валками. Количество которых может быть разным, но обычно колеблется от 2 до 4.
 Количество которых может быть разным, но обычно колеблется от 2 до 4.
Количество которых может быть разным, но обычно колеблется от 2 до 4.Различается и привод устройства – то, что создает необходимое усилие. По типу привода выделяют:
- Ручной гибочный инструмент. Необходимое для сгибания металла усилие создается мускульной силой человека. Такие прессы обычно самые компактные и мобильные, а также несложные по конструкции. Платить за эти преимущества приходится меньшей мощностью устройства.
- Пневматические инструменты. В них необходимое усилие создается сжатым воздухом. Как правило, это устройства поворотного типа. Они могут быть стационарными, достаточно компактными и мобильными.
- В электромеханических гибочных прессах в качестве привода выступает электродвигатель. Это инструмент большой мощности. Как правило, они стационарного типа.
- Гидравлические гибочные инструменты в качестве источника энергии используют гидравлические цилиндры. Эта группа инструментов может иметь различные размеры и вес, быть выполненной как в передвижном, так и в стационарном исполнении.

Стационарные гибочные прессы могут представлять собой довольно сложные устройства. Они могут иметь как ручную, так и автоматическую подачу заготовок. Стационарный станок для сгибания металла может оснащаться числовым программным управлением (ЧПУ).
Как выбирать гибочный инструмент?
Наиболее распространены и востребованы в быту станки с ручным приводом. Чаще всего при помощи таких устройств осуществляют следующие манилуляции:
- Сгибание металла под заданным углом.
- Изготовление декоративных элементов путем продольного скручивания металла (торсировки, изготовления плетеных элементов – «корзинок»)
- Сгибание металла в дугу или кольцо.
- Производство завитков.
С помощью этих операций можно сделать из металлических полос или прутков элементы для декоративной решетки, ограды, забора. Востребованы такие станки и для производства навесов, ворот, декоративных ажурных конструкций.
Прежде всего, стоит определить, какой перечень из этих операций должен выполнять ваш инструмент. Полезно будет также определить объемы выполняемых работ: для серийного производства (например, в масштабах кузнечной мастерской) стоит выбирать инструмент мощнее, а при работе в быту, когда не планируется изготавливать много изделий, можно выбрать и менее мощный вариант.
Полезно будет также определить объемы выполняемых работ: для серийного производства (например, в масштабах кузнечной мастерской) стоит выбирать инструмент мощнее, а при работе в быту, когда не планируется изготавливать много изделий, можно выбрать и менее мощный вариант.
Если планируется интенсивная работа, стоит выбрать инструмент на более массивной станине. Это позволит гибочному устройству прослужить дольше, ведь на станину действуют большие нагрузки. Хорошим выбором в этом случае будет, к примеру, универсальный гибочный инструмент MB21-30 производителя Blacksmith.
Важно также определиться, какой именно металл вы планируете сгибать. Возможно, это будет листовой прокат, а может – прутки или трубы. Некоторые модели гибочного инструмента универсальны и снабжены съемными приспособлениями для фиксации заготовок любого профиля. Другие более специализированы и подходят для придания формы металлопрокату только определенного типа.
Также стоит подумать о том, в каком положении вы планируете сгибать металл. Часть станков работают только в одном положении, например, предусматривают горизонтальное положение заготовки при работе. Более широкий функционал имеют универсальные инструменты, например, Blacksmith M3-G, которые можно устанавливать как в горизонтальном, так и в вертикальном положении.
Часть станков работают только в одном положении, например, предусматривают горизонтальное положение заготовки при работе. Более широкий функционал имеют универсальные инструменты, например, Blacksmith M3-G, которые можно устанавливать как в горизонтальном, так и в вертикальном положении.
Несколько полезных советов
- Перед тем, как окончательно остановиться на конкретной модели гибочного инструмента, изучите отзывы о ней на различных сайтах. Это позволит заблаговременно составить мнение о сильных и слабых сторонах инструмента и принять решение более взвешенно.
- Полезно также посмотреть видео, иллюстрирующее работу с этим инструментом. Так можно наглядно убедиться, что работа с данной моделью гибочного инструмента не требует чрезмерных усилий или специальных навыков, обратить внимание на тонкости работы, предварительно оценить комплектность и качество изготовления инструмента.
- Обратите внимание на возможность гарантийного обслуживания. Лучше выбирать инструмент, у которого гарантийный срок побольше. Для покупателей нашего магазина, зарегистрировавших купленные инструменты на нашей интернет странице, мы предлагаем дополнительную гарантию.
- Рассмотрите возможность покупки комплекта инструментов. При такой покупке можно получить значительную скидку!
 Для покупателей нашего магазина, зарегистрировавших купленные инструменты на нашей интернет странице, мы предлагаем дополнительную гарантию.
Для покупателей нашего магазина, зарегистрировавших купленные инструменты на нашей интернет странице, мы предлагаем дополнительную гарантию.
Подведем итоги…
Инструмент для сгибания металла сегодня очень разнообразен. Разработано множество конструкций, пригодных для выполнения различных технологических операций. Существующее разнообразие позволяет выбрать подходящий вариант для любых задач и финансовых возможностей.
Приобрести разнообразный гибочный инструмент от различных производителей Вы можете у нас. Наш магазин Bogofi.ru гарантирует своим клиентам качество продаваемого инструмента, обеспечивает сервис и гарантийное обслуживание. Также у нас имеется большой выбор расходных материалов и запчастей, что позволит существенно продлить срок службы вашего трубогиба.
Гибка листового металла: Как согнуть тонкие полосы листового металла
Гибка листового металла может быть искусством, но вы можете овладеть им. Профессиональные магазины используют инструменты, называемые тормозами, которые устанавливаются под разными углами. Возможно, у вас нет такого же оборудования, но вы все равно можете выполнять гибку листового металла на небольших полосах. Это требует терпения, и гибка листового металла может быть не такой идеальной, как у профессионалов, но, безусловно, достаточной для небольших работ, которые вам понадобятся.
Профессиональные магазины используют инструменты, называемые тормозами, которые устанавливаются под разными углами. Возможно, у вас нет такого же оборудования, но вы все равно можете выполнять гибку листового металла на небольших полосах. Это требует терпения, и гибка листового металла может быть не такой идеальной, как у профессионалов, но, безусловно, достаточной для небольших работ, которые вам понадобятся.
Шаг 1. Угол
Начните с выяснения того, какой угол вам нужен для изгиба листового металла.Возьмите старый транспортир и отметьте угол жирным маркером, чтобы его было хорошо видно. Во время гибки листового металла это будет вашим ориентиром, чтобы убедиться, что вы в конечном итоге получите правильный угол.
Шаг 2. Листовой металл
Возьмите полосу листового металла и убедитесь, что стороны прямые и полностью обрезаны. Используйте ножницы, чтобы удалить любые заусенцы и все острые края, которые могут зацепиться, когда вы выполняете гибку листового металла.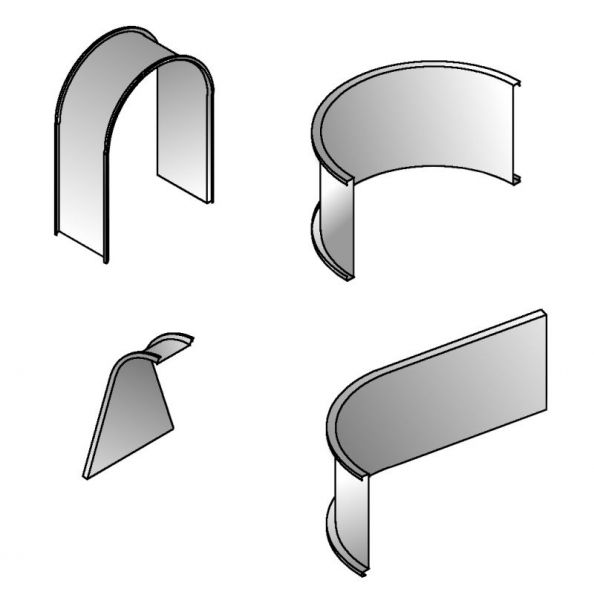 Наденьте для этого плотные перчатки и держите их в течение всей процедуры, чтобы не обжечься и не порезаться о листовой металл.
Наденьте для этого плотные перчатки и держите их в течение всей процедуры, чтобы не обжечься и не порезаться о листовой металл.
Этап 3. Тиски
Вам понадобится прижать полосу листового металла к одной из сторон уголка. Эта сторона войдет в тиски так, чтобы листовой металл находился между тисками и уголком, все еще оставляя вам место для работы, с листовым металлом, ближайшим к вам. Часть листового металла, которую вы собираетесь сгибать, не должна попасть в тиски. Держите транспортир рядом.
Шаг 4. Нагрев
Зажгите бутановую горелку и поднесите ее к области листового металла, которую вы собираетесь сгибать.Металл должен быть горячим или оранжевым. Будьте осторожны, чтобы не нагреть его так сильно, чтобы он стал раскаленным добела. Не держите тепло в одном месте более нескольких секунд. Вместо этого перемещайте горелку, пока листовой металл не приобретет нужный вам цвет.
Шаг 5. Изгиб
Когда металл достаточно нагреется, выключите горелку и возьмите плоскогубцы. Взявшись за лист металла вверху, начните сгибать его на себя. Продолжайте проверять угол транспортиром.Важно, чтобы вы не пытались согнуть металл дальше, чем он может легко пройти. Как только вы достигли этой точки, остановитесь, даже если это не так далеко, как вам нужно для гибки листового металла.
Взявшись за лист металла вверху, начните сгибать его на себя. Продолжайте проверять угол транспортиром.Важно, чтобы вы не пытались согнуть металл дальше, чем он может легко пройти. Как только вы достигли этой точки, остановитесь, даже если это не так далеко, как вам нужно для гибки листового металла.
Шаг 6 — Завершение
Если вы согнули под правильным углом, работа завершена. Если нет, зажгите факел и снова нагрейте металл у кровати. Идите, пока он снова не раскалится докрасна, затем согните плоскогубцами. Вы должны быть в состоянии завершить работу на втором проходе. Если нет, нагрейте и согните еще раз, пока не закончите.Обязательно дайте металлическому листу полностью остыть, прежде чем вынимать его из тисков и обрабатывать.
Советы по гибке листового металла — Сделай из металла
Листовой металл чрезвычайно удобен для всех видов работ, так как с ним очень легко работать. Вы можете многое сделать, используя всего несколько инструментов.
Тем не менее, его довольно легко покалечить, если не использовать правильную технику.
Вот несколько советов, которые помогут вам выполнять точные, аккуратные и профессионально выглядящие изгибы при работе с листовым металлом.
Узнайте, какие материалы подходят для гибки
Некоторые материалы более податливы, чем другие. Это означает, что одни согнутся, а другие ослабнут и треснут. Для менее податливых материалов целесообразно нагреть заготовку, чтобы снизить риск растрескивания.
Вот некоторые распространенные материалы, которые вы можете встретить в виде листов, и некоторая информация о том, насколько легко их согнуть, не растрескавшись.
| Мягкая сталь | Очень ковкая, и вы сможете без проблем согнуть ее в холодном состоянии.Вам нужно будет снова подвергнуть его термической обработке, чтобы заставить его работать как пружинная сталь, как только он будет сформирован в нужной вам форме. Если вы попытаетесь согнуть его, когда он затвердеет, он, вероятно, сломается. Если вы попытаетесь согнуть его, когда он затвердеет, он, вероятно, сломается. |
| Отожженная легированная сталь | Сильно варьируется, если вы не знаете точный сплав. 4140 обычно довольно пластичен. В общем, вам всегда нужно отжигать его, если вы планируете сгибать его, иначе он треснет. |
| 6061 Алюминий | Плохо сгибается, растрескивание очень распространено, а холодное сгибание всегда ослабляет металл.Надлежащую гибку можно выполнить, предварительно отжигая алюминий, хотя это не идеальный кандидат для формованных деталей. |
| 5052 Алюминий | Хорошо формуется, один из лучших видов алюминия для гибки. Обычно растрескивание или усталость не являются проблемой, если только его не нужно разгибать и переделывать, но это довольно распространено практически для любого ковкого металла. |
| Медь | Очень ковкий, очень легко гнется. |
| Латунь | Формуемость зависит от содержания цинка в сплаве – чем больше цинка, тем менее пластичен латунь. Для простых изгибов листового металла это обычно не проблема, но для чего-то более сложного вам может понадобиться использовать тепло, чтобы смягчить его. Для простых изгибов листового металла это обычно не проблема, но для чего-то более сложного вам может понадобиться использовать тепло, чтобы смягчить его. |
| Бронза | Обычно более жесткая и с большей вероятностью растрескивается. Используйте тепло для улучшения формуемости. |
| Титан | Это прочный материал, поэтому вам нужно быть осторожным, чтобы не сломать инструменты. Чтобы избежать растрескивания, используйте больший внутренний радиус изгиба, чем для других металлов. Он также имеет низкий модуль упругости, поэтому вам придется значительно его согнуть, чтобы он принял нужную форму. |
Не сгибайте к острым внутренним углам
Если вы согнете листовой металл до острого внутреннего угла, вы добавите тонну внутренних напряжений. Даже на ковких материалах вы можете в конечном итоге расколоть металл на изгибе или ослабить его до такой степени, что он сломается с минимальным усилием.
Решение состоит в том, чтобы иметь радиус на инструменте, который вы будете использовать для гибки металла.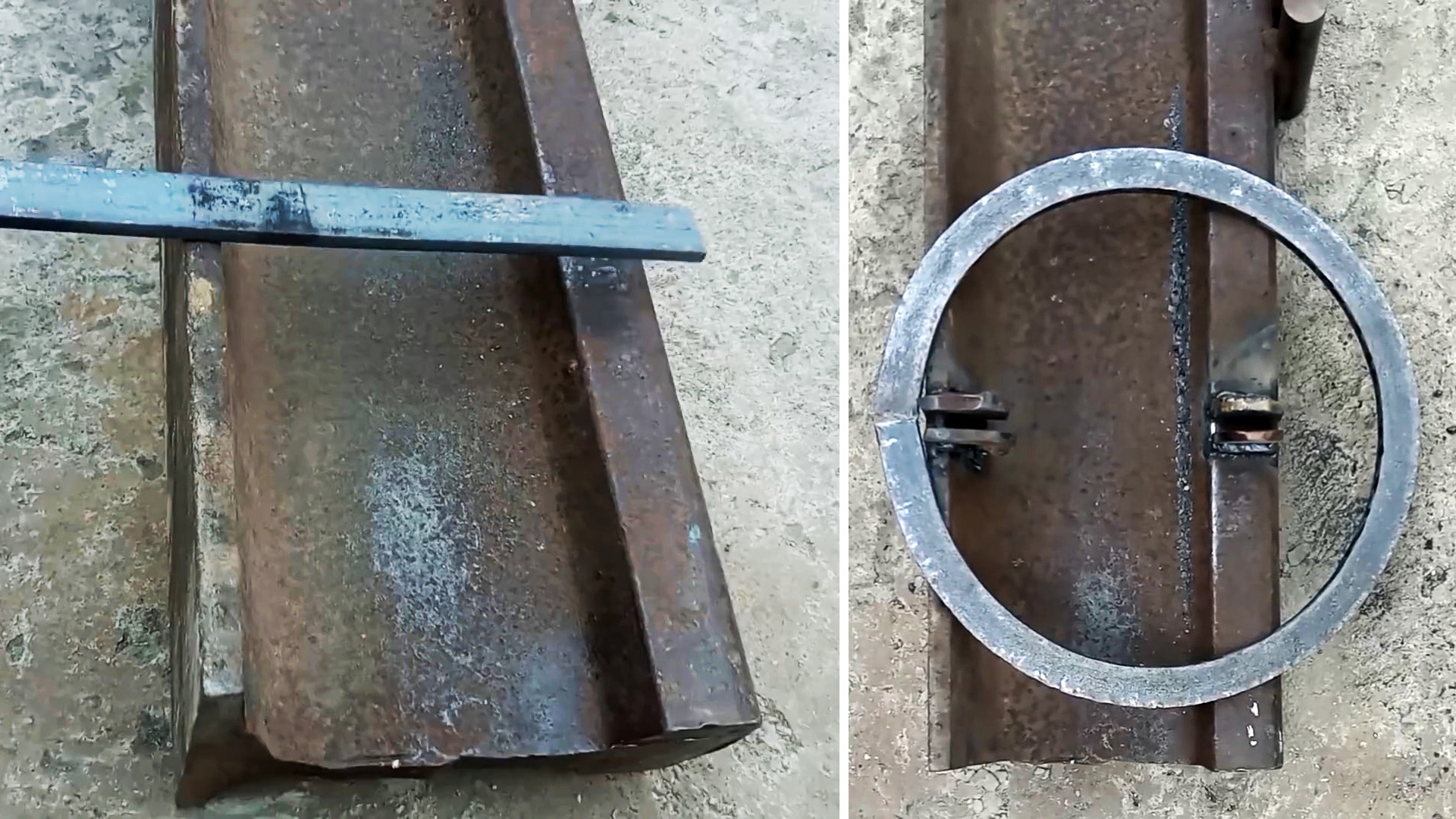 Это предотвратит растрескивание или появление слабых мест.
Это предотвратит растрескивание или появление слабых мест.
Вот хорошее практическое правило для большинства материалов:
Внутренний радиус изгиба должен быть равен толщине формируемого материала.
Другими словами, если вы сгибаете лист толщиной 1/8″, используйте инструмент с радиусом 1/8″, чтобы сформировать внутреннюю часть сгиба. Если вы сгибаете материал толщиной 0,020 дюйма, используйте радиус 0,020 дюйма.
Однако: Для большинства применений с нержавеющей сталью или алюминием можно обойтись изгибом с нулевым радиусом на всем, что имеет толщину менее 0,050 дюйма. Только не на максимальной мощности.
Если вы хотите добиться абсолютной максимальной прочности на изгибы, вот таблица для алюминия и нержавеющей стали, которые в настоящее время используются в аэрокосмической промышленности для изготовления летающих консервных банок:
Имейте в виду, что это только для максимальной силы; вы определенно можете пойти меньше, это просто не будет таким сильным. По крайней мере, вы можете увидеть, насколько качество металла и текущее состояние термообработки влияют на то, что вы можете с ним делать.
По крайней мере, вы можете увидеть, насколько качество металла и текущее состояние термообработки влияют на то, что вы можете с ним делать.
Использовать припуск на изгиб
Если вы хотите выполнить какую-либо полуточную работу, при которой длина фланца или расстояние между изгибами несколько правильны, вам нужно будет учитывать допуск на изгиб.
Это немного менее важно, когда вы делаете один изгиб и все равно собираетесь обрезать. В противном случае, вы должны вычислить это.
Поскольку металл толкается, тянется и растягивается, когда вы его сгибаете, расчет припуска на изгиб даст вам более надежные цифры для работы при раскладке плоского листа.
На это влияют несколько факторов – например, толщина материала, размер внутреннего радиуса и т. д. и т. д. и т. д.
Вместо того, чтобы демонстрировать, как рассчитать это самостоятельно, я просто создал калькулятор, который сделает это за вас. Вот для чего нужны компьютеры.
Теперь немного информации, чтобы расшифровать, что это значит:
Припуск на изгиб — это, по сути, компенсация того, что происходит с материалом, когда он растягивается и превращается из плоского шаблона в правильный изгиб. Вычисление этого значения позволит вам узнать, какая часть фланца у вас останется после того, как вы сделаете изгиб.
Вычисление этого значения позволит вам узнать, какая часть фланца у вас останется после того, как вы сделаете изгиб.
Теперь, чтобы увидеть, как эта же деталь будет выглядеть в виде развертки, вот еще одна диаграмма:
Таким образом, зная, сколько материала потребуется на изгиб, мы можем определить, где именно разместить изгиб.
Имейте в виду, однако, что есть несколько переменных, которые делают точность этого расчета проблемой, если вы ищете чрезвычайно высокую точность. Например, точная твердость и состояние металла изменят коэффициент К изгиба, и это окажет небольшое влияние на количество материала, необходимого для достижения правильной длины полки.
В целом, это отличный способ получить действительно точные изгибы.
Использование нагрева для тяжелых/толстых изгибов
Есть несколько вещей, которые вы можете делать с теплом.Наиболее важными из них являются отжиг и горячая формовка.
Это практично для материалов, которые не любят изгибаться без растрескивания или приложения серьезной силы. Примерами являются пружинная сталь или алюминий 6061.
Примерами являются пружинная сталь или алюминий 6061.
Отжиг
Отжиг – это способ размягчения металла, он делает его более ковким. Это чаще всего используется для углеродистых сталей, но также может быть эффективным (хотя и немного сложнее) для других материалов, таких как некоторые марки алюминия.
Сталь
Для углеродистых сталей это целесообразно, когда этот металл имеет достаточно высокое содержание углерода, чтобы его можно было подвергать термической обработке.На самом деле нет причин делать это с чем-то вроде мягкой стали.
Чтобы сделать это со сталью, вам нужно нагреть сталь до приятного вишнево-красного цвета, а затем охладить ее как можно медленнее. Для большинства сталей это означает не более 70 F в час.
Это может быть сложно, особенно с небольшими деталями. Так вот хитрость:
Возьмите немного сухого песка. Если вы используете что-то вроде песка для детских площадок, приготовьте его некоторое время, чтобы избавиться от влаги.
Возьмите большой стальной блок и нагрейте его до ярко-вишневого цвета, а затем закопайте в песок.Это позволит песку прогреться.
Затем нагрейте меньший кусок и, как только вы достигнете температуры, положите его рядом с большим куском металла. Все, чем приятное теплое прилегание между двумя материалами будет препятствовать слишком быстрому охлаждению меньшего куска. Оставьте его на несколько часов (или на ночь), и у вас будет хороший, отожженный, ковкий кусок стали.
Конечно, если у вас есть термообрабатывающая печь или печь для обжига, вам не нужен подход на ферме. Просто дайте ему остыть в духовке с закрытой дверцей.
Алюминий
Это работает только для термообрабатываемых марок, таких как 6061 или 7075. Честно говоря, это может быть довольно сложно отжигать, но я научился действительно классному трюку, который работает (почти) каждый раз, гарантированно!
Для этого используйте кислородную горелку. Начните с зажигания факела только ацетиленом (или любым другим топливом, которое у вас есть).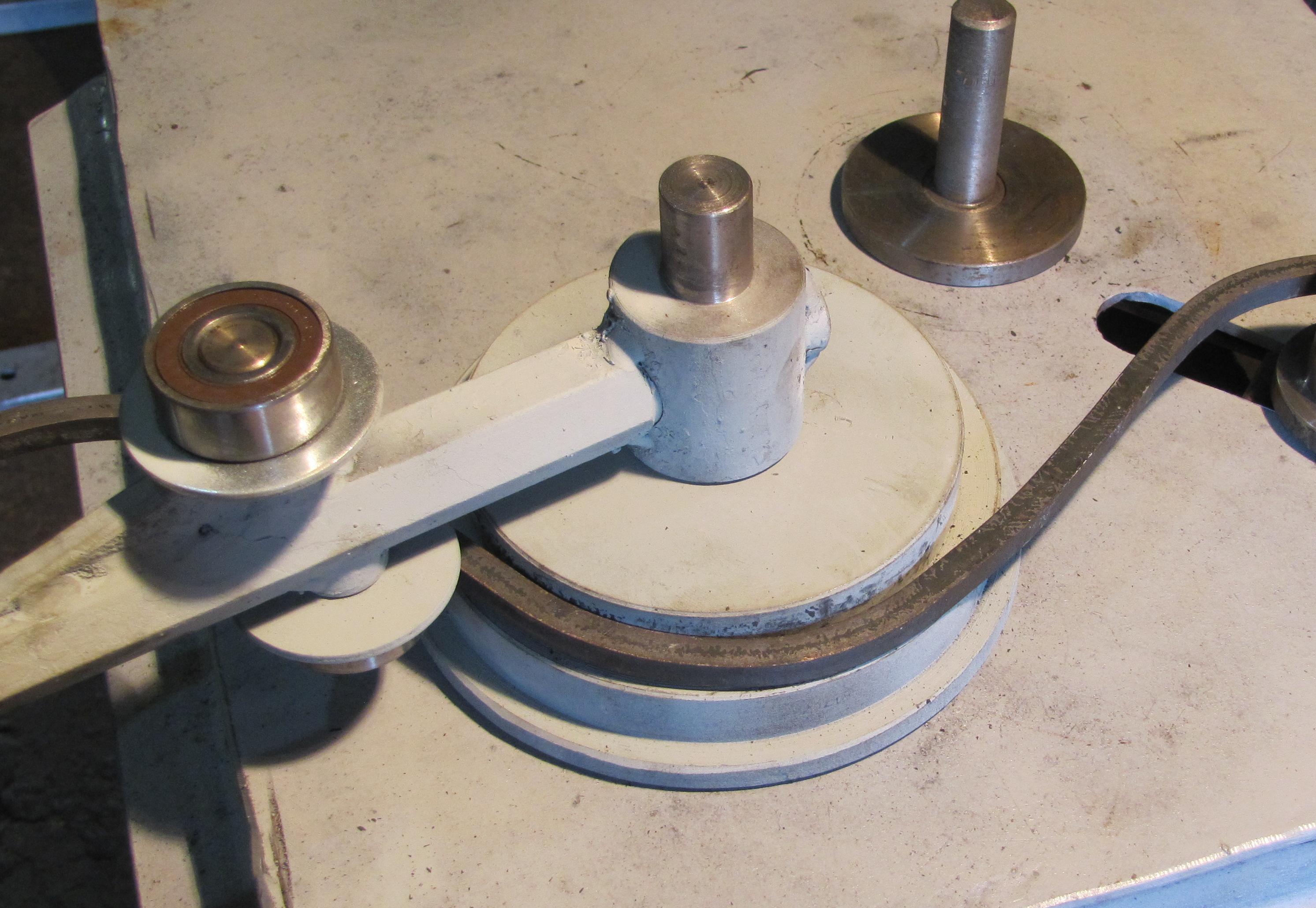 Это сделает противное, черное пламя дыма. Покройте кусок алюминия сажей, пока он не станет черным.
Это сделает противное, черное пламя дыма. Покройте кусок алюминия сажей, пока он не станет черным.
Затем включите кислород, чтобы получить обычное пламя, но пусть оно будет немного меньше, чем обычно.Используйте кончик бутона розы, если он у вас есть. Хитрость здесь заключается в том, чтобы не расплавить алюминий, но для этого вам нужно очень близко подойти к этой температуре плавления.
Медленно нагревайте металл, перемещая горелку вперед и назад, пока не сгорит сажа. Вот откуда вы знаете, что алюминий имеет правильную температуру.
Теперь дайте ему медленно остыть. Вы можете сделать это, удерживая фонарик все дальше и дальше, или используя упомянутый выше метод горячего прижимания (почти уверен, что это технический термин… HSM?).Если он остынет слишком быстро или закалит его, алюминий станет очень хрупким.
Теперь алюминий действительно податлив. Если вам нужно снова «закалить» его после того, как вы закончили работу, это немного сложнее без надлежащей печи для термообработки. Нагрейте его до 1000 F, дайте выдержать при этой температуре около часа, затем погасите водой. Чтобы состарить его (почти как закалку), нагрейте его до 400 F, замочите на час, затем дайте ему остыть на воздухе.
Нагрейте его до 1000 F, дайте выдержать при этой температуре около часа, затем погасите водой. Чтобы состарить его (почти как закалку), нагрейте его до 400 F, замочите на час, затем дайте ему остыть на воздухе.
Горячая гибка
Тут ничего сложного, просто нагреть до красна (если это железо) и согнуть.Просто имейте в виду, что это значительно испортит любую термообработку, поэтому вам может потребоваться переделать ее, если она действительно нуждается в твердости.
Очевидно, что это может быть непростой задачей для длинных тонких изделий, так как они остынут, как только исчезнет источник тепла. Но если вы делаете что-то вроде небольшого проекта, это может снизить риск растрескивания большинства металлов.
Также отлично подходит для некоторых пластиков, таких как акрил.
Защита поверхностей
Сгибание металла может действительно поцарапать поверхности, поэтому, если вы делаете что-то, что должно выглядеть красиво, стоит потратить несколько дополнительных минут на их защиту.
Самый простой способ сделать это — просто наклеить малярную ленту в любом месте, которое будет соприкасаться с чем-то твердым.
Если металл все еще царапается, вы можете либо наклеить несколько слоев малярной ленты, либо использовать деревянные бруски (например, 2×4 или что-то подобное), чтобы зажать деталь для изгиба, постукивая по ней молотком – древесина будет достаточно мягкой, чтобы не повредить поверхность, если на ней нет металлической стружки/твердых предметов.
Используйте тормоз
Для самых чистых поворотов лучше всего использовать тормоз.Вы можете сгибать лист чистым, непрерывным движением, и металл не будет деформироваться или волноваться.
У большинства людей его нет в гараже, но вы можете подобрать действительно дешевые для тонких материалов (которые достаточно хороши для небольших хобби) за очень дешево онлайн (ссылка на Amazon). В качестве альтернативы, вы можете потратить несколько сотен долларов на более милого малыша.
Для более крупных работ, например, для работы с софтом и облицовкой дома, лучше всего просто пойти в пункт проката инструмента и взять его.Обычно вы можете арендовать их довольно недорого на неделю.
Другие практические инструменты
Не все требует тормоза; есть много других способов согнуть листовой металл, особенно если это меньший кусок.
Один из способов, которым я часто работаю с листовым металлом для автомобильных панелей, заключается в том, чтобы зажать листы 2 × 4 в тисках с заготовкой посередине, а затем обработать металл резиновым молотком. Хорошая вещь в том, что вы можете использовать более длинные 2×4, чтобы получить дополнительный радиус действия, который вы не получили бы от одних только тисков.Вы также получите хороший круглый сгиб, так как у 2×4 будет радиус, который перейдет на листовой металл — ваши изгибы на самом деле будут красивыми и прочными.
Еще одна вещь, которую вы можете использовать, это плоскогубцы (ссылка на Amazon). Они действительно дешевы и чрезвычайно быстры и просты в использовании для более тонких и мелких деталей. В каждом наборе инструментов должна быть пара или две. С ними можно получить действительно красивые, чистые изгибы. Также легко просто наклеить малярную ленту на губки вместо заготовки, так будет удобнее сохранять царапины на металле.
Они действительно дешевы и чрезвычайно быстры и просты в использовании для более тонких и мелких деталей. В каждом наборе инструментов должна быть пара или две. С ними можно получить действительно красивые, чистые изгибы. Также легко просто наклеить малярную ленту на губки вместо заготовки, так будет удобнее сохранять царапины на металле.
Планируйте повороты
Раньше я работал в мастерской по ремонту вертолетов, где изготавливал инструменты из формованной стали длиной от 4 до 12 футов. Однажды я не спланировал свои изгибы, и в итоге я не смог вставить заготовку в тормоз для последнего изгиба. Это действительно отстой.
Если вы делаете несколько крутых, крутых поворотов, сначала спланируйте, как вы собираетесь это делать. Убедитесь, что на каждом этапе заготовка сможет поместиться в любой инструмент, который вы используете.
Самый простой способ сделать это — просто отрезать небольшую полоску металла, чтобы использовать ее в качестве пробного образца. Каждый раз, когда вы делаете изгиб, отмечайте место цифрой. Если вы можете пройти до конца без проблем, просто следуйте своим собственным шагам.
Каждый раз, когда вы делаете изгиб, отмечайте место цифрой. Если вы можете пройти до конца без проблем, просто следуйте своим собственным шагам.
В любом случае, есть несколько форм, которые не очень практичны для большинства гибочных инструментов. Например, сделать глубокий U-образный канал с узким дном без специальных инструментов практически невозможно. Я делал их раньше, используя кусок плоского стержня в гидравлическом прессе и вдавливая металл в плиту из твердого уретана, но не у всех есть к этому доступ.
В качестве альтернативы, которая может работать во многих приложениях, можно просто сделать его из двух частей и сварить их вместе в проблемной зоне. Каждая работа уникальна, поэтому не существует эмпирического правила — исчерпывающий список принципов сам по себе был бы учебником.
Что работает (почти) каждый раз, так это просто работа с этой тест-полоской. Лучше испортить обрезок шириной 1 дюйм, чем большой лист дорогого материала.
В любом случае, вот оно. Вот некоторые из моих советов и приемов по работе с листовым металлом.
Вот некоторые из моих советов и приемов по работе с листовым металлом.
Автоматическая машина для формования металлической полосы и проволоки_DUROWELDER GROUP
Основные характеристики оборудования:
Автоматическая машина для формования полосы и проволоки, также называемая машиной для гибки проволоки, в основном используется для гибки металлической проволоки или металлической полосы в различные 2D или 3D формы.
Есть две модели: кулачкового типа и гидравлического типа.
Гибочный станок кулачкового типа, высокая скорость, высокая эффективность, в основном используются для гибки проволоки малого диаметра и более тонкой полосы в различные простые формы.
Гидравлический гибочный станок может сгибать металлическую проволоку и полосу в любую форму, особенно подходящую для проволоки большого диаметра и полосы большой толщины в различную двухмерную (2D) или трехмерную (3D) сложную форму.
Весь процесс завершается автоматически, также может быть оснащен функцией пробивки отверстий.
Широко используется для украшения, осветительной арматуры, изделий ручной работы, различного оборудования и других отраслей промышленности, таких как крючки для вешалок, цепочки для ключей, холодильная стойка, корзины для фруктов из нержавеющей стали, а также формование и гибка другой металлической проволоки и полос.
Основные технические параметры:
Наименование оборудования | Модель № | Диаметр провода | Площадь поперечного сечения | Максимальная длина обработки | Производительность | Мощность |
Машина для формовки металла кулачкового типа | КМФ3 | Φ1-3мм | ≤7. | 180мм | 40-90 штук/мин | 1,1 кВт |
CMF4 | Φ1-4мм | ≤12,6 мм² | 220мм | 40-90 штук/мин | 1.5кВт | |
CMF5 | Φ1,5-5 мм | ≤19,6 мм² | 320мм | 30-90 штук/мин | 2,2 кВт | |
CMF7 | Ф1.5-7мм | ≤38,5 мм² | 400мм | 30-90 штук/мин | 3,0 кВт | |
Гидравлический формовочный станок для металла | КМФ6 | Φ1-6мм | ≤Т2*Ш20мм | 500мм | 20-40 штук/мин | 10кВт |
КМФ8 | Φ1-8мм | ≤T3*W30мм | 1000мм | 20-30 штук/мин | 14кВт |
 0 мм²
0 мм²Пневматический двухосный станок для гибки букв из металлической полосы для изготовления светодиодных буквенных вывесок $116
Деревянная коробка: Всего одна картонная коробка.
| Размер продукта | 210 мм x 140 мм x 150 мм (8,3 дюйма x 5,5 дюйма x 5,9 дюйма) |
Вес нетто | 5 кг |
Пакет | Картонная коробка |
Размер упаковки | 210 мм x 210 мм x 210 мм (8.3 дюйма х 8,3 дюйма х 8,3 дюйма |
Вес брутто | 6 кг |
Гарантия соответствия
На товары, не являющиеся расходными материалами, продаваемыми через сайт www.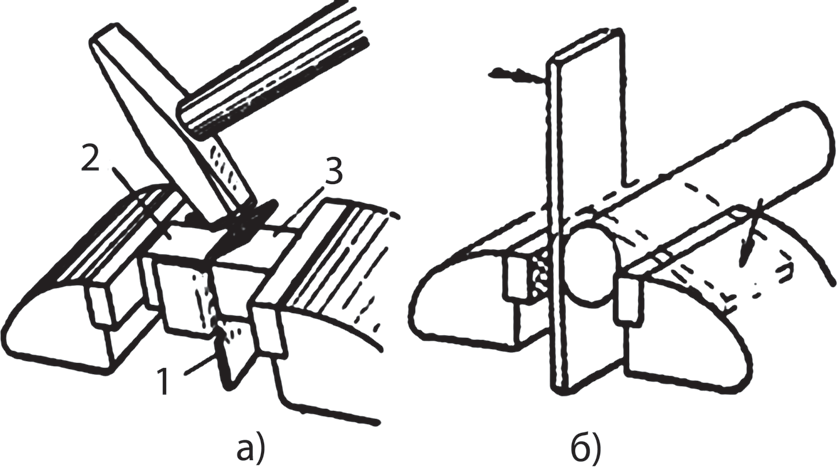 Sign-in-China.com, мы предоставляем 24-месячную гарантию после доставки. Все дополнительные детали для оборудования можно приобрести на сайте www.Sign-in-China.com.
Sign-in-China.com, мы предоставляем 24-месячную гарантию после доставки. Все дополнительные детали для оборудования можно приобрести на сайте www.Sign-in-China.com.
Мы предлагаем 14-дневную 100% гарантию качества на все наши машины.Если вы не удовлетворены полученным товаром, Sign-in-China.com обещает, что в течение 14 дней после фактической доставки такого товара вы сможете вернуть его нам и получить полный возврат средств при условии, что возвращенный товар не не повлияет на его последующую перепродажу, и вы также берете на себя ответственность за возврат товара.
Пневматическая машина для гибки букв:
Пневматический двухосевой станок для гибки букв из металлической полосы для изготовления светодиодных букв:
Продавец принимает на себя ответственность за этот список
Энвиар де Донд?
Tenemos 4 almacenes en el extranjero en todo el mundo que ahora incluye: Россия, EE. UU., Бразилия и Мексика. y Estamos creando otro en Europa. Normalmente, enviaremos su pedido desde el almacén más cercano a usted. си лас экзистенциас cerca де usted están agotadas, ле enviaremos су pedido usted directamente де Китай. UU., Бразилия и Мексика. y Estamos creando otro en Europa. Normalmente, enviaremos su pedido desde el almacén más cercano a usted. си лас экзистенциас cerca де usted están agotadas, ле enviaremos су pedido usted directamente де Китай. |
политика деволюции
|
Деталь Паго
|
 Кредитная карта
Кредитная картаИстория сделок
Операции: 653
- Компрадор
- Precio Unitario
- Кантидад
- Феча Де Орден
Направление****
- 107 долларов.69
- 2 комплекта(ов)
- 07.01.2022
Линь****
- 115,80 $
- 1 комплект
- 30.12.2021
Роб****
- 115,80 $
- 1 комплект
- 17. 12.2021
 12.2021
12.2021Эрм****
- 115 долларов.80
- 1 комплект
- 10.12.2021
Джил****
- 115,80 $
- 1 комплект
- 30.11.2021
Хр****
- 115,80 $
- 1 комплект
- 23.11.2021
Пусть****
- 115 долларов.80
- 1 комплект
- 16.11.2021
Аде****
- 115,80 $
- 1 комплект
- 08.11.2021
Кл****
- 108,00 $
- 2 комплекта(ов)
- 29. 10.2021
 10.2021
10.2021Кель****
- 98 долларов.77
- 1 комплект
- 20.10.2021
Ча****
- 115,80 $
- 1 комплект
- 2021-10-09
Ран****
- 115,80 $
- 1 комплект
- 29.09.2021
Джэ****
- 115 долларов.80
- 1 комплект
- 21.09.2021
Брай****
- 115,80 $
- 1 комплект
- 10.09.2021
Лев****
- 115,80 $
- 1 комплект
- 24. 08.2021
 08.2021
08.2021Там****
- 115 долларов.80
- 1 комплект
- 15.08.2021
Вер****
- 107,69 $
- 3 комплекта
- 05.08.2021
Кле****
- 115,80 $
- 1 комплект
- 28.07.2021
Небо****
- 116 долларов.00
- 1 комплект
- 18.07.2021
Кол****
- 115,80 $
- 1 комплект
- 12.07.2021
Пневматический двухосевой станок для гибки букв из металлической полосы для изготовления светодиодных буквенных знаков
Ножной переключатель, простота в эксплуатации, двухосная пневматическая фиксация материалов, более мощная!
Описание:
• Пневматическая машина для гибки букв: Пневматическая машина для скрепления материалов. Цилиндр, используемый этой машиной, может выдерживать вес 70 кг. Не беспокойтесь о том, что не можете закрепить материал. Он специализируется на гибке кромок алюминия, листов железа и нержавеющей стали.
Цилиндр, используемый этой машиной, может выдерживать вес 70 кг. Не беспокойтесь о том, что не можете закрепить материал. Он специализируется на гибке кромок алюминия, листов железа и нержавеющей стали.
• Он может быстро и точно сгибать металлические листы (наилучший эффект достигается при использовании с пазогибочным станком для металла CS-MBBT-001).
Характеристики:
• Функция гибки углов пневматической гибочной машины не требует слишком большого количества полос, поскольку гибочную машину можно использовать для гибки почти всех видов углов, используемых для алюминиевых буквенных знаков.
• Пневматический гибочный станок может сгибать множество диапазонов кромок и даже может делать расстояние 5 см между двумя углами, что больше подходит для изготовления буквенных знаков.
• Пневматический гибочный станок оснащен ножным переключателем, очень удобным в эксплуатации, с двухосным цилиндром для скрепления материалов. Это очень мощно.
• Он может гнуть железо 1,2 мм, алюминий: 1,2 мм, нержавеющую сталь: 1,0 мм, эффективная высота отбортовки 10 см.
1.Откройте пневматическую машину для гибки букв, соедините вход воздуха ножного переключателя с воздухопроводом;
2. Нажмите ножной переключатель, чтобы убедиться, что машина находится в рабочем состоянии; Отпустите переключатель и вставьте металлические полоски;
3. Выровняйте положение полосы и нажмите ножной переключатель, чтобы зажать полосу;
4. Вручную отрегулируйте ручку до изгиба на необходимый угол;
5. Отпустите ножной переключатель, выньте ленту и закройте машину.
Наконечники:
• Вам лучше закрепить пневматический гибочный станок на платформе.Вы можете вырыть яму для установки подшипника пневматического гибочного станка. Если вы не закрепите гибочный станок, вам будет нелегко его использовать.
• Избегайте защемления руки пневматическим гибочным станком, так как он весит десятки килограммов и его давление невыносимо.
| Инструменты для гибки двухосных металлических каналов | Мини-инструмент для гибки металлических букв | Пневматический двухосевой станок для гибки металлических букв под углом |
| Максимальная рабочая толщина: 1.2мм | Максимальная рабочая толщина: 1 мм | Максимальная рабочая толщина: 1,2 мм |
| В основном используется для гибки кромок алюминиевых материалов. | В основном используется для гибки кромок стальных материалов. | В основном используется для гибки кромок алюминиевых материалов. |
| Вес машины 5,05 кг | Вес машины 1,65 кг | Вес машины 6. 65 кг 65 кг |
| Пространство пластины можно регулировать, что предотвращает автоматическое падение гибочного материала при гибке железа из нержавеющей стали. Вы можете прочно скрепить материалы и согнуть более совершенные и точные углы. | Место под пластину фиксированное, ширина 1,5 мм | Пространство пластины можно регулировать, что предотвращает автоматическое падение гибочного материала при гибке железа из нержавеющей стали. Вы можете прочно скрепить материалы и согнуть более совершенные и точные углы. |
| Цена средняя | Цена низкая | Цена относительно высока |
| Можно сделать расстояние 10 см между двумя углами | Может сделать расстояние 10 см между двумя углами | Может сгибать множество краев и даже может делать расстояние 5 см между двумя углами |
Ручное управление, двухосный дизайн, экономия труда. | Ручное управление, небольшой размер и малый вес | Пневматическое управление, с ножным переключателем, двухосная конструкция, экономия труда |

Пневматический гибочный станок в основном используется для гибки кромок алюминиевых материалов. Хотя вы можете использовать его для гибки листового металла и нержавеющей стали, мы рекомендуем вам использовать его только для гибки тех материалов, которые имеют прорези. Если материал еще не прорезан и очень толстый, использовать гибочный станок для работы нельзя.
Листовой металл – материалы, стандартные размеры и процессы формовки
Листовой металл сегодня является основой всего машиностроения. Мы можем видеть его повсюду — от машин и машин до фасадов домов и мебели.
Чтобы в полной мере использовать листовой металл, инженеры должны сначала кое-что знать о нем. Это включает в себя стандартные размеры, материалы, различия в производстве и возможные методы формования.
Что такое листовой металл?
Листовой металл — это одна из форм, в которых можно купить металл. Листовой металл — это любой металл толщиной от 0,5 до 6 миллиметров.
Однако существуют и другие единицы измерения, используемые для классификации металлов по толщине.
Миллиметры, милы и калибр
Фольга, листы и плиты почти одинаковы, разница только в толщине. Толщина измеряется тремя способами – миллиметрами, милами и датчиками. В то время как миллиметр — довольно простая единица измерения, милы и датчики распространены только в машиностроении и производстве.
Один мил равен тысячной части дюйма. Поскольку британцы часто используют «mils» во множественном числе для миллиметров, это может немного сбивать с толку, но разница важна.
Калибр — еще один прибор для измерения толщины листового металла. Хотя официальные стандарты не поощряют использование манометров, они не так уж редки. Датчик представляет толщину металла по отношению к его весу на квадратный фут. Более высокий калибровочный номер означает меньшую толщину.
Более высокий калибровочный номер означает меньшую толщину.
Поскольку фактическая толщина (мм) одного и того же калибра относится к весу металла, она различна для разных металлов (например,г. сталь 12 мм против алюминия 12 мм).
Фольга, лист и пластина
Пройдясь по основным системам измерения, мы можем теперь рассмотреть классификацию фольги, листов и плит. Для нашей цели мы будем придерживаться миллиметров в качестве единицы измерения.
Металлическая фольгаМеталлическая фольга особенно часто используется с алюминием, ее часто называют оловянной фольгой. Толщина фольги обычно до 0,2 мм.
Листовой металл следующий в очереди. Толщина листового металла начинается с 0.5 мм и доходит до 6 мм. Все что выше это металлическая пластина.
Тонкий листовой металл легко формуется, но при этом обеспечивает высокую прочность. При относительно низкой цене он отлично подходит для большинства инженерных целей. Именно поэтому мы видим его повсюду вокруг себя.
В конце статьи мы обсудим различные методы формовки листового металла.
Обычные материалы
Почти все распространенные инженерные металлы также используются в виде листов.Некоторые из них из углеродистой стали, нержавеющей стали, меди и алюминия. Выбор подходящего для вас сводится к применению и требованиям вашего продукта.
Металлические листы имеют те же механические свойства, что и основной металл. Таким образом, стальные листы обладают высокой прочностью на растяжение и долговечностью, пригодными для использования в конструкциях и машинах.
В то же время медные листы часто находят применение в качестве декоративного слоя на современных зданиях.
Стандартные размеры
Стандартные размеры применимы как к размерам, так и к толщине листа.Хотя для достижения больших размеров листа есть несколько обходных путей с помощью сварки, вы не можете смотреть дальше таблиц толщины.
Стандартные размеры листового металла
Знание стандартных размеров листа поможет вам оптимизировать компоновку деталей. Много раз мы получали детали для производства, которые немного превышали стандартные размеры. Это означает больше брака и более высокие общие затраты для клиента.
Много раз мы получали детали для производства, которые немного превышали стандартные размеры. Это означает больше брака и более высокие общие затраты для клиента.
Кроме того, следует помнить о наличии различных размеров листов.В то время как маленькие, средние и большие листы почти всегда есть в наличии на складе каждого производителя листового металла, листов большого размера может не быть.
У многих из них также может не быть оборудования для резки таких больших листов. Так что знание возможностей вашего производителя здесь пригодится.
Иногда можно просто сварить два меньших листа, но это не оптимальное решение. Особенно, когда большое внимание уделяется эстетике вашего проекта.
Стандартная толщина листового металла
В приведенной выше таблице указаны стандартные толщины листового металла и металлических пластин.Как видите, для каждого вида металла существуют свои стандарты.
Кроме того, следует обращать внимание не только на начальную и конечную точки, но и на фактические значения. Кто-то просит нестандартную толщину довольно часто.
Кто-то просит нестандартную толщину довольно часто.
Определенно существуют исключения для этой таблицы. Мы просто советуем вам следовать этим толщинам из-за сложности поиска материалов. Все вышеперечисленное легко доступно у многих производителей листового металла.
Горячекатаный против холоднокатаного листового металла
Существует два способа производства листового металла – горячая прокатка и холодная прокатка.Глядя на приведенную выше таблицу стандартных толщин, вы можете увидеть, как используются эти две. В случае конструкционных сталей холодная прокатка доходит только до 3 мм. С этого момента листы и плиты подвергаются горячей прокатке в целях экономической эффективности.
Хотя процесс горячей прокатки снова начинается с 3 мм для нержавеющих сталей, холодная прокатка охватывает все листы, т.е. до 6 мм.
В инженерных целях важно различать их. Для прецизионных применений предпочтительнее использовать холоднокатаную сталь, поскольку у нас больше контроля над окончательными размерами. Это связано с тем, что в горячекатаных сталях после охлаждения сталь немного усаживается, и форма может немного измениться.
Это связано с тем, что в горячекатаных сталях после охлаждения сталь немного усаживается, и форма может немного измениться.
Процессы формовки листового металла
Итак, мы наконец добрались до методов формовки листового металла. На столе есть множество вариантов, и решение остается за вами.
Выбор во многом зависит от требуемого результата. Но многие из этих методов дают вам, казалось бы, похожий или совпадающий результат. Далее речь идет о стоимости (часто зависит от размера партии), доступности и желаемой точности.
Гибка листового металла
Гибка — это процесс формовки, при котором листовой металл сгибается в желаемую форму с приложением напряжения изгиба. Листовой металл изгибают так, что достигается пластическая деформация. Это не позволяет металлу восстановить свою прежнюю форму.
Гибка на воздухе с помощью V-образного штампа Такие детали, как фланцы и гофры, изготавливаются путем гибки. Самый распространенный вид изгиба – V-образный изгиб. Там V-образная матрица и пуансон прижимаются друг к другу, чтобы придать листу желаемую форму.
Там V-образная матрица и пуансон прижимаются друг к другу, чтобы придать листу желаемую форму.
— еще один распространенный метод гибки фланцев с использованием затирочной матрицы и пуансона.
Скручивание листового металла
Скручивание — это процесс формирования круглого кольца на краю металлического листа, чтобы сделать его более безопасным в обращении.
Существует разница между загнутым краем и каплевидным краем. При завивке начальный край скатывается в сформированный круг, тогда как при каплевидном подгибе первоначальный край все еще остается открытым.
Керлинг также можно разделить на ролл со смещением от центра и с вращением по центру.У валков со смещением от центра центр находится выше уровня листа, тогда как у валков с центрированием центр находится на том же уровне, что и у металлического листа.
Удаление изгиба листового металла
Сглаживание — это процесс удаления выпуклости с металлического листа. В листовом металле, особенно в полосообразных частях, при расплющивании его в листы образуется горизонтальный изгиб.
При удалении изгиба мы удаляем этот горизонтальный изгиб, сглаживая края, чтобы удалить изгиб. Сила прикладывается к деформированному краю, а не к грани, чтобы вытолкнуть его в прямую форму.Обычно выполняется на участках ограниченной длины.
Глубокая вытяжка
 youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Deep-drawn manufacturing process for MDI cans» data-src=»https://www.youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/>
youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Deep-drawn manufacturing process for MDI cans» data-src=»https://www.youtube.com/embed/cteMHa3dwyA?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/> Процесс производства банок MDI методом глубокой вытяжки
Глубокая вытяжка — это процесс формирования листового металла, при котором форма листа изменяется до желаемой формы в несколько этапов с использованием ряда штампов. Только если глубина сформированной формы превышает первоначальный диаметр листа, она считается глубокой вытяжкой.
Пуансоны и штампы используются для внесения изменений на каждом этапе.Используя этот процесс, лист преобразуется во множество различных форм, таких как топливный бак, раковина и автомобильные детали.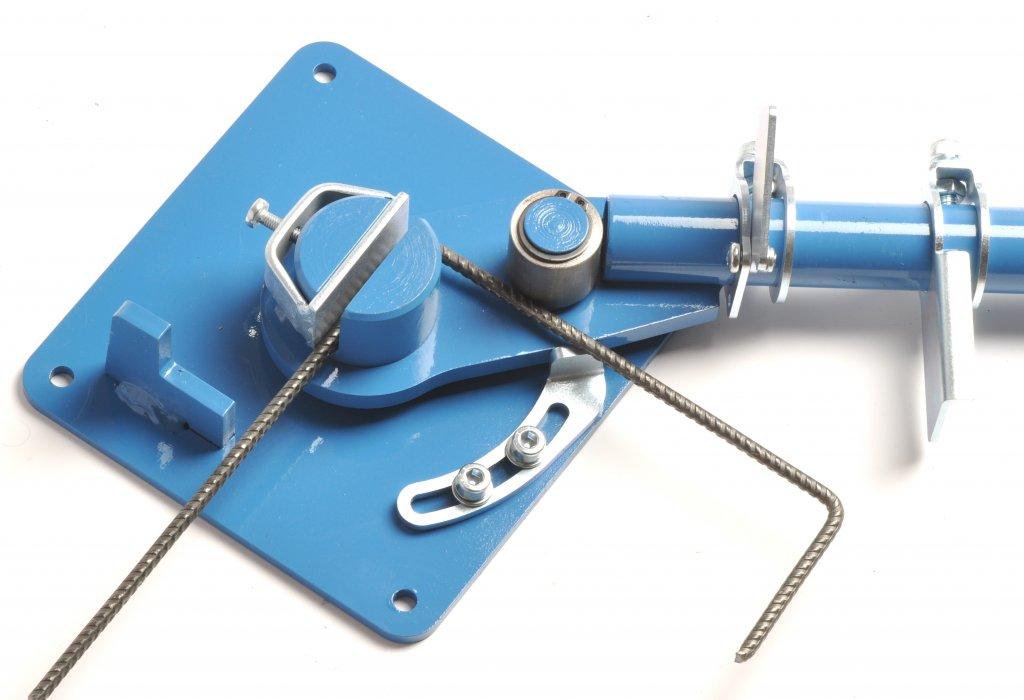 Глубокая вытяжка в основном используется для крупносерийного производства.
Глубокая вытяжка в основном используется для крупносерийного производства.
Расширение листового металла
 youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Bender SP-1250 expanded metal production line» data-src=»https://www.youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/>
youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Bender SP-1250 expanded metal production line» data-src=»https://www.youtube.com/embed/xbBJNXlhZtE?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/> Линия по производству просечно-вытяжного листа Bender SP-1250
В этом процессе формовки металла лист металла пропускается через перфорирующие ножницы, где он разрезается и растягивается в виде рисунка. Обычно предпочтение отдается ромбовидной сетке, поскольку она имеет конструктивное преимущество перед другими формами.
Этот процесс формования обычно используется для изготовления ограждений, подиумов, платформ, решеток и т. д. Этот процесс позволяет получить самодренирующийся прочный продукт, способный выдержать вес, на который он рассчитан.
Эти продукты можно использовать там, где требуется прохождение воздуха или жидкости, но необходимо предотвратить прохождение более крупных частиц, например. просеивание. Прочность исходного металла сохраняется.
Гидроформинг
 youtube.com/embed/1QPSCXEoJKQ?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Hydroforming Animation» data-src=»https://www.youtube.com/embed/1QPSCXEoJKQ?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/>
youtube.com/embed/1QPSCXEoJKQ?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Hydroforming Animation» data-src=»https://www.youtube.com/embed/1QPSCXEoJKQ?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/> Анимация гидроформинга
Гидроформинг — это инновационный способ придания металлическим листам желаемой формы.В этом процессе металл помещается на штамп, но вместо пуансона для придания формы листу используется жидкость под высоким давлением.
С помощью этого процесса можно создавать более сложные детали в более короткие сроки. Это также сравнительно дешевле и требует меньше работы. Гидроформинг также совместим практически со всеми материалами, такими как нержавеющая сталь, алюминий, углеродистая сталь, латунь и драгоценные металлы.
Поскольку соответствующие штампы, как правило, не требуются, гидроформинг можно использовать для формирования нетрадиционных форм.
Инкрементальное формование листов
 youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Single Point Incremental Forming at University of Aveiro — SPIF-A Project» data-src=»https://www.youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/>
youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Single Point Incremental Forming at University of Aveiro — SPIF-A Project» data-src=»https://www.youtube.com/embed/N2Ntxb98-Ak?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/> Инкрементальное формование в одной точке в Университете Авейру — проект SPIF-A
Инкрементальное формование листа — это процесс металлообработки, придающий листовому металлу определенную форму. Это возможно только при малых объемах.
В продукт можно вносить изменения быстро и без особых хлопот. В этом процессе продукт формируется поэтапно.
Листовой материал формируется с помощью одноточечной сферы.
Хотя этот процесс дает результаты, аналогичные глубокой вытяжке, для него не требуется отдельный набор пуансонов и штампов. Таким образом, самым большим преимуществом этого метода является его гибкость.
Гладильная
Процесс глаженияиспользуется, когда необходимо уменьшить толщину в определенной области листового металла. Это дает возможность производителю получить равномерную толщину стенки при глубокой вытяжке изделий.
Хорошим примером глажки является процесс производства банок из-под газировки. Стенки банки нужно утончить до заданной толщины.Обычно для создания желаемой толщины алюминиевых банок из-под газировки требуется 2 или 3 процесса глажки с использованием разных штампов. Этот процесс глажения осуществляется в сочетании с глубокой вытяжкой.
Лазерная резка
Лазерная резка все чаще используется для резки листового металла. Это точно, и отделка очень гладкая. Станки с ЧПУ обычно используются для резки определенных форм.
После подачи программы специальный разрез выполняется лазером. Преимущество лазерной резки заключается в гибкости. При необходимости можно легко изменить требуемую форму. Также можно разрезать металлические листы на чрезвычайно сложные детали, используя услуги лазерной резки.
Преимущество лазерной резки заключается в гибкости. При необходимости можно легко изменить требуемую форму. Также можно разрезать металлические листы на чрезвычайно сложные детали, используя услуги лазерной резки.
Фотохимическая обработка
 youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Chemical Etching: A Tour Through The Process (3D Animation)» data-src=»https://www.youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/>
youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» title=»Chemical Etching: A Tour Through The Process (3D Animation)» data-src=»https://www.youtube.com/embed/2O1TyJGXuWY?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″/> Химическое травление: экскурсия по процессу (3D-анимация)
Фотохимическая обработка — это процесс, при котором проводится контролируемая коррозия для создания деталей из листового металла в соответствии с требованиями.
В этом процессе для придания металлическому листу формы используется фоторезист и травитель. Метод был разработан в 60-х годах и даже сегодня является сравнительно недорогим методом.
Фотохимическая обработка может использоваться для резки любого металла. Процесс идеально подходит для массового производства. Если требуются изменения, их можно легко осуществить.
Процесс идеально подходит для массового производства. Если требуются изменения, их можно легко осуществить.
Как и лазерная резка, этот процесс чрезвычайно точен и обеспечивает гладкую поверхность. Этот процесс используется для изготовления очень тонких сеток, отверстий, гибких нагревательных элементов, металлических прокладок, электрических контактов и украшений.
Штамповка
Штамповка — очень распространенный метод вырезания отверстий в листовом металле. Установка состоит из пуансона и пробивной матрицы. Между ними очень маленький зазор.
Когда пуансон и матрица встречаются, материал вдавливается между ними и с последующим усилием сдвига прорезает отверстие в листе. Этот процесс относительно недорог в больших количествах и позволяет пробивать отверстия как в полосе, так и в листовом металле.
Можно пробить отверстия различных размеров, но обычно рекомендуется, чтобы диаметр необходимого отверстия был больше, чем толщина пробиваемого материала. Для особо прочных сплавов разница между диаметром отверстия и толщиной должна быть больше.
Для особо прочных сплавов разница между диаметром отверстия и толщиной должна быть больше.
Прокатка
Прокатку листового металла можно проводить для уменьшения общей толщины металлического листа или для придания ему большей однородности. В этом процессе листовой металл проходит через набор валков.
В зависимости от температуры процесс классифицируется как горячая прокатка или холодная прокатка. При горячей прокатке температура стали составляет около 1400 градусов по Фаренгейту.Это может помочь достичь толщины от 1/16 дюйма до 5/16 дюйма.
При холодной прокатке процесс проводят при комнатной температуре. Материал промывается кислотой и подвергается термической обработке для достижения хорошей отделки.
Ролик для листового металла / Ролик для листового металла / Гибка листового проката / Двигатель Rundbiegemaschine / Hengerítőgép
Прокатка также является еще одним способом получения изгибов с большим радиусом. Вместо использования листогибочных прессов для ступенчатой гибки это дает большой равномерный радиус без необходимости непрерывной ручной работы в процессе.
Вместо использования листогибочных прессов для ступенчатой гибки это дает большой равномерный радиус без необходимости непрерывной ручной работы в процессе.
Листогибочный пресс
В этом процессе длинный лист металла изгибается вокруг прямой оси, проходящей через материал. В зависимости от пуансона и матрицы может быть сформирован материал в форме буквы «V», «U» или канала.
Несмотря на то, что это выглядит просто, точная гибка является сложной задачей при формовании листогибочным прессом. Свойства материала необходимо учитывать наряду с прессом и инструментами, чтобы улучшить степень упругости.
Листогибочный пресстакже может использоваться для небольших деталей, что делает его подходящим для небольших деталей наряду с большими деталями.Толщина до 25 мм легко гнётся, а длина куска может достигать 6 м.
Уилинг
Английское колесо В этом процессе формования используется английское колесо для растягивания и сгибания плоских металлических листов в требуемую форму. Этот метод требует высококвалифицированной рабочей силы и, следовательно, является дорогостоящим. Использовать этот метод для массового производства невозможно. Wheeling в основном используется для производства мелких деталей по индивидуальному заказу для старых автомобилей.
Этот метод требует высококвалифицированной рабочей силы и, следовательно, является дорогостоящим. Использовать этот метод для массового производства невозможно. Wheeling в основном используется для производства мелких деталей по индивидуальному заказу для старых автомобилей.
Он также используется для создания деталей из листового металла для прототипов автомобилей и самолетов.
Форма изготавливается поэтапно, и на каждом этапе оператор должен сравнивать формованную деталь с эталонной формой. Могут потребоваться разные колеса и передача детали в разных направлениях.
Несмотря на то, что предлагается широкий спектр услуг по производству металлоконструкций, важно найти ту ель, которая соответствует вашим потребностям, сохраняя при этом рентабельность. Вся приведенная выше информация призвана помочь вам в этом.
Патент США на печатный узел для цифровой печати на непрерывной металлической полосе. Патент (Патент № 10 913 296, выдан 9 февраля 2021 г.
 ) ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
) ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ Настоящая заявка претендует на приоритет итальянской заявки на патент №102018000007488, поданной 25 июля 2018 г. Описание вышеуказанной заявки полностью включено в настоящее описание посредством ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯНастоящее изобретение в целом относится к системам обработки поверхности непрерывных металлических полос, например, из стали или алюминия.
Точнее, изобретение относится к печатающему устройству для цифровой печати на непрерывных металлических полосах.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ Цифровая печать с помощью струйных принтеров получает все большее распространение во многих областях техники.Растущая популярность цифровых принтеров обусловлена главным образом тем, что они позволяют выполнять полихроматическую печать высокого разрешения на различных типах объектов без каких-либо ограничений на шаблон печати, а также позволяют изменять шаблон печати в режиме реального времени, не требуя повторных операций. оснастить машину.
оснастить машину.
Цифровые принтеры обычно состоят из множества печатных полос, каждая из которых имеет соответствующий цвет. Продукт, подлежащий печати, продвигают через область печати, и печатные планки проходят в направлении, поперечном направлению движения продукта, подлежащего печати.
Одной из проблем цифровой печати является обеспечение точного позиционирования печатаемых изделий относительно печатающих головок при подаче изделий через цифровой принтер. Если продукт, подлежащий печати, не остается центрированным в поперечном направлении во время его движения, четкость печатного изображения скомпрометирована. Как правило, для получения хорошего разрешения печати допуск позиционирования в поперечном направлении детали во время ее движения через область печати должен быть меньше 0.02 мм.
В настоящее время существуют различные виды систем цифровой печати на отдельных изделиях, таких как, например, керамическая плитка и жесткие или полужесткие панели, например, из пластика, дерева, металла и т. п. для печати имеет определенные размеры, обычно нет проблем с обеспечением центрирования детали во время ее движения через цифровой принтер.
п. для печати имеет определенные размеры, обычно нет проблем с обеспечением центрирования детали во время ее движения через цифровой принтер.
Также известны машины для цифровой печати на непрерывных полосах. Однако на современном уровне техники можно выполнять цифровую печать только на непрерывных полосах, изготовленных из очень гибких материалов, таких как, например, ткани или тонкие пленки из пластикового материала.Действительно, современные решения могут обеспечить необходимую четкость печати на непрерывных полосах только в том случае, если непрерывные полосы могут удерживаться с высокой точностью при продвижении в продольном направлении без натяжения, которое может поставить под угрозу точность позиционирования.
В настоящее время на современном уровне техники отсутствуют решения для цифровой печати на сплошных металлических полосах, например, толщиной от 0,05 мм до 1 мм и выше. В самом деле, при своем движении в продольном направлении на непрерывные металлические полосы действуют поперечные силы, стремящиеся вызвать смещения в поперечном направлении объекта, превышающие допуск (0.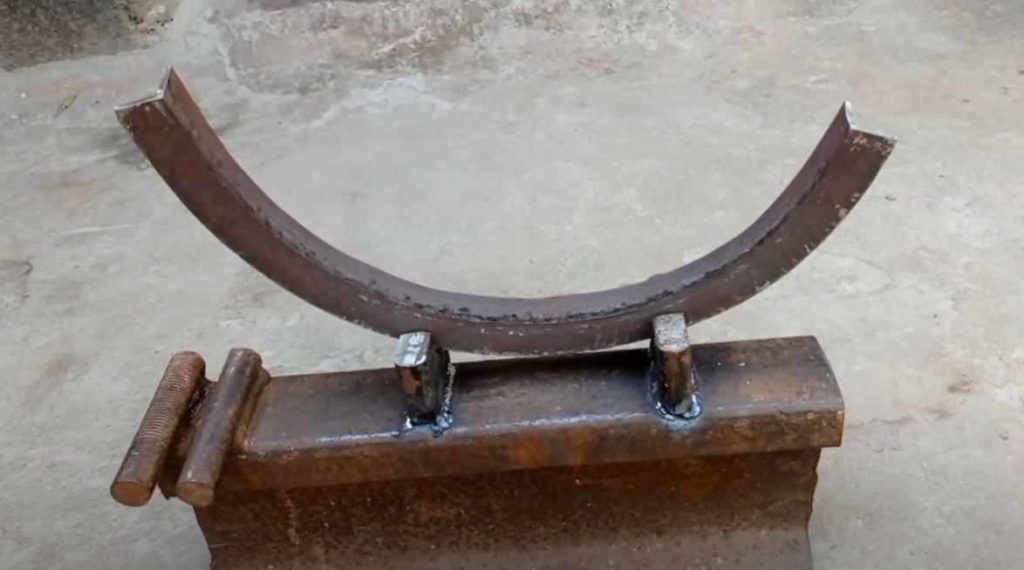 02 мм), необходимые для получения хорошего разрешения при печати. Даже использование центрирующих устройств не обеспечивает требуемой для качественной печати точности.
02 мм), необходимые для получения хорошего разрешения при печати. Даже использование центрирующих устройств не обеспечивает требуемой для качественной печати точности.
Задачей настоящего изобретения является создание печатного узла для цифровой печати на непрерывных металлических полосах, например, из алюминия или стали, толщиной от 0,05 мм до 1 мм и выше. .
В соответствии с настоящим изобретением эта цель достигается с помощью узла цифровой печати, имеющего характеристики, составляющие предмет пункта 1 формулы изобретения.
Формула изобретения составляет неотъемлемую часть раскрытия, представленного здесь в отношении изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙТеперь настоящее изобретение будет подробно описано со ссылкой на прилагаемые чертежи, приведенные исключительно в качестве неограничивающих примеров, на которых:
РИС. 1 представляет собой схематический вид сбоку узла цифровой печати в соответствии с настоящим изобретением,
1 представляет собой схематический вид сбоку узла цифровой печати в соответствии с настоящим изобретением,
. Фиг. 2 представляет собой схематический вид сверху узла цифровой печати по фиг.1 и
ФИГ. 3 и 4 представляют собой схематические виды сбоку в увеличенном масштабе частей, обозначенных стрелками III и IV на фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕНа чертежах номер 10 обозначает печатающий узел для цифровой печати на непрерывной металлической полосе S. Непрерывная металлическая полоса S может быть изготовлена из любого металлического материала, такого как, например, сталь или алюминий, и может иметь толщину от 0,05 мм до 1 мм или более, и ширину, которая может быть порядка 300-1800 мм.Непрерывная металлическая полоса S имеет неограниченную длину вдоль своей продольной оси. Непрерывная металлическая полоса S может поступать с рулона или с поточной рабочей станции, например с покрасочной станции.
Печатный блок 10 содержит блок цифровой печати 12 , содержащий множество печатающих полос 14 , которые определяют область печати 15 . Блок цифровой печати 12 содержит конвейерную ленту 16 , предназначенную для поддержки и продвижения непрерывной металлической полосы S в продольном направлении А через область печати 15 блока цифровой печати 12 .Конвейерная лента 16 может иметь верхнюю горизонтальную ветвь 16 a , соединенную с источником всасывания, чтобы удерживать посредством всасывания непрерывную металлическую полосу S во время ее прохождения через устройство цифровой печати 12 .
Блок цифровой печати 12 содержит конвейерную ленту 16 , предназначенную для поддержки и продвижения непрерывной металлической полосы S в продольном направлении А через область печати 15 блока цифровой печати 12 .Конвейерная лента 16 может иметь верхнюю горизонтальную ветвь 16 a , соединенную с источником всасывания, чтобы удерживать посредством всасывания непрерывную металлическую полосу S во время ее прохождения через устройство цифровой печати 12 .
После блока цифровой печати 12 может быть оборудована секция для сушки отпечатанных красок в зависимости от природы самих красок; после этого можно установить блок обработки поверхности, например, для нанесения защитного слоя на печатную поверхность непрерывной металлической полосы S.Секция , 18, обработки краской может иметь соответствующую конвейерную ленту , 20, для поддержки и продвижения непрерывной металлической полосы S в продольном направлении.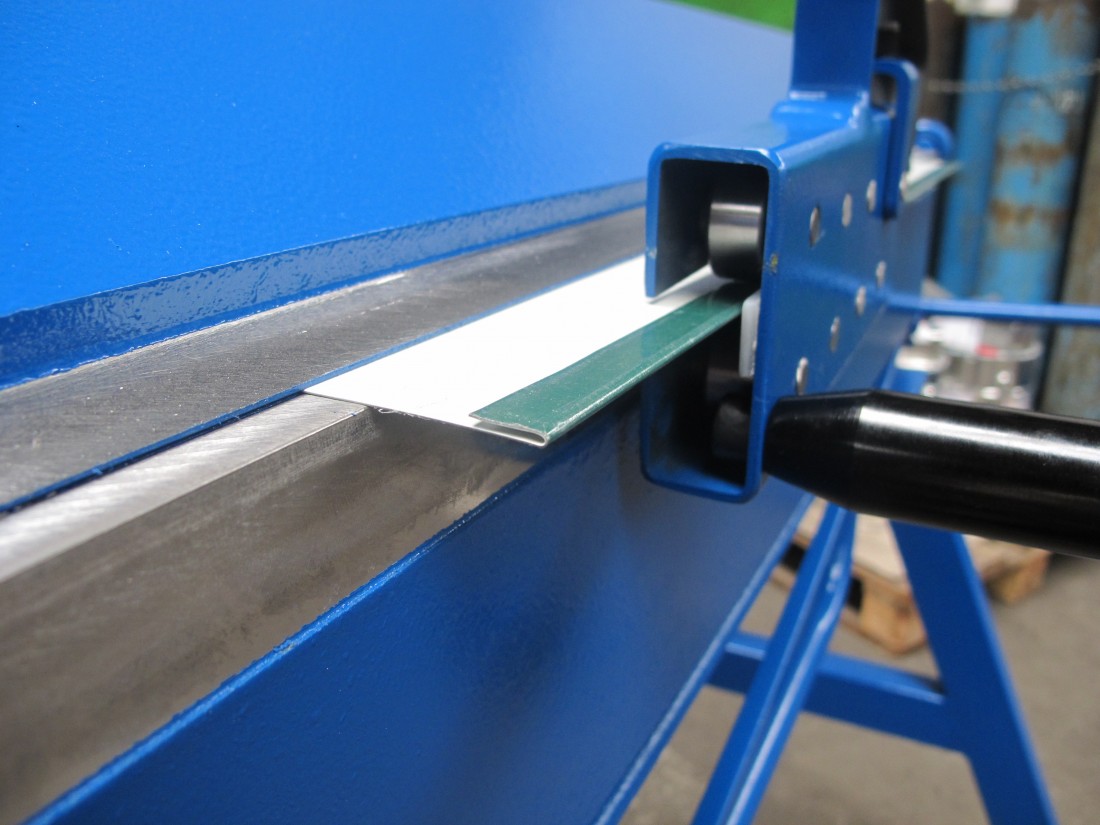
Печатный узел 10 может содержать входную тяговую створку 22 , предназначенную для подачи непрерывной металлической полосы S к цифровой печатающей секции 12 . Входная тяговая стропа , 22, может содержать два ролика , 24, , вращающихся вокруг соответствующих параллельных осей.По меньшей мере один из роликов 24 впускной тяги 22 может приводиться во вращение электродвигателем 26 . Непрерывная металлическая полоса S может быть намотана на ролики , 24, входной тяги , 22 в основном по S-образной траектории. Двигатель 26 входной тяги 22 может регулировать скорость подачи непрерывной металлической полосы S во входной секции печатного узла 10 .
Входной направляющий узел 28 расположен ниже по потоку от впускной тяговой распорки 22 . Блок входной направляющей 28 направляет непрерывную металлическую полосу S между входной тягой 22 и входной секцией конвейерной ленты 16 . Входной направляющий блок 28 направляет непрерывную металлическую полосу S по пути, содержащему по меньшей мере один первый подвижный изгиб B 1 , свободно перемещаемый в продольном направлении A. Вдоль первого подвижного изгиба B 1 непрерывная металлическая полоса S изгибается по существенно U-образной полукруглой траектории.В одном возможном варианте входной направляющий блок 28 может направлять непрерывную металлическую полосу S по в целом S-образной траектории, включающей первый подвижный изгиб B 1 , свободно перемещаемый в продольном направлении A, и первый фиксированный изгиб B 1 ‘, который закреплен в продольном направлении А. Первый подвижный изгиб В 1 и первый неподвижный изгиб В 1 ‘ могут иметь вогнутости, противоположные друг другу.
Блок входной направляющей 28 направляет непрерывную металлическую полосу S между входной тягой 22 и входной секцией конвейерной ленты 16 . Входной направляющий блок 28 направляет непрерывную металлическую полосу S по пути, содержащему по меньшей мере один первый подвижный изгиб B 1 , свободно перемещаемый в продольном направлении A. Вдоль первого подвижного изгиба B 1 непрерывная металлическая полоса S изгибается по существенно U-образной полукруглой траектории.В одном возможном варианте входной направляющий блок 28 может направлять непрерывную металлическую полосу S по в целом S-образной траектории, включающей первый подвижный изгиб B 1 , свободно перемещаемый в продольном направлении A, и первый фиксированный изгиб B 1 ‘, который закреплен в продольном направлении А. Первый подвижный изгиб В 1 и первый неподвижный изгиб В 1 ‘ могут иметь вогнутости, противоположные друг другу.
В одном возможном варианте входной направляющий блок 28 может иметь первую плоскость скольжения 30 , вторую плоскость скольжения 32 и третью плоскость скольжения 34 , параллельные друг другу и разнесенные по вертикали направлении, и вдоль которого непрерывная металлическая полоса S может перемещаться по пути, идущему от входной тяговой распорки 22 к блоку цифровой печати 12 .Поверхности скольжения 30 , 32 , 34 могут быть снабжены холостыми роликами, поддерживающими непрерывную металлическую полосу S по S-образному пути. Одна или несколько поверхностей скольжения 30 , 32 , 34 , например, верхняя плоскость скольжения 30 , может быть пневматической опорной плоскостью, выполненной с возможностью поддержки соответствующего участка непрерывной металлической полосы S на воздухе. подушка. Верхняя плоскость скольжения 30 входного направляющего блока 28 может быть совмещена с верхней горизонтальной ветвью 16 a конвейерной ленты 16 .
Верхняя плоскость скольжения 30 входного направляющего узла 28 может быть снабжена центрирующим устройством 35 , которое направляет боковые кромки непрерывной металлической полосы S и осуществляет центрирование непрерывной металлической полосы S в поперечном направлении по отношению к блоку цифровой печати 12 .
Может быть предусмотрен первый датчик расстояния 38 для измерения расстояния D 1 между первым подвижным изгибом B 1 непрерывной металлической полосы S в продольном направлении A относительно фиксированной контрольной точки.Датчик расстояния 38 может быть бесконтактным датчиком, например лазерным датчиком расстояния, ультразвуковым датчиком расстояния и т. д. непрерывной металлической полосы S между второй и третьей плоскостями скольжения 32 , 34 и для придания первого фиксированного изгиба B 1 ′ непрерывной металлической полосе S.
д. непрерывной металлической полосы S между второй и третьей плоскостями скольжения 32 , 34 и для придания первого фиксированного изгиба B 1 ′ непрерывной металлической полосе S.
Печатный узел 10 может содержать выход тяговая перемычка 40 , расположенная на выходе печатного узла 10 и предназначенная для продвижения непрерывной металлической полосы S от выхода печатного узла 10 к последующему устройству, которое может быть намоточным барабаном для сбора непрерывная металлическая полоса S в бобинах или устройство для дальнейшей обработки непрерывной металлической полосы S.Выходная тяга , 40, может содержать два ролика , 42, , которые могут вращаться вокруг соответствующих осей, параллельных друг другу, и непрерывная металлическая полоса S может быть намотана на ролики , 42, в основном по S-образной траектории. По меньшей мере один из роликов 42 выпускной тяги 40 может вращаться с помощью соответствующего электродвигателя 44 . В проиллюстрированном примере оба ролика , 42, приводятся во вращение соответствующими электродвигателями , 44, .
По меньшей мере один из роликов 42 выпускной тяги 40 может вращаться с помощью соответствующего электродвигателя 44 . В проиллюстрированном примере оба ролика , 42, приводятся во вращение соответствующими электродвигателями , 44, .
Печатный блок 10 содержит выпускной направляющий блок 46 , расположенный после блока цифровой печати 12 и перед выпускным тяговым узлом 14 . Выходной направляющий блок 46 , аналогично входному направляющему блоку 28 , направляет непрерывную металлическую полосу S по пути, содержащему по меньшей мере один второй подвижный изгиб B 2 , который может свободно перемещаться в продольном направлении A. выходной направляющий блок 46 может направлять непрерывную металлическую полосу S по в целом S-образной траектории, состоящей из второго подвижного изгиба B 2 , свободно перемещаемого в продольном направлении A, и второго неподвижного изгиба B 2 ′, который фиксируется в продольном направлении А. Второй подвижный изгиб B 2 и второй неподвижный изгиб B 2 ‘ могут иметь вогнутости, противоположные друг другу.
Второй подвижный изгиб B 2 и второй неподвижный изгиб B 2 ‘ могут иметь вогнутости, противоположные друг другу.
Блок 46 выпускной направляющей может содержать первую плоскость скольжения 48 , вторую плоскость скольжения 50 и третью плоскость скольжения 52 , параллельные друг другу и разнесенные в вертикальном направлении. Третий изгиб B 3 проходит между первой плоскостью скольжения 48 и второй плоскостью скольжения 50 , а четвертый изгиб B 4 проходит между второй плоскостью скольжения 50 и третьей плоскостью скольжения 52 .Поверхности скольжения 48 , 50 , 52 могут быть снабжены холостыми роликами. Одна или несколько поверхностей скольжения 48 , 50 , 52 , например верхняя поверхность скольжения 48 , могут представлять собой плоскость с пневматической подушкой. Верхняя скользящая поверхность 48 может быть совмещена с конвейерной лентой 20 секции 18 обработки чернил.
Верхняя скользящая поверхность 48 может быть совмещена с конвейерной лентой 20 секции 18 обработки чернил.
Печатный узел 10 может содержать второй датчик расстояния 54 , предназначенный для определения расстояния D 2 в продольном направлении А второго подвижного изгиба B 2 относительно фиксированной опорной точки.Второй датчик расстояния 54 может быть бесконтактным датчиком, например лазерным датчиком расстояния, ультразвуковым датчиком расстояния и т.д. от датчиков расстояния 38 и 54 и для управления входной тягой 22 и выходной тягой 40 таким образом, чтобы поддерживать расстояние D 1 до первого подвижного колена B 1 и расстояние D 2 второго подвижного колена B 2 в заданных пределах. Электронная система управления 56 может содержать первый ПЛК 58 , связанный с первым датчиком 38 расстояния и входной тяговой раструбом 22 , и второй ПЛК 60 , связанный со вторым датчиком 54 расстояния. и с выпускной тягой 40 . Электронная система управления 56 также может получать информацию о скорости конвейерной ленты 16 секции цифровой печати 12 и конвейерной ленты 20 возможной секции обработки чернил 18 .
Электронная система управления 56 может содержать первый ПЛК 58 , связанный с первым датчиком 38 расстояния и входной тяговой раструбом 22 , и второй ПЛК 60 , связанный со вторым датчиком 54 расстояния. и с выпускной тягой 40 . Электронная система управления 56 также может получать информацию о скорости конвейерной ленты 16 секции цифровой печати 12 и конвейерной ленты 20 возможной секции обработки чернил 18 .
Когда расстояние D 1 первого подвижного колена B 1 приближается к заданному минимальному значению, электронная система управления 56 посредством первого ПЛК 58 управляет двигателем 26 первого уздечка 22 и увеличивает скорость непрерывной металлической полосы S перед входным направляющим устройством 28 . Когда расстояние D 1 первого подвижного изгиба B 1 приближается к заданному максимальному значению, электронная система управления 56 управляет двигателем 26 входной тяговой стропы 22 для замедления скорости подачи непрерывная металлическая полоса S перед входным направляющим устройством 28 .
Когда расстояние D 1 первого подвижного изгиба B 1 приближается к заданному максимальному значению, электронная система управления 56 управляет двигателем 26 входной тяговой стропы 22 для замедления скорости подачи непрерывная металлическая полоса S перед входным направляющим устройством 28 .
Соответственно, когда расстояние D 2 второго подвижного колена B 2 приближается к заданному минимальному значению, электронная система управления 56 посредством второго ПЛК 60 управляет двигателями 144 выходной тяги для снижения скорости подачи непрерывной металлической полосы S после выходного направляющего устройства 46 . Когда расстояние D 2 второго подвижного изгиба B 2 приближается к заданному максимальному значению, электронная система управления 56 управляет двигателями 44 выходной тяги 40 для увеличения скорости подачи непрерывная металлическая полоса S после узла выпускной направляющей 46 .
Во время работы прямой участок непрерывной металлической полосы S между первым подвижным изгибом B 1 и вторым подвижным изгибом B 2 продвигается в продольном направлении A через блок цифровой печати 12 практически с нулевым натяжение в продольном направлении. Фактически, первый и второй колена B 1 , B 2 , будучи свободно подвижными в продольном направлении A, компенсируют продольные напряжения на участке непрерывной металлической полосы S, заключенном между подвижными коленами B 1 , B 2 .Отмена продольных натяжений непрерывной металлической ленты S при ее продвижении через цифровую печатную секцию обеспечивает высокую точность позиционирования непрерывной металлической ленты S относительно цифровой печатной секции 12 и обеспечивает высокое качество печати. определение.
Для дальнейшего улучшения качества печати может быть предусмотрен сглаживающий узел, расположенный перед печатным узлом 10 для устранения неровностей непрерывной металлической полосы S. Устранение волнистости непрерывной металлической полосы перед печатающим устройством позволяет уменьшить расстояние между печатающими головками и поверхностью непрерывной металлической полосы (которое в идеале должно быть менее 2 мм).
Устранение волнистости непрерывной металлической полосы перед печатающим устройством позволяет уменьшить расстояние между печатающими головками и поверхностью непрерывной металлической полосы (которое в идеале должно быть менее 2 мм).
На прилагаемых чертежах входной и выходной подвижные колена указаны в горизонтальном положении, но следует понимать, что в рамках настоящего изобретения существуют альтернативные решения, в которых подвижные колена могут быть выполнены в вертикальном положении. или наклонное положение.
Конечно, без ущерба для принципа изобретения, детали конструкции и варианты осуществления могут широко варьироваться по сравнению с описанными и проиллюстрированными, не выходя за рамки объема изобретения, определенного следующей формулой изобретения.
Лучшая лопата для снега 2022 года
Наш выбор
18-дюймовый эргономичный горный погрузчик True Temper
Идеальное сочетание размера, веса, эргономики и материалов делает эту лопату подходящей лопатой для расчистки ступеней, тротуаров, патио или колоды.
Варианты покупки
*На момент публикации цена составляла 31 доллар США.
18-дюймовый эргономичный горный погрузчик True Temper имеет прочную и легкую алюминиевую штангу, за которую руки в перчатках могут держаться где угодно. Его пластиковый ковш шириной 18 дюймов не является ни слишком большим и неудобным, ни слишком маленьким и неэффективным. Лопата имеет изогнутый стержень, необычный дизайн, который облегчает уборку снега, так как это означает, что вам нужно прикладывать меньше усилий при каждом взмахе. Нейлоновая передняя кромка ковша не поцарапает палубу и не зацепится за кирпичный дворик.Кроме того, лопата рассчитана на долгий срок службы — я использовал свою зимой в Новой Англии с 2009 года, и она до сих пор отлично работает.
Также отлично подходит
Ручка BackEZ EziMate
Прикрепите эту вторую рукоятку к стержню любой лопаты, чтобы сделать работу проще, безопаснее и с меньшей нагрузкой на тело.
Варианты покупки
*На момент публикации цена составляла 10 долларов США.
Эргономичный горный подъемник хорош сам по себе, но он стал еще лучше с добавлением рукоятки для инструмента BackEZ EziMate .Эта дополнительная рукоятка крепится к стержню и улучшает эргономику и снижает риск получения травм. Благодаря этой дополнительной рукоятке усилие лопаты лучше распределяется между двумя руками, что значительно снижает нагрузку на спину и общую нагрузку. Проще говоря, это облегчает уборку лопатой, независимо от того, счищаете ли вы снег со ступеней или зачерпываете его с земли. Эта рукоятка заменяет наш прежний выбор Stout Backsaver, у которого возникли проблемы с долговечностью (наш тестовый образец сломался во время второго года испытаний).EziMate сделан из более прочного пластика, а с помощью шестигранного ключа, входящего в комплект, легче снимать и надевать вал лопаты (или регулировать его вверх и вниз по валу лопаты, чтобы он подходил разным людям).
Занявший второе место
Комбинированная лопата для снега Bully Tools
У Bully черпак шире, чем у нашего кирки, и он не поддается разрушению, но из-за отсутствия изогнутого черенка лопатой тяжело сгребать тяжелые грузы.
Если Ergonomic Mountain Mover недоступен, мы рекомендуем комбинированную лопату для снега Bully Tools 92814.Эта модель заменяет нашу предыдущую ракетку Suncast SCP3500 Powerblade, занявшую второе место. Они похожи, но у Bully более длинная ручка, более широкий ковш и, как правило, он стоит дешевле. В целом, Bully выглядит более прочным, чем наш основной выбор, а более длинная ручка идеально подходит для высоких людей, но мы по-прежнему предпочитаем эргономические преимущества Ergonomic Mountain Mover.
Также отлично подходит
Если вы собираетесь убирать снег и лед только на плоских, устойчивых к царапинам поверхностях, таких как городские тротуары и дороги с твердым покрытием, обратите внимание на 20-дюймовую алюминиевую комбинированную лопату для снега True Temper. У этой лопаты такая же изогнутая ручка, как и у нашего основного кирки, но она сочетается с металлическим совком вместо пластикового. Благодаря такой конструкции лопата может легко подрезать утрамбованный снег и очищать плоские поверхности. Он также лучше разбивает лед. Недостатки? Его металлическое лезвие царапает дерево, медный камень и другие мягкие материалы для террас и террас, а передняя кромка настолько жесткая и острая, что она цепляется и резко останавливается на неровных участках земли, таких как гравийные дороги, кирпичные дорожки или даже капли асфальта.Эта модель также тяжелее, чем версия из полимера, что складывается во время работы лопатой.
У этой лопаты такая же изогнутая ручка, как и у нашего основного кирки, но она сочетается с металлическим совком вместо пластикового. Благодаря такой конструкции лопата может легко подрезать утрамбованный снег и очищать плоские поверхности. Он также лучше разбивает лед. Недостатки? Его металлическое лезвие царапает дерево, медный камень и другие мягкие материалы для террас и террас, а передняя кромка настолько жесткая и острая, что она цепляется и резко останавливается на неровных участках земли, таких как гравийные дороги, кирпичные дорожки или даже капли асфальта.Эта модель также тяжелее, чем версия из полимера, что складывается во время работы лопатой.
Также отлично подходит
Лопата Voilé Telepro Avalanche
Эта маленькая лопата разрезает ледяной снег и может быть разобрана для хранения автомобиля. Это не дешево, но это то, что мы хотели бы иметь в случае чрезвычайной ситуации на дороге.
Варианты покупки
*На момент публикации цена составляла 60 долларов США.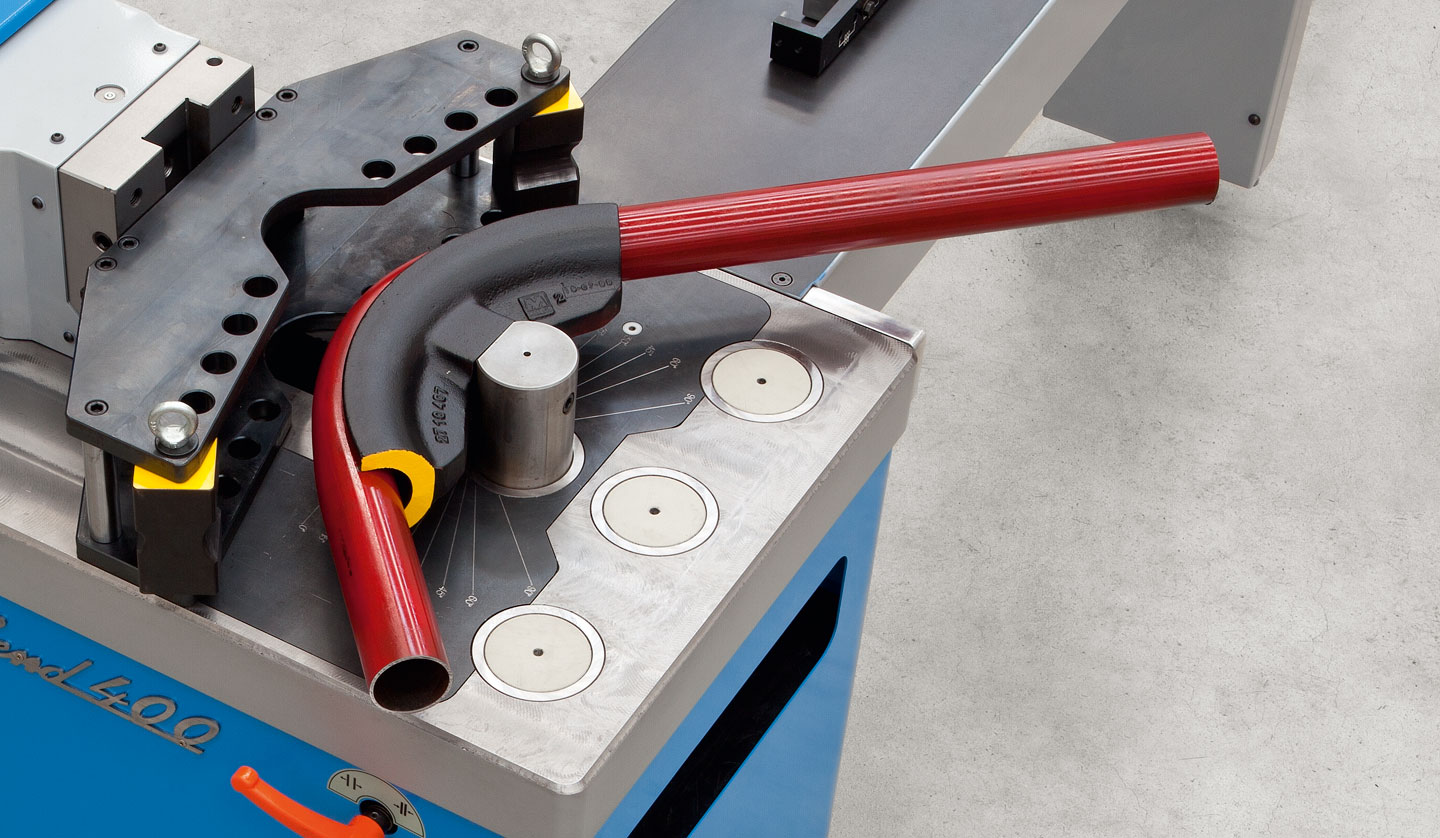
Если вы ищете лопату, чтобы держать ее в машине на случай чрезвычайных ситуаций или для раскапывания заснеженной парковки, мы рекомендуем лопату Voile Telepro Avalanche.Созданная для пешего туризма и альпинизма, эта модель имеет красивый прочный ковш и легко разбирается для хранения под автомобильным сиденьем или в углу багажника. Он создан для того, чтобы разрезать замерзший снег, поэтому он вряд ли сломается в экстренной ситуации. Voilé не дешев, но он явно был лучшим в наших тестах по сравнению с четырьмя другими автомобильными лопатами, все из которых были либо слишком хрупкими, либо слишком маленькими, чтобы им можно было доверять. Это также хороший вариант, если вы живете в городской квартире, у вас минимальные потребности в уборке и очень мало места для хранения.
Также отлично подходит
Bully Tools 92813 Снегоуборщик
Этот толкатель для уборки легкого снега с плоской поверхности имеет более длинную ручку и чрезвычайно прочный совок.
Лопата для саней True Temper
Эти сани вмещают много снега и скользят как сани. В отличие от других, он имеет изогнутую ручку для уменьшения нагрузки на спину.
Варианты покупки
*На момент публикации цена составляла 53 доллара США.
Телескопические грабли True Temper
Хорошие для уборки снега с крыш и предотвращения образования наледи. Эти 17-футовые грабли оснащены телескопической ручкой с кнопкой, которая регулируется в зависимости от длины.
Варианты покупки
*На момент публикации цена составляла 50 долларов США.
У нас также есть рекомендации по нескольким дополнительным инструментам, которые вы, возможно, захотите рассмотреть в дополнение к вашей лопате. Снегоочиститель Bully Tools 92813 и лопата для саней True Temper предназначены для расчистки подъездных путей. Телескопические грабли True Temper, как следует из названия, хороши для сбивания снега с крыши, что в значительной степени предотвращает образование ледяных заторов.