Матирование металлов и металлических поверхностей
В современном мире очень большое применение приходится на гальванику. Что же это такое? Гальваника — это нанесение химических и металлических элементов на металлическую (либо не металлическую) поверхность другого металла. В гальванике есть такое понятие как матирование металлов. Матирование металлов — способ чистовой обработки металлов, с целью достижения равномерной матовой поверхности металла. Матирование можно достичь одним из таких способов, как:
- Обработка металла щетками-кругами, которые вращаются
- С помощью чеканов
- Травление металла в растворах
- Дробеструйная обработка и другие
Матирование металлов с помощью металлических щеток. Обработка металла металлическими щетками — расплющивает поверхность металла, заполняет его неровности, поры. Как итог — поверхность металла принимает однородный тусклый цвет, и сглаженные шероховатости. Не нужно сильно давить на щетки при обработке, это портит концы ворсинок щетки, ухудшается качество поверхности и результативность труда.
Матирование металлов с помощью чеканов. Такой способ матирование металлов осуществляется в результате ударов молотка об чеканы, на поверхности с гравированной насечкой, которые имеют перекрещивающиеся штрихи. Подобного вида рисунок на чеканах можно достичь с помощью вбивания в лицевую часть бойка насечки с отожжённого напильника. После того, как засечки были нанесены производится закалка и отпуск чеканов. Когда производится матирование металлов чеканами, чекан нужно держать тремя пальцами — указательным, средним и большим. Остальные оставшиеся пальцы вашей руки должны касаться обрабатываемой поверхности и скользить вдоль нее.Чекан нужно держать под небольшим наклоном назад, и совершать ритмичные удары молотком чтобы передвигать чекан. При матировании металлов чеканами итогом работы является крупнозернистая поверхность металла с небольшой матовой насечкой, немного матированный металл. Гальваника в наши дни имеет достаточно широкое применение, и если вам нужно получить матовую поверхность металла, то лучше использовать один из вышеописанных методов гальваники, что позволит вам получить качественный матированный металл.
При помощи гальванических процессов, либо пескоструйным методом можно получить качественное матирование стекла.
Как матировать нержавейку. И любой другой металл. | Шлифовальные технологии
Изделия из металла применяются во всех сферах жизни современного человека.
Металл надежен и неприхотлив в эксплуатации.
Но помимо прочности, качественно обработанные изделия из металла радуют глаз и греют душу своим внешним видом.
Но чтобы сделать металл красивым нужно изрядно потрудиться.
И тут существует несколько способов, как это сделать.
Самый распространенный способ, но не самый простой, это полировка. С технологиями полировки можно ознакомиться здесь.
Полированное изделие из нержавеющей стали.
Второй способ — это сатинирование, или направленная шлифовка. Как это сделать вы можете узнать здесь.
Направленная шлифовка нержавеющей стали.
И сегодня я хочу рассмотреть еще один способ получения равномерной поверхности на изделиях из металла — матирование.
В условиях промышленного производства изделия из металла матируют либо с помощью специальных химических составов, либо с помощью пескоструйной (дробеструйной) обработки. Оба эти способа довольно сложные и требуют очень дорогого оборудования.
Мы познакомим Вас с более простым, удобным и каждому доступным способом.
Матировать металл мы будем с помощью орбитальной шлифовальной машины (ОШМ).
Необработанное изделие.
Рассмотрим нашу технологию на изделии из профиля, сваренного под углом.
Шаг 1. Зачистка сварного шва.Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва используем шлифовальную машину Metabo Quick Inox с регулировкой оборотов и фибровые круги VSM Р120 (с керамическим зерном). Рекомендуемые обороты — 7000 об/мин.
Зачистка сварочного шва фибровым кругом.
Так же с помощью фибрового круга мы выравниваем всю поверхность изделия, если это необходимо для дальнейшей обработки.
Вот что мы получаем после первого этапа.
Поверхность после зачистки фибровым кругом Р120.
Шаг 2. Удаление круговых рисок, получение равномерной шероховатости.Для этого шага мы используем Орбитальную шлифовальную машину Bosch c регулировкой оборотов и круги на липучке Deerfos AO Velcro P80.
Орбитальные шлифовальные машины обладают меньшей агрессивностью в сравнении с угловыми машинами, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от первого этапа и придать поверхности равномерный вид.
Равномерная шлифовка поверхности с помощью ОШМ.
Вот что мы получаем после второго этапа.
Поверхность имеет равномерный вид, следы от фибрового круга удалены. Такая поверхность уже неплохо выглядит, но после обработки зерном Р80 она имеет очень шероховатую поверхность, которая неудобна в эксплуатации: на ней будут задерживаться пыль и другие загрязнения. Поэтому мы переходим к последнему этапу.![]()
Чтобы создать идеальную матовую поверхность на металле следует использовать круги на липучке из нетканого материала Cibo зерно Medium.
Эти круги являются лучшим решением для окончательного создания матовой поверхности на металле и других материалах. Они имеют мягкую пористую структуру и содержат небольшое количество клея, в отличие от конкурентов. Такие особенности позволяют создавать очень равномерную поверхность с минимальным блеском, что и необходимо в нашем случае.
Финишное матирование металлического профиля.
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.
Матированное изделие.
Видео:
Самые актуальные новости в наших соцсетях и на нашем канале:
Gtool Group Youtube
https://www. facebook.com/Gtoolgroup/
facebook.com/Gtoolgroup/
https://www.instagram.com/gtool.ru/
Норма гласс предлагает разные способы матирования стекла. Матирование стекла в Петербурге.
1. МЕХАНИЧЕСКОЕ МАТИРОВАНИЕ
К наиболее распространенным способам механического получения матовой поверхности стекла относятся: пескоструйная обработка, гравирование, гранение, шлифование.При использовании данного вида обработки поверхностный слой стекла снимается воздействием абразивного материала.
Пескоструйный способ матирования стекла заключается в том, что слой стекла снимается струей специального
абразивного материала. В производственных условиях в основном
используют пневматические установки инжекционного, градиентного или
вакуумного типа. Технология пескоструйной обработки применима, в
основном, для плоских изделий (зеркал или мебельных стекол), так как в
случае с изделиями сложной конфигурации (бокалы, вазы и т.![]()
Гравирование — это вид обработки, при котором на поверхности изделия вырезаются различные рисунки, надписи, орнаменты.
Гранение — это способ обработки стеклоизделия, при котором на его поверхности режущей кромкой абразивных инструментов создаются узоры, рисунки в виде разнообразных надрезов.
Шлифованием называется процесс снятия слоя стекла абразивным инструментом. Обычно шлифование включает две стадии. На первой проводят обдирку или грубое шлифование с применением крупнозернистых абразивов. На второй стадии, которая называется дистировкой, поверхность обрабатывают последовательно более мелкими абразивными порошками.
2. МАТИРОВАНИЕ ПОКРАСКОЙ
Эффект
матирования возникает и при нанесении на поверхность стекла белых и
полупрозрачных органических лаков, красок и полимерных композиций на
основе полиуретана. Этот метод значительно проще пескоструйной
обработки, однако и он не лишен недостатков:
Этот метод значительно проще пескоструйной
обработки, однако и он не лишен недостатков:
- Значительная стоимость расходных материалов, повышающая стоимость самого конечного изделия.
- Необходимость очень тщательного нанесения для исключения эффекта подтеков и мазков.
- Требуется оборудование для последующей сушки (сушильная камера)
- Сравнительная недолговечность получаемого покрытия (нанесенный слой со временем стирается).
3. ОБЖИГОВЫЕ ПОКРЫТИЯ
Можно получить матовую поверхность, нанося на стекло обжиговые покрытия,
имитирующие эффект матирования. Однако в этом случае поверхность
оказывается не такой гладкой, как при настоящем травлении. Недостаток
способа заключается в очевидной высокой стоимости обжиговых печей,
имеющих к тому же внушительные габариты и высокий уровень
энергопотребления, хотя матовые поверхности, получаемые таким путем
более долговечны, в сравнении с предыдущим способом.
4. ХИМИЧЕСКИЕ СПОСОБЫ МАТИРОВАНИЯ
Существует
множество химических составов для матовой протравы стекла, подавляющее
большинство которых, помимо прочих компонентов, в качестве основного
действующего вещества содержат плавиковую кислоту. На сегодняшний день
эти химические способы позволяют добиться наивысшего качества матовой
поверхности стекла. Но сложная многокомпонентность таких составов (до
десяти составляющих), а самое главное, присутствие среди составляющих
агрессивных кислот делают такой способ обработки весьма проблематичным
для свободного использования, оставляя за собой применение
преимущественно в промышленных масштабах.
5. ПРОЧИЕ СПОСОБЫ МАТИРОВАНИЯ.
Оригинальный
эффект возникает при обработке стекла лазерным излучением. Есть
сведения и о матировании стекла детонационным способом и методом
плазменного напыления металлов, при котором расплавленные микрокапли
металла сильно разогревают стекло в точке контакта. В результате такого
термоудара в поверхностном слое стекла появляются микротрещины и
микросколы. Они-то и образуют матовые области. Но эти способы
матирования не получили широкого практического распространения в виду
сложности процесса и значительной стоимости самого оборудования.
В результате такого
термоудара в поверхностном слое стекла появляются микротрещины и
микросколы. Они-то и образуют матовые области. Но эти способы
матирования не получили широкого практического распространения в виду
сложности процесса и значительной стоимости самого оборудования.
По материалам сайта zarabotaysam.ru
Как сделать металл матовым — MOREREMONTA
Аксессуары из окисленной бронзы очень классно дополняют как классический, так и современный интерьер.
Только где же их взять? А давайте сделаем самостоятельно! Предлагаю вашему вниманию пошаговый мастер-класс по имитации металла.
Порядок работы:
Я взяла белую рамку из Фикспрайса, открутила заднюю часть и вытащила стекло.
Покрасила рамку серой акриловой краской на два слоя. Необходимо окрасить все углубления, чтобы не осталось пробелов.
После высыхания краски, покрыла рамочку акриловым матовым лаком Sinta.
В современном мире очень большое применение приходится на гальванику.
- Обработка металла которые вращаются
- С помощью чеканов
- Травление металла в растворах
- Дробеструйная обработка и другие
Матирование металлов с помощью металлических щеток. Обработка металла металлическими щетками — расплющивает поверхность металла, заполняет его неровности, поры. Как итог — поверхность металла принимает однородный тусклый цвет, и сглаженные шероховатости. Не нужно сильно давить на щетки при обработке, это портит концы ворсинок щетки, ухудшается качество поверхности и результативность труда.
Матирование металлов с помощью чеканов. Такой способ матирование металлов осуществляется в результате ударов молотка об чеканы, на поверхности с гравированной насечкой, которые имеют перекрещивающиеся штрихи.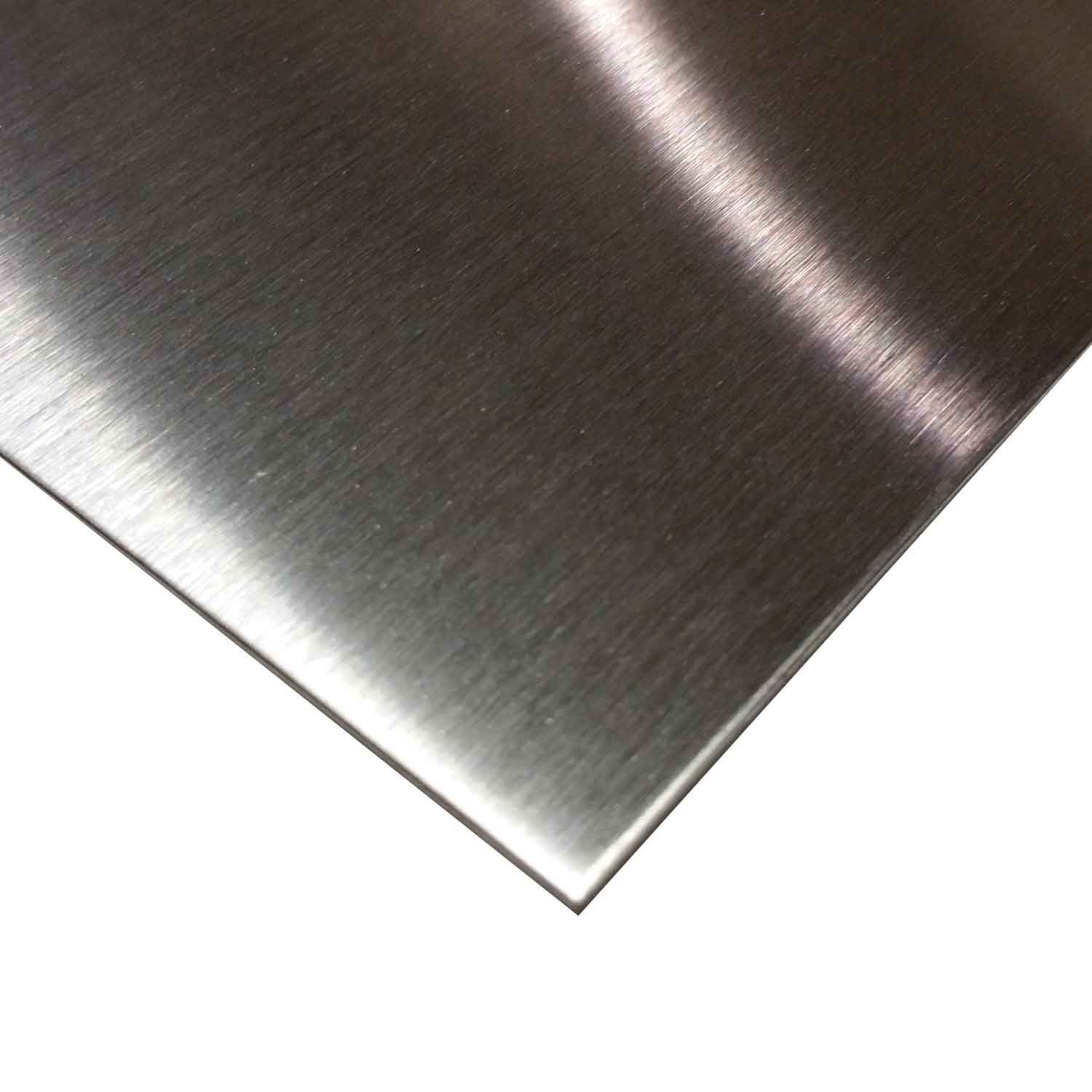
При помощи гальванических процессов, либо пескоструйным методом можно получить качественное матирование стекла.
Травление металлов имеет своей целью или сплошное растворение тонкого слоя с поверхности металла — матовое травление, или вытравление на поверхности только отдельных мест — травление рисунков, букв. В последнем случае поверхность металла покрывается защитным слоем, на который наносится рисунок, прорезываемый острым инструментом (иглой) до металла, с тем, чтобы дать в этих местах доступ травящей жидкости. Ниже мы указываем протравы для разных металлов.
1. Протравы для железа и стали.
 Чтобы получить равномерное травление, нужно эту жидкость разбавить еще более. в) Очень рекомендуется также раствор 15 хлорной ртути (сулемы) и 1 винно-каменной кислоты в 420 воды с прибавлением небольшого количества азотной кислоты. г) При густом грунте можно применять травильную жидкость, похожую на глифоген (см. ниже). Она приготовляется из 600 г алкоголя (80%), 40 г химически чистой азотной кислоты и 2 г азотнокислого серебра, предварительно растворенного в небольшом количестве дистиллированной воды. Жидкость эта сохраняется нехорошо закупоренной бутылке и особенно пригодна для сильно полированных стальных и никелированных железных предметов. д) Если же грунт нанесен тонким слоем, то рекомендуется изменить вышеприведенную смесь таким образом, чтобы вместо чистого алкоголя взять смесь из 240 г алкоголя и 360 г. воды. Азотнокислого серебра можно совершенно не прибавлять или же взять половину указанного количества. Таким образом травильная жидкость состояла бы из 240 г алкоголя, 360 г воды, 40 г азотной кислоты и 1 г азотнокислого серебра.
Чтобы получить равномерное травление, нужно эту жидкость разбавить еще более. в) Очень рекомендуется также раствор 15 хлорной ртути (сулемы) и 1 винно-каменной кислоты в 420 воды с прибавлением небольшого количества азотной кислоты. г) При густом грунте можно применять травильную жидкость, похожую на глифоген (см. ниже). Она приготовляется из 600 г алкоголя (80%), 40 г химически чистой азотной кислоты и 2 г азотнокислого серебра, предварительно растворенного в небольшом количестве дистиллированной воды. Жидкость эта сохраняется нехорошо закупоренной бутылке и особенно пригодна для сильно полированных стальных и никелированных железных предметов. д) Если же грунт нанесен тонким слоем, то рекомендуется изменить вышеприведенную смесь таким образом, чтобы вместо чистого алкоголя взять смесь из 240 г алкоголя и 360 г. воды. Азотнокислого серебра можно совершенно не прибавлять или же взять половину указанного количества. Таким образом травильная жидкость состояла бы из 240 г алкоголя, 360 г воды, 40 г азотной кислоты и 1 г азотнокислого серебра. е) Смешивают 30 г медного купороса, 8 г квасцов, 0,5 чайной ложки истолченной в порошок поваренной соли, 0,125 литра уксуса и 20 капель азотной кислоты. Смотря по продолжительности действия, жидкость глубокого въедается в металл и придает ему красивую шероховатую поверхность. ж) Для твердой стали применяют смесь 2 азотной кислоты и 1 уксусной кислоты в качестве травильной жидкости.з) Чугунные изделия лучше всего протравливаются в 3% серной кислоте, железо-в 10%, а сталь-в 20% кислоте.и) Для железных и стальных предметов. Предметы, хорошо очищенные от жировых пятен, погружаются в азотную кислоту, которую смешивают с небольшим количеством сажи. После травления, за силой которого следят, вынимают предмет из травильной жидкости. Предмет хорошо прополаскивается сначала водой, а затем водой, в которой растворено немного соды. Вслед за этим его еще раз промывают и высушивают в опилках (по Бюхнеру).к) Глифоген — травильная жидкость для стали — состоит из жидкости для предварительного травления, из воды для ополаскивания и из собственно травильной жидкости.
е) Смешивают 30 г медного купороса, 8 г квасцов, 0,5 чайной ложки истолченной в порошок поваренной соли, 0,125 литра уксуса и 20 капель азотной кислоты. Смотря по продолжительности действия, жидкость глубокого въедается в металл и придает ему красивую шероховатую поверхность. ж) Для твердой стали применяют смесь 2 азотной кислоты и 1 уксусной кислоты в качестве травильной жидкости.з) Чугунные изделия лучше всего протравливаются в 3% серной кислоте, железо-в 10%, а сталь-в 20% кислоте.и) Для железных и стальных предметов. Предметы, хорошо очищенные от жировых пятен, погружаются в азотную кислоту, которую смешивают с небольшим количеством сажи. После травления, за силой которого следят, вынимают предмет из травильной жидкости. Предмет хорошо прополаскивается сначала водой, а затем водой, в которой растворено немного соды. Вслед за этим его еще раз промывают и высушивают в опилках (по Бюхнеру).к) Глифоген — травильная жидкость для стали — состоит из жидкости для предварительного травления, из воды для ополаскивания и из собственно травильной жидкости.2. Протравы для меди. а) Для травления меди употребляют разбавленную азотную кислоту или смесь из 3 насыщенного раствора меди в азотной кислоте и 1 тоже насыщенного раствора хлористого аммония в уксусе; эту смесь после наливания доводят до желаемой крепости, осторожно прибавляя по капле азотной кислоты. б) 10 дымящейся азотной кислоты разбавляют 70 воды и прибавляют кипящий раствор из 2 хлорнокислого кали в 20 воды. Вытравление более глубоких мест достигается продолжительным действием травильной жидкости или усилением жидкости. Для слабого травления разбавляют вышеприведенный раствор 100 или 200 воды. Эта травильная жидкость пригодна также и для серебра. в) 8 винного уксуса, по 4 поваренной соли и яри медянки, 1 квасцов, 16 воды (по Калло и Пиранези). г) Растворяют 3 хлорнокислого кали в 50 воды и смешивают отдельно 8 азотной кислоты с 80 воды и вслед за этим соединяют обе жидкости. д) Взять 100 азотной кислоты, 5 соляной кислоты.
Вытравление более глубоких мест достигается продолжительным действием травильной жидкости или усилением жидкости. Для слабого травления разбавляют вышеприведенный раствор 100 или 200 воды. Эта травильная жидкость пригодна также и для серебра. в) 8 винного уксуса, по 4 поваренной соли и яри медянки, 1 квасцов, 16 воды (по Калло и Пиранези). г) Растворяют 3 хлорнокислого кали в 50 воды и смешивают отдельно 8 азотной кислоты с 80 воды и вслед за этим соединяют обе жидкости. д) Взять 100 азотной кислоты, 5 соляной кислоты.
3. Матовая протрава для латуни. I. Горячая протрава: растворяют в стеклянной посуде 1 цинка в 3 азотной кислоты, прибавляют затем 3 серной кислоты и погружают предметы на несколько секунд в кипящую жидкость. II. Холодная протрава: смешивают 20 азотной кислоты 36° по Б. (Здесь и далее изображаются градусы по ареометру Бомэ, т.е. прибору для определения плотности (удельного веса) жидкостей) с 100 серной кислоты, прибавляют 1 поваренной соли и 1 — 5 цинкового купороса и оставляют 5-20 мин, в этой протраве. Чем дольше действие, тем сильнее мат. Затем предметы могут быть погружены в блестящую протраву, от чего вещь очень выигрывает и мат не страдает.
Чем дольше действие, тем сильнее мат. Затем предметы могут быть погружены в блестящую протраву, от чего вещь очень выигрывает и мат не страдает.
4. Блестящая протрава для латуни. Смешивают 15 кг азотной кислоты 40° по Б., 2 кг серной кислоты 66° по Б. и 10 г поваренной соли. Предметы погружают в охлажденную смесь. При употреблении теплой смеси или при продолжительном действии раствора получается матовая протрава. 3. Протравы для цинка. а) 2 кристалл, сернокислой меди и 3 хлорной меди растворяют в 64 дистиллированной воды и смешивают с 8 соляной кислоты. Если погрузить вычищенную разведенной соляной кислотой и песком цинковую пластинку в эту слегка окрашенную в синий цвет жидкость, то пластинка моментально окрасится в темно-черный цвет. б) Для предметов с слабым покрытием 1 серной кислоты в 10-20 воды. в) Для предметов с сильным покрытием в 10 серной кислоты медленно вливают при помешивании 10 азотной кислоты 36° по Б , дают остыть смеси, быстро погружают предметы и споласкивают водой.
5. Протрава для алюминия. а) Алюминиевые предметы погружают в 10% раствор едкого натра и оставляют их в растворе, пока не начнется выделение водорода, затем прополаскивают водой и опускают в 20% соляную кислоту, после чего снова промывают водой. б) Алюминиевые предметы опускают на 10-20 сек. в 10% натровую щелочь, насыщенную поваренной солью, споласкивают водой и чистят мелкозернистой пемзой. Затем их снова погружают в щелочной раствор до появления пузырьков, промывают водой и сушат в опилках. Мат на алюминиевые вещи наводят опусканием в горячую натровую щелочь, в который предметы выдерживают до бурного выделения пузырьков. Если предметы состоят из сплава алюминия с медью, то после погружения в щелочь их надо опустить на некоторое время в концентрированную азотную кислоту, которая не действуя на алюминий, разъедает несколько медь и другие примеси. в) Опустить алюминиевые предметы в слабый раствор едкого кали, сполоснуть водой и высушить сукном. г) Для белой протравы наиболее пригоден 10% (насыщенный поваренной солью) раствор едкого натра, который нужно употребить горячим, если хотят достигнуть красивого матово серебряного цвета Предметы погружают в раствор на 15-20 сек, после чего их вынимают, моют и чистят щеткой, затем погружают опять приблизительно на 0,5 мин в тот же раствор, после чего на металле образуются пузырьки газа. Затем предметы снова промываются (если возможно в проточной воде) и высушиваются в опилках. Эта протрава годится также для алюминия, содержащего в себе медь.
Затем предметы снова промываются (если возможно в проточной воде) и высушиваются в опилках. Эта протрава годится также для алюминия, содержащего в себе медь.
6. Протрава для серебра. а) Разогревают предмет и погружают его в смесь из 1 серной кислоты и 5 воды. При изготовлении смеси необходимо вливать кислоту в воду, а не наоборот. б) Мелкие предметы погружаются в 6% холодноводный раствор буры, доведенный затем до кипения.
Матирование — стильная отделка ювелирных изделий
Относительно новым веянием в дизайне ювелирных изделий стало матирование поверхности. Если раньше ценился яркий блеск золота, то сейчас в моде благородное, чуть приглушенное сияние.
Специфика матированных изделий из золота
Ювелиры уже давно используют прием сочетания зеркальной и матовой поверхностей, но широкое распространение матирования в изготовлении золотых украшений произошло совсем недавно. Мода на сдержанную элегантность с каждым днем отвоевывает все больше позиций у вызывающей сексуальности, и это отражается во всем — в платьях, обуви, аксессуарах и, конечно же, в украшениях.
Однако за эффектный и стильный вид матированных золотых изделий приходится платить необходимостью частой чистки. В микронеровностях поверхности очень быстро скапливаются мельчайшие частички грязи, которые негативно влияют на эстетику украшений. Их можно чистить с помощью специализированной ювелирной косметикой без использования полировальной салфетки. Лучше всего с загрязнениями на матовом золоте справляется ультразвук.
Ультразвуковая очистка позволяет быстро и качественно удалить с ювелирных изделий любую грязь, в том числе жиры и органические соединения. В основе способа лежит воздействие ультразвуковых колебаний моющего раствора на поверхность погруженного в него твердого тела. Кавитационный поток проникает во все труднодоступные места, возвращая украшению былую красоту.
Стоит помнить и о том, что матированные украшения требуют аккуратного обращения. Хранить их нужно отдельно от других изделий, ведь если на матовой поверхности появится хоть малейшая царапина, избавиться от нее будет практически невозможно.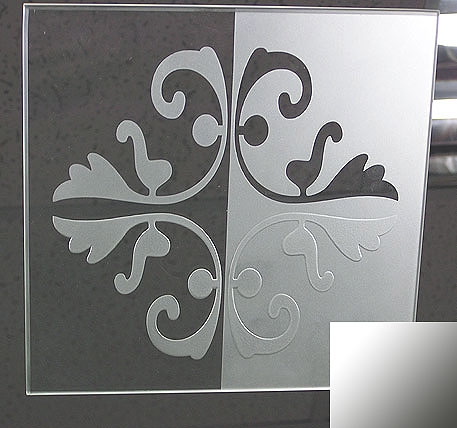
Способы матирования
В общем смысле матирование золота и серебра представляет собой образование на металле шероховатой поверхности. Эта процедура относится к чистовым операциям и выполняется несколькими способами, от которых зависит, будет поверхность более или менее мелкозернистой.
- Обработка щетками. Щетка имеет довольно простую конструкцию: ее основой является деревянная или металлическая втулка, на которой на нескольких уровнях закреплены пучки тонкой проволоки из стали или меди диаметр не больше 1,2 мм. Высокоскоростное вращение щеткам придается за счет двигателя. Поверхность обрабатываемого изделия под таким воздействием сглаживается и становится равномерно матовой. Мастер должен обращать внимание на то, чтобы щетки не слишком сильно давили на украшение во избежание появления глубоких царапин и вмятин.
- Использование чекан. Чеканы — это стержни из стали с переменным сечением и гравированной насечкой на рабочем основании. Ударяя по чеканам молотком и постепенно передвигая его по изделию, можно получить крупнозернистую поверхность с матовой мелкой насечкой.

- Дробеструйная/пескоструйная обработка. Кварцевые частицы диаметром 50–80 мкм под большим давлением подаются на поверхность металла, выбивая на нем микроскопические неровности. Готовое изделие приобретает вид усыпанного драгоценным песком. Этот способ чаще всего используют в массовом производстве. В изготовлении украшений по индивидуальным заказам пескоструйная обработка не нашла своего применения. Возможна комбинация «пескоструйки» с другими методами: магнитной галтовкой, химической полировкой, крацовкой. Можно получить множество интересных визуальных эффектов, сглаживая поверхность в большей или меньшей степени.
- Химическое травление. Приемлемо только для серебра, поскольку оно, в отличие от золота, поддается воздействию эмульсии. Она словно «подъедает» металл, который становится матовым. Аналогичного эффекта можно добиться, просто прокипятив серебряное изделие в смеси кислот.
- Лазерное матирование. Как понятно из названия, матирование выполняется лазерным лучом. Из-за того, что ему поддается только самый верхний, очень тонкий слой металла, после активной носки матовая поверхность возвращает себе глянец.
 Из-за того, что ему поддается только самый верхний, очень тонкий слой металла, после активной носки матовая поверхность возвращает себе глянец.
Из-за того, что ему поддается только самый верхний, очень тонкий слой металла, после активной носки матовая поверхность возвращает себе глянец.Матирование, как финишная операция, выполняется на последнем этапе производства ювелирных изделий. Оно отвечает за основную задачу чистовой обработки — придание украшению законченного вида. Благодаря комбинации машинного и ручного труда мастерам удается создать органичный образ, воплощенный в золоте или серебре.
Технология подготовки металла к покраске
Степени очисткиТребования к качеству подготовки металлической поверхности перед операциями окрашивания, нанесения металлизационных покрытий устанавливает ГОСТ 9.402-2004 «Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию». В ГОСТе выделяются четыре степени очистки поверхности черных металлов от прокатной окалины и продуктов коррозии:
- при осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживаются;
- при осмотре невооруженным глазом не обнаруживаются прокатная окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои;
- не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной прокатной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
- с поверхности удалены ржавчина и отслаивающаяся окалина.
 На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;Этим степеням подготовки поверхности в основном соответствуют степени Sa3, Sa 2 1/2, Sa 2, Sa l, устанавливаемые международным стандартом ISO «Подготовка стальной основы перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности. Степени коррозии и степени подготовки непокрытой стальной основы после полного удаления прежних покрытий»
При определении точной степени удаления ржавчины и очистки стальной поверхности перед покраской использует Международный стандарт ISO 8501-01-1988 и ISO 8504-1992. ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
- А — стальная поверхность в большой степени покрытая окалиной, но в незначительной степени или совсем не затронута ржавчиной.
- Б — стальная поверхность, которая начала ржаветь и с которой окалина начала осыпаться.
- С — стальная поверхность, с которой окалина отвалилась и откуда она может быть удалена, но с лёгким видимым питтингом (точечная коррозия).
- Д — стальная поверхность, с которой окалина отвалилась, но с лёгким питтингом, видимым невооружённым глазом.

Степени предварительной подготовки поверхности Стандарт ISO определяет семь степеней подготовки поверхности. В спецификациях часто употребляются следующие стандарты: Подготовка поверхности вручную и с помощью электроинструментов: скобление, зачистка проволочными щётками, механическими щётками и шлифовка — обозначается буквами «St».
- ISO-St1. Обработка вручную и электроинструментами
Прежде, чем начать очистку вручную или электроинструментами, толстые слои ржавчины должны быть удалены способом обрубки. Видимые загрязнения от масла, жира и грязи тоже должны быть удалены. После очистки вручную и электроинструментами, поверхность должна быть очищена от отслаивающейся краски и пыли.
- ISO-St2. Тщательная очистка вручную и электроинструментами
При поверхностном рассмотрении невооружённым взглядом, подложка должна выглядеть очищенной от видимых следов масла, жира и грязи и от плохо прилегающей окалины, ржавчины, краски и посторонних веществ.
- ISO-St3. Очень тщательная очистка вручную и электроинструментами
То же самое, что и для St2, но подложка должна быть очищена намного более тщательно, до появления металлического блеска.
- ISO-Sa. Пескоструйная очистка
Подготовка поверхности способом пескоструйной обработки обозначается буквами «Sa». Прежде, чем приступить к пескоструйной очистке, толстые слои ржавчины должны быть удалены методом обрубки. Видимые масляные, жировые загрязнения и грязь тоже должны быть устранены. После пескоструйной обработки подложка должна быть очищена от пыли и мусора.
- ISO-Sa1. Лёгкая пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от окалины с плохим прилеганием, ржавчины, краски и других посторонних веществ.
- ISO-Sa2. Тщательная пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Каждое остаточное загрязнение должно иметь плотное прилегание.
- ISO-Sa2,5. Очень тщательная пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Все остаточные следы заражения должны проявляться только в форме едва заметных пятен и полос.
- ISO-Sa3. Пескоструйная очистка до визуально чистой стали
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Поверхность должна иметь однородный металлический блеск.
1. Подготовка поверхности металла (стали) перед окрашиванием (новый металл)
ГОСТ 9.402-80 ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ. «Подготовка металлических поверхностей перед окрашиванием»., п.1.7 табл.3, стр. 56 приложение 1 предписывает степень очистки металлов I и II групп от окалины и продуктов коррозии 2(02), что соответствует степени очистки Sa2 по ИСО8501-1:1988. К I и II группам относятся изделия и листовой металл из углеродистой, низколегированной и легированной стали, подлежащие фосфатированию и окрашиванию, а также металл толщиной не менее 4мм.
Для указанной выше степени очистки поверхности применяют: очистку ручным и механическим инструментом (стальными щетками), струйно-абразивную и гидравлическую очистку, однако следует иметь ввиду, что очистка стальными щетками трудоемка и не обеспечивает необходимой чистоты поверхности металла.
После очистки обязательна операция обеспыливания и обезжиривания.
Обеспыливание проводят путем обдува поверхностей сжатым воздухом или очистки мягкой широкой кистью. Возможна очистка сильной струей воды с последующим тщательным просушиванием поверхности.
Для обезжиривания чаще всего используют уайт-спирит, а также водные моющие растворы. При обезжиривании металла уайт-спиритом необходимо следить за массовой долей зажиривающих веществ в нем, т.к. растворяющая способность уайт-спирита резко падает при содержании в нем масла в количестве более 5г\л. Чистоту поверхности металла проверяют протиранием ее чистой белой салфеткой, марлей или мягкой белой бумагой.
НЕ ДОПУСКАЕТСЯ ПРИМЕНЕНИЕ В КАЧЕСТВЕ ОБЕЗЖИРИВАЮЩИХ ЖИДКОСТЕЙ: БЕНЗИН, ТОЛУОЛ, ДИХЛОРЭТАН, ЧЕТЫРЕХХЛОРИСТЫЙ УГЛЕРОД, СОЛЬВЕНТ, ЧТО ОБУСЛОВЛЕНО ИХ ВЫСОКОЙ ТОКСИЧНОСТЬЮ!
На очищенной поверхности металла при осмотре невооруженным глазом не должно быть окалины, ржавчины, пригара, остатков формовочных смесей и других неметаллических слоев. Поверхность металла должна быть серой, допускаются блестящие и матовые участки.
Поверхность металла должна быть серой, допускаются блестящие и матовые участки.
При необходимости очищенная от рыхлой ржавчины и посторонних наслоений металлическая поверхность может быть обработана модификаторами ржавчины, в том числе Кислотным модификатором ржавчины №3 (протравленный цинковым порошком раствор ортофосфорной кислоты в дистиллированной воде) или другим. Модификаторы ржавчины наносят на металлическую поверхность кистью методом двойной растушевки (вертикальные мазки перекрывают горизонтальными), краскораспылением или окунанием. При температуре воздуха 15-20°С и влажности 75-80% время выдержки после обработки поверхности модификаторами ржавчины должно составить не менее 10 часов. По истечении этого времени можно приступать к грунтованию металла, смывать остатки модификатора ржавчины не нужно.
Подготовленный к окрашиванию металл в помещении цехов должен быть окрашен (загрунтован) не позднее 24 часов, на открытых площадках не позднее 4 часов после проведения очистки и обработки модификаторами ржавчины, т. к. очищенный и обезжиренный металл легко реагирует с кислородом и влагой воздуха и покрывается слоем гидроксида (ржавчины).
к. очищенный и обезжиренный металл легко реагирует с кислородом и влагой воздуха и покрывается слоем гидроксида (ржавчины).
Более высокая степень очистки 1(01) по ГОСТ 9.402-80 и Sa2 ½ по ИСО 8501-1:1988 предписана для подготовки металла в автомобилестроении.
Наилучшим методом подготовки металла является пескоструйная обработка.
Пескоструйная очистка поверхностей имеет следующие основные применения:
1. Пескоструйная обработка металла, очистка металлических поверхностей от окалины, старой краски, ржавчины и других загрязнений. Пескоструйная очистка металла определяется по степеням Sa3, Sa 2 1/2, Sa 2, Sa l ISO 8501-1:2007: «Подготовка стальной основы перед нанесением красок и подобных покрытий», ГОСТ 9.402-2004 также определяет 4 степени очистки:
· При осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживаются;
· При осмотре невооруженным глазом не обнаруживаются прокатная окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои;
· Не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной прокатной окалины и литейной корки, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
· С поверхности удалены ржавчина и отслаивающаяся окалина.
2. Пескоструйка металла от ржавчины перед покраской и газотермическим напылением, очистка до белого металла.
3. Пескоструйная очистка фасадов от остатков штукатурки, очистка кирпичных фасадов от высолов, санация бетонных поверхностей, чистка поверхностей от солевых отложений, удаление краски со стен, плесени и граффити.
4. Пескоструйная очистка деревянных поверхностей от старой краски, плесени, восстановление структуры дерева, искусственное состаривание дерева, очистка копоти и сажи.
5. Пескоструйная чистка гранитного и мраморного камня, очистка брусчатки от краски и атмосферных отложений.
6. Декоративное матирование стекла.
7. Создание декоративной » шероховатости» поверхности.
Технология пескоструйной очистки заключается в ускорении абразивных частиц из пескоструйного аппарата при помощи энергии сжатого воздуха.
Как качественно подготовить поверхность изготовленных строительных металлоконструкций конструкций к нанесению покрытия?
Один из самых популярных способов — пескоструйный метод подготовки. Пескоструйная обработка металлических конструкций, является необходимой частью качественной подготовки поверхностей к нанесению финишной краски и защитных антикоррозионных покрытий. Необходимость нанесения лакокрасочных и других защитных антикоррозийных покрытий (холодное цинкование, горячее цинкование) вызвана нашими атмосферными условиями, и прежде всего частыми осадками в виде дождя и снега и при эксплуатации в агрессивной среде производственных зданий из металлокаркаса. На поверхности металла накапливаются продукты коррозии, в процессе изготовления металлоконструкций — окалина и просто грязь. Чтобы удалить все это, нет ничего надежнее и проще, заказать пескоструйную обработку поверхности перед окрашиванием.
В разделе КМ указывается степень очистки перед покрытием металлоконструкций транспортной грунтовкой, лакокрасочными покрытиями или другими антикоррозийными покрытиями.
Применение пескоструйного метода значительно продлевает срок службы покрытия.
Пескоструйная обработка идеально подходит для очистки трубопроводов, гидросооружений, различных ёмкостей, металлоизделий и промышленных металлических конструкций.Кроме того, пескоструйная очистка позволяет обезжиривать металлические поверхности перед покраской, например, кузова автомобиля.
Технологии подготовки к окрашиванию металла, описаные в этой статье, применяются повсеместно, всеми специализированными компаниями по покраске металла.
Матирование ювелирных украшений | Журнал Ярмарки Мастеров
Относительно недавно вошла в моду такая ювелирная обработка золотых украшений, как матирование. Ранее больше ценился блеск золотых украшений, то сейчас более актуальным является слегка приглушенное сверкание.
Ювелирные дизайнеры в принципе давно используют способ соединения матовой и зеркальной поверхностей, тем не менее, масштабное распространение такого приема, как матирование золотых украшений, не так давно произошло. Мода на выдержанную элегантность и изящность каждый день набирает обороты и считается хорошим вкусом и все больше отвоевывает позиции у уже так вызывающей, провоцирующей сексуальности, которая выражается во всем — будь то наряды, обувь, и, конечно же, украшения, и в принципе, в которой мало кто может нести себя со вкусом, стилем, в 70% — это обычно просто пошловато выглядит. То ли дело элегантные, более аристократичные образы, в которых матированные золотые украшения сделают вам дополнительное преимущество.
Мода на выдержанную элегантность и изящность каждый день набирает обороты и считается хорошим вкусом и все больше отвоевывает позиции у уже так вызывающей, провоцирующей сексуальности, которая выражается во всем — будь то наряды, обувь, и, конечно же, украшения, и в принципе, в которой мало кто может нести себя со вкусом, стилем, в 70% — это обычно просто пошловато выглядит. То ли дело элегантные, более аристократичные образы, в которых матированные золотые украшения сделают вам дополнительное преимущество.
Тем не менее, за стильный и эффектный вид такого исполнения золотых украшений, довольно часто придется платить потребностью их чистки и особым уходом. В микронеровностях на поверхности скапливаются микроскопичные части грязи, где страдает внешний, эстетический вид украшений. Эту грязь можно удалить при помощи ювелирной специализированной косметики, где нет нужды использовать полировальную салфетку, но еще лучше справится с этими загрязнениями ультразвук, который качественно и быстро удаляет любую грязь, жир и другие органические соединения с матовых золотых поверхностей. В основе данного приема чистки стоит воздействие ультразвукового колебания перемывающего раствора на поверхности твердого тела, которое погруженное в него. Кавитационные потоки проникают во все малодоступные и сложные места, которые возвратят изделию первоначальную красоту.
В основе данного приема чистки стоит воздействие ультразвукового колебания перемывающего раствора на поверхности твердого тела, которое погруженное в него. Кавитационные потоки проникают во все малодоступные и сложные места, которые возвратят изделию первоначальную красоту.
Стоит знать и то, что матированные золотые изделия требуют педантичного обращения, хранятся они отдельно от других украшений и требуют даже более аккуратного ношения, ведь если появится на нем даже маленькая царапинка, избавиться практически невозможно от нее.
Методы матирования
В широком понимании матирования золотых и серебряных украшений — это образование шероховатости на поверхности металла. Этот прием относят к чистовой операции, которую выполняют несколькими методами, при которых определяется, будет поверхность на металле менее и более мелкозернистой.
Метод 1.
Обрабатывание щетками. Сами щетки имеют несложную конструкцию, где в основе лежит металлическая или деревянная втулка, на которой закреплены в несколько уровней пучечки тончайшей проволоки из меди или стали (в диаметре не больше 1,2мм), которые быстро вращаются за счет двигателя, где матирующая поверхность сглаживается и станет равномерной матовой. Здесь главный нюанс в том, чтобы мастер не сильно давил на изделие, во избежание царапин или глубоких вмятин.
Здесь главный нюанс в том, чтобы мастер не сильно давил на изделие, во избежание царапин или глубоких вмятин.
Метод 2.
Применение чеканов, стержней из стали с сечением и насечкой гравированной на главном основании. Ударяя по ним молотком и передвигая их постепенно по изделию, получают крупнозернистую с матовой насечкой поверхность.
Метод 3.
Пескоструйная или дробеструйная обработка, где под значительным давлением кварцевые частички, диаметр которых 50-80 мкм, подаются на поверхность, отбивая на ней мельчайшие неровности. Внешний вид украшения, после такого приема очень похож, будто изделие усыпано драгоценным песком. При этом методе получают множество визуальных интересных эффектов, при сглаживании, в меньшей или большей степени, поверхности.
Метод 4.
Травление химическое. Оно приемлемо только для серебряных изделий, из-за воздействия эмульсии, оно будто «подъедает» сам металл, который из-за этого и становится матовым. В принципе такой же эффект можно приобрести, прокипятив в смеси кислот серебряное украшение.
В принципе такой же эффект можно приобрести, прокипятив в смеси кислот серебряное украшение.
Метод 5.
Лазерное матирование, где матирование делается лучом лазера. Здесь по технологии обрабатывается только самый верхний слой металла, где после энергичной носки матовость с течением времени возвращает глянец.
Матирование — это последняя операция, в изготовлении ювелирного украшения.
Металлический входной коврик Предложение | Матирующие системы Ronick Entry Matting Systems
Цитата:
Выберите тип входного коврика или входную решетку в соответствии с вашими потребностями или систему входных ковриков, указанную архитектором:
ТИП:
(a) Pedimat M1 ® — рулонный коврик, созданный с использованием виниловых направляющих и алюминиевых шарнирных соединителей для использования во внутренних входах с интенсивным движением.
(b) Pedimat M2 ® — полностью алюминиевый рулонный коврик, разработанный для использования снаружи и .
(c) TreadLine T1 ™ — экономичный легкий полностью виниловый рулонный входной мат для использования в интерьере . Ограничено черными или коричневыми виниловыми направляющими и петлями.
(d) PediTred G4 ® — входная решетка глубиной ¾ дюйма, способная выдержать 1000 фунтов. Самая сильная сеть в отрасли. Петли и опоры без ПВХ.
(e) Низкопрофильный PediTred G3 ® — входная решетка, глубиной ½ дюйма, способная выдерживать нагрузку 750 фунтов, специально разработанная для использования при замене / реконструкции конструкции с использованием существующих углубленных колодцев.Отлично подходит для подъездов с интенсивным движением.
(f) Pedigrid G1 ® — алюминиевая решетка глубиной 1-11 / 16 дюймов, способная выдержать вес до 400 фунтов.
(g) Gridline G6 ™ — прочная решетка из нержавеющей стали, доступная с различной глубиной и размером поверхности рельса. Архитекторам нравится, как сетки из нержавеющей стали выглядят и работают.
РАЗМЕР:
Посмотрите на архитектурные чертежи, чтобы определить правильный размер или размеры.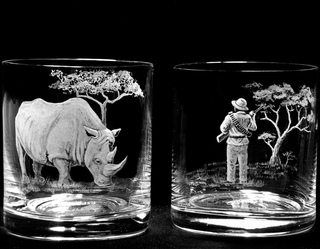 При замене существующего входного коврика в углублении используйте приведенную ниже схему, чтобы получить точные измерения.т.е. большинство квадратов не обязательно являются квадратными.
При замене существующего входного коврика в углублении используйте приведенную ниже схему, чтобы получить точные измерения.т.е. большинство квадратов не обязательно являются квадратными.
Если ваша работа требует нестандартной формы, выреза, разрезов или углов, пожалуйста, отправьте масштабный чертеж или эскиз с указанием размеров. Любой размер или форма, кроме квадратной или прямоугольной, требует дополнительных материальных и трудовых затрат.
ГЛУБИНА:
Входные маты и входные решетки изготавливаются разной глубины. При новом строительстве тип входного коврика, указанный архитектором, будет определять глубину.Однако при замене существующего коврика или реконструкции существующего вестибюля измерение глубины необходимо для выбора правильной системы входного коврика. Часто углубление создается путем размещения алюминиевой рамы желаемого размера входного коврика, а затем укладки плитки, камня и т. Д. В оставшейся области вестибюля. Плитка примыкает к алюминиевому обрамлению и мату, образуя сплошную поверхность, не скользящую по поверхности.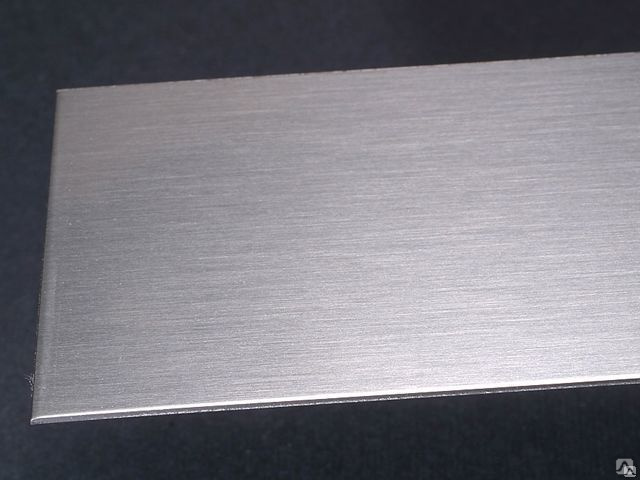 Когда вся площадь вестибюля покрыта матом, желаемый входной мат должен либо скользить под подоконник, либо встречаться с ним, чтобы не споткнуться.т.е. в зависимости от ваших потребностей доступны специальные пороги и элементы обрамления. В любом случае требуется гладкая ровная поверхность.
Когда вся площадь вестибюля покрыта матом, желаемый входной мат должен либо скользить под подоконник, либо встречаться с ним, чтобы не споткнуться.т.е. в зависимости от ваших потребностей доступны специальные пороги и элементы обрамления. В любом случае требуется гладкая ровная поверхность.
ТИП АЛЮМИНИЕВЫХ РЕЛЬСОВ И ОТДЕЛКИ РАМЫ :
Металлические входные рулонные маты и решетки доступны в различных вариантах отделки и цветов. Стандартной отделкой (если не указано иное) является ФИНИШ. Mill Aluminium Finish — это базовая цена, другие варианты отделки и цвета оцениваются отдельно.Доступны АНОДИРОВАННЫЕ ОТДЕЛКИ, прозрачные и цветные. Абразивно-стойкий алюминий ПОРОШКОВЫЕ ПОКРЫТИЯ также доступны из прозрачного и цветного алюминия. См. Таблицу ниже, чтобы просмотреть образцы.
ВСТАВКИ ДЛЯ МАТОВЫХ МАТОВ И РЕШЕТКИ:
Выберите тип вставки, а также выбор цвета входного коврика. Тип вставки повлияет на цену; однако выбор цвета в пределах типа / стиля вставки не повлияет на цену.
(a) Ковровые вставки для тяжелых условий эксплуатации — доступны более 20 различных цветов. Отличный выбор для удаления грязи, грязи и воды с обуви. Только для внутреннего использования.
(b) Вставки протектора внешней щетки — доступны более чем в 3 различных цветах. Выбирайте, когда требуются дополнительные средства защиты от УФ-излучения; отлично подходит для удаления грязи, грязи и воды с обуви.
(c) Заливные абразивные вставки — доступны более 5 различных цветов. Для использования в областях, где требуется сопротивление скольжению и сцепление.
(d) Вставки для абразивной ленты — доступны более 5 различных цветов. Экономичный выбор для тяговых нужд.
(e) Виниловые вставки протектора — доступны более 5 различных цветов.
(f) Существуют дополнительные стили архитектурных металлических матов и вставок из сетки, включая дерево и переработанную резину.
Обрамление:
Определите, будет ли входной коврик или входная решетка находиться в углублении или будет устанавливаться как коврик для поверхностного монтажа. Цены на каждый тип установки различаются.
Цены на каждый тип установки различаются.
Варианты применения для поверхностного монтажа включают :
(a) Коническая виниловая рамка / бордюр со всех сторон.
(b) Алюминиевая коническая рамка со всех сторон.
(c) Рама ствола трубы — переходная рама, используемая там, где мат упирается в ковер. Каркас скользит под ковер и образует пандус к краю коврика.
(d) Поверхностная рама порога — обрамление, предназначенное для выравнивания перехода от конического порога двери к входной матирующей поверхности.
Варианты утопленной установки: :
(a) Рама с утопленным ровным основанием — рама, используемая в новом строительстве, где плиточный пол заливается вокруг рамы, создавая постоянную нишу.
(b) Угловая рама с коническим углублением — рама, часто используемая при ремонте бетонных заливок или после строительства. Эта рама крепится болтами к существующему бетону или плитке / камню.
Базовый обзор информации, необходимой для цитаты:
(1) Тип свернутого металлического мата, алюминиевой металлической решетки или решетки из нержавеющей стали
(2) Размер
(3) Глубина (при наличии углубления)
(4) Тип И цвет алюминиевых направляющих и рам
(5) Тип рельсовых вставок.
Чистка металлических входных ковриков | Матирующие системы Ronick Entry Matting Systems
Каналы между рельсами теперь чистые, что позволяет собирать больше мусора.
Встраиваемые алюминиевые / металлические коврики
Инструкции по очистке, обращению и техническому обслуживанию
Ежедневная уборка
Используйте пылесос для сбора и удаления рыхлой грязи и мусора. Примечание. Важно использовать пылесос с «широкой головкой», чтобы максимизировать мощность всасывания / очистки при различной высоте между алюминиевыми полосами и материалом вставки i. е. сверхпрочный ковролин, абразив, винил.
е. сверхпрочный ковролин, абразив, винил.
Ежедневно проверяйте утопленный металлический коврик на предмет наличия жевательной резинки и снимайте его, пока он не затвердел и не уплотнился. Существуют коммерческие средства для удаления десен, которые отлично справляются со своей задачей
В случае небольших разливов влаги используйте чистую ткань или впитывающий материал, чтобы впитать как можно больше пролитой жидкости. При большом разливе жидкости мы рекомендуем использовать пылесос для влажной / сухой уборки или машину для удаления ковров.
Периодическая уборка — ежемесячно или при смене сезона
Одна из основных причин использования металлического мата в углублении состоит в том, чтобы позволить сворачиваемому мату улавливать и улавливать грязь, позволяя ей падать между отверстиями и собираться в углублении.Углубление необходимо чистить по мере необходимости, чтобы предотвратить накопление грязи и влаги под рулонным ковриком / сеткой. Рекомендуется после пылесоса / подметания / очистки лунки вымыть или продезинфицировать лунку, чтобы предотвратить скопление бактерий. Вы можете использовать отвертку, чтобы приподнять край ковриков для облегчения удаления.
Рекомендуется после пылесоса / подметания / очистки лунки вымыть или продезинфицировать лунку, чтобы предотвратить скопление бактерий. Вы можете использовать отвертку, чтобы приподнять край ковриков для облегчения удаления.
Перед влажной уборкой следует вынуть коврики из углубленного колодца и очистить колодец. Кроме того, в это время следует очистить нижнюю часть мата.Если коврики поднимать или снимать и заменять без очистки углубления, они не поместятся. Скопление грязи сместится, и пол колодца останется неровным, а коврик будет неровным.
НИКОГДА не скручивайте алюминиевый рулонный мат слишком плотно. Рулонный коврик следует слегка свернуть и осторожно вынуть из колодца. Кроме того, если у вас большой тяжелый алюминиевый коврик, вы можете свернуть половину коврика на другую половину; очистите углубленный колодец, а затем откатите его обратно в очищенный колодец; повторите процесс с другой половиной мата.Подъем тяжестей не требуется.
При влажной уборке пылесосите коврик, удалите всю жевательную резинку и используйте пятновыводитель для обработки окрашенных участков. (НИКОГДА не используйте химические вещества, содержащие хлорированные углеводороды и отбеливающие / окисляющие вещества — используйте одобренные для ковров пятновыводители для обработки пятен.) Оставив алюминиевый коврик в углублении, вы можете использовать машину для чистки ковров, в которой используются щетки, вращающиеся в противоположном направлении, или горячая экстрактор водяных ковров. Рекомендуется использовать легкое средство для чистки ковров бытового типа.Какой бы метод не использовался, важно перед использованием мата удалить с поверхности влагу, чтобы избежать преждевременного загрязнения.
(НИКОГДА не используйте химические вещества, содержащие хлорированные углеводороды и отбеливающие / окисляющие вещества — используйте одобренные для ковров пятновыводители для обработки пятен.) Оставив алюминиевый коврик в углублении, вы можете использовать машину для чистки ковров, в которой используются щетки, вращающиеся в противоположном направлении, или горячая экстрактор водяных ковров. Рекомендуется использовать легкое средство для чистки ковров бытового типа.Какой бы метод не использовался, важно перед использованием мата удалить с поверхности влагу, чтобы избежать преждевременного загрязнения.
Если мат необычно загрязнен, например, в конце зимы, можно воспользоваться другим решением, если таковое имеется, — использовать аппарат для мытья под давлением, очистить коврики, встать дыбом, чтобы просохнуть, и заменить его в очищенном / продезинфицированном углублении. Еще один метод периодической глубокой чистки ковриков — отнести коврики или сетки в автомойку и использовать чистящую палочку, пока коврики не станут чистыми. Поставьте коврики вертикально, чтобы просушить, или воспользуйтесь пылесосом для влажной / сухой уборки, прежде чем возвращаться в продезинфицированный углубленный колодец.
Поставьте коврики вертикально, чтобы просушить, или воспользуйтесь пылесосом для влажной / сухой уборки, прежде чем возвращаться в продезинфицированный углубленный колодец.
ВАЖНЫЕ НАПОМИНАНИЯ :
- НИКОГДА не наносите воск или другие полировальные средства на металлическую поверхность матов или решеток — это приведет к образованию скользкой поверхности, которая может стать причиной защемления и падения.
- НИКОГДА не катите тяжелые грузы по алюминиевым матам или решеткам. Перенесенные на них тяжелые грузы могут согнуть или повредить коврики, что приведет к опасности споткнуться.К тяжелым грузам относятся автомобили, лодки, вилочные погрузчики, домкраты для поддонов и т. Д.
- НИКОГДА не используйте чистящие средства, не рекомендованные для окрашенных ковровых покрытий.
- НИКОГДА не используйте какие-либо чистящие средства или химические вещества, которые НЕ рекомендуются для использования с металлическим алюминием.
Регулярная чистка и уход за алюминиевыми ковриками значительно продлит срок их службы, а также оставит хорошее впечатление об интерьере и функциональности вашего здания.
Как чистить анодированный алюминий?
Q: Как очистить анодированный алюминий?
A: Очистить анодированный алюминий с помощью правильной техники очень просто.Поскольку анодирование очень сложно, вы можете использовать абразивную технику очистки с обычным мылом. Не используйте агрессивные кислотные или щелочные чистящие средства, поскольку они могут испортить покрытие. Осторожно используйте растворители, так как они могут испачкать поверхность. Независимо от техники, обязательно сначала попробуйте пробный участок. Один из рекомендуемых методов — использовать абразивную чистящую губку с мягким средством для мытья посуды. Всегда сначала пробуйте тестировать небольшой участок, чтобы предотвратить широко распространенную проблему. (Для получения более подробной информации получите копию Care of Aluminium в The Aluminium Association.)
Q: Можно ли очистить анодированный алюминий с помощью моющего средства с pH 10, или это приведет к образованию накипи или другим поверхностным проблемам ?
A: Такие факторы, как концентрация раствора моющего средства, продолжительность воздействия и температура, будут влиять на результаты. Если анодированный алюминий очистить при комнатной температуре и сразу же промыть чистой водой, проблем возникнуть не должно. Если чистить при повышенной температуре или при длительном воздействии без ополаскивания, моющий раствор начнет разрушать анодный оксид и травить металл.Мягкое мыло, как правило, предпочтительнее моющего средства для повседневной чистки.
Если анодированный алюминий очистить при комнатной температуре и сразу же промыть чистой водой, проблем возникнуть не должно. Если чистить при повышенной температуре или при длительном воздействии без ополаскивания, моющий раствор начнет разрушать анодный оксид и травить металл.Мягкое мыло, как правило, предпочтительнее моющего средства для повседневной чистки.
© 2013 Совет алюминиевых анодизаторов
5 видов использования стальных матов
Для чего нужны стальные маты?
- Строительство и строительство
- Сельское хозяйство и животноводство
- Безопасность машин
- Украшение
Стальная циновка, иногда известная как сварная проволочная сетка, представляет собой металлический продукт, изготовленный из пересечения проволок, образующих циновку.Провода спаяны вместе, чтобы сделать его прочным и непроницаемым. Они также невероятно прочные, долговечные, могут противостоять коррозии и высоким температурам и могут использоваться для различных применений. Для чего нужны стальные маты? Читайте дальше, чтобы узнать больше.
Для чего нужны стальные маты? Читайте дальше, чтобы узнать больше.
Стальные маты — обычное дело на строительных площадках. Скорее всего, вы увидите материал, когда идете по улице, где строится здание.Этот металлический продукт используется для усиления фасадов зданий, повышения их безопасности и долговечности. Он служит фундаментом перед укладкой тротуаров. Он также используется при строительстве дорог и автомагистралей.
Эти сетчатые проволоки можно настроить в соответствии с различными потребностями. Например, стальные оцинкованные маты изготавливаются из качественной проволоки. Это наиболее распространенные стальные маты, которые сегодня можно увидеть на рынке.
Сельское хозяйство и животноводство Стальные маты можно также использовать в животноводстве и сельском хозяйстве.Их можно использовать для создания вольеров для домашних животных, таких как загоны для свиней, курятники и загоны для пастбищ. Некоторые даже используют его для создания разделов для разделения разных видов животных и растений.
Некоторые даже используют его для создания разделов для разделения разных видов животных и растений.
Он может удерживать животных от побега, а также защищает их от возможных опасностей и нападений диких животных. Точно так же и растения защищаются от вредителей. Кроме того, стальное покрытие достаточно прочно, чтобы выдержать удар любого приближающегося транспорта.
Конструкция стальных циновок не только обеспечивает безопасность и безопасность растений и животных, но и обеспечивает их комфорт.Он сочетает в себе видимость и прочность. Проволочная сетка сваривается равномерно, обеспечивая равномерное расстояние между проволоками. Шаг сетки между проводами позволяет воздуху и солнечному свету по-прежнему достигать растений и животных.
Помимо ферм, клетки со стальными циновками также используются в ветеринарных клиниках, зоопарках и ловушках для подразделений по борьбе с вредителями.
Безопасность оборудования Поскольку стальное покрытие является прочным и выдерживает удары, его можно использовать в качестве ограждения или клетки для защиты оборудования. Это может помочь в размещении и разделении оборудования на секции. Некоторые отрасли промышленности используют стальные маты для изготовления корзин для транспортировки материалов и мощных шестерен.
Это может помочь в размещении и разделении оборудования на секции. Некоторые отрасли промышленности используют стальные маты для изготовления корзин для транспортировки материалов и мощных шестерен.
Стальные маты могут сделать небольшие комнаты для клиентов и защитить людей, когда они используют эти машины для работы. В то же время он также является гибким и может перемещаться с места на место.
Это также жизненно важно для защиты определенных участков рабочего места от несанкционированного доступа.
УкрашениеВ коммерческих помещениях, таких как отели и рестораны, стальные циновки добавляют современный вид таким вещам, как скульптуры и фасады стен.Эти стальные маты могут быть как визуально привлекательными, так и функциональными. Также он может служить стеновыми перегородками или перегородками.
Может использоваться и для дома. Стальные маты также можно использовать в качестве дверных и оконных сеток, чтобы не допустить попадания насекомых. Внутри кухни его можно использовать для размещения дополнительных стеллажей, а также в качестве современного дизайна. Он может дополнительно служить украшением дверей, окон, заборов, мебели. Более того, стальные маты могут быть разных цветов, что добавляет эстетического фактора.Он также может быть изготовлен из разных металлов, в зависимости от требований.
Внутри кухни его можно использовать для размещения дополнительных стеллажей, а также в качестве современного дизайна. Он может дополнительно служить украшением дверей, окон, заборов, мебели. Более того, стальные маты могут быть разных цветов, что добавляет эстетического фактора.Он также может быть изготовлен из разных металлов, в зависимости от требований.
Качество стальных матов идеально подходит для мер безопасности.
Фактически, стальные маты использовались на спортивных аренах для защиты зрителей от случайных мячей. Его дизайн гарантирует, что игра по-прежнему будет видна, и по-прежнему будут слышны крики. В отличие от других видов заборов, через которые можно перелезть.Стальные маты могут иметь очень узкие пространства, по которым будет трудно подняться. Его также можно настроить так, чтобы он был таким коротким или высоким, как вам нужно.
Ключевые вынос Есть много применений стальных матов. Он сочетает в себе долговечность, гибкость и видимость. Эти качества делают его пригодным для различных применений в различных отраслях промышленности. Мы видим это в строительстве, сельском хозяйстве, содержании животных, безопасности машин, отделке и охране. Если у вас есть какие-либо другие вопросы о стальных матах, свяжитесь с нами здесь, в Regan Industrial.Мы поможем вам подобрать стальную продукцию, идеально подходящую для ваших нужд.
металлических ковриков для ограждений, металлических ковриков для ограждений Поставщики и производители на Alibaba.com
Если вы хотите построить прочную клетку или надежный забор, нет ничего лучше, чем невероятно прочный и долговечный. металлических коврика для забора на Alibaba.com. Эти прочные и надежные проволочные сетки идеально подходят для всех типов коммерческих и жилых помещений, обеспечивая неизменную безопасность по периметру. Эти. Металлические заборные коврики горячеоцинкованы и могут служить долго без каких-либо проблем, поэтому они так популярны среди покупателей. Купите эти превосходные и мощные. металлические коврики для забора от ведущих поставщиков и оптовиков на сайте по конкурентоспособным ценам и крутым предложениям.
Купите эти превосходные и мощные. металлические коврики для забора от ведущих поставщиков и оптовиков на сайте по конкурентоспособным ценам и крутым предложениям.Прочный и долговечный. металлических ковриков для ограждений , найденных на участке, изготовлены из оцинкованного железа высшего качества, подвергнутого горячему погружению для эффективной работы и непревзойденной устойчивости. Эти. Металлические коврики не только эффективны в качестве надежного ограждения по периметру, но также могут выступать в качестве прочных клеток для ваших домашних и животных.Эти. Металлические коврики широко используются в зоопарках благодаря своей невероятной прочности и являются экологически чистыми продуктами, не причиняющими вреда окружающей среде или чему-либо еще.
Эти ПВХ сварные ,. Металлические коврики доступны на Alibaba.com в различных формах, дизайнах, цветах и качествах материалов, чтобы удовлетворить ваши индивидуальные требования и предпочтения. Эти продукты обладают высокой термостойкостью и являются антикоррозийными продуктами, рассчитанными на длительный срок службы. Файл. металлических ковриков для ограждений , доступных на площадке, также представляют собой проволоку из низкоуглеродистой стали и полностью водонепроницаемые, непроводящие электрические источники. Можно найти всякие тканые, вязаные. металлических ковриков для ограждений рулонов на стройплощадке с отверстиями различной формы и диаметра.
Эти продукты обладают высокой термостойкостью и являются антикоррозийными продуктами, рассчитанными на длительный срок службы. Файл. металлических ковриков для ограждений , доступных на площадке, также представляют собой проволоку из низкоуглеродистой стали и полностью водонепроницаемые, непроводящие электрические источники. Можно найти всякие тканые, вязаные. металлических ковриков для ограждений рулонов на стройплощадке с отверстиями различной формы и диаметра.
Просмотрите отдельные. металлических ковриков для ограждений можно приобрести на Alibaba.com, чтобы приобрести эти продукты в рамках вашего бюджета и особых требований. Эти продукты имеют сертификаты ISO, CE и доступны как OEM-заказы при оптовых закупках.Вы можете выбрать различные варианты настройки вместе с индивидуальной упаковкой.
Стальной решетчатый коврик для входной двери магазина и магазина
Стальной решетчатый мат для входной двери часто делится на стальной решетчатый мат без рамы и в рамке. Он отличается противоскользящим покрытием, антикоррозийной защитой, высокой грузоподъемностью, поэтому его можно использовать в качестве входных ковриков на входе в гараж, на входе в большой торговый центр, на входе в садовый сарай, на горнолыжных курортах для удаления грязи, камней и снега и предотвратить скольжение людей.
Он отличается противоскользящим покрытием, антикоррозийной защитой, высокой грузоподъемностью, поэтому его можно использовать в качестве входных ковриков на входе в гараж, на входе в большой торговый центр, на входе в садовый сарай, на горнолыжных курортах для удаления грязи, камней и снега и предотвратить скольжение людей.
EDM-01: Безрамная стальная решетка может использоваться для входных матов и дренажной решетки.
EDM-02: Входной коврик со стальной решеткой без рамы предотвращает скольжение людей.
EDM-03: Открытый стальной решетчатый мат без рамы может убирать снег, камни и грязь.
EDM-04: Коврик для входной двери цеха из стальной решетки, предотвращающий скольжение.
EDM-05: Решетка стальная рама встраиваемая.
EDM-06: Стальная решетка для утопленной рамы может использоваться как в качестве дренажной решетки, так и в качестве напольных ковриков.
Применение коврика для входной двери
- Особняки.
- английских дворов.
- Вход в гараж.
- Садовый сарай.
- Административные здания.
- Горнолыжные курорты.
- Сетка дренажная.
- Вход в магазин.
- ТК Гранд центр.
- Сайт техобслуживания.

Характеристики решетки стальной коврик входной двери
- без рамы
- Материал: сталь .
- Обработка поверхности: оцинковка.
- Размер ячейки: 20 × 20 мм, 30 × 10 мм, 40 × 40 мм, 50 × 50 мм, 60 × 60 мм (10 × 40 мм, 10 × 50 мм).
- Размер несущей ленты: 30 × 2 мм.
- Размеры решетки: Модуль 60 × 40 см.
- Размер любой — длина несущей ленты не должна быть больше 120 см.
- Рама встраиваемая
- Материал: сталь .
- Обработка поверхности : оцинковка.
- Ширина: 34, 39, 59, 69, 79, 89, 99, 119 см.
- Глубина: 39, 49, 59, 69, 79, 89, 99 см.
- Толщина: 2 см.

Характеристики металлической решетки коврик входной двери
- Противоскольжение.
- Удаление крупных загрязнений.
- Высокая грузоподъемность.
- Слить воду.
- Легкий вес.
- Содержание обуви в чистоте.
- Антикоррозийный.
- Хорошая адгезия.
Запрос на наш продукт
При обращении к нам просьба предоставить подробные требования. Это поможет нам дать вам действительное предложение.
CASS Services в настоящее время имеет контракты с Naval Air
Центр боевых действий произведет перепроизводство и изготовление матов АМ-2
принадлежности для работы из ДСП.Под это перепроизводство
по контракту, CASS очищает, ремонтирует и перекрывает мат АМ-2
с эпоксидным нескользящим покрытием. Эпоксидное нескользящее покрытие
специально разработан, чтобы противостоять строгим требованиям, предъявляемым к ЭДП
сегодняшними реактивными самолетами большой мощности, тяжелыми транспортными самолетами и
задержка удара крюка. Экспедиционные аэродромы (EAF):
переносные аэродромы, которые можно построить, использовать, сломать после
завершение миссии и перемещение на другое место для повторного использования.В
разработка технологий EAF и хранение этих активов на MPF
кораблей сократило время развертывания США на любом театре военных действий в
в мире от 9-10 недель до 2-3 недель и позволяет менять фронт
условия линии. Первоначально переносные взлетно-посадочные полосы изготавливались из стальных пробитых досок (ПСП). впервые использовался во время критических кампаний в конце Второй мировой войны. Портативные взлетно-посадочные полосы сделали возможным островную стратегию США прыжки во время этих походов.Хотя PSP хорошо работала с самолет времен Второй мировой войны, PSP не выдержала возложенных на него суровых условий после Второй мировой войны поколения реактивных самолетов. PSP просто не могла выдерживают более тяжелые колесные нагрузки и удары этого нового класса самолет. Матирование AM-2 было разработано, чтобы удовлетворить эту потребность. К моменту войны во Вьетнаме мат АМ-2 и ДСП были полностью укомплектованы.
Служба ВВС и Корпус морской пехоты с более чем 10 миллионами
квадратных футов используемого покрытия.Именно в это время использование
Матирование AM-2 было расширено с его традиционного использования в SATS (Short
Аэродром для тактической поддержки) с небольшими вертолетными площадками (72 фута
квадрат), которые могут быть построены в других неподготовленных областях. ДСП построены на месте эскадрильей поддержки крыла морской пехоты. и мобильные строительные батальоны ВМФ.Зажимы кромочные, колья крестообразные и заземляющие анкеры используются для однократного прикрепления матирования АМ-2 к земле. он был правильно выложен. Как только мат АМ-2 надежно закреплен установлены переносные аэрофинишеры и системы маркировки. установлен, чтобы сформировать законченный аэродром, который обеспечивает воздушную деятельность на ночью, в неблагоприятных погодных условиях и иным образом неподготовленным среды. — Полученная информация
из видео |
 EAF
предложить большую гибкость в отношении плацдармов, операционных баз и
стратегия кампании. ДСП состоят из трех целостных систем —
Алюминиевое покрытие АМ-2, переносное авиационное оборудование и
Системы маркировки (освещения). Мат АМ-2 — основа, на которой
вся система ДСП остается в покое.
EAF
предложить большую гибкость в отношении плацдармов, операционных баз и
стратегия кампании. ДСП состоят из трех целостных систем —
Алюминиевое покрытие АМ-2, переносное авиационное оборудование и
Системы маркировки (освещения). Мат АМ-2 — основа, на которой
вся система ДСП остается в покое.

 Эти
небольшие вертолетные площадки позже превратились в посадочные площадки для вертикальных
взлетно-посадочные площадки (VTOL) для не вертолетных самолетов с вертикальным
летные возможности.
Эти
небольшие вертолетные площадки позже превратились в посадочные площадки для вертикальных
взлетно-посадочные площадки (VTOL) для не вертолетных самолетов с вертикальным
летные возможности.Проницаемый сверхэластичный мат из жидкометаллического волокна позволяет создавать биосовместимые и монолитные растягиваемые электронные устройства
 org/ScholarlyArticle»> 1.
org/ScholarlyArticle»> 1.Vatankhah-Varnosfaderani, M. et al. Имитация биологического поведения при напряжении и деформации с помощью синтетических эластомеров. Nature 549 , 497–501 (2017).
Google ученый
Роджерс, Дж. А., Сомея, Т. и Хуанг, Ю. Г. Материалы и механика для растягиваемой электроники. Наука 327 , 1603–1607 (2010).
CAS Google ученый
Kaltenbrunner, M. et al. Сверхлегкий корпус для незаметной пластиковой электроники. Природа 499 , 458–463 (2013).
CAS Google ученый

Xu, S. et al. Эластичные аккумуляторы с самоподобными змеевиками и встроенными системами беспроводной подзарядки. Нат. Commun. 4 , 1543 (2013).
Google ученый
Липоми, Д. Дж., Ти, Б. К. К., Вогеричян, М. и Бао, З. Н. Растягиваемые органические солнечные элементы. Adv. Mater. 23 , 1771–1775 (2011).
CAS Google ученый
Oh, J. Y. et al. Собственно растягиваемый и излечиваемый полупроводниковый полимер для органических транзисторов. Nature 539 , 411–415 (2016).
CAS Google ученый

Cheng, S. & Wu, Z. G. Микрожидкостный, обратимо растягиваемый беспроводной датчик деформации большой площади. Adv. Функц. Mater. 21 , 2282–2290 (2011).
CAS Google ученый
Agarwal, G., Besuchet, N., Audergon, B. & Paik, J. Растягиваемые материалы для мягких приводов и вспомогательных носимых устройств. Sci. Отчет 6 , 34224 (2016).
CAS Google ученый
Sekitani, T. et al. Органический светодиодный дисплей с растягивающейся активной матрицей и эластичными проводниками с возможностью печати. Нат. Mater. 8 , 494–499 (2009).
CAS Google ученый
 org/ScholarlyArticle»> 10.
org/ScholarlyArticle»> 10.Гуо, Л. А. и ДеВеерт, С. П. Растяжимая электроника высокой плотности: к интегрированному многослойному композиту. Adv. Mater. 22 , 4030–4033 (2010).
CAS Google ученый
Jiang, J. K. et al. Изготовление прозрачных многослойных схем струйной печатью. Adv. Mater. 28 , 1420–1426 (2016).
CAS Google ученый
Тайбрандт, К., Штауфер, Ф. и Ворос, Дж. Многослойное формирование рисунка в электронике с внутренним растягиванием с высоким разрешением. Sci. Отчет 6 , 25641 (2016).
CAS Google ученый
 org/ScholarlyArticle»> 13.
org/ScholarlyArticle»> 13.Тайбрандт, К. и Ворос, Дж. Быстрое и эффективное производство эластичных многослойных печатных плат с помощью фильтрации с использованием воскового рисунка. Малый 12 , 180–184 (2016).
CAS Google ученый
Byun, J. et al. Двухсторонняя универсальная мягкая электронная платформа с одинарной капельной печатью для высокоинтегрированной эластичной гибридной электроники. Adv. Функц. Mater. 27 , 1701912 (2017).
Google ученый
Huang, G. W. et al. Быстрая лазерная печать многослойных схем на бумажной основе. ACS Nano 10 , 8895–8903 (2016).
CAS Google ученый
 org/ScholarlyArticle»> 16.
org/ScholarlyArticle»> 16.Miyamoto, A. et al. Невоспламеняющаяся, газопроницаемая, легкая, растяжимая электроника на коже с нанометрами. Нат. Nanotechnol. 12 , 907–913 (2017).
CAS Google ученый
Yang, W. et al. Дышащий датчик давления с трафаретной печатью на основе нановолоконных мембран для электронной кожи. Adv. Mater. Technol. 3 , 1700241 (2018).
Google ученый
Парк С. Дж. И Тамура Т. Распределение скорости испарения на поверхности человеческого тела. J. Physiol. Антрополь. 11 , 593–609 (1992).
CAS Google ученый
 org/ScholarlyArticle»> 19.
org/ScholarlyArticle»> 19.Фан, Дж. И Хантер, Л. Engineering Apparel Fabrics and Garments (Woodhead Publishing, 2009).
Бакс, Д., Гай, Р. и Майбах, Х. И. в статье Чрескожная абсорбция in vitro: принципы, основы и применение (ред. Броно, Р. Л. и Х. Майбах, И.), гл. 8 (CRC Press, 1991).
Ван дер Валк, П. Г. и Майбах, Х. И. Окклюзия после нанесения существенно увеличивает раздражающую реакцию кожи на многократное кратковременное воздействие лаурилсульфата натрия (SLS). Связаться с Dermat. 21 , 335–338 (1989).
Google ученый
Bucks, D. & Maibach, H. I. in Percutaneous Absorption: Drugs — Cosmetics — Mechanisms — Methodology 3rd edn (eds Bronaugh, R. L. & Maibach, H.I.) гл. 4 (Марсель Деккер, 1999).
L. & Maibach, H.I.) гл. 4 (Марсель Деккер, 1999).
Kligman, A. M. in The Irritant Contact Dermatitis Syndrom e (eds van der Valk, P. G. M. & Maibach, H. I.) Ch. 16 (CRC Press, 1996).
Чжай Х. и Майбах Х. И. Окклюзия кожи и раздражающий и аллергический контактный дерматит: обзор. Связаться с Dermat. 44 , 201–206 (2001).
CAS Google ученый
Wei, S. Y. et al. Газопроницаемые, не вызывающие раздражения прозрачные гидрогелевые контактные линзы с сеткой из нановолокна с металлическим покрытием для сопряжения с глазами. ACS Nano 13 , 7920–7929 (2019).
CAS Google ученый
 org/ScholarlyArticle»> 26.
org/ScholarlyArticle»> 26.Du, W. Q. et al. Невоспламеняющийся и газопроницаемый трибоэлектрический наногенератор на коже с использованием растворимых нановолокон. Nano Energy 51 , 260–269 (2018).
CAS Google ученый
Zhu, S. et al. Ультрарастяжимые волокна с металлической проводимостью с сердечником из жидкого металлического сплава. Adv. Функц. Mater. 23 , 2308–2314 (2013).
CAS Google ученый
Гозен, Б.А., Табатабай, А., Оздоганлар, О.Б. и Маджиди, К. Электроника с высокой плотностью мягкой материи с микронной шириной линии. Adv. Mater. 26 , 5211–5216 (2014).
CAS Google ученый
 org/ScholarlyArticle»> 29.
org/ScholarlyArticle»> 29.Фасслер А. и Маджиди С. Жидкофазные металлические включения для проводящего полимерного композита. Adv. Mater. 27 , 1928–1932 (2015).
CAS Google ученый
Markvicka, E.J., Bartlett, M.D., Huang, X. & Majidi, C. Автономно электрически самовосстанавливающийся жидкий металл-эластомерный композит для прочной робототехники с мягкой материей и электроники. Нат. Mater. 17 , 618–624 (2018).
CAS Google ученый
Parida, K. et al. Чрезвычайно растяжимый и самовосстанавливающийся проводник на основе термопластичного эластомера для полностью трехмерного печатного трибоэлектрического наногенератора. Нат. Commun. 10 , 2158 (2019).![]()
Google ученый
Thrasher, C.J. et al. Механореактивные полимеризованные жидкометаллические сети. Adv.Mater. 31 , 1
CAS Google ученый
Liang, S. et al. Губки из жидкого металла для механически прочных, мягких, электрических проводников. J. Mater. Chem. С 5 , 1586–1590 (2017).
CAS Google ученый
Varga, M. et al. Адсорбированные структуры усиления эвтектики на неопреновой пене для растягиваемых катушек МРТ. Adv. Mater. 29 , 1703744 (2017).
Google ученый
 org/ScholarlyArticle»> 35.
org/ScholarlyArticle»> 35.Дики, М. Д. Эластичная и мягкая электроника с использованием жидких металлов. Adv. Mater. 29 , 1606425 (2017).
Google ученый
Мацухиса, Н., Чен, X. Д., Бао, З. А. и Сомея, Т. Материалы и конструкции растягиваемых проводников. Chem.Soc. Ред. 48 , 2946–2966 (2019).
CAS Google ученый
Diridollou, S. et al. Модель механических свойств кожи человека при отсасывании in vivo. Skin Res. Technol. 6 , 214–221 (2000).
Google ученый
Hendriks, F. M. et al. Численно-экспериментальный метод характеристики нелинейного механического поведения кожи человека. Skin Res. Technol. 9 , 274–283 (2003).
et al. Численно-экспериментальный метод характеристики нелинейного механического поведения кожи человека. Skin Res. Technol. 9 , 274–283 (2003).
CAS Google ученый
Liu, Z. F. et al. Иерархически изогнутые волокна оболочка-сердцевина для сверхэластичной электроники, датчиков и мышц. Наука 349 , 400–404 (2015).
CAS Google ученый
Son, W. et al. Сильно скрученные суперспирали для сверхэластичных многофункциональных волокон. Нат. Commun. 10 , 426 (2019).
Google ученый
Regan, M. J. et al. Рентгеновское исследование окисления жидко-галлиевых поверхностей. Phys. Ред. B 55 , 10786–10790 (1997).
J. et al. Рентгеновское исследование окисления жидко-галлиевых поверхностей. Phys. Ред. B 55 , 10786–10790 (1997).
CAS Google ученый
Khan, M. R. et al. Влияние воды на межфазное поведение жидких металлических сплавов галлия. ACS Appl.Mater. Интерфейсы 6 , 22467–22473 (2014).
CAS Google ученый
Юнуса, М., Амадор, Дж. Дж., Дротлеф, Д. М. и Ситти, М. Нестабильность образования складок и адгезия сильно сгибаемой нанопленки оксида галлия, заключающей в себе каплю жидкого галлия. Nano Lett. 18 , 2498–2504 (2018).
CAS Google ученый
 org/ScholarlyArticle»> 44.
org/ScholarlyArticle»> 44.Guo, C.F. et al. Прозрачные и поддающиеся растяжению электроды из наночастиц, изготовленные методом межзеренной литографии. Нат. Commun. 5 , 3121 (2014).
Google ученый
Lacour, S.P. et al. Эластичные межкомпонентные соединения для эластичных электронных поверхностей. Proc. IEEE 93 , 1459–1467 (2005).
CAS Google ученый
Yamada, T. et al. Растягивающийся датчик деформации углеродных нанотрубок для обнаружения движения человека. Нат. Nanotechnol. 6 , 296–301 (2011).
CAS Google ученый
