Нет удара перфоратора. Что делать в таких случаях?
При сверлении отверстий перфоратором главным фактором является не вращение бура, а удар. От его силы зависит как скорость бурения, так и способность инструмента справляться с особо твердыми строительными материалами (бетон, гранит и прочие).
Пыль и постоянные нагрузки на инструмент негативно сказываются на его работе. В процессе эксплуатации сила удара может заметно снизиться или исчезнуть совсем.
Как работает перфоратор и почему он «отказывается» долбить?
Ударный механизм перфоратора
Большинство современных перфораторов имеют электропневматический ударный механизм. «Электро» – потому, что механика приводится в движение электродвигателем, а «пневматический» означает, что боек, бьющий по хвостовику бура, приводится в движение воздухом.
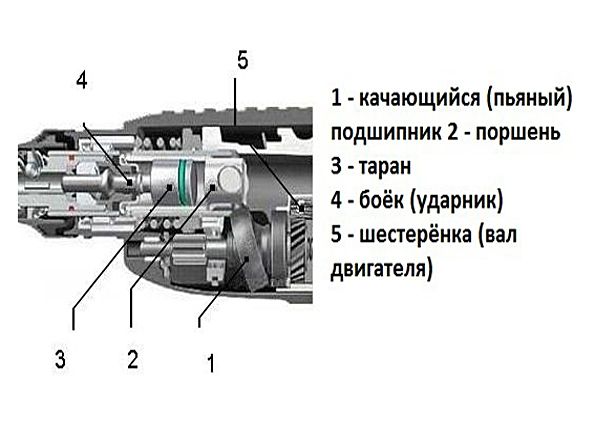
Схема перфоратора
- Шестерня передачи вращения от двигателя
- «Пьяный» подшипник
- Поршень
- Ударник («летающий поршень»)
- Ствол
- Боек
- Патрон SDS
При нажатии на кнопку двигатель передает вращение валу с «пьяным» подшипником, который в свою очередь приводит в движение поршень внутри ствола.
Большинство перфораторов имеют два или три режима работы:
- комбинированный режим: удар и вращение бура;
- режим блокировки вращения: работает только ударный механизм;
- режим блокировки удара: перфоратор можно использовать в качестве дрели или миксера для приготовления строительных смесей.
Причины отсутствия удара
На первый взгляд кажется, что ударный механизм имеет простую конструкцию, и ломаться там нечему. Нагрузка, пыль и вибрация постепенно берут свое. Обычно сила удара снижается по мере износа механизма и в итоге сходит на нет. Резкое исчезновение удара объясняется деформацией или разрушением некоторых деталей.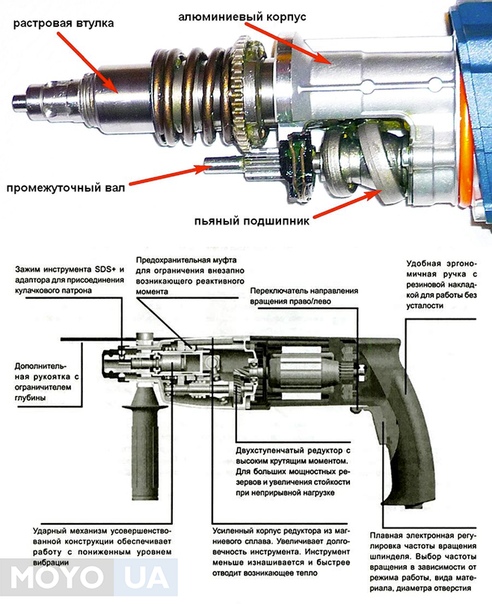
Боек и ударник
Эти детали изготавливают из высокопрочной стали. Боек выходит из строя редко, но втулка, в которой он двигается, поглощает часть ударной энергии и со временем разрушается. Осколки заклинивают боек, и перфоратор перестает бить.
Ударник («летающий поршень») имеет компрессионное кольцо. При его износе часть воздуха проходит в зазор между цилиндром в стволе и ударником. Чем больше износ, тем слабее удар. Проблему решает замена кольца на новое.
Иногда ударная часть «летающего поршня» разбивается о боек. Обычно это результат давления на перфоратор при бурении отверстий. Скорость сверления не увеличивается, но нагрузка на механизм возрастает, что ускоряет износ. Ремонт заключается в снятии фаски на наждачном станке или замене детали.
«Пьяный» подшипник
Он насажен на вал под углом и приводит в движение поршень. При наличии выработки или разрушении подшипник подлежит замене.
Переключатель режимов
Детали механизма могут выйти из направляющих пазов. Это может быть следствием деформации, износа или частой работы инструментом с не полностью включенным режимом. Неисправность устраняется установкой деталей на свои места или заменой на новые.
Это может быть следствием деформации, износа или частой работы инструментом с не полностью включенным режимом. Неисправность устраняется установкой деталей на свои места или заменой на новые.
Смазка
Несвоевременная замена смазки тоже может быть причиной отсутствия удара. Работа перфоратором подразумевает наличие пыли, которая не лучшим образом влияет на свойства смазочных материалов. Пыль может забить отверстия в цилиндре, предназначенные для циркуляции воздуха при работе ударного механизма. Такой же эффект не исключен при использовании слишком густой смазки, не предназначенной для перфораторов.
Что делать, если нет удара в перфораторе
Если инструмент отказывается долбить, необязательно сразу его разбирать или планировать поход в сервис. Иногда причины отказа могут быть элементарными.
В некоторых моделях перфораторов режим удара блокируется реверсом. Достаточно передвинуть рычаг в нужное положение. Аналогичный эффект может быть от не до конца повернутого переключателя режимов.
При вертикальном сверлении пыль и мелкие осколки могут забить патрон и боек под буром. Вынув бур, необходимо очистить патрон от мусора и протолкнуть боек вниз.
Использование дешевых расходников тоже может оказаться причиной неисправности. Хвостовик некачественного бура иногда оказывается расклепанным в виде «грибка» внутри патрона. Не всегда удается извлечь такой бур без разборки патрона.
Качественные расходники, своевременная профилактика и обслуживание гарантированно исключают отказ инструмента в самый неподходящий момент. При появлении намеков на неисправность лучше сразу обратиться в сервис или при наличии опыта произвести ремонт самостоятельно.
Почему перфоратор стал плохо долбить?
Поиск причин слабого удара перфоратора Bosch, Metabo, DeWalt и иных марок актуален для каждого пользователя в ситуации, когда инструмент не способен выполнить возложенные на него задачи. Без ударного режима перфоратор превращается в обычную малооборотистую электродрель, только более тяжелую и дорогостоящую.
Без ударного режима перфоратор превращается в обычную малооборотистую электродрель, только более тяжелую и дорогостоящую.
Принципиальная схема устройства каждого из типов перфораторов (горизонтального либо вертикального) имеет небольшие конструктивные отличия у каждого крупного производителя, но в целом аналогична. В большинстве случаев периодический или слабый бой перфоратора Интерскол, Ryobi, Skil и др. завершается полным отказом в работе, поэтому при первых тревожных симптомах рекомендуется обратиться в сервисную мастерскую для диагностики и устранения неисправности.
Перфоратор плохо бьет – в чем причина?
Если электроинструмент полностью не работает, то наиболее вероятен выход из строя составляющих электрической части – кабеля, кнопки, щеток, электродвигателя. Если же режим сверления функционирует, но перфоратор стал плохо долбить (либо совсем перестал), наиболее вероятны такие поломки:
Если же режим сверления функционирует, но перфоратор стал плохо долбить (либо совсем перестал), наиболее вероятны такие поломки:
- повреждение плавающего («пьяного») подшипника – обычно не выдерживает и разрушается его обойма – или кривошипно-шатунного механизма в «бочковых» моделях;
- износ нуждающихся в периодической замене резиновых колец поршня или ударника;
- выход из строя ударного механизма. Чаще всего некорректное использование инструмента приводит к раскалыванию стального бойка, в результате чего удар становится все слабее и окончательно исчезает;
- износ шлицов расположенной на промежуточном валу муфты сцепления;
- разрушение элементов, входящих в поршневую группу – гильзы и/или поршня.
Вне зависимости от найденного ответа на вопрос, почему слабо долбит перфоратор Макита, P.I.T., Elitech или другого бренда, восстановление его работоспособности заключается в замене дефектных деталей на качественные новые – оригинальные либо лицензионные.
Почему в перфораторе нет удара, почему перестал долбить перфоратор
12.12.2020
Перфоратор с первых месяцев использования определенно приносит пользу и облегчает ручной труд мастера. Этот электроинструмент испытывает мощнейшие нагрузки, обратную отдачу, постепенно разрушающую все движущие части. Вечных механизмов при подобных испытаниях не бывает. Периодически возникают поломки, а перед покупкой лучше хорошо изучить принципиальное внутреннее устройство.
Многие домашние мастера недоумевают, почему перестал долбить перфоратор. Это обычное и естественное явление. При попытке прижать бур к стене не происходит ударного воздействия, остаётся только вращение или вся система вовсе не движется. Всё это может сопровождаться запахом горелой проводки, искрами или пустым гудением на месте.
Основные причины неполадки
Прежде, чем понять, почему нет удара в перфораторе, необходимо смотреть на общую картину, возникающую при попытке использовать инструмент.
- Неправильная установка подшипников. Они стоят криво относительно перпендикуляра к оси. Это вызывает сильные биения и износ. Известны случаи, когда толщина была уменьшена приблизительно в три раза. Такая деформация чревата отсутствием прижима рабочих частей и передачи вращения с ударом. Слышен стук, но это холостая работа.
- Проблемы с переключателем режимов. Это каверзная часть, поэтому лучше выбирать перфораторы, способные только к ударной работе. Направляющие пазы изнашиваются, становятся значительно шире. Это исключает нормальное зацепление. Обычно данная часть меняется в сборе, нет смысла искать её составляющие детали. Стоит этот ремонт недорого, но это наиболее частая поломка.
- Набитые пылью рабочие части являются причиной заклинивания. В редких случаях проходит слабый удар, не приносящий желаемого результата. Перфораторы требуют регулярной чистки и смазки. Даже притирка рабочих поверхностей может заклинить систему.


Наиболее сложной поломкой считается износ храповика. Самому побороть эту проблему не получится из-за непростой конструкции.
Ремонтировать самостоятельно или отдать специалисту
Лучше обращаться к профильным ремонтным мастерским. Они часто имеют набор узкоспециализированного инструмента, отверток и ключей, позволяющих открывать каверзные соединения, оставленные производителями. Также необходимо иметь определенный опыт в общении с кинематикой, электродвигателями, проводкой.
При попытках самостоятельного ремонта можно усугубить ситуацию, а электроинструмент будет частично разобран на металлолом, после чего остатки отправляются в мусорный бак. Это нормально, если восстановление нецелесообразно, но большинство образцов губят сами владельцы. Также желательно найти сертифицированный ремонтный сервис от производителя. Стоимость обслуживания там будет дороже, но там точно поймут, почему не бьёт перфоратор.
Все беды от поддельного инструмента
Лучше приобретать такие серьезные электроинструменты от компаний, работающих напрямую с производителем. Это даст гарантию подлинности. Покупатели, находящиеся по другую сторону прилавка, не подозревают, насколько рынок наполнен подделками. Наш интернет-магазин «Электро Ряд» работает напрямую с производителями или с официальными дистрибьюторами компаний, что позволяет гарантировать подлинность
Это даст гарантию подлинности. Покупатели, находящиеся по другую сторону прилавка, не подозревают, насколько рынок наполнен подделками. Наш интернет-магазин «Электро Ряд» работает напрямую с производителями или с официальными дистрибьюторами компаний, что позволяет гарантировать подлинность
Ремонт Перфоратора — HYUNDAI
Ремонт Перфоратора.
Перфоратор – это мощный профессиональный инструмент. Перфоратор используется при строительных и отделочных работах, во время ремонта и монтажа конструкций.
Экстремальная среда, в которой преимущественно находится перфоратор, является его главным врагом. Как и любой сложный механизм он также состоит из большого числа подвижных частей. Они склонны к трению, перегреву, выходу из строя из-за низкого качества и неправильной эксплуатации. Рассмотрим типичные неисправности перфоратора и советы по ремонту.
Причины поломки перфоратораЛюбой перфоратор состоит из электродвигателя, редуктора, патрона и ударного механизма. Эти детали наименее подвержены износу, поэтому основные причины его поломки – внешние, такие как пыль и мелкая стружка.
Эти детали наименее подвержены износу, поэтому основные причины его поломки – внешние, такие как пыль и мелкая стружка.
Для разных режимов работы с разными материалами требуются свои меры защиты. Профилактической мерой при сверлении потолка, например, станет надетая на корпус половинка детского резинового мяча.
Пыль, которая находится в воздухе, попадает на статор и изнашивает его. Кроме того, перфоратор рассчитан на работу в нескольких режимах: вращение, бой, вращение с боем. Механизм их переключения нередко выходит из строя. Еще одним уязвимым местом и потенциальной причиной поломок является патрон, в который вставляют сверла и буры.
Не работает перфораторТипичными неисправностями перфоратора являются следующие:
• не включается кнопка «пуск»,
• снизилась мощность перфоратора,
• увеличилась вибрация, усилился шум двигателя,
• появилось искрение и запах гари,
• износился боек перфоратора.
Как разобрать перфоратор?
Чтобы определить и устранить неисправность, перфоратор следует разобрать. Последовательность разборки обычно сводится к нескольким действиям:
- снимите резиновый наконечник, кольцевую пружину, кожух муфты, фиксирующей бур,
- удалите фиксирующий шарик,
- поверните переключатель режимов работы в крайнее положение, нажмите на фиксирующую кнопку и демонтируйте ручку переключателя,
- снимите заднюю накладку на ручку, извлеките щетки двигателя,
- открутите винты в районе бура и снимите корпус инструмента,
- открутите винты, фиксирующие статор и снимите ротор электродвигателя.
Для ремонта даже такого сложного устройства как перфоратор, потребуется лишь несколько инструментов и материалов. Например, мультиметр или тестер, набор гаечных ключей и отверток, спирт, ветошь, перочинный нож, изолента и смазка.
Большинство деталей, подверженных поломке и выходу из строя в перфораторе, проще сразу заменить на новые. Уязвимыми деталями являются:
- механизм кнопки включения,
- подшипники,
- питающий кабель,
- щетки,
- статор,
- якорь.
Если перфоратор не включается, можно начать проверку с кнопки «Пуск». Для начала, отключим перфоратор от сети. Снимаем защитный кожух, чтобы добраться до контактов выключателя и прозваниваем всю цепь. Попутно проверяем провода на обрыв (чаще всего у вилки и непосредственно на участке примыкания к инструменту). Если контакты кнопки в порядке, скорее всего проблема в двигателе.
Если запаха гари нет, обмотки не повреждены, а ротор свободно вращается, значит, изношены щетки. Щеток всегда две, они выполнены из металлографита. Пружинками они прижимаются к коллектору, а в процессе работы стираются и становятся короче. Их давление на коллектор снижается, ухудшается контакт и двигатель перестает нормально работать.
Их давление на коллектор снижается, ухудшается контакт и двигатель перестает нормально работать.
Извлеките щетки и осмотрите их. Проверьте, как они располагаются в держателе, если слишком перекошены, значит, износились. Иногда на них наносят специальную краску, чтобы было видно, что щетку пора менять. Приобретайте новую щетку подходящую только для данной модели электродвигателя.
Если щетки в порядке, дело плохо – поврежден статор или якорь. Их обмотка может быть повреждена следующим образом: обрыв, межвитковый электрический пробой, пробой «на корпус». На данном этапе ремонт лучше передоверить специалистам.
Падение мощности обычно также в первую очередь связано с износом щеток. Если они в порядке – вышел из строя якорь.
Если перфоратор стал усиленно вибрировать, вырываясь из рук, или шумит громче обычного, дело может быть в редукторе. Возможно, износились подшипники, нарушился баланс деталей, перекосились шестерни или образовался люфт. Потребуется либо самостоятельная замена подшипников, либо балансировка, либо замена шестерен.
Сильное искрение и запах гари свидетельствует о поломке якоря, которое повлечет дорогостоящий ремонт.
Боек толкает бур, вращаясь между поршнем и хвостовиком. Чем сильнее вы вжимаете перфоратор в стену, тем чаще происходит удар. Из-за уменьшения хода сила удара становится меньше. Это и выводит из строя боек. Его можно заменить на новый.
Как избежать поломок перфоратора?Регулярная смазка перфоратора (в соответствии с руководством по эксплуатации) должна стать вашей хорошей привычкой. Если не смазывать бур, то из строя быстро выйдут уплотнительные кольца, потом ударник, а затем и все остальное.
Вставляя бур в зажим также наносите на его хвостовик немного смазки. Самый простой вариант – литол, но лучше использовать рекомендованную производителем смазку.
Если на перфораторе появились потеки масла, то ему требуется серьезное сервисное обслуживание. Кстати, потеки обычно свидетельствуют об износе сальников (уплотнительных колец).
Не давите сильно на перфоратор (это не дрель) и не вдавливайте его в стену, берегите от пыли, влаги и перегрева.
Вернуться на главную сервисного центра.
Не включается перфоратор, в чём причина?
На мой взгляд причины лучше искать от простых к сложным.
Некоторые причины не работающего перфоратора не связаны с ним напрямую, или связь косвенная.
Например не работает розетка в которую Вы включаете перфоратор, отключите автомат (электричество), снимите крышку розетки (1 винт), проверьте контакты, при необходимости подтяните их.
Или же розетка не рассчитана на такую мощность, у меня перфоратор на 2,5 кВт даже розетка на 10 Ампер не выдерживает такую нагрузку (максимально допустимая нагрузка для этой розетки 2,2 кВт).
Но в начале пробуйте включить перфоратор в другую розетку и смотрите на результат.
Помимо розеток может быть проблема и с удлинителем, если перфоратор подключаете через него.
Возможно проблемы с вилкой перфоратора, или со шнуром (переломился).
Есть в продаже разборные евро-вилки, да и шнур (силовой кабель) можно заменить.
Так же довольно часто причиной поломки (не включается) перфоратора может быть кнопка включения, кнопку тоже можно заменить на новую.
Возможно произошёл полный износ щёток, или ослабли держатели тех самых щёток коллектора.
Возможно перфоратор давно не чистили и выгорели ламели, или критически загрязнены ламели коллектора.
Более серьёзная причина, произошло короткое замыкание, из-за которого вышел из строя ротор, или же статор перфоратора.
Возможно вышел из строя (и опять же наиболее вероятная причина, это загрязнение) переключатель режимов работы перфоратора.
А возможно произошёл пробой обмотки или якоря, или статора.
Помимо сетевых перфораторов есть в продаже и вот
такие аккумуляторные перфораторы, причина не включения может быть в севшем (полностью) аккумуляторе, или аккумулятор вышел из строя, требуется его полная замена.Если проблема в щётках, то из личного опыта могу посоветовать покупать и менять сразу обе щётки, даже если износ обнаружили только на одной.
Если причина в загрязнении инструмента, то нужна его чистка, разборка, смазка и причём все эти мероприятия нужно проводить периодически.
Так же причиной поломки перфоратора может стать не правильное его хранение и эксплуатация.
Так к примеру если перфоратор хранится при низких температурах, то нельзя его сразу включать, смазка густеет при отрицательных температурах, это может привести к проблемам и плюс конденсат из-за резкого перепада температур.
Перед включением перфоратора занесите его в помещение и оставьте на несколько часов.
Как правильно выбрать перфоратор — совет от компании FIT
Отбойные молотки. Виды и особенности использования
Первые отбойные молотки (станковые) использовались при строительстве тоннеля между городами Модан (Франция) и Бардонеккья (Италия) в 1857-71 году. Сконструировал эти машины инженер Жермен Соммейе. Позднее Георг Лайнер изобрел первый переносной перфоратор, конструкция которого была во многом схожа с конструкцией современного отбойного молотка.
В 30-х годах 20 века первые отбойные молотки появились и в нашей стране. Наверное, всем известен Алексей Стаханов – знаменитый шахтер Советского Союза, о подвиге которого знала вся страна (перевыполнение плана добычи угля — за смену Стаханов и его помощники добыли 102 тонны угля вместо положенных 7). Ведь новое оборудование, а именно мощные отбойные молотки, сыграло в этом событии большую роль. Стаханову посмертно установили памятник в Луганской области, где шахтер изображен с отбойным молотком на плече.
мужчина работающий с отбойным молотоком
Да и в бытовых нуждах он иногда может пригодиться (домашнему мастеру, например, может понадобиться перенести дверной проем в доме, демонтировать стены или же разбить мерзлую почву).
Какие бывают отбойные молотки
Отбойный молоток – инструмент, основной задачей которого является разрушение прочных материалов, таких как асфальт, горные породы, бетон, кирпичные сооружения, мерзлый грунт.
Позднее Георг Лайнер изобрел первый переносной перфоратор, конструкция которого была во многом схожа с конструкцией современного отбойного молотка.
В 30-х годах 20 века первые отбойные молотки появились и в нашей стране. Наверное, всем известен Алексей Стаханов – знаменитый шахтер Советского Союза, о подвиге которого знала вся страна (перевыполнение плана добычи угля — за смену Стаханов и его помощники добыли 102 тонны угля вместо положенных 7). Ведь новое оборудование, а именно мощные отбойные молотки, сыграло в этом событии большую роль. Стаханову посмертно установили памятник в Луганской области, где шахтер изображен с отбойным молотком на плече.
мужчина работающий с отбойным молотоком
Да и в бытовых нуждах он иногда может пригодиться (домашнему мастеру, например, может понадобиться перенести дверной проем в доме, демонтировать стены или же разбить мерзлую почву).
Какие бывают отбойные молотки
Отбойный молоток – инструмент, основной задачей которого является разрушение прочных материалов, таких как асфальт, горные породы, бетон, кирпичные сооружения, мерзлый грунт. Рассмотрим конструкцию этого устройства на примере простого пневматического отбойного молотка. Это поршневая машина ударного действия, которая работает под воздействием сжатого воздуха. Специальный воздухораспределительный механизм преобразовывает энергию сжатого воздуха в механическую, чем обеспечивает активность ударника. В общем, строение отбойного молотка очень напоминает строение перфоратора, но отсутствует механизм вращательных движений долота. Основная функция данного инструмента – это мощный удар. Рабочей частью служит пика, которая может иметь разные формы (ломик, лопатка, зубило).
Отбойные молотки бывают профессиональные и бытовые. Определяется принадлежность инструмента к той или иной группе такими показателями, как мощность, сила удара и частота удара. По весу можно разделить все молотки на легкие (до 6 кг), средние (до 10 кг) и тяжелые (до 30 кг). Первые предназначены для разовых, периодических работ, вторые отлично подходят для горизонтальных работ, третьи – для грунтовых работ, требующих особой мощности оборудования.
Рассмотрим конструкцию этого устройства на примере простого пневматического отбойного молотка. Это поршневая машина ударного действия, которая работает под воздействием сжатого воздуха. Специальный воздухораспределительный механизм преобразовывает энергию сжатого воздуха в механическую, чем обеспечивает активность ударника. В общем, строение отбойного молотка очень напоминает строение перфоратора, но отсутствует механизм вращательных движений долота. Основная функция данного инструмента – это мощный удар. Рабочей частью служит пика, которая может иметь разные формы (ломик, лопатка, зубило).
Отбойные молотки бывают профессиональные и бытовые. Определяется принадлежность инструмента к той или иной группе такими показателями, как мощность, сила удара и частота удара. По весу можно разделить все молотки на легкие (до 6 кг), средние (до 10 кг) и тяжелые (до 30 кг). Первые предназначены для разовых, периодических работ, вторые отлично подходят для горизонтальных работ, третьи – для грунтовых работ, требующих особой мощности оборудования. В основном отбойный молоток применяют для демонтажа строительных конструкций. Принцип его действия – зубило получает импульс от механизма и передаёт его на разрушаемое основание. Внутреннее устройство и технические параметры этого инструмента определяет вид привода. Молоток работает от сжатого воздуха, бензина или электричества.
В зависимости от типа используемой энергии выделяют следующие виды молотков:
гидравлические
пневматические
бензиновые
электрические
Пневматические отбойные молотки
Конструкция такого молотка была описана в первой части статьи. Специальный компрессор поставляет сжатый воздух через резиновый шланг, приводя в действие ударное устройство инструмента. Вес пневматических инструментов, как правило, небольшой, они достаточно компактны, идеально подходят для длительных работ. Важное преимущество таких инструментов заключается в возможности их использования в местах с повышенной влажностью, сильной запыленностью и в пожароопасных условиях.
В основном отбойный молоток применяют для демонтажа строительных конструкций. Принцип его действия – зубило получает импульс от механизма и передаёт его на разрушаемое основание. Внутреннее устройство и технические параметры этого инструмента определяет вид привода. Молоток работает от сжатого воздуха, бензина или электричества.
В зависимости от типа используемой энергии выделяют следующие виды молотков:
гидравлические
пневматические
бензиновые
электрические
Пневматические отбойные молотки
Конструкция такого молотка была описана в первой части статьи. Специальный компрессор поставляет сжатый воздух через резиновый шланг, приводя в действие ударное устройство инструмента. Вес пневматических инструментов, как правило, небольшой, они достаточно компактны, идеально подходят для длительных работ. Важное преимущество таких инструментов заключается в возможности их использования в местах с повышенной влажностью, сильной запыленностью и в пожароопасных условиях. Гидравлические отбойные молотки
Это инструменты, в работе с которыми в качестве привода используются гидравлические насосные станции. Гидравлический привод имеет ряд преимуществ. Во-первых, такой привод значительно легче, чем компрессор для пневматических инструментов. Компактность привода и самого молотка позволяет работать в тесных и труднодоступных местах. Во-вторых, такие отбойные молотки производят значительно меньше шума, отсутствуют выхлопы. Комплект привод-молоток не чувствителен к погодным условиям, влажности и запыленности. В-третьих, такой инструмент прост в эксплуатации, не требует особых материальных затрат, надежен и долговечен.
Бензиновые отбойные молотки
Такие модели имеют свои преимущества и недостатки. Работая от топливного двигателя, устройства весьма мобильны, что важно при определенных условиях работы, в то же время они постоянно нуждаются в топливе, не экологичны, производят много шума и вибрации.
Электрические отбойные молотки
Самые востребованные модели оснащены электрическим двигателем.
Гидравлические отбойные молотки
Это инструменты, в работе с которыми в качестве привода используются гидравлические насосные станции. Гидравлический привод имеет ряд преимуществ. Во-первых, такой привод значительно легче, чем компрессор для пневматических инструментов. Компактность привода и самого молотка позволяет работать в тесных и труднодоступных местах. Во-вторых, такие отбойные молотки производят значительно меньше шума, отсутствуют выхлопы. Комплект привод-молоток не чувствителен к погодным условиям, влажности и запыленности. В-третьих, такой инструмент прост в эксплуатации, не требует особых материальных затрат, надежен и долговечен.
Бензиновые отбойные молотки
Такие модели имеют свои преимущества и недостатки. Работая от топливного двигателя, устройства весьма мобильны, что важно при определенных условиях работы, в то же время они постоянно нуждаются в топливе, не экологичны, производят много шума и вибрации.
Электрические отбойные молотки
Самые востребованные модели оснащены электрическим двигателем.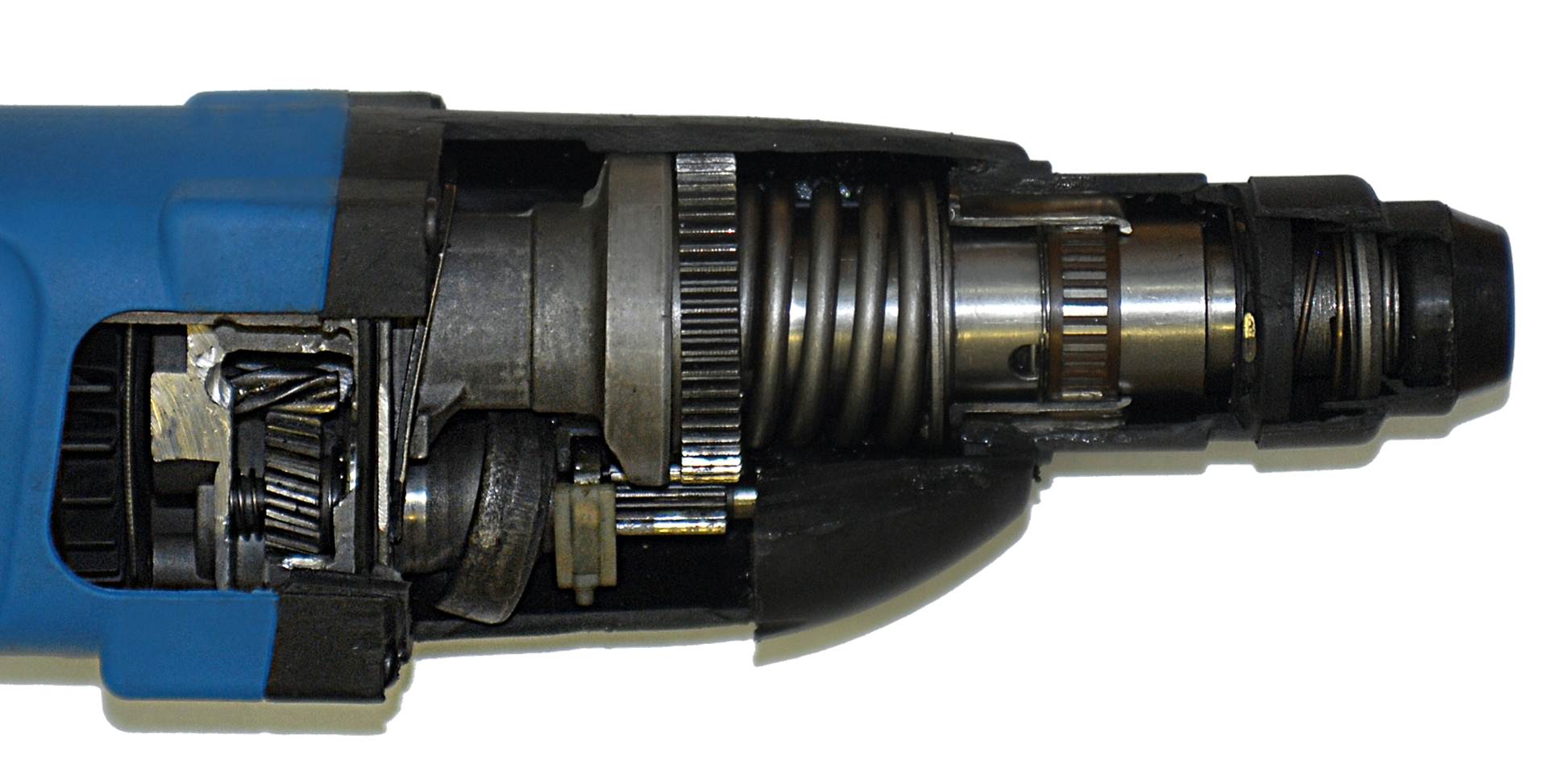 Он обеспечивает инструмент малым весом, высокой производительностью и простотой применения без дополнительного оборудования. Кнопка запускает электродвигатель, к которому присоединён шатун, преобразующий вращение ротора в возвратно-поступательное движение оснастки.
Электрическим молотком обычно работают внутри зданий, в условиях нормальной влажности, с учетом, что помещения не имеют повышенных требований к противопожарной безопасности. Так как ударный электроинструмент приводит к искрообразованию.
Боек, расположенный в корпусе инструмента, в таком отбойном молотке приводится в движение электрическим двигателем. Как правило, электрические молотки легче по весу, нежели бензиновые, и в то же время не уступают своим собратьям в производительности. Тем не менее, мобильность этих инструментов очень низкая (необходима сеть), а также существует риск возгораний и взрывов при работе в условиях, где нельзя допускать искрения. Во многих современных инструментах присутствует функция электронного регулирования силы удара и скорости работы.
Он обеспечивает инструмент малым весом, высокой производительностью и простотой применения без дополнительного оборудования. Кнопка запускает электродвигатель, к которому присоединён шатун, преобразующий вращение ротора в возвратно-поступательное движение оснастки.
Электрическим молотком обычно работают внутри зданий, в условиях нормальной влажности, с учетом, что помещения не имеют повышенных требований к противопожарной безопасности. Так как ударный электроинструмент приводит к искрообразованию.
Боек, расположенный в корпусе инструмента, в таком отбойном молотке приводится в движение электрическим двигателем. Как правило, электрические молотки легче по весу, нежели бензиновые, и в то же время не уступают своим собратьям в производительности. Тем не менее, мобильность этих инструментов очень низкая (необходима сеть), а также существует риск возгораний и взрывов при работе в условиях, где нельзя допускать искрения. Во многих современных инструментах присутствует функция электронного регулирования силы удара и скорости работы. Молотки отбойные электрические
Выбор модели отбойного молотка
В зависимости от вида деятельности в отбойный молоток ставят пику, зубило, лопатку. Например, нужно рубить канал под электрический кабель. Рекомендуем – молоток отбойный электрический 85101 (MAX PRO). Шестигранный патрон (17 мм) принимает зубило. Оснастка также справляется с асфальтовым покрытием, штукатуркой. Ударной силы около 15 Дж достаточно для рыхления глины, хрупкого кирпича, бетона. Потребляемая мощность агрегата – 1100 Вт. В комплект входит набор запасных щеток, для самостоятельной замены.
Максимальную частоту ударного воздействия можно довести до 3900 оборотов/в минуту. Отдача на руки снижена за счет антивибрационной рукоятки. Прорезиненное покрытие и дополнительная ручка не скользят, обеспечивают надёжное удержание инструмента и точность наведения. Двигатель защищен от механических повреждений металлическим корпусом. Вес молотка – 6,4 килограмма.
Видеообзор молотка отбойного MAX PRO 85101
Молоток отбойный электрический 85105 (MAX PRO) – это более тяжелая модель, с массой около 13,5 кг.
Молотки отбойные электрические
Выбор модели отбойного молотка
В зависимости от вида деятельности в отбойный молоток ставят пику, зубило, лопатку. Например, нужно рубить канал под электрический кабель. Рекомендуем – молоток отбойный электрический 85101 (MAX PRO). Шестигранный патрон (17 мм) принимает зубило. Оснастка также справляется с асфальтовым покрытием, штукатуркой. Ударной силы около 15 Дж достаточно для рыхления глины, хрупкого кирпича, бетона. Потребляемая мощность агрегата – 1100 Вт. В комплект входит набор запасных щеток, для самостоятельной замены.
Максимальную частоту ударного воздействия можно довести до 3900 оборотов/в минуту. Отдача на руки снижена за счет антивибрационной рукоятки. Прорезиненное покрытие и дополнительная ручка не скользят, обеспечивают надёжное удержание инструмента и точность наведения. Двигатель защищен от механических повреждений металлическим корпусом. Вес молотка – 6,4 килограмма.
Видеообзор молотка отбойного MAX PRO 85101
Молоток отбойный электрический 85105 (MAX PRO) – это более тяжелая модель, с массой около 13,5 кг. Инструмент также оснащен шестигранным патроном (30 мм), но под более крупное зубило. Шестигранники плотно держат оснастку, долго служат, не стачиваются. Электроинструмент используют для тяжелых строительных работ, рубят арматуру, бетон, рушат стены, камень. Молоток полностью заменяет перфоратор. Так как может долго работать в интенсивном режиме. Сила удара – 45 Дж. Максимальное число биений – 1400 ударов в минуту. Мощность двигателя – 1500 Вт.
Видеообзор молотка отбойного MAX PRO 85105
Для наших моделей характерен высокий уровень электробезопасности. Отбойные молотки обеспечены резиновым кабелем, защищающим от случайного удара током.
Все представленные образцы упакованы в пластиковый кейс, удобный при хранении и транспортировке инструмента. Предметы закреплены в ячейках, что исключает их свободное перемещение.
При покупке тяжелого электроинструмента обязательно сверьте потребляемую мощность с возможностями существующей электрической сети. Особенно если имеются ограничения в нагрузках.
Инструмент также оснащен шестигранным патроном (30 мм), но под более крупное зубило. Шестигранники плотно держат оснастку, долго служат, не стачиваются. Электроинструмент используют для тяжелых строительных работ, рубят арматуру, бетон, рушат стены, камень. Молоток полностью заменяет перфоратор. Так как может долго работать в интенсивном режиме. Сила удара – 45 Дж. Максимальное число биений – 1400 ударов в минуту. Мощность двигателя – 1500 Вт.
Видеообзор молотка отбойного MAX PRO 85105
Для наших моделей характерен высокий уровень электробезопасности. Отбойные молотки обеспечены резиновым кабелем, защищающим от случайного удара током.
Все представленные образцы упакованы в пластиковый кейс, удобный при хранении и транспортировке инструмента. Предметы закреплены в ячейках, что исключает их свободное перемещение.
При покупке тяжелого электроинструмента обязательно сверьте потребляемую мощность с возможностями существующей электрической сети. Особенно если имеются ограничения в нагрузках.
Как правильно выбрать перфоратор? —
27.08.2018
Основное назначение перфораторов это сверление бетона, камня, кирпича и долбление отверстий. Однако при наличии дополнительных режимов, список материалов, с которыми он может работать, значительно увеличивается.
Самая первая и очевидная классификация перфораторов это по весу — перфораторы бывают легкие, средние и тяжелые.
Легкие (до трех килограмм) — бытовые и профессиональные перфораторы малой мощности до 800 Ватт.
Средней (до 5 килограмм) — бытовые также и профессиональные перфораторы средней мощности до киловатта для более сложных задач и тяжелые (более 5 килограмм) — профессиональный инструмент высокой мощности от одного киловатта.
Данная классификация достаточно условна, так как хватает примеров, не отвечающих этим условиям, но общую тенденцию она отображает.
Перфораторы делятся на несколько типов по расположению двигателя.
1й — это соосный потому, что двигатель и ударный механизм находится на одной оси, или как их ещё называют, с горизонтальной компоновкой и несоосные, или перфоратор с вертикальной компоновкой.
Горизонтальная компоновка используется на легких и средних перфораторах, вертикальная в основном на тяжелых.
Самым важным параметром при выборе инструмента является сила удара, если придерживаться деления перфораторов на три класса, то мы получим следующую градацию. Легкие модели будут иметь силу удар от 1 до 3 Дж, средний от 3 до 10 Дж и тяжелые от 10 до 30 Дж. Чем более сильный удар у инструмента, тем больше диаметр отверстия вы сможете пробурить, и тем быстрее он сможет выполнить более сложные работы. Однако, это не значит что нужно гнаться за большей силой удара, например, самыми популярными на рынке являются перфораторы с энергия удара до 3 Дж, так как они отлично подходят для отделочных работ, где необходимо сверлить отверстие небольших диаметров, их применяют в работе как в домашних условиях, так и нередко их можно встретить на строительных площадках.
Важная информация. В отличие от ударной дрели, где вы можете нажатием регулировать силу удара, у перфоратора эта энергия всегда одинакова. Поэтому я не рекомендую вам излишне давить на перфоратор, иначе это может привести к преждевременному износу внутренних деталей или же выходу из строя инструмента.
У перфораторов бывают 3 режима работы: первый режим это сверление его еще можно назвать безударный. Перфоратор используется в этом режиме для обычного сверления разных материалов, таких как кафель, дерево, металл, пластик и бурение отверстий алмазными коронками. При работе в этом режиме необходим ключевой или быстрозажимной патрон с переходником или предусмотренные производителями специальный сменный патрон.
Сверление с ударом
Основной режим работы перфоратора подходящий для бурения отверстий в бетоне, кирпиче и камне
Долбление
Переключаться на этот режим следует, когда вам необходимо сделать штробу или какой-либо углубление в стене, произвести демонтаж. Перфоратор в этом режиме фактически можно использовать, как отбойный молоток, стоит так же понимать, что это не основной режим работы у перфоратора.
Перфоратор в этом режиме фактически можно использовать, как отбойный молоток, стоит так же понимать, что это не основной режим работы у перфоратора.
На данный момент используются три основных типа патрона: это sds+, sds-quick и sds-max
Самый распространенный тип патрона — sds-plus, используется в легких и средних перфораторах, а в тяжелых в основном sds-max, патрон sds quick является разработкой компании bosch и используется только ими.
Реверс у перфораторах бывает трех типов: ламельный или флажковый, как правило, устанавливается на бытовые модели. Удобно, однако, боится пыли. Кнопочный реверс , так же удобен и так же как и флажковый боится пыли. Щеточный реверс более надежен, нежели чем флажковый и кнопочный, также значительно продлевает ресурс электрощеток перфоратора.
Несколько советов
Используйте смазку для буров, она значительно увеличит срок службы патрона, также смазку необходимо использовать у перфораторов с обслуживаемым редуктором.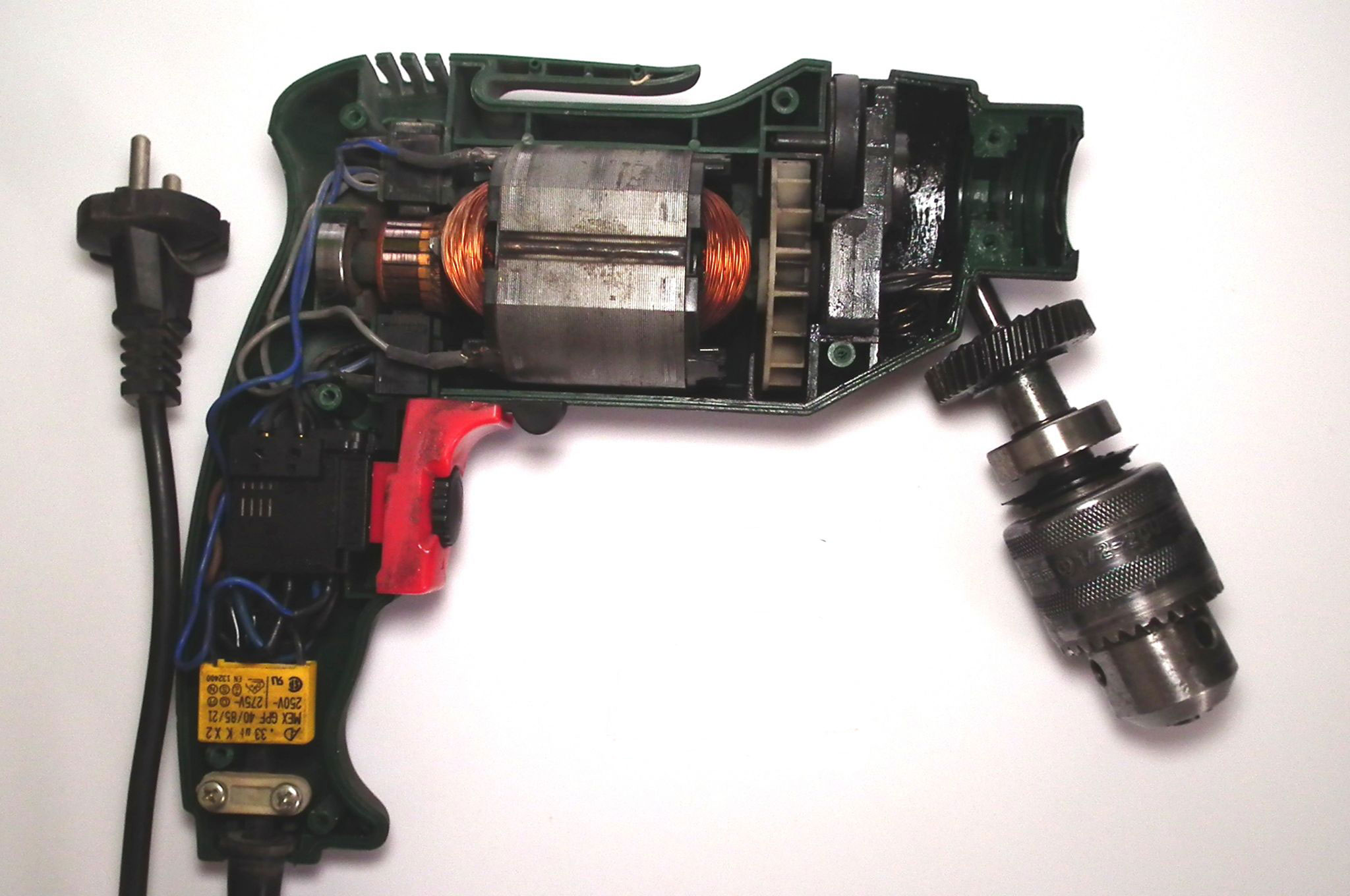 Производители всегда указывает период замены в инструкции.
Производители всегда указывает период замены в инструкции.
Не рекомендую работать ключевым патроном в режиме удара или режиме сверления с ударом, как правило, патрон не выдерживает
Выбрать перфоратор
Поделитесь с друзьями:Рождение отверстия — Основы перфорации
Процесс перфорации
Цели программы
- Определение зазора штампа
- Проиллюстрируйте шесть этапов процесса перфорации
- Объясните преимущества использования спроектированного зазора штампа
- Упрощение технического обслуживания пуансонов эжекторного типа
Динамика процесса перфорации часто рассматривается как простой двухэтапный процесс прохождения пробойника через кусок листовой стали и последующего извлечения пробойника из отверстия.
На самом деле перфорация отверстия состоит из шести шагов. Эта часть программы подробно иллюстрирует каждый из этих шагов.
Клиренс
В течение многих лет производители инструментов использовали 5% толщины заготовки с каждой стороны в качестве стандартного зазора между пуансоном и матрицей. Это обеспечило приемлемую высоту заусенцев и контроль над пробками. Исследования и испытания показали, что радикальное увеличение зазора между пуансоном и матрицей может уменьшить высоту заусенцев до минимальной точки, одновременно увеличивая срок службы инструмента в несколько раз.
Побочным эффектом этого подхода является вытягивание слагов. Подпружиненный выталкивающий штифт, выступающий из центра поверхности пуансона, в большинстве случаев решит проблему вытягивания пули.
Существует два способа описания зазора между пуансоном и матрицей (матрицей). Это Всего и на сторону . Чтобы свести к минимуму путаницу, эта программа будет использовать зазор на сторону в качестве стандарта. Символ Delta (i) используется для обозначения зазора на сторону.
Символ Delta (i) используется для обозначения зазора на сторону.
Зазор на сторону — это расстояние между режущими кромками пуансона и матрицы.Это расстояние между пуансоном и матрицей сохраняется по всему периметру.
Пример: Технический зазор 10 % с каждой стороны для материала толщиной 0,060 дюйма: (0,060 дюйма x 0,10 = 0,006 дюйма)
| 10 % на боковой зазор x 2 | 0,012″ |
| Размер перфоратора | + .500″ |
| Размер отверстия матрицы | .512″ |
Процесс перфорации
Процесс перфорации можно разбить на шесть определяемых этапов.
Каждый шаг содержит элементы, важные для всего процесса. Понимание этих шагов поможет в выборе конструкции матрицы, инструментальных сталей и зазора между пуансоном и матрицей.
Удар
Удар — это место, где пуансон впервые соприкасается с материалом детали. Есть момент, когда удар останавливается, когда компенсируется люфт и изгиб ползуна и пресса.
Есть момент, когда удар останавливается, когда компенсируется люфт и изгиб ползуна и пресса.
Быстро нарастает сжимающая нагрузка, посылая ударную волну через пуансон.Материал детали начинает выпирать вокруг точки пуансона.
Проникновение
Когда предел текучести материала детали превышает мощность пресса, острие пуансона начинает проникать в поверхность детали. И пуансон, и матрица начинают резать со своих сторон.
Рычаг, создаваемый зазором матрицы, позволяет пуансону сгибать заготовку. Центр пули изгибается в сторону от пуансона, создавая вакуумный карман, который станет важным фактором на последующих этапах.
Перерыв
Как только материал детали деформируется и растягивается до предела прочности, он начинает трескаться между режущими кромками пуансона и матрицы. Впоследствии это приводит к разрыву, обнаруженному в готовом отверстии и на внешнем диаметре заготовки.
Защелкивающийся
Когда пределы растяжения материала детали превышены, заготовка внезапно отделяется от детали. Эта внезапная разгрузка пуансона вызывает обратный удар, который часто приводит к поломке головки пуансона.
Эта внезапная разгрузка пуансона вызывает обратный удар, который часто приводит к поломке головки пуансона.
Snap Thru напрямую зависит от твердости материала детали. Более твердый и прочный материал детали вызывает наибольший удар.
Сравните направление упругости материала детали после того, как заготовка освободилась. При обычном зазоре отверстие в детали закрывает конец пуансона. Заготовка расширилась и застряла в матрице.
При применении Jektole® Clearance происходит обратная реакция, сводящая к минимуму потенциальные проблемы с застреванием пробок. Отверстие в боковой части пуансона вентилирует вакуумный карман, позволяя выталкивающему штифту выталкивать пулю без сопротивления.
Низ
Когда поршень пресса достигает нижней точки своего хода, пуансоны должны входить в матрицу только на расстояние примерно от 0,020 до 0,030 дюйма.
Большее количество проходов вызовет чрезмерный износ, особенно при использовании стандартного зазора. Это также может вызвать вытягивание слизней. Чем дальше вводится пуансон, тем больший вакуум он создает при выходе. Этот вакуум, скорее всего, притянет слизняков.
Это также может вызвать вытягивание слизней. Чем дальше вводится пуансон, тем больший вакуум он создает при выходе. Этот вакуум, скорее всего, притянет слизняков.
Снятие
Изъятие пуансона из материала детали может вызвать до двух третей износа пуансона и привести к вытягиванию заготовок.
Поскольку при стандартном зазоре можно получить отверстие на 0,002 дюйма меньше, чем острие пуансона, при каждом ударе создается условие запрессовки на острие пуансона. Абразивный износ как пуансона, так и матрицы будет чрезмерным.
Jektole® Clearance создает отверстие, которое больше, чем острие пуансона, оставляя посадку с проскальзыванием и устраняя до двух третей износа, возникающего при использовании обычного зазора.
При увеличении зазора размер снаряда уменьшается.Это оставляет его свободным и свободным для подтягивания при снятии. Выталкивающий штифт решает эту проблему, выталкивая пулю из пуансона.
Jektole® Clearance можно применять до тех пор, пока есть средства контроля запотевания.
Плотный зазор
Этот пример также иллюстрирует влияние жесткого зазора. Кольца вокруг острия указывают на то, что материал детали отскочил назад от острия при захвате конца пуансона. Это плотное прилегание к острию привело к выделению тепла, обесцвечивающего область сразу за наконечником, что может повредить его термообработку.Срок службы инструмента из-за теплового повреждения будет снижен.
Вытягивание наконечника пуансона
Сильный узкий зазор может привести к усталости и, в конечном итоге, к отрыву конца пуансона. Обратите внимание на отпечаток шара в области седла шара, указывающий на чрезмерное усилие зачистки, связанное с узким зазором.
Характеристики отверстия
Характеристики отверстия различаются в зависимости от зазора. Регулярный зазор обычно приводит к высокому проценту сдвига или полировки с минимальным перекатыванием и разрывом.Отверстие имеет тенденцию быть меньше, чем точка удара.
Jektole® Clearance обеспечивает низкий процент сдвига или полировки, с большим перекатыванием и разрывом. Размер отверстия будет больше, чем острие дырокола.
Размер отверстия будет больше, чем острие дырокола.
Сравнение размеров отверстий
Сравнение отверстий, перфорированных с помощью Regular Clearance и Jektole® Clearance, показывает преимущество увеличения зазора между пуансоном и матрицей.
По мере увеличения зазора между пуансоном и матрицей размер отверстия по отношению к размеру точки пуансона становится больше, что снижает трение при зачистке и износ.В результате увеличивается срок службы пуансона.
Берр Поколение
Высота заусенца также зависит от зазора пуансона и матрицы. Регулярный зазор во многих случаях дает приемлемые заусенцы. По мере небольшого увеличения зазора высота заусенца увеличивается.
Значительное увеличение зазора между пуансоном и матрицей уменьшит высоту заусенца ниже, чем при обычном зазоре в большинстве случаев применения.
Производительность
Тематическое исследование на холоднокатаной стали толщиной 0,060 дюйма показало трехкратное увеличение срока службы пуансона.
Связь размера отверстия с толщиной заготовки
Общей практикой проектирования и изготовления штамповочного инструмента является применение обычного пуансона к зазору матрицы независимо от размера отверстия.
Наступает момент, когда размер отверстия становится слишком маленьким по отношению к толщине материала детали, чтобы одинаковый зазор был эффективным. Маленькое отверстие приводит к более высокой нагрузке на пуансон, более длинному полированию в отверстии и чрезмерному образованию заусенцев.
Это явление начинает происходить, когда размер отверстия падает ниже 1 1/2 толщины материала детали.В этот момент становится труднее согнуть и аккуратно вырвать пулю.
Увеличение рычага для изгиба и разрушения заготовки может быть достигнуто за счет увеличения зазора между пуансоном и матрицей. 1% на боковой зазор следует добавлять к существующему зазору, когда размер отверстия составляет 1 1/2 толщины материала детали, и увеличивать по мере уменьшения размера отверстия. Размер отверстия, равный толщине материала детали, потребует примерно 4% дополнительного зазора с каждой стороны.
Размер отверстия, равный толщине материала детали, потребует примерно 4% дополнительного зазора с каждой стороны.
Отверстие, полученное в результате отношения диаметра пуансона к толщине материала почти один к одному, будет иметь характеристики, отличные от отверстий большего размера.
Отверстия малого диаметра, которые менее чем в 1 1/2 раза толще материала, будут иметь большую длину полировки, больший заусенец и диаметр отверстия, как правило, меньше, чем диаметр пуансона, что снижает срок службы пуансона и матрица.
Отношение диаметра отверстия к толщине заготовки
Боковые вентиляционные отверстия в пуансонах Jektole® выполняют две функции. Одной из функций является минимизация всасывания при извлечении, которое может вызвать вытягивание пробки.
Другая функция позволяет использовать ключ-замок для блокировки Jektole в убранном положении.Эта функция позволяет заточить пуансон без разборки.
Точечный скол
Полировка и излом на заготовке будут затронуты почти так же, как и в отверстии. Все слаги, изображенные выше, являются результатом 6-процентного зазора между пуансоном и матрицей.
Все слаги, изображенные выше, являются результатом 6-процентного зазора между пуансоном и матрицей.
Заготовки большего диаметра имеют примерно 25% полировки. Это типично для большинства применений, где диаметр отверстия более чем в 1 1/2 раза превышает толщину материала.
Заготовку становится труднее сгибать и выламывать, если размер отверстия менее чем в 1 1/2 раза превышает толщину материала. Обратите внимание, что заготовки меньшего диаметра на иллюстрации имеют значительно большую полировку и меньше ломаются. В этих условиях также увеличивается высота заусенцев. Их диаметр равен толщине материала.
Рычаг необходимо увеличить, чтобы сгибать и выламывать более мелкие пули. Это достигается за счет увеличения зазора между пуансоном и матрицей.Увеличение зазора между пуансоном и матрицей снижает величину давления, необходимого для перфорации отверстия или вырубки пробки.
Проверка зазора
Узнайте больше о нашей Службе проверки клиренса Jektole .
PDF для печати
Специальный инструмент для резки, перфорации, пробивки отверстий и продольной резки
Рисунок 4.1 – Специальные инструменты для резки, листового проката, перфорации, пробивки отверстий и продольной резки
Каждый из специализированных инструментов, перечисленных в блок-схеме, теперь будет рассмотрен более подробно:
МАШИНЫ ДЛЯ ВЫДАВАНИЯ ШТИФТОВ
Небольшие участки высечки могут оставаться в матрице и накапливаться до такой степени, что давят на внутренние края режущих лезвий.Внутреннее давление может привести к поломке режущих лезвий. Матрицы для выталкивания штифтов были разработаны как решение для предотвращения этого налипания. Это также может помочь в удалении отходов из конвертированного полотна.
Рисунок 4.2 — Матрица для извлечения штифта предоставлена RotoMetrics
Матрицы для выталкивания штифтов содержат специальный сжимаемый материал сердцевины, который позволяет закаленным штифтам выталкивателя вжиматься в матрицу при контакте с упором. Когда штифты вращаются с поверхности наковальни, уникальный конструктивный сердечник выталкивает штифты обратно из полости, удаляя отходы из режущей матрицы.
Когда штифты вращаются с поверхности наковальни, уникальный конструктивный сердечник выталкивает штифты обратно из полости, удаляя отходы из режущей матрицы.
Этот революционно новый продукт (разработанный RotoMetrics) не только улучшил существующие методы производства, но и открыл двери для новых рынков, требующих высечки малых форм.
Эта функция представляет собой проверенное решение для задач резки металла по металлу, а также позволяет высекать небольшие детали неправильной формы, которые необходимо удерживать на несущем вкладыше. Адгезионное смещение, вызванное режущим действием лезвий, в прошлом делало это почти невозможным.Используя эту технологию, эти полости теперь можно вырезать начисто и вернуть на место с помощью системы выброса штифта.
Области применения включают одноразовые медицинские изделия, автомобильные прокладки, фармацевтические применения, листы для лазерной печати, неотходные посадочные талоны и чайные пакетики, и это лишь некоторые из них.
Рисунок 4.3. Выталкивающая матрица RotoMetrics с пружиной
ПРУЖИННЫЕ МАТРИЦЫ
Пружинные выталкивающие матрицы предназначены для предотвращения скопления отходов внутри полостей матрицы и облегчения удаления отходов из полотна.Поскольку для выброса материала из полотна на штампах, прорезающих наковальню, используются подпружиненные штифты, пружинно-выталкивающие штампы не нуждаются в сжатом воздухе.
Рисунок 4.4. Показан специальный цилиндр подачи воздуха RotoMetrics
МАТРИЦЫ ДЛЯ ВОЗДУШНО-ЭЖЕКТОРНЫХ ЦИЛИНДРОВ
Цилиндрические матрицы с воздушным выбросом используют сжатый воздух для выдувания отходов резания из полостей в процессе резки, избегая скопления отходов внутри меньших полостей резания. Сила продувки воздуха через каждое отдельное отверстие определяется количеством отверстий в цилиндре и мощностью используемого сжатия воздуха. В соответствии с конкретными требованиями доступны различные типы фильер с воздушным выбросом, а именно:
В соответствии с конкретными требованиями доступны различные типы фильер с воздушным выбросом, а именно:
- В стандартных фильерах с воздушным выбросом используется сжатый воздух, нагнетаемый через отверстие вала для выдувания воздуха из всех отверстий, просверленных в различных полостях. Сила воздуха определяется мощностью воздушного компрессора, а также количеством отверстий на матрице. Для этих типов цилиндров контроль за выбросом отходов практически невозможен.
- В специальных головках цилиндра подачи воздуха используется специальный зонд, который точно входит в отверстие вала и позволяет направлять сжатый воздух только к одному ряду этикеток/полостей на полотне.См. рис. 4.4.
- Многопортовый воздушный эжекционный цилиндр. Разработанные в качестве альтернативы более дорогим патрубкам и охватывающим режущим системам для длинных тиражей и массивным ротационным высекальным прессам с резиновыми вставками и без контроля отходов, в ударно-пневматических системах используются так называемые воздушные вилки для подачи воздуха в каналы. Эти воздушные каналы связаны с отверстиями в полостях.
 Эти воздушные каналы связаны с отверстиями в полостях.
Эти воздушные каналы связаны с отверстиями в полостях.Рисунок 4.5. Многопортовый воздушный эжекционный цилиндр RotoMetrics
Цилиндры выброса воздуха обычно используются в сочетании с устройством для извлечения или сбора отходов, которое было специально разработано для сбора мелких кусочков материала, выдуваемого из матрицы, во избежание скопления отходов в зубчатых колесах или на поверхности цилиндр наковальни.
Вырубка отверстий и выдувание отходов в вакуумный ящик из нержавеющей стали или устройство для сбора отходов производится одновременно. Наконец, собранные отходы будут высосаны промышленным пылесосом.
ВАКУУМНЫЕ (ЧЕРЕЗ ОТВЕРСТИЕ ВАЛА) ВРАЩАЮЩИЕСЯ ЦИЛИНДРЫ
Вакуумные ротационные цилиндры представляют собой альтернативу цилиндрам с воздушным выбросом. Вместо того, чтобы выдувать отходы, вакуумные цилиндры фактически всасывают вырезанные частицы отходов в матрицу. Затем он удаляется через шейки с помощью системы вакуумной экстракции.
Затем он удаляется через шейки с помощью системы вакуумной экстракции.
Проще говоря, вакуумные матрицы оснащены рядом сменных пуансонов, которые собирают отходы с полотна и протягивают их через шейку матрицы с помощью вакуумной насадки. Они специально разработаны для чистого удаления даже мельчайших кусочков отходов с полотна и считаются самым чистым способом удаления отходов с полотна при высечке.
Размер , форма и количество полостей , подлежащих вакуумированию, определяют, следует ли использовать этот тип продукта.Вакуумные штампы также требуют использования вспомогательного вакуумного блока отходов. Вместе с инструментом можно заказать дополнительные пуансоны, и операторы могут быстро и легко заменить любой пуансон на месте, сводя к минимуму время простоя.
Вакуумные системыРисунок 4.6 – Вакуумный цилиндр предоставлен RotoMetrics
также доступны для использования со специально разработанными магнитными цилиндрами со встроенной воздушной системой. В этом случае гибкая матрица имеет отверстия, распределенные по пластине так, чтобы они совпадали с отверстиями в магнитном цилиндре, что позволяет всасывать (или даже выталкивать воздух) отходы высечки.
В этом случае гибкая матрица имеет отверстия, распределенные по пластине так, чтобы они совпадали с отверстиями в магнитном цилиндре, что позволяет всасывать (или даже выталкивать воздух) отходы высечки.
Рисунок 4.7. Перфоратор или листорезная машина со съемным лезвием предоставлены RotoMetrics
СЪЕМНЫЕ ЛИСТЫ И ПЕРФОРАТОРЫ
Перфораторы и листорезные машины со съемными лезвиями бывают разных форматов, в зависимости от конкретного производителя, и могут иметь форму съемного лезвия или плавающего лезвия. каждый из которых может быть выполнен с несколькими прецизионно фрезерованными пазами в одинаковых или специальных местах вокруг валка. Они предназначены для резки полотна для производства таких изделий, как листы формата А4, или для перфорации.Эти линии очень маленьких штрихов пробиты на поверхности этикетки, что позволяет отделить различные части перфорированной этикетки друг от друга, просто отрывая их по пунктирным перфорированным линиям.
Рисунок 4.8 — Перфорированные компьютерные этикетки с отверстиями для звездочки
Посадочные места лезвия фрезерованы и вырезаны с высокой точностью для обеспечения идеального положения. Зажимные планки и ответные зажимы обеспечивают надежную фиксацию лезвий. Быстрая и надежная сборка лезвия гарантируется каждый раз.Для профнастила лезвия обычно изготавливаются для сквозных пропилов, но по запросу могут быть изготовлены и другие высоты.
Листорезная машина или перфоратор, показанные на рис. 4.7, предназначены только для резки насквозь (металл-металл) и не требуют размещения прокладок под лезвиями, как в устройствах некоторых производителей. Однако у него есть регулировочная шайба сбоку от лезвия, чтобы принять давление винтов, удерживающих лезвие в пазу.
Любая деформация от затягивания установочных винтов переносится на прокладку, а не на лезвие.Прорези могут принимать либо перфорирующее лезвие, либо лезвие для листорезной/биговальной машины. Перфорационные лезвия также доступны в нескольких стандартных комбинациях разреза и стяжки или могут быть изготовлены по индивидуальному заказу. Минимальное расстояние между лопастями варьируется в зависимости от диаметра этих блоков.
Перфорационные лезвия также доступны в нескольких стандартных комбинациях разреза и стяжки или могут быть изготовлены по индивидуальному заказу. Минимальное расстояние между лопастями варьируется в зависимости от диаметра этих блоков.
Перфорация и пробивка отверстий (описанные ниже) часто используются вместе и, конечно же, уже давно используются в бизнес-формах с непрерывной и фальцованной звездочкой и в секторах производства компьютерных этикеток для переноса этикеток через печатающие устройства (рис. 4.8) с использованием тракторных, штифтовых или звездчатых систем.
Перфорация может быть вертикальной или горизонтальной и может проходить только через этикетку, через носитель между этикетками или через этикетку и носитель.
Рисунок 4.9 — Перфорационная пластина с типичной схемой разреза и завязки
Перфорация доступна в широком диапазоне прочности, полной или частичной, в зависимости от размера разреза и ширины соединения (называемого «стяжкой»). Количество завязок на дюйм, а также ширина завязки и разреза зависят от веса подложки, типа используемого принтера, типа разрывного устройства и вида обработки, которой будет подвергаться этикетка.
Количество завязок на дюйм, а также ширина завязки и разреза зависят от веса подложки, типа используемого принтера, типа разрывного устройства и вида обработки, которой будет подвергаться этикетка.
В зависимости от производителя перфорация по индивидуальному заказу может быть доступна в зависимости от размера или длины перфорации, или количества штрихов, уменьшающихся или увеличивающихся в размере, и требуемого количества перфораций.
Помимо непрерывных и сложенных веером этикеток, билетов, бирок и бизнес-форм, перфорированные этикетки используются для таких приложений, как купоны, подарочные сертификаты, фармацевтические этикетки, деловые и промышленные приложения.
Перфорированные наклейки также часто используются для выдвижных защитных бирок, которые должны оставаться неповрежденными до тех пор, пока не будет снята заглушка. Такие этикетки можно использовать для герметизации многих продуктов или проектов, включая медицинскую упаковку, специальные бакалейные товары, коробки с программным обеспечением, электронику, игрушки, футляры для компакт-дисков, рукава и уплотнения коробок.
ЦИЛИНДРЫ ДЛЯ ЛИНЕЙНОЙ ПЕРФОРАЦИИ И/ИЛИ РЕЗКИ
Цилиндры для линейной резки и перфорации— это многоцелевые и долговечные прецизионные инструменты, которые обеспечивают оптимальное решение для непрерывной линейной резки и перфорации, а также для обрезки кромок полотен материала (рис. 4.10).
Рисунок 4.10 – Цилиндр для линейной перфорации/резки Kocher+Beck
Они изготовлены из высококачественных материалов , обработаны на новейших станках с ЧПУ и представляют собой многоцелевой инструмент, который является долговечным и высокоточным продуктом.
Линейная или вертикальная , перфорация, вероятно, потребуется для ручного разделения и размещена между рядами этикеток с несколькими значениями ширины (Рисунок 4.11), чтобы можно было разорвать ряды и обрабатывать их по отдельности.В этом случае может потребоваться проведение некоторых тестов для определения надлежащих требований к перфорации.
Может быть предусмотрена очень легкая вертикальная перфорация , которая поможет оператору установить режущие диски. Однако вертикальная перфорация обычно не требуется на полях, поскольку нет необходимости удалять линейные отверстия из несущего листа.
Количество возможных типов перфорации практически не ограничено, причем перфорация подходит для всех типов самоклеящейся бумаги, самоклеящейся пленки, композитных и монолитных материалов, картонной упаковки и металлизированных материалов.Ассортимент широк, включая мелованную бумагу, полиэтилен, полипропилен, полиамид, полиэстер, переработанную бумагу, термобумагу, Tyvek и металлизированный материал.
Рисунок 4.11 – Вертикальная перфорация между рядами
ПРОБИВНЫЕ УСТРОЙСТВА
Технология перфорирования и Высокоточные перфораторы разрабатывались в течение многих лет и сегодня используются в широком спектре приложений для обработки этикеток и связанных с ними рулонных материалов, включая:
- Гладкая и зубчатая перфорация для бланков и компьютерных этикеток, датамайлеров, чайных пакетиков, специализированных самоклеящихся этикеток и ценников и т. д.
 д.
д.- Контурная и профильная перфорация для угловой резки билетов АТБ- и АТБ2-, посадочных талонов, кошельков, парковочных талонов, банкнот, батареек/энергайзеров, защитных этикеток, смарт-карт, солнечных батарей, датакарт, диаграмм, тест-полосок, отверстий для файлов, мяса вставки для лотков, отверстия для пленки, защищенные документы
- Поверхностные отверстия для упаковки фруктов и овощей в пленку, лейкопластырь
- Элементы открывания в упаковке и даже отверстия для соломинок в упаковке для жидкостей
Существуют также инструменты для пробивки микроотверстий , которые предназначены для создания отрывных отверстий в почтовых марках.Отбитые отходы удаляются через полый матричный цилиндр с рабочей шириной до 500 мм. Модули механически или электронно подсоединены к преобразовательной машине. Модуль также может быть установлен на машинах, используемых для производства бизнес-форм. Изменение рисунка пуансона или применение защитной перфорации можно легко осуществить, заменив пуансон и матрицу.
Отверстия, пробитые для целей транспортировки с использованием звездочек или игольчатых этикеток (например, компьютерных этикеток), используются для направления материала в отделочные линии или через матричные, непрерывные лазерные, термотрансферные или термопрямые принтеры (как показано на рисунках 4.8 и 4.11). Они могут быть реализованы в приводке к печатному полотну или с одинаковым шагом на непечатных материалах. Круглые отверстия предпочтительнее, чтобы минимизировать производственные затраты, насколько это возможно. В некоторых случаях используются прямоугольные, овальные или специальные формы.
Несмотря на то, что с годами использование звездочек или этикеток с игольчатой подачей сократилось, по-прежнему существует значительный остаточный спрос на этикетки, поставляемые в этом формате. Основные производители принтеров, такие как OCE, Epson, Xerox и OKI, по-прежнему производят и поддерживают принтеры, в которых используется стационарная звездочка этого типа, сложенная веером.
Для более толстых материалов, таких как билеты, бирки или карточки, часто предпочтительнее фальцовать фальцованные листы, поскольку они остаются плоскими, в отличие от рулонов, которые вызывают скручивание карточек с эффектом памяти. Бирки могут быть доступны в различных конфигурациях размеров, на разных бумагах, а также в различных весах карт или цветах для печати поверх на термотрансферных принтерах. Варианты отделки включают закругление или вырезание углов (рис. 4.12), перфорацию и пробивку отверстий. Также доступны бирки и этикетки для суровых условий и использования вне помещений.Фальцованные этикетки, билеты и бирки могут поставляться в готовых, готовых к использованию упаковках или в чистом/чистом или напечатанном формате, готовых для печати поверх фиксированных или переменных данных.
Рисунок 4.12 – Перфорированные поворотные бирки с перфорацией
Учетные карточки подачи трактора, также известные как учетные карточки непрерывной подачи, используются для многих целей и во многих различных отраслях, предприятиях и производственных процессах. Учетные карточки используются в качестве почтовой бирки, почтовой карточки, производственной карты, квитанции, карты контролируемых веществ, карты закупок, производственной карты, маршрутной карты, инвентарной карты, карты распределения, счетов за воду, квитанции, карты передачи, карты расписания, гондолы. теги, карта стратегических закупок, карта технического обслуживания, карта истории, билет на слайсер, карта регистрации студента, подарочная карта, карта работы, карта уведомления, карта перевода, проездная карта, регистрационная карта, проездной билет и т. д.
Учетные карточки используются в качестве почтовой бирки, почтовой карточки, производственной карты, квитанции, карты контролируемых веществ, карты закупок, производственной карты, маршрутной карты, инвентарной карты, карты распределения, счетов за воду, квитанции, карты передачи, карты расписания, гондолы. теги, карта стратегических закупок, карта технического обслуживания, карта истории, билет на слайсер, карта регистрации студента, подарочная карта, карта работы, карта уведомления, карта перевода, проездная карта, регистрационная карта, проездной билет и т. д.
Перфорированные и перфорированные билеты с отверстиями для трактора или звездочки также используются в качестве перфорированных билетов по краю полки, которые можно использовать для маркировки розничных полок или ценников в системах электронных торговых точек (EPoS) (рис. 4.13).
Рисунок 4.13 – Билеты с пробитыми и перфорированными краями полки
Неклейкие пустые карты легко вставляются в пластиковые и желобчатые полочные держатели и идеально подходят для надпечатки с использованием систем лазерной и струйной печати.
На рис. 4.14 показан типичный инструмент для пробивки/надрезки, состоящий из оправки, на которой крепится набор подшипников и зубчатого колеса, а также любое сочетание дырокола, насечки, прорези или перфорационных колец в соответствии с требованиями конвертера. Лезвия/пуансоны удерживаются на месте установочным винтом, затянутым в V-образный паз на оправке. Установочные винты подшипника затягиваются в направляющее отверстие. Кольца можно отрегулировать по перемычке, а затем снова затянуть установочный винт в новом положении.
Рисунок 4.14 – Типичный инструмент RotoMetrics для пробивки/надрезки
Кольца для вырезания отверстий фрезерованы и имеют стандартные допуски для высечки. Как правило, вырезы отверстий устанавливались на расстоянии 1/2 дюйма от центра к центру вдоль полотна, чтобы соответствовать механизмам тракторной подачи принтеров. Инструмент эволюционировал, теперь он включает формы клиентов и позиционирование, и его можно адаптировать к проекту по мере необходимости.
Пробивные, перфорационные или продольные кольца чрезвычайно устойчивы к износу и могут регулироваться в осевом направлении, обеспечивая максимальную точность перфорации и продольной резки.Количество колец, которые можно разместить на валу, обычно варьируется и может быть отрегулировано в соответствии с индивидуальными требованиями.
Эти инструменты обычно используются в качестве подрезчиков для выполнения надрезов во вкладышах. Прорезь или отверстие для подачи прорезается до лицевой заготовки, и отходы удаляются матрицей отходов при зачистке лицевой заготовки. Пробивные колеса регулируются поперек полотна.
НАРЕЗКА ЭТИКЕТОЧНЫХ ПОЛОС
После печати и высечки с использованием плоских, вращающихся или гибких режущих головок лента этикеток (2, 3, 4 или более отпечатанных этикеток по всей ленте) должна быть преобразована в отдельные этикетки по ширине, чтобы каждая отдельная этикетка могла быть удалены с подложки в последующем процессе нанесения этикетки. Большинство этикетировочных машин, в зависимости от размера этикетки, переработчики производят более одной этикетки по ширине полотна, а это означает, что напечатанное и высечное полотно на каком-то этапе необходимо будет разрезать по длине на отдельные полотна по ширине для перемотки в окончательный размер аппликатора. катушки.
Большинство этикетировочных машин, в зависимости от размера этикетки, переработчики производят более одной этикетки по ширине полотна, а это означает, что напечатанное и высечное полотно на каком-то этапе необходимо будет разрезать по длине на отдельные полотна по ширине для перемотки в окончательный размер аппликатора. катушки.
Для некоторых полотен также может потребоваться удаление ненужных краев с обеих сторон отпечатанного полотна, что обычно называют обрезкой краев. Операции по продольной резке, либо в линии на прессе, либо в автономном режиме на бобинорезной машине, обычно выполняются в продольно-резательной установке, в которой используются режущие головки, которые могут иметь роторную, бритвенную или раздавливающую конструкцию.Фигура. 4.15 показана типичная операция продольной резки ножницами на рулонном этикетировочном прессе.
Рисунок 4.15 – Установка для продольной резки с ножницами ABG International в работе
Эти три основных варианта продольной резки могут быть расширены следующим образом:
- Роторные ножницы для продольной резки. В этом методе продольной резки используются охватываемые и охватываемые дисковые ножи для продольной резки (обычно называемые верхним и нижним лезвиями), которые могут перекрываться или не перекрываться (в зависимости от разрезаемого материала) и соприкасаться друг с другом (Рисунок 4.16). Они вращаются в противоположных направлениях, создавая эффект ножниц. Ротационная продольная резка используется для резки широкого спектра материалов, и аналогичным образом существует широкий спектр конструкций лезвий как для верхних, так и для нижних лезвий. Материал лезвия также варьируется в зависимости от разрезаемого материала, способа резки и других факторов.
 В этом методе продольной резки используются охватываемые и охватываемые дисковые ножи для продольной резки (обычно называемые верхним и нижним лезвиями), которые могут перекрываться или не перекрываться (в зависимости от разрезаемого материала) и соприкасаться друг с другом (Рисунок 4.16). Они вращаются в противоположных направлениях, создавая эффект ножниц. Ротационная продольная резка используется для резки широкого спектра материалов, и аналогичным образом существует широкий спектр конструкций лезвий как для верхних, так и для нижних лезвий. Материал лезвия также варьируется в зависимости от разрезаемого материала, способа резки и других факторов.
В этом методе продольной резки используются охватываемые и охватываемые дисковые ножи для продольной резки (обычно называемые верхним и нижним лезвиями), которые могут перекрываться или не перекрываться (в зависимости от разрезаемого материала) и соприкасаться друг с другом (Рисунок 4.16). Они вращаются в противоположных направлениях, создавая эффект ножниц. Ротационная продольная резка используется для резки широкого спектра материалов, и аналогичным образом существует широкий спектр конструкций лезвий как для верхних, так и для нижних лезвий. Материал лезвия также варьируется в зависимости от разрезаемого материала, способа резки и других факторов.Однако профиль лезвия может быть ключевым фактором общего качества резки. Ножничная резка позволяет получить кромку хорошего качества при высокой скорости линии с небольшим количеством пыли.
Рисунок 4.16. Эти две иллюстрации показывают принцип продольной резки ротационными ножницами.png
- Раскройная резка. При ротационной продольной резке диск из закаленной стали режет вращающийся закаленный цилиндр, опорный ролик или сегмент (рис. 4.17). Используемые диски или ножи затуплены или «закруглены», чтобы раздавить субстрат, а не разрезать его. Когда нож прижимается к опорному валику с достаточным давлением, чтобы продавить подложку, достигается «разрезание».Для достижения наилучших результатов полотно, опорный валик и прижимной валик должны двигаться с одинаковой скоростью. Crush cut, , также известная как резка с надрезом, может быть экономичной, если скорость и качество кромки менее важны.
 При ротационной продольной резке диск из закаленной стали режет вращающийся закаленный цилиндр, опорный ролик или сегмент (рис. 4.17). Используемые диски или ножи затуплены или «закруглены», чтобы раздавить субстрат, а не разрезать его. Когда нож прижимается к опорному валику с достаточным давлением, чтобы продавить подложку, достигается «разрезание».Для достижения наилучших результатов полотно, опорный валик и прижимной валик должны двигаться с одинаковой скоростью. Crush cut, , также известная как резка с надрезом, может быть экономичной, если скорость и качество кромки менее важны.
При ротационной продольной резке диск из закаленной стали режет вращающийся закаленный цилиндр, опорный ролик или сегмент (рис. 4.17). Используемые диски или ножи затуплены или «закруглены», чтобы раздавить субстрат, а не разрезать его. Когда нож прижимается к опорному валику с достаточным давлением, чтобы продавить подложку, достигается «разрезание».Для достижения наилучших результатов полотно, опорный валик и прижимной валик должны двигаться с одинаковой скоростью. Crush cut, , также известная как резка с надрезом, может быть экономичной, если скорость и качество кромки менее важны.Простота продольной резки является одним из ее основных преимуществ, но качество кромки разреза в значительной степени зависит от важных переменных, которые необходимо учитывать.
Рисунок 4.17 – Принцип продольной резки с раздавливанием. Справа показан профиль надрезного ножа и процесс дробления.png
- Нож для резки идеально подходит для тонких пластиковых пленок, очень прост и быстр в установке. Блоки продольной резки позволяют фиксировать острые лезвия бритвенного типа, которые режут подложку, когда она проходит через блок. См. Рисунок 4.18. Хотя лезвия бритвы недорогие, их необходимо часто менять, чтобы обеспечить хорошее качество кромки щели. Бритва для продольной резки имеет самую низкую стоимость установки, являясь самым простым и дешевым методом.Его можно легко адаптировать практически к любому станку, практически в любом месте, и потенциально это самый чистый метод резки, при условии, что разрезаются соответствующие материалы.
 Блоки продольной резки позволяют фиксировать острые лезвия бритвенного типа, которые режут подложку, когда она проходит через блок. См. Рисунок 4.18. Хотя лезвия бритвы недорогие, их необходимо часто менять, чтобы обеспечить хорошее качество кромки щели. Бритва для продольной резки имеет самую низкую стоимость установки, являясь самым простым и дешевым методом.Его можно легко адаптировать практически к любому станку, практически в любом месте, и потенциально это самый чистый метод резки, при условии, что разрезаются соответствующие материалы.
Блоки продольной резки позволяют фиксировать острые лезвия бритвенного типа, которые режут подложку, когда она проходит через блок. См. Рисунок 4.18. Хотя лезвия бритвы недорогие, их необходимо часто менять, чтобы обеспечить хорошее качество кромки щели. Бритва для продольной резки имеет самую низкую стоимость установки, являясь самым простым и дешевым методом.Его можно легко адаптировать практически к любому станку, практически в любом месте, и потенциально это самый чистый метод резки, при условии, что разрезаются соответствующие материалы.Рисунок 4.18. На рисунках показан принцип работы бритвенного станка для продольной резки и процесс продольной резки
Переменные для анализа для каждого типа продольной резки включают размещение продольных ножей, которые могут быть установлены на валу, установлены в отдельных держателях на стержне или установлены в комбинации из двух.Материалы лезвия могут быть любыми: от стали с высоким содержанием хрома до карбида или керамики; углы фаски и заточки режущих лезвий могут варьироваться, как и углы резания, при этом наиболее важной переменной является держатель лезвия.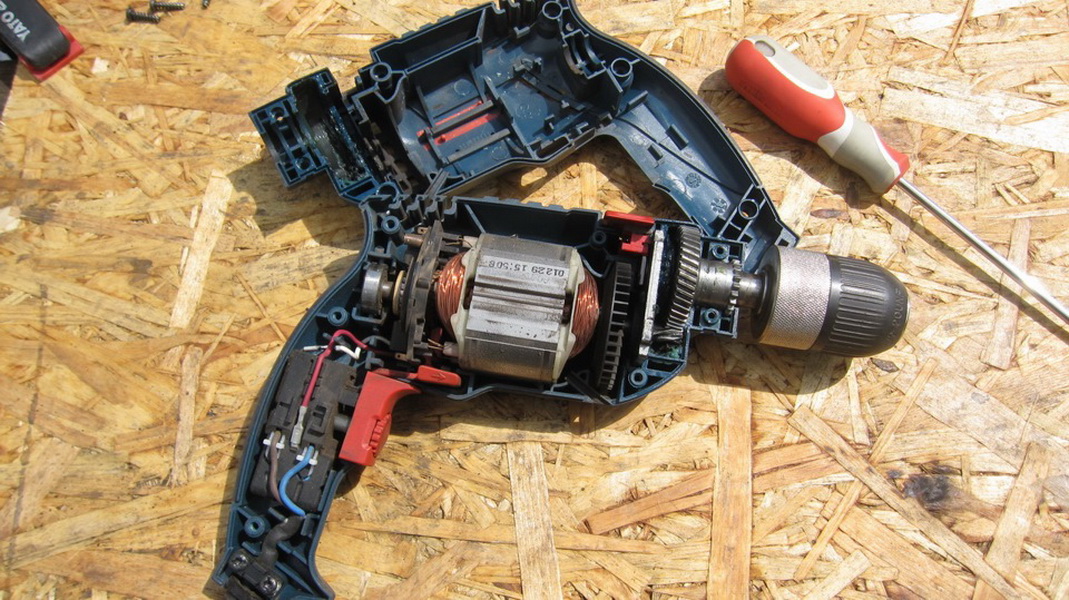 Современные блоки продольной резки способны автоматически позиционировать верхний и нижний ножи, работая по цифровой программе, что устраняет необходимость ручной настройки продольных ножей.
Современные блоки продольной резки способны автоматически позиционировать верхний и нижний ножи, работая по цифровой программе, что устраняет необходимость ручной настройки продольных ножей.
В этикетировочном прессе блок продольной резки обычно располагается в прессе перед блоком перемотки, но может также располагаться в конце размотки пресса, чтобы гарантировать точную ширину полотна, поступающего в пресс.Блок продольной резки будет примыкать к блоку удаления или извлечения отходов, который используется для удаления нежелательных отходов обрезки кромок.
Рисунок 4.19 – Полностью автоматизированный модуль продольной резки от ABG International
Бобинорезные машины обычно используются для резки печатных этикеток, пластиковых пленок, бумаги и металлической фольги. Блок размотки удерживает рулон стабильно и позволяет ему вращаться; он либо тормозится, либо приводится в движение для поддержания точного натяжения материала. Некоторые машины имеют приводную размотку, которая снижает эффект инерции при начале размотки тяжелых рулонов или когда материал очень чувствителен к натяжению.
Некоторые машины имеют приводную размотку, которая снижает эффект инерции при начале размотки тяжелых рулонов или когда материал очень чувствителен к натяжению.
Если держатель не может поддерживать правильные настройки, вся операция продольной резки будет проблематичной. Решения, которые необходимо принять до резки, основаны на характеристиках технологического материала, таких как вес, толщина, гибкость или абразивность. Также важны рабочая ширина станка, ширина щели, рабочая скорость, количество резов, требуемое качество и даже количество наладок в смену и количество смен.
Следует также отметить, что продольная резка также выполняется на больших рулонах этикеточного материала, которые необходимо разрезать на более узкие рулоны перед печатью и преобразованием на узкорулонных печатных машинах.
Высококачественный и эффективный стандартный перфоратор
Alibaba.com предлагает широкий спектр эффективных, мощных и прочных стандартных перфораторов для различных целей металлообработки.Механический пневматический перфоратор с ЧПУ стандартный перфоратор на месте изготовлен из прочных и прочных материалов, которые помогают им выдерживать долгое время после использования в промышленных масштабах и обладают удивительной долговечностью.Эти машины не только экологичны и долговечны, но и энергоэффективны, что помогает бизнесу в долгосрочной перспективе. Эти стандартные пробойники могут сделать все это за вас, начиная от широкого спектра штамповки, прессования, гибки, формовки, резки, неглубокой вытяжки и других работ по металлу.
Вы можете выбрать из множества стандартных перфораторов различных размеров и функций в зависимости от ваших требований и выбора модели.Некоторыми из уникальных особенностей этих стандартных перфораторов являются централизованная система смазки, автоматический возврат масла, шариковый винт и многое другое, что продлевает срок службы этих машин. Жесткая конструкция стандартного перфоратора обеспечивает стыковку штампов, а рамы C-типа обеспечивают более высокую жесткость при низкой деформации. Компактный размер помогает свести к минимуму вибрацию.
Ознакомьтесь с разнообразным ассортиментом стандартных перфораторов на Alibaba.ком и купить эти продукты в рамках вашего бюджета и требований. Эти машины доступны в качестве OEM-заказов с блестящим послепродажным обслуживанием и низкими затратами на техническое обслуживание.
 Оснащенные мощными механизмами и превосходной эффективностью, эти машины невероятно эффективны для промышленных металлообработок и являются экономичными вариантами.Эти стандартные перфораторы импровизированы с использованием модернизированных технологий автоматического управления и, таким образом, работают быстрее, повышая производительность. Ведущие поставщики и оптовые продавцы стандартного перфоратора на сайте предлагают эти качественные станки с поддержкой по конкурентоспособным ценам и с удивительными скидками.
Оснащенные мощными механизмами и превосходной эффективностью, эти машины невероятно эффективны для промышленных металлообработок и являются экономичными вариантами.Эти стандартные перфораторы импровизированы с использованием модернизированных технологий автоматического управления и, таким образом, работают быстрее, повышая производительность. Ведущие поставщики и оптовые продавцы стандартного перфоратора на сайте предлагают эти качественные станки с поддержкой по конкурентоспособным ценам и с удивительными скидками.  Эти автоматические стандартные пробойники поставляются с основными механическими компонентами, которые эффективны и выполняют прецизионную штамповку.
Эти автоматические стандартные пробойники поставляются с основными механическими компонентами, которые эффективны и выполняют прецизионную штамповку.  Они сертифицированы CE, ISO, SGS, ROHS.
Они сертифицированы CE, ISO, SGS, ROHS. Материалы для пуансонов и матриц – пуансоны из инструментальной стали
Технология перфорации
Пробойник является важной, но хрупкой частью узла штампа; это компонент, который, скорее всего, не приведет к снижению производительности.На прочность конструкции влияют материалы и детали конструкции. Таким образом, выбор инструментальной стали играет важную роль в производительности пуансона. Однако выбор инструментальной стали во многом зависит от индивидуальных предпочтений и требований к применению. Успех перфоратора во многом зависит от двух ключевых критериев:
- Физическая взаимозаменяемость
- Прочность конструкции.
Другие ключевые критерии эффективности удара включают следующее: сила; распределение нагрузки; сопротивление усталости.
Требования к пробойнику
Функциональность перфоратора во многом определяется двумя факторами:
- Процесс перфорации
- Величина развиваемых нагрузок
Процесс перфорации подвергает компоненты пуансона воздействию различных сил, включая следующие: сжимающие растягивающие силы; силы трения; и, отклоняющие силы.
Что такое процесс перфорации?
Процесс перфорации требует двух действий:
- Перфорация
- Зачистка
Каждое действие создает различные условия загрузки.Эти два действия должны быть успешно противопоставлены для оптимальной работы компонента.
При ударе пуансон проходит сквозь заготовку, что приводит к отделению заготовок; после этого заготовка проходит через сопрягаемую полость штампа. Нагрузка прикладывается в каждой точке на периферии пуансона и полости штампа. От этих точек в заготовке зарождаются и распространяются трещины до полного отделения заготовок. Отверстие в заготовке соответствует размеру и форме точки пуансона.Точно так же заготовка соответствует полости штампа.
После того, как отверстие и заготовка изготовлены, направление движения пуансона меняется на противоположное, так что он выходит из заготовки. Механизм зачистки часто используется для удержания заготовки во время извлечения пуансона.
Перфорационные нагрузки
Стойкость пуансона в значительной степени зависит от уровней индуцированного напряжения (относительно предела прочности материала компонента). Из-за характера приложенных нагрузок поломка обычно происходит в процессе перфорации, в то время как самый быстрый износ возникает во время зачистки.
Из-за характера приложенных нагрузок поломка обычно происходит в процессе перфорации, в то время как самый быстрый износ возникает во время зачистки.
Для перфораторов серьезной проблемой является поломка головки. Часто эту проблему можно уменьшить, увеличив диаметр хвостовика, чтобы нагрузка распределялась по большей площади, тем самым уменьшая величину напряжения. его склонность к увеличению длины компонента.
Улучшенная стойкость пуансона иногда может быть достигнута за счет радиуса сопряжения, который снижает концентрацию напряжения в критических зонах.Например, выкрашивание режущей кромки может быть уменьшено или устранено путем обработки детали радиусом от 0,002 до 0,004 дюйма или фаски. Эта процедура эффективно увеличивает площадь контакта, что приводит к снижению уровня напряжения.
Сила трения равна нагрузке зачистки и напрямую связана со скоростью эрозии режущих кромок компонента. Факторы, влияющие на величину силы трения и, следовательно, на скорость износа, выражаются следующей формулой: F = uN, где F = сила трения (фунты на дюйм). ), u = коэффициент трения и N = нормальная сила (фунты)
), u = коэффициент трения и N = нормальная сила (фунты)
Выравнивание «Punch-to-Die»
Выравнивание пуансона по отношению к матрице является выражением степени однородности зазора между соответствующими точками на режущей периферии между пуансоном и пуансоном матрицы. Уравнение относительно простое: лучшее выравнивание означает более равномерную штамповку; а более однородная штамповка означает большее количество продукции (с помощью данного штампа в сборе). Неравномерные зазоры подвергают пуансон неуравновешенным нагрузкам.Неуравновешенные нагрузки приводят к прогибу, что в конечном итоге приводит к преждевременному выходу из строя компонента. Чтобы обеспечить совмещение пуансона и матрицы на этапе сборки штампа, особое внимание следует уделить следующим факторам:
- Компонент пределов концентричности
- Влияние отклонений формы на однородность зазора
- Осевые соотношения в стопорных пластинах с несколькими отверстиями
- Влияние ретенционной системы на осевые соотношения
- Суммарный эффект совокупности факторов
Заказчикам иногда требуются нестандартные решения для их приложений с пуансонами и штампами.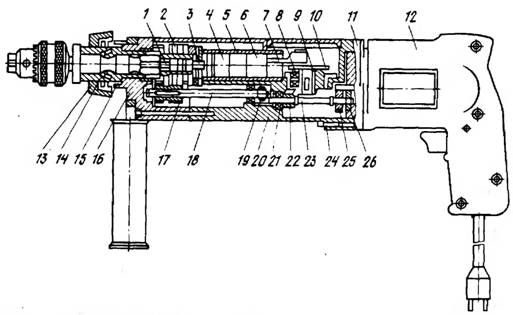 Tipco является отличным ресурсом, предоставляя доступ ко всем стандартным быстрорежущим сталям, порошковым металлам и покрытиям для решения самых сложных задач обработки металлов давлением.
Tipco является отличным ресурсом, предоставляя доступ ко всем стандартным быстрорежущим сталям, порошковым металлам и покрытиям для решения самых сложных задач обработки металлов давлением.
В чем разница между пробивкой отверстий, вырубкой и сверлением?
Когда пластины и листы формируются на заводе, они обычно только начинают свой производственный путь. С материалом можно выполнять множество различных операций, чтобы он служил определенной цели и представлял ценность для конечного потребителя.Одна группа производственных процессов, которые часто используются, известна как удаление материала. Три распространенных типа процессов удаления материала — это пробивка отверстий, надрез и сверление. Хотя у них есть некоторые сходства, у них также есть много явных различий, которые важно понимать при выборе среди них.
В чем разница между пробивкой отверстий, вырубкой и сверлением?
Чтобы понять различия, мы сначала обсудим, что включает в себя каждый из этих процессов удаления материала.
Что такое пробивка отверстий?
Пробивка отверстий — это процесс резки, который используется для создания отверстий в листе материала и пластине. Для пробивки отверстий используются закаленные инструменты с острыми краями и прикладная сила, чтобы срезать ненужный материал. Прикладываемая сила может быть электрической, гидравлической, пневматической или даже ручной. Инструменты для пробивки отверстий могут быть различной формы.
Что такое надрезы?
Надрезы — это еще один процесс, который используется для удаления материала с листа или плиты.Подобно пробивке отверстий, вырубка также является процессом резки. Для надрезов также требуется использование закаленных, заточенных инструментов. Однако нанесение надрезов отличается от пробивки отверстий, когда речь идет о том, где выполняется процесс. В то время как пробивка отверстий может происходить по периметру листа или пластины, надрезы выполняются только на внешних границах материала. Надрез в основном используется перед последующей операцией гибки или формовки.
Что такое бурение?
Сверление — единственный из этих трех процессов, который не является процессом резки.При сверлении материал удаляется с помощью сверла. Сверло — это длинный острый инструмент, иногда с канавками, хотя оно может иметь несколько различных функций в зависимости от типа работы. Буровое долото быстро вращается, и режущие кромки на долоте удаляют небольшой объем материала с каждым оборотом, когда на сверло оказывается давление. Сила, прикладываемая к сверлу, обычно создается с помощью машины, известной как сверлильный станок; однако это можно сделать с помощью другого оборудования, а также ручных дрелей.
Преимущества и ограничения перфорации отверстий
Пробивка отверстий имеет много преимуществ по сравнению с другими процессами удаления материала. Одним из ключевых преимуществ является скорость. Все типы прессов для пробивки отверстий работают относительно быстро, но некоторые типы, такие как прессы с сервоприводом, работают исключительно быстро. Это дает перфорации еще большее преимущество в длительности цикла по сравнению с другими процессами создания отверстий. Еще одним ключевым преимуществом пробивки отверстий являются различные геометрические формы, которые можно использовать для создания отверстий в материале.Поскольку для пробивки отверстий требуется не резкое вращение инструмента, а сила сдвига, инструмент не обязательно должен быть круглым. Это означает, что пробивка отверстий позволяет создавать квадраты, треугольники, овалы и многие другие формы.
Это дает перфорации еще большее преимущество в длительности цикла по сравнению с другими процессами создания отверстий. Еще одним ключевым преимуществом пробивки отверстий являются различные геометрические формы, которые можно использовать для создания отверстий в материале.Поскольку для пробивки отверстий требуется не резкое вращение инструмента, а сила сдвига, инструмент не обязательно должен быть круглым. Это означает, что пробивка отверстий позволяет создавать квадраты, треугольники, овалы и многие другие формы.
Однако пробивка отверстий имеет свои ограничения. Износ инструмента может отрицательно сказаться на процессе и оставить большие заусенцы и отверстия неправильной формы. Пробивка отверстий также ограничена толщиной материала, который можно пробить. Толщина, которую можно пробить, зависит от типа материала и диаметра пробиваемого отверстия.
Пробивка отверстий обычно используется при изготовлении высокопроизводительных изделий из листового металла, таких как автомобильные компоненты, корпуса самолетов и декоративные работы.
Преимущества и ограничения надрезов
Вырубка, как правило, имеет те же плюсы и минусы, что и пробивка отверстий, поскольку оба процесса используют прессы и полагаются на усилие сдвига для разделения материала, над которым выполняется работа. Нанесение надрезов выполняется быстро, а формы можно изменять, просто меняя инструмент для надрезов. Та же толщина, которая не идеальна для пробивки отверстий, также не идеальна для надрезов.
Подобно пробивке отверстий, вырубка часто используется при изготовлении листового металла. Общие области применения включают в себя те, в которых листовой металл впоследствии будет сгибаться или механически формоваться другими способами.
Преимущества и ограничения сверления
Сверление сильно отличается от пробивки отверстий или вырубки, поскольку оно включает в себя прорезание материала путем непрерывного удаления слоев материалов с помощью вращающегося инструмента с острой режущей кромкой. Тонкость последовательного удаления слоев материала, а не всех сразу, обычно приводит к меньшему искажению детали.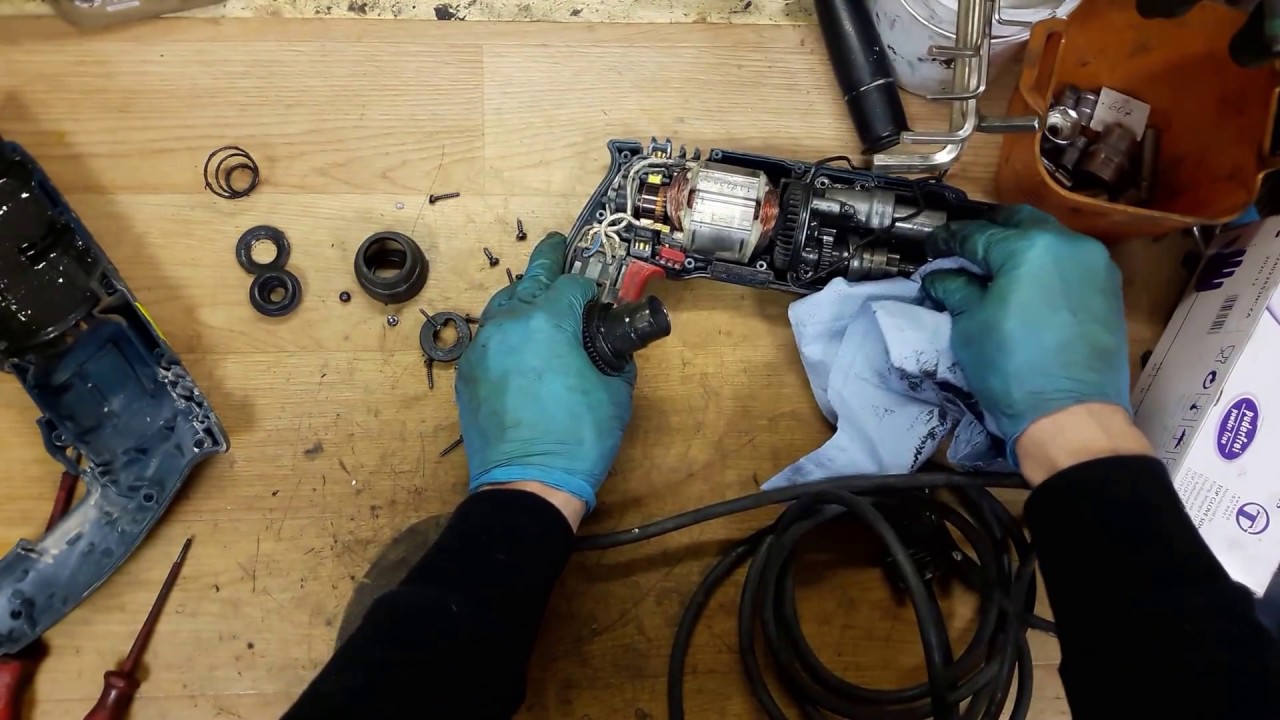 Оборудование для начала операции сверления, как правило, более доступно по цене, чем оборудование, необходимое для начала операции пробивки отверстий, особенно при работе с толстыми материалами. Кроме того, сверла могут довольно легко обрабатывать чрезвычайно толстые материалы, в отличие от инструментов для пробивки отверстий или вырубки. Сверление также может выполнять создание отверстий неполной толщины.
Оборудование для начала операции сверления, как правило, более доступно по цене, чем оборудование, необходимое для начала операции пробивки отверстий, особенно при работе с толстыми материалами. Кроме того, сверла могут довольно легко обрабатывать чрезвычайно толстые материалы, в отличие от инструментов для пробивки отверстий или вырубки. Сверление также может выполнять создание отверстий неполной толщины.
С другой стороны, сверление ограничено по геометрии. Поскольку для этого требуется вращение, с помощью сверления можно создавать только круглые отверстия. Сверление также приводит к тому, что к материалу прикладывается больше тепла, чем при пробивке отверстий или надрезах.
Сверление обычно используется в самых разных областях. Поскольку это относительно доступный процесс, многие мастерские используют его для низкопроизводительных задач или задач технического обслуживания. Однако крупномасштабные производственные операции могут зависеть от сверления, если деформация детали вызывает беспокойство, материал слишком толстый или желательны отверстия неполной глубины.
Металлические супермаркеты
Metal Supermarkets — крупнейший в мире поставщик мелких партий металла с более чем 100 обычными магазинами в США, Канаде и Великобритании.Мы являемся экспертами в области металлов и предоставляем качественное обслуживание клиентов и продукцию с 1985 года.
В супермаркетах металлов мы поставляем широкий ассортимент металлов для различных применений. Наш склад включает в себя: мягкую сталь, нержавеющую сталь, алюминий, инструментальную сталь, легированную сталь, латунь, бронзу и медь.
У нас есть широкий ассортимент форм, включая стержни, трубы, листы, пластины и многое другое. И мы можем порезать металл по вашим точным спецификациям.
Посетите сегодня один из наших более чем 100 офисов в Северной Америке.
iPhone 14 Pro теперь, по слухам, будет иметь как пилюлевидные, так и круглые вырезы
Ожидается, что Apple удалит вырез на моделях iPhone 14 Pro, но ходят противоречивые слухи о новом дизайне. Ранние слухи предполагали, что Apple примет дизайн с дырочками, а Face ID каким-то образом полностью переместится под дисплей, а позже ходили слухи, что вместо этого будет вырез в форме таблетки.
Ранние слухи предполагали, что Apple примет дизайн с дырочками, а Face ID каким-то образом полностью переместится под дисплей, а позже ходили слухи, что вместо этого будет вырез в форме таблетки.
Консультант по индустрии дисплеев Росс Янг заявил, что модели iPhone 14 Pro будут иметь вырезы в виде дырокола и таблетки в верхней части дисплея.Янг сказал, что отверстие, как полагают, предназначено для точечного проектора Face ID, а вырез в форме пилюли предположительно вместит переднюю камеру и инфракрасную камеру Face ID, как минимум.
Этот потенциальный дизайн был опубликован аккаунтом ShrimpApplePro в Твиттере в сентябре, но просочившееся изображение представляет собой инверсное изображение дисплея. Говорят, что вырез в форме таблетки находится слева, а круглый вырез справа.
Теперь мы считаем, что у Apple будет дизайн «дырка + таблетка» на моделях iPhone 14 Pro и Pro Max.
 Меньшее отверстие не будет невидимым … Концепция двух отверстий будет уникальной для Apple, как и выемка, не похожая на все модели таблеток от Huawei … Давайте посмотрим на эти новые рендеры pic.twitter.com/Udt8cTKzPZ
— Росс Янг (@DSCCross) 12 января 2022 г.
Меньшее отверстие не будет невидимым … Концепция двух отверстий будет уникальной для Apple, как и выемка, не похожая на все модели таблеток от Huawei … Давайте посмотрим на эти новые рендеры pic.twitter.com/Udt8cTKzPZ
— Росс Янг (@DSCCross) 12 января 2022 г.Отверстие, предположительно, для точечного проектора. Таблетка для селфи и ИК-камера… — Росс Янг (@DSCCross) 12 января 2022 г.
Благодаря вырезам в форме дырокола и таблетки, модели iPhone 14 Pro больше не будут иметь Face ID под дисплеем, как утверждали некоторые более ранние слухи.
Ходят слухи, что новый дизайн 6,1-дюймового iPhone 14 Pro и 6,7-дюймового iPhone 14 Pro Max, который, вероятно, будет анонсирован в сентябре. Также ожидается, что Apple выпустит младшие 6,1-дюймовые модели iPhone 14 и 6,7-дюймовые модели iPhone 14 Max, которые по-прежнему будут иметь вырез.
Young зарекомендовал себя как надежный источник информации о дисплеях для будущих продуктов Apple. В прошлом году, например, он точно заявил, что новый iPad mini будет иметь 8,3-дюймовый дисплей без кнопки «Домой».Он также первым сообщил, что 14-дюймовые и 16-дюймовые MacBook Pro будут оснащены дисплеями ProMotion.
В прошлом году, например, он точно заявил, что новый iPad mini будет иметь 8,3-дюймовый дисплей без кнопки «Домой».Он также первым сообщил, что 14-дюймовые и 16-дюймовые MacBook Pro будут оснащены дисплеями ProMotion.
Похожие новости
По слухам, в iPhone 14 Pro снова появится обновленная 48-мегапиксельная камера
По данным тайваньской исследовательской компании TrendForce, модели iPhone 14 Pro будут оснащены 48-мегапиксельной камерой. В частности, это относится к задней широкоугольной камере, которая в настоящее время имеет разрешение 12 мегапикселей на моделях iPhone 13 Pro. Добавление 48-мегапиксельной широкоугольной камеры на модели iPhone 14 Pro уже упоминалось несколькими источниками, в том числе аналитиком Минг-Чи Куо, который ожидает обновления…
Apple, наконец, уберет вырез с iPhone 14 Pro
Согласно последним сообщениям, Apple, наконец, начнет удалять вырез на iPhone, начиная с 2022 года, с iPhone 14 Pro.
На прошлой неделе корейский веб-сайт The Elec сообщил, что 6,1-дюймовый iPhone 14 Pro и 6,7-дюймовый iPhone 14 Pro Max будут иметь дизайн дисплея с дырочками, очень похожий на те, что можно увидеть на некоторых высококлассных устройствах Android, вместо выемки. .
Выемка, которую Apple называет…
.
Выемка, которую Apple называет…
Детали дизайна iPhone 14 Pro начинают появляться
Ключевые элементы дизайна «iPhone 14 Pro» от Apple начинают появляться в преддверии ожидаемой презентации устройства в сентябре.Ожидается, что iPhone 14 Pro и iPhone 14 Pro Max, которые, как ожидается, будут иметь те же 6,1-дюймовые и 6,7-дюймовые дисплеи, что и iPhone 13 Pro и iPhone 13 Pro Max, будут иметь обновленный дизайн. Apple обычно обновляет дизайн своих флагманских моделей iPhone каждые два, чтобы…
Утечки раскрывают основные обновления камеры iPhone 13
Согласно недавним сообщениям, новые модели iPhone 13 будут иметь большое количество значительных обновлений оборудования задней камеры.
Все модели iPhone 13, включая 5.Ожидается, что 4-дюймовый iPhone 13 mini, 6,1-дюймовый iPhone 13, 6,1-дюймовый iPhone 13 Pro и 6,7-дюймовый iPhone 13 Pro Max будут предлагать стабилизацию сдвига сенсора на своих широкоугольных камерах, чтобы уменьшить дрожание камеры, устраняя дрожание.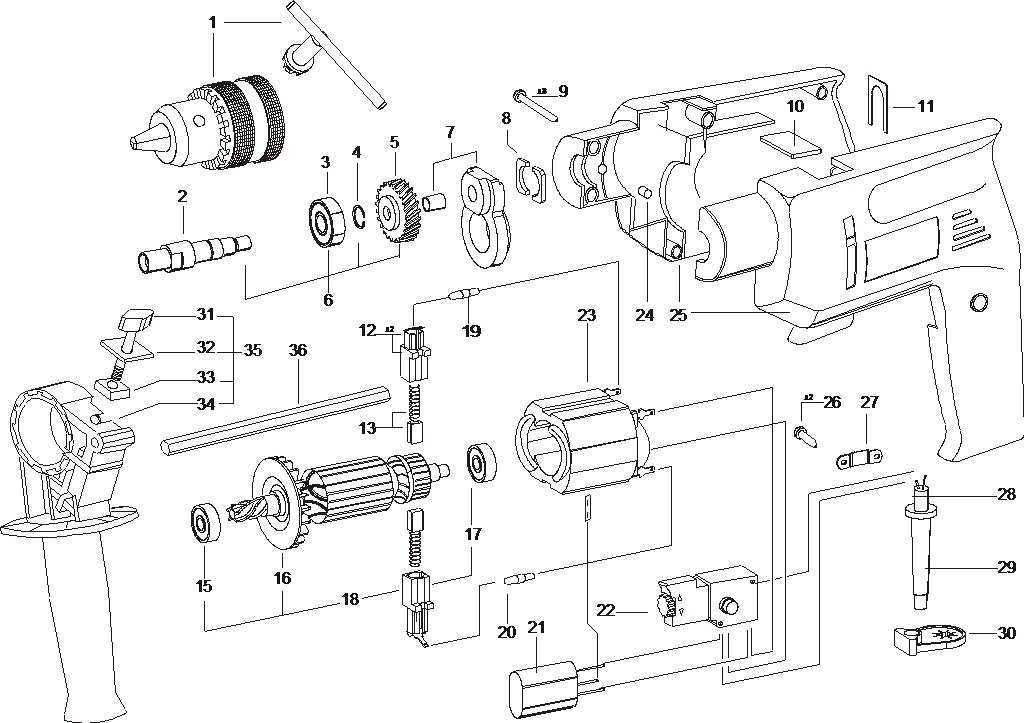
Перфорированные дисплеи для iPhone 14 Pro и Pro Max будут поставляться LG и Samsung
В следующем году iPhone 14 Pro и iPhone 14 Pro Max будут оснащены перфорированными OLED-дисплеями LTPO, поставляемыми Samsung и LG, согласно Корейский сайт The Elec. Слухи о том, что модели iPhone 2022 года не будут иметь надрезов, появились в марте этого года, когда аналитик Apple Минг-Чи Куо заявил, что вместо этого они примут дизайн с дырочками, дизайн, который устройства Android используют уже несколько лет.
Аналитик: все модели iPhone 14 будут иметь дисплеи с частотой 120 Гц, 6 ГБ оперативной памяти и многое другое для устройств. В исследовательской записке с Haitong International Securities, полученной MacRumors, Пу заявил, что все модели iPhone 14 будут оснащены дисплеями ProMotion, по сравнению с моделями Pro в настоящее время. ProMotion обеспечивает переменную частоту обновления до 120 Гц…
Шесть слухов о продуктах Apple, которые вы вряд ли увидите в этом году
Много было сказано о том, что потребители увидят от Apple в 2022 году, но компания также работает над несколькими слухами о продуктах, которые не ожидаются быть обнародованы в течение по крайней мере еще 12 месяцев, а в некоторых случаях и намного дольше. Конечно, при условии, что их вообще выпустят. Apple работает над многими потенциальными продуктами, некоторые из которых так и не увидят свет. При этом в…
Конечно, при условии, что их вообще выпустят. Apple работает над многими потенциальными продуктами, некоторые из которых так и не увидят свет. При этом в…
iPhone 14 может стартовать со значительно меньшим объемом памяти, согласно отрывочным слухам
Согласно сомнительному недавнему отчету, iPhone 14 может стартовать со значительно меньшим объемом памяти.Сообщается, что Apple планирует выпустить четыре модели iPhone 14 в сентябре 2022 года, включая 6,1-дюймовый «iPhone 14», 6,7-дюймовый «iPhone 14 Max», 6,1-дюймовый «iPhone 14 Pro» и 6,7-дюймовый «iPhone». 14 Про Макс». В исследовательской записке Haitong International Securities, полученной MacRumor…
Popular Stories
Три новые функции iOS, ожидаемые для iPhone в конце этого года
Apple, наконец, включила Universal Control в бета-версии macOS 12.3 и iPadOS 15.4 несколько дней назад, но ожидается, что в этом году в iOS будут добавлены как минимум три другие функции, включая поддержку водительских прав в приложении Wallet. Ниже мы перечислили новые функции, запланированные для будущих версий iOS, а также несколько функций, которые должны быть расширены.
Dri…
Ниже мы перечислили новые функции, запланированные для будущих версий iOS, а также несколько функций, которые должны быть расширены.
Dri…
iMac Pro с мини-светодиодной подсветкой будет запущен в середине 2022 года, а не на весеннем мероприятии
По слухам, iMac Pro от Apple будет запущен летом, а не в первые месяцы года, по словам аналитика дисплеев Росса Янга . Янг, который часто дает точную информацию о планах Apple в отношении дисплеев, сказал, что он больше не ожидает, что iMac Pro будет выпущен весной, и что «летний» запуск кажется более вероятным на данный момент.Ожидается, что поставки панелей начнутся в июне, а…
iPad Air 5 предложит давно просроченные функции
Весной Apple выпустит iPad Air пятого поколения, предлагающий набор функций, которые в значительной степени Согласно последним сообщениям, они уже подходят и для других моделей iPad.
Согласно японскому блогу Mac Otakara, Apple планирует наделить iPad Air пятого поколения функциями iPad mini шестого поколения, включая чип A15 Bionic, 12-мегапиксельную сверхширокоугольную фронтальную камеру. ..
..
Гурман: Обновленный iMac Pro, новые AirPods Pro и многое другое выйдут в этом году
В последнем выпуске своего информационного бюллетеня Power On сегодня Марк Гурман из Bloomberg изложил свои ожидания от новых продуктов Apple в этом году. Гурман повторил, что Apple планирует выпустить iPhone SE третьего поколения с 5G и более быстрым чипом, новый iPad Air и как минимум один новый Mac на базе кремния Apple этой весной, а мероприятие Apple, вероятно, состоится в марте или Апрель. …
Google One VPN теперь доступен для пользователей iPhone и iPad
Сегодня компания Google объявила о том, что ее Google One VPN доступна для пользователей iPhone и iPad, спустя полтора года после обещания перенести ее на устройства iOS.
Услуга, которая доступна на смартфонах и планшетах Android с октября 2020 года, доступна для участников Google One, у которых есть план Premium 2 ТБ. Google One Premium стоит 9,99 долларов в месяц или 99,99 долларов в год, и в дополнение к VPN. ..
..
Популярная браузерная игра «Wordle», проданная The New York Times, останется бесплатной «первоначально»
The New York Times сегодня объявила, что приобрела популярную веб-игру Wordle за небольшую семизначную сумму.Созданная Джошем Уордлом, Wordle приобрела миллионы пользователей за последние несколько месяцев и стала хорошо известна в Интернете благодаря простым функциям обмена счетами и простому игровому процессу. Уордл сказал в январском интервью TechCrunch, что «частично дело»…
Механический пробойник и перфоратор для труб
× Страна: SelectAfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, многонациональное государство ofBonaire, Синт-Эстатиус и SabaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика TheCook IslandsCosta RicaCote D’ivoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland острова (Мальвинские) Фарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БисауГайанаХай Остров tiHeard и МакДональда IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIran, Исламская Республика ofIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, бывшая югославская Республика ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, Государственный ofPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint БартелемиСент-Хелена, Вознесение и Тристан-да-КуньяСент-Китс и НевисСент-ЛюсияСент-Мартин ( Французская часть) Сен-Пьер и MiquelonSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Маартен (Голландская часть) SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Грузия и Южный Сэндвич IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, провинция ChinaTajikistanTanzania, Объединенная Республика ofThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и острова КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияВеликобританияСоединенные ШтатыОтдаленные малые острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАС. Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Вы будете подписаны на информационный бюллетень Brace Tool, от которого сможете отказаться в любой момент в будущем.
.