Сквозные отверстия под крепеж
Для того чтобы соединить между собой детали с помощью заклёпок, штифтов, болтов шпилек и винтов как правило требуется наличие отверстий. Для сквозных отверстий под крепёж существует стандарт, который рекомендует использовать номинальные значения размеров.
ГОСТ 11284 − 75
Соединения деталей
Все соединения различных деталей, которые применяются в машиностроении и приборостроении, подразделяются на подвижные и неподвижные. При этом подвижными считаются те, которые обеспечивают перемещение деталей друг относительно друга, а неподвижными – те, которые предполагают жесткое крепление между ними.
Возможность многократной сборки и разборки узлов и агрегатов машин и оборудования обеспечивается за счет разъемных соединений. К ним относят резьбовые, шлицевые, шпоночные, профильные, штифтовые и клеммовые.
В отличие от разъемных, неразъемные соединения невозможно разобрать, не повредив детали.
Методы обработки отверстий
Отверстия различаются между собой не только диаметром, но и способом обработки, и подразделяются на несколько видов.
1) Крепежные отверстия. Они чаще всего изготавливаются на сверлильных станках и по точности обработки соответствуют одиннадцатому, двенадцатому квалитетам.
2) Гладкие и ступенчатые отверстия деталей, имеющих форму тел вращения. Они в большинстве случаев изготавливаются на токарных станках методом сверления, развертывания, зенкерования или растачивания.
3) Ответственные отверстия корпусных деталей. Они изготавливаются как на универсальном, так и на специализированном оборудовании и соответствуют седьмому квалитету и выше.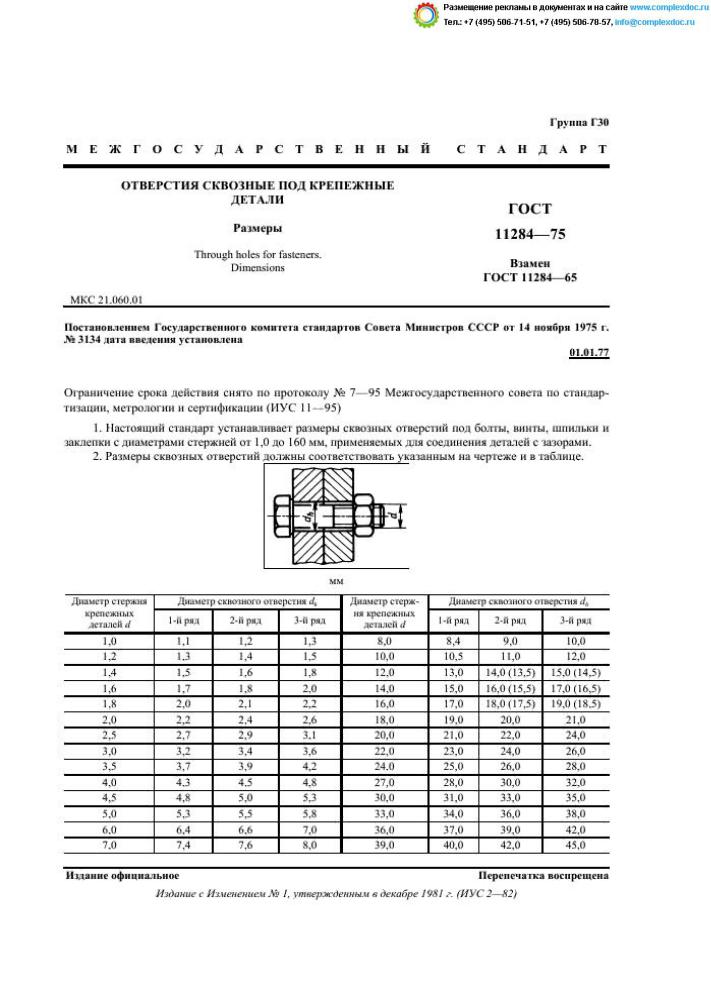
4) Глубокие отверстия, имеющие более чем пятикратное отношение длины к диаметру. Они изготавливаются на специализированном оборудовании.
5) Фасонные и конические отверстия. Они изготавливаются с использованием инструмента, имеющего криволинейные или конические режущие кромки, а также методами копирования и растачивания.
6) Профильные отверстия (имеющие сечение, отличное от круглого). Они изготавливаются методами долбления, прошивания или протягивания.
Сверление
При необходимости образовать отверстие в сплошном металле чаще всего используется такой технологический способ, как сверление. С его помощью получают как глухие, так и сквозные отверстия. При этом применяются стандартные сверла, оснащенные двумя режущими кромками.
Зенкерование

Развертывание
Развертывание представляет собой технологию финишной обработки предварительно проделанных и зенкерованных отверстий. Точность развертывания соответствует шестому, девятому квалитетам с малой шероховатостью.
Отверстие под крепеж — Обзор — 2017
Для создания пользовательских отверстий можно воспользоваться функцией «Отверстие под крепеж».
Чтобы создать отверстия под крепеж, создайте деталь и выберите поверхность, нажмите кнопку Отверстие под крепеж (панель инструментов «Элементы») или , установите параметры PropertyManager и выберите .
Отверстие под крепеж — это интерфейс пользователя, включающий следующие возможности:
Динамическое обновление
Тип отверстия определяет возможности, доступные параметры и предварительные графические изображения. После выбора типа отверстия определяется подходящий крепеж. Скорость динамического обновления соответствующих параметров. Используйте PropertyManager, чтобы задать параметры типа отверстия и расположить отверстия. Кроме динамического графического предварительного просмотра на основе граничного условия и глубины, графические изображения в PropertyManager показывают специфические детали по мере добавления их к выбранному типу отверстия.
Используйте PropertyManager, чтобы задать параметры типа отверстия и расположить отверстия. Кроме динамического графического предварительного просмотра на основе граничного условия и глубины, графические изображения в PropertyManager показывают специфические детали по мере добавления их к выбранному типу отверстия.
Возможности
Можно создать следующие типы отверстий под крепеж:- Цековка
- Зенковка
- Отверстие
- Метчик
- Трубная резьба
- Предыдущая версия
При использовании Отверстия под крепеж для создания отверстия тип и размер последнего отображаются в дереве конструирования FeatureManager.
| Можно создавать отверстия на плоскости, а также отверстия на плоских и неплоских гранях с помощью инструмента «Отверстие под крепеж». На моделях с несколькими элементами можно добавлять отверстия под крепеж к любым элементам в модели. |
|
| Отверстия на плоскости позволяют создавать отверстия под углом к элементу. |

Выбор граней
Можно выбрать грань перед (предварительный отбор) или после (последующий отбор) нажатия кнопки Отверстие под крепеж на панели инструментов «Элементы».- Если предварительно выбрана плоская грань, результирующий эскиз является двухмерным.
- Если последовательно выбрана плоская грань, результирующий эскиз является двухмерным, если сперва не была нажата кнопка Трехмерный эскиз.
- Если заранее или последовательно выбрана неплоская грань, результирующий эскиз будет трехмерным.
В отличие от двухмерного эскиза нельзя сохранить взаимосвязь трехмерного эскиза с линией. Однако можно сохранить взаимосвязь трехмерного эскиза с гранью.
Однако можно сохранить взаимосвязь трехмерного эскиза с гранью.
Имя часто используемого объекта
Пользователь может создавать, сохранять, обновлять и удалять любые типы отверстий (за исключением предыдущих версий) в зависимости от собственных предпочтений. Это позволяет применить любой сохраненный тип отверстия в документе SOLIDWORKS.
| Цековка | ||
| Зенковка | ||
| Отверстие | ||
| Метчик | ||
| Трубная резьба | ||
| Отверстие предыдущей версии | Отверстия, созданные в более ранних версиях, чем SOLIDWORKS 2000. |
|
| Прорезь цековки | Служит для указания длины отверстий прорези Длина прорези . | |
| Прорезь зенковки | ||
| Прорезь | ||
| Стандартная | Указывает стандарт отверстия Выберите, например, Метрический стандарт ANSI или JIS. | |
| Тип | Указывает размеры сверления, сверла под резьбу, отверстие под шкант или зазоры винта. Выберите, например, Все размеры сверления или Зазоры винта. | |
| Фильтр | Доступно для стандартов PEM® Inch или PEM® Metric. Фильтрация выбранных элементов для условия Тип. Фильтрация выбранных элементов для условия Тип. |
|
| Размер | Указывает размер крепежа. | |
| Показать десятичные значения | Для прямых отверстий или прорезей отображает десятичные значения размера отверстия для всех, букву, номер или дробные размер сверления. | |
| В пределах поля (только Цековка и Зенковка.) | Указывает посадку крепежа: Закрытый, Обычный или Свободный | |
| Отобразить настраиваемые размеры | Параметры изменения размеров зависят от типа отверстия. Чтобы задать параметры, используйте изображения и описательный текст PropertyManager, например диаметр, глубина и угол снизу.
Пользователь может изменить значение в полях. |
|
| Конфигурации | Укажите конфигурацию для изменения, если модель обладает конфигурациями, нуждающимися в разных размерах Отверстия под крепеж. Также можно воспользоваться таблицей параметров. |
 Чтобы вернуться к значениям по умолчанию, выберите Восстановить значения по умолчанию. Цвет фона поля — белый для значения по умолчанию или желтый — для введенного значения.
Чтобы вернуться к значениям по умолчанию, выберите Восстановить значения по умолчанию. Цвет фона поля — белый для значения по умолчанию или желтый — для введенного значения.ГОСТ 16030-70 Отверстия сквозные квадратные и продолговатые под крепежные детали. Форма и размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ОТВЕРСТИЯ СКВОЗНЫЕ КВАДРАТНЫЕ И ПРОДОЛГОВАТЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ |
ГОСТ Взамен |
|
Форма и размеры |
|
|
Square and oblong
through holes for fasteners. |
 Shape and dimensions
Shape and dimensionsПостановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 27.05.70 № 816 дата введения установлена
01.07.71
Издание 2006 г. с Изменением № 1, утвержденным в июле 1980 г. (ИУС 10-80).
1. Настоящий стандарт устанавливает сквозные квадратные отверстия для болтов с квадратным подголовком диаметром от 5 до 24 мм и сквозные продолговатые отверстия для болтов, винтов и шпилек диаметром от 2 до 48 мм.
2. Форма и размеры квадратных отверстий должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1
Таблица 1
мм
|
Размер квадратных подголовков болтов |
В |
R , не более |
|
|
1-й ряд |
2-й ряд |
||
|
5 |
5,5 |
— |
0,5 |
|
6 |
6,6 |
7 |
|
|
8 |
9 |
— |
0,8 |
|
10 |
11 |
12 |
|
|
12 |
13 |
14 |
1,0 |
|
14 |
15 |
16 |
|
|
16 |
17 |
18 |
1,2 |
|
20 |
22 |
24 |
|
|
22 |
24 |
26 |
1,6 |
|
24 |
26 |
28 |
|
3. Форма и размеры продолговатых отверстий должны
соответствовать указанным на черт. 2 и в
табл. 2.
Форма и размеры продолговатых отверстий должны
соответствовать указанным на черт. 2 и в
табл. 2.
Черт. 2
* Размер для справок.
Таблица 2
мм
|
Диаметр стержней крепежных деталей |
B |
L |
||||||||||||||||||||||||||
|
1-й ряд |
2-й ряд |
3 |
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
25 |
28 |
32 |
36 |
40 |
45 |
50 |
55 |
60 |
70 |
80 |
90 |
100 |
110 |
125 |
|
|
2 |
2,4 |
— |
× |
× |
× |
× |
||||||||||||||||||||||
|
2,5 |
2,9 |
— |
× |
× |
× |
× |
||||||||||||||||||||||
|
3 |
3,4 |
— |
× |
× |
× |
× |
× |
|||||||||||||||||||||
|
4 |
4,5 |
— |
× |
× |
× |
× |
× |
× |
||||||||||||||||||||
|
5 |
5,5 |
— |
× |
× |
× |
× |
× |
× |
||||||||||||||||||||
|
6 |
6,6 |
7 |
× |
× |
× |
× |
× |
× |
||||||||||||||||||||
|
8 |
9 |
10 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
10 |
11 |
12 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
12 |
13 |
14 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
14 |
15 |
16 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
16 |
17 |
18 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
18 |
19 |
20 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
20 |
22 |
24 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
22 |
24 |
26 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
24 |
26 |
28 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
27 |
30 |
32 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
30 |
33 |
35 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||
|
36 |
39 |
42 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
||||||||||||||||
|
42 |
45 |
48 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||||
|
48 |
52 |
56 |
× |
× |
× |
× |
× |
× |
× |
|||||||||||||||||||
Примечания:
1. Знаком « × » обозначены применяемые длины отверстий.
Знаком « × » обозначены применяемые длины отверстий.
2. Допускается в обоснованных случаях применять:
а) прямоугольные отверстия для диаметров стержней до 24 мм с размерами В и L , соответствующими табл. 2, и радиусами закругления по табл. 1 ;
б) продолговатые отверстия с размерами L , не предусмотренные табл. 2, выбранные по ряду Ra 10 ГОСТ 6636-69.
3. При изготовлении продолговатых отверстий концевыми фрезами по ГОСТ 17024-82, ГОСТ 17025-71, ГОСТ 17026-71 допускается применять размеры В , равные 3, 4, 5, 6, 8, 25, 36, 40 мм.
4. Предельные отклонения размеров отверстий — не грубее Н 14 (А7).
3, 4. (Измененная редакция, Изм. № 1).
Отверстия сквозные под крепежные детали
ГОСТ 1 1 284—75. Отверстия сквозные под крепежные детали. Размеры.
[c.208]
Размеры.
[c.208]Отверстия сквозные под крепежные детали, устанавливаемые с зазором по ГОСТ 11284-65. Размеры, мм [c.96]
Отверстия сквозные под крепежные детали [c.412]
Отверстия сквозные под крепежные детали — болты, винты, шпильки, заклепки по ГОСТу 11284-65 [c.198]
Отверстия сквозные под крепежные детали. Размеры [c.293]
Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля Радиусы закруглений и фаски Отверстия сквозные под крепежные детали. Размеры [c.474]
Отверстия сквозные под крепежные детали (ГОСТ 11284—75, 1-й ряд) [c.221]
В ГОСТ 11284—75 Отверстия сквозные под крепежные детали. Размеры и в ОСТ 4.010.013—78 установлены размеры сквозных отверстий с диаметрами стержней от 1,0 до 160 мм, применяемые для соединения деталей с зазорами (табл. 4.1).
[c.126]
4.1).
[c.126]
Отверстия в двутаврах 528 в опорных плитах под фундаментные болты 580 в угловых профилях 527 в швеллерах 528 под квадраты 565 под концы установочных винтов 523 сквозные под крепежные детали 521-524 центровые 524-526 [c.916]
Оснастка технологическая, применяемая для изготовления некоторых металлорежущих станков 10 — Состав 11 Отверстия под фиксаторы — Расположение относительно паза в делительных дисках к поворотным головкам 311 — сквозные под крепежные детали 308 [c.651]
Цилиндрические сквозные отверстия под крепежные детали. [c.165]
Размеры диаметра О опорных поверхностей под крепежные детали устанавливает ГОСТ 12876—67 размеры диаметров (I сверления сквозных отверстий под крепежные детали принимают по ГОСТ 11284—65 [c.81]
Размеры, мм, сквозных квадратных отверстий под крепежные детали, по ГОСТ 16030-70 (к рис. 3, а) [c.245]
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ 25. Сквозные отверстия под крепежные детали (по ГОСТу 11284 — 65) Сквозные отверстия предназначены для болтов, винтов, шпилек и заклепок
[c.152]
Сквозные отверстия под крепежные детали (по ГОСТу 11284 — 65) Сквозные отверстия предназначены для болтов, винтов, шпилек и заклепок
[c.152]
ГОСТ 16030 — 70. Отверстия сквозные и продолговатые под крепежные дет.алн. Формы и размеры. (Изменение 1, ИУС № 10, 1980 г.). [c.462]
ОТВЕРСТИЯ СКВОЗНЫЕ (ПРОХОДНЫЕ) ПОД КРЕПЕЖНЫЕ ДЕТАЛИ Отверстия цилиндрические (табл. 92) [c.278]
Все допуски, относящиеся к расстоянию между центрами сквозных отверстий под крепежные детали, следует считать зависимыми. [c.295]
Сквозные отверстия под крепежные детали (ГОСТ 11284-75) [c.521]
Отверстия под концы установочных винтов. Типы, размеры Отверстия центровые. Размеры Отверстия сквозные квадратные и продолговатые под крепежные детали. Форма, размеры Отверстия под нарезание метрической резьбы. Диаметры Отверстия под нарезание трубной цилиндрической резьбы. Диаметры Отверстия под нарезание трубной конической резьбы. Диаметры
[c.293]
Диаметры
[c.293]
Значения позиционных допусков осей применительно к зазорам, соответствующим стандартным диаметрам сквозных отверстий под крепежные детали, приведены в табл. 8. 11. [c.272]
СКВОЗНЫЕ ОТВЕРСТИЯ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ [c.62]
Диаметры сквозных отверстий под крепежные детали и соответствующие им гарантированные (наименьшие предельные) зазоры приведены в табл. 2.47. Выбор диаметров сквозных отверстий в зависимости от типа соединения, вида расположения отверстий и способа получения отверстий рекомендуется производить в соответствии с табл. 2.48. [c.495]
Диаметры сквозных отверстий под крепежные детали и соответствующие им наименьшие (гарантированные) зазоры см. рис. 2.17 (по ГОСТ 11284-75) [c.499]
Выбор рядов сквозных отверстий под крепежные детали (по ГОСТ 11284 -75) [c.500]
Выбор рядов сквозных отверстий под крепежные детали [39]
[c. 342]
342]
Основные типы и размеры цилиндрических зенковок для обработки опорных поверхностей под крепежные детали (ГОСТ 12876—67) с направляющими цапфами под сквозные отверстия (ГОСТ 11284—75) [c.249]
Примечание. Для заклепочных соединений 3-й ряд отверстий применять не допускается. Предельные отклонения диаметров сквозных отверстий для 1-го ряда по Н12-, для 2-го ряда по НИ и 3-го ряда по НИ, 1-й ряд сквозных отверстий под крепежные детали рекомендуется для соединений типа А и В при обработке отверстий с применением кондукторов. [c.284]
Зависимые допуски, как правило, назначают для тех элементов деталей, к которым предъявляются только требования собираемости в соединениях с гарантированным зазором. При этом дополнительное отклонение расположения в конкретной детали компенсируется полностью за счет действительных отклонений размеров этой детали. Примерами применения зависимых допусков служат допуски расположения сквозных отверстий под крепежные детали, допуски соосности ступенчатых валов и втулок, допуски перпендикулярности осей отверстий под заглушки, стаканы, крышки. [c.294]
[c.294]
Различают два типа соединения крепежных деталей А — соединение болтами и заклепками, когда в обоих соединяемьк деталях имеются сквозные отверстия для прохождения крепежной детали с гарантированным диаметральным зазором 5 (рис. 1,а) В — соединение винтами и шпильками, в котором сквозные отверстия под проход крепежной детали имеются в одной из соединяемых деталей, например в первой детали, а во второй детали выполнены резьбовые отверстия (рис. 1,6).
[c.283]
1,а) В — соединение винтами и шпильками, в котором сквозные отверстия под проход крепежной детали имеются в одной из соединяемых деталей, например в первой детали, а во второй детали выполнены резьбовые отверстия (рис. 1,6).
[c.283]
ГОСТ, диаметр отверстия под болт М6 и М8, М10 и М12, его размер под болты М20 и М24
Существуют всевозможные виды и размеры отверстий под болты. Многие из них закреплены в ГОСТ, но необходимо обязательно знать ряд тонкостей и без обращения к нему. Полезно изучить диаметры отверстий под болты М6 и М8, М10 и М12, М20 и М24.
Требования
Основные нормативы закреплены в ГОСТ 11284, принятом в далеком уже 1975 году. Документ посвящен различного рода отверстиям под любые типы крепежных деталей. В стандарте прописано три ряда диаметров проходов под крепления. В каждом последующем ряду сечение канала должно быть больше, чем в предыдущем — при условии идентичного размера самого метиза, конечно.
В каждом последующем ряду сечение канала должно быть больше, чем в предыдущем — при условии идентичного размера самого метиза, конечно.
Довольно часто болты делают под головку.
Преимущественно такие головки выполняются в форме шестигранника. Но иногда есть варианты:
-
с лысками под ключ;
-
с расположением шестигранника внутри;
-
со шлицами, имеющими треугольную форму.
Отверстия под высокопрочные болты необходимо раззенковывать. Продавливать каналы на полный диаметр крепежа не допускается. Это ограничение действует в случаях:
-
строительства мостов;
-
работы со сталью, рассчитанную на температуру от -40 до -65 градусов;
-
работы со сталью марки С40 или С52.

Очень важный технологический параметр в большом количестве случаев — это шероховатость изделий. Выбор ее подходящих значений, как показывает практика, ставит в тупик даже начинающих изучать курс инженерных наук. Но не погружаясь в эти «дебри», стоит заметить главное — при размере шероховатости от 20 до 80 мкм она уже будет отлично заметна визуально. Такое обстоятельство позволяет неплохо разграничивать разный уровень неровности отверстий. В целом шероховатость описывают по ГОСТ 2789, принятому в 1973 году.
Там установлен ряд ключевых свойств:
Виды
Сквозные отверстия под болты могут иметь сечение под стержни от 0,1 до 16 см. Точно такой же габарит имеют проходы для крепления шпилек, заклепок и винтов. Впрочем, размеры «глухих» проходов могут быть точно такими же. Важно: при прокладке сквозных отверстий нужно принимать специальные меры, чтобы сверло не било в верстак или иную опору. Для этой цели:
Впрочем, размеры «глухих» проходов могут быть точно такими же. Важно: при прокладке сквозных отверстий нужно принимать специальные меры, чтобы сверло не било в верстак или иную опору. Для этой цели:
-
используют особые верстаки с выемками;
-
размещают деревянную или комбинированную (дерево-металлическую) прокладку;
-
сокращают темп сверления в самом его конце;
-
подкладывают стальной брусок с отверстием.
По форме сами головки болтов делятся на:
Размеры
Отверстия под крепеж М6 таковы (в сантиметрах):
-
для первого ряда – 0,64;
-
для второго ряда – 0,66;
-
на третьей линии еще больше — 0,7.

Но на практике встречаются и крепежные изделия меньшего габарита — М5. В этом случае порядная раскладка сечений такова:
При этом существует и немало отверстий под болты большего размера. Так, под М8 приходится делать каналы:
Следующий по диаметру габарит — М10. Для этого типа метизов действуют такие размерные нормы:
-
на первой линии – 1,05;
-
на второй линии – 1,1;
-
на третьей линии – 1,2 см.
Разумеется, существуют и гораздо более длинные приспособления для крепления. Речь идет, прежде всего, о категории М30. Для отверстий под такие болты установлены следующие стандарты (по рядам):
Самый крупный тип болтов, допускаемых стандартом 1975 года, – это М85. Чтобы использовать его на первом ряду, необходимы каналы как минимум 87 мм. На втором и третьем уровнях требуются уже, соответственно, 91 и 96 мм. Правда, в бытовых условиях этот размер потребуется весьма редко.
Чтобы использовать его на первом ряду, необходимы каналы как минимум 87 мм. На втором и третьем уровнях требуются уже, соответственно, 91 и 96 мм. Правда, в бытовых условиях этот размер потребуется весьма редко.
Он характерен главным образом для строительства и промышленности.
Довольно часто в индустриальном секторе находят применение и болты типа М45. Для их использования необходимо готовить отверстие:
Но, опять же, все это излишне крупно для обычного бытового крепления в большинстве случаев. Там зато находит спрос болт М12. А с ним уже ситуация заметно интереснее. В начальной размерной группе значение весьма жестко задано — 13 мм. Но в двух последующих есть выбор — 1,35/1,4 и 1,45/1,5 см соответственно.
То же самое касается и М14 (15, 15,5/16, 16,5/17), и М16 (17, 17,5/18, 18,5/19 мм). Следующий по списку продукт — М18 — имеет размеры подходящих проходов в металле (порядные):
Следующий по списку продукт — М18 — имеет размеры подходящих проходов в металле (порядные):
Но внимания, безусловно, заслуживают и крепежные изделия категории М20, вернее, отверстия под их размещение. Тут все кажется сравнительно простым — 21, 22 и 24 мм в зависимости от конкретного ряда. Для следующей позиции — М22 — типичны габариты проходов для фиксации 2,3, 2,4 и 2,6 см. Наконец, у еще одного популярного варианта — болтов категории М24 — эти же показатели порядно составят:
Варьирование величины отверстий как минимум в некоторых случаях объясняется очень легко. Это связано с тем, что сами болты отличаются по классу точности. Если они отвечают требованиям категории A, то можно формировать канал и без зазора. Однако проблема в том, что это довольно сложно. И потому в реальных строительных конструкциях преимущественно используются соединения категории B.
Для фрикционных метизов сечением 12 мм номинальные размеры технического канала составляют от 13 до 15 мм. Для срезных и фрикционно-срезных установлены те же ограничения. Но при большем диаметре стержня начинаются уже отличия между этими двумя группами (для 20-мм крепежа — 21–24 и 21–23 мм соответственно).
Еще одна немаловажная тема — выбор длины применяемого крепежа. Ее рассчитывают, суммируя размеры толщины соединяемых элементов.
Дальше нужно добавить еще толщину применяемых шайб и гаек. Дополнительно вводится поправочный коэффициент 30% к сечению метиза. Когда этот расчет произведен, необходимо подобрать среди сортамента крепежных конструкций ближайший размер. (По мере надобности расчет округляют в большую сторону, чтобы болт выходил из гайки как минимум на один оборот резьбы). Описанного вполне достаточно, чтобы оценить базовые параметры отверстий.
Описанного вполне достаточно, чтобы оценить базовые параметры отверстий.
Но есть еще несколько тонкостей, о которых следует помнить обязательно. Некоторые болтовые соединения работают на срез. Если толщина внешней части более 0,8 см, то резьба должна оказываться вне соединяемого пакета. В прочих случаях она должна как минимум на 50%, но не менее чем на 0,5 см оказываться вне соединяемых изделий. Если длина крепежа не выполняет это условие, нужно выбирать более длинный или же укорачивать отверстие — только убедившись, что крепление не потеряет надежности.
В следующем видео предлагаем наглядно ознакомиться с видами и размерами отверстий под болты.
Запрессовочная стойка для отверстия замочного типа – KHSO
Для более подробной информации обратитесь к нашим специалистам по телефону +7 (812) 385-76-07 |
Запрессовочная стойка для отверстия замочного типа – экономичный с точки зрения времени и затрат вариант крепежа, по сравнению с традиционными сборочными методами.
Ном. | B | D1 | D2 | H | T | Пробивное отверстие ± 0,08 |
6,35 | 5,38 | 4,50 | 2,50 | 1,72 | 1,03 | 5,50 |
Длина | Длина (L) ± 0,13 | |||||||||
6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | |
Информация о наличии по запросу.
Нижняя панель | Верхняя панель | ||||||||
Нижнее монтажное отверстие | Минимальная | Минимальная | Верхнее монтажное отверстие | Материал | Толщина листа | Минимальная | |||
Радиус 1 | Радиус 2 | F | G | ||||||
5,4 | 1,0 | 6,6 | 1,5 | 5,0 | 3 | 3,75 | Металл или печатная плата | 1,45 — 1,62 | 4,1 |

 Для демонтажа необходимо снова сдвинуть плату в противоположную сторону и поднять ее. Комплект из трех таких стоек вместе со сквозной NSO или закрытой втулкой NBSO, установленных в четырех углах печатной платы, позволяет получить прочное соединение, фиксирующееся всего одним винтом (ввинчивается во втулку).
Для демонтажа необходимо снова сдвинуть плату в противоположную сторону и поднять ее. Комплект из трех таких стоек вместе со сквозной NSO или закрытой втулкой NBSO, установленных в четырех углах печатной платы, позволяет получить прочное соединение, фиксирующееся всего одним винтом (ввинчивается во втулку).Применение данного вида крепежа минимизирует количество посторонних деталей в аппаратных средствах, в частности, винтов, которые обычно используются для подобных задач.
Запрессовочная шпилька устанавливается с нижней стороны панели заподлицо с поверхностью. Минимальная толщина нижней панели 1 мм, верхней от 1,45 до 1,62 мм.
Материал:
Углеродистая сталь
Нержавеющая сталь
Алюминий (AL) (по спецзаказу)
Покрытие:
Блестящий цинк / трехвалентный чистый пассивированный(ZI)
Другие покрытия под заказ
Ограничения твердости материала, в который устанавливается запрессовочный крепеж:
Стальные запрессовочные стойки: 80HRB,
Запрессовочные стойки из нержавеющей стали: 70HRB,
Запрессовочные стойки из алюминия: 50HRB.
Рекомендуем посмотреть: Профессиональные инструменты для запресовочного крепежа
Прикрепление вашего проекта к вещам. Крепежные отверстия и на что обратить внимание.
Монтажные отверстия— один из самых популярных способов крепления печатных плат внутри корпусов и на других плоских поверхностях. В большинстве случаев монтажные отверстия никогда не задумываются, кроме как убедиться, что они находятся в углах печатной платы. Тем не менее, есть несколько моментов, на которые следует обратить внимание при использовании монтажных отверстий в изделии.
Сначала выберите застежку
Самое главное, выбрать застежку, которую вы собираетесь использовать в первую очередь. Это может быть уже выбрано для вас, если вы используете уже существующий корпус. Используемая застежка будет определять размер необходимого отверстия и необходимый зазор вокруг монтажного отверстия для головки застежки.
Диаграмма, показывающая разные диаметры крепежа.
Для диаметра отверстия найдите основной диаметр вашего крепежа, а затем округлите до ближайшего нормального размера сверла.Это должно придать вашему монтажному отверстию достаточный уклон. FR4, материал, из которого изготовлены печатные платы, не любит завинчивания с усилием и может привести к растрескиванию или расщеплению монтажного отверстия, если вокруг крепежа недостаточно свободного пространства.
Разница между головками «Pan» и «Flat».
Головка застежки должна быть плоской внизу, а не под углом. Это немного сбивает с толку, поскольку соглашения об именах головок крепежных изделий относятся к верхней части крепежной детали, а не к ее нижней части.Крепеж «плоского» типа предназначен для утопления в материале, и его следует избегать при использовании монтажных отверстий. Изогнутая нижняя часть головки «плоского» крепежа может вызвать растрескивание печатной платы под напряжением.
Головная комната
Зазор вокруг головки крепежа — еще один аспект, на который стоит обратить внимание. Конечно, головка застежки имеет известный диаметр, но нужно обратить внимание на то, какой инструмент используется для крепления застежки. Если это застежка типа Philips или Allen, вам не о чем беспокоиться, так как обычно отвертка меньше, чем головка застежки, но это может не всегда иметь место с меньшими винтами и застежками.Крепление шестигранного типа, требующее, чтобы инструмент проходил снаружи головки, потребует большего зазора.
Размер инструмента может варьироваться в зависимости от типа головки крепежа.
Часто упускают из виду, что компоненты на печатной плате не мешают легкому доступу к инструментам. Радиаторы, микросхемы типа TO-220 и большие конденсаторы должны находиться на достаточном расстоянии от монтажного отверстия, чтобы обеспечить легкий доступ к инструменту. Эта область также должна быть лишена следов сигнала как на поверхности, так и во внутренних слоях. Паяльная маска не очень устойчива к физическому повреждению, поэтому головка крепежа может поцарапать паяльную маску и соединить сигнальные слои на внешних поверхностных слоях. Внутренние слои могут быть раздавлены и сломаны, а крепежный элемент закручивается вниз на FR4. Вот потрясающее видео о ремонте iPhone 6 с поврежденными внутренними слоями с использованием неподходящего винта.
Паяльная маска не очень устойчива к физическому повреждению, поэтому головка крепежа может поцарапать паяльную маску и соединить сигнальные слои на внешних поверхностных слоях. Внутренние слои могут быть раздавлены и сломаны, а крепежный элемент закручивается вниз на FR4. Вот потрясающее видео о ремонте iPhone 6 с поврежденными внутренними слоями с использованием неподходящего винта.
Крекинговые керамические конденсаторы и плата Flex
Изгиб платы и конденсатора из-за винтового крепления в монтажном отверстии.
Когда крепеж установлен в печатную плату и затянут, это вызовет небольшой изгиб платы, так как крепеж вдавливает FR4 в опору.Этого небольшого изгиба достаточно, чтобы вызвать микротрещины в паяльной пасте и внутри керамических конденсаторов. У TDK есть отличное видео о растрескивании из-за изгиба внутри керамических конденсаторов. По этой причине рекомендуется держать керамические конденсаторы и другие хрупкие компоненты (ферритовые шарики) подальше от краев платы и монтажных отверстий. Если вам нужно поместить керамический конденсатор рядом с монтажным отверстием, найдите конденсатор с гибкими заглушками, чтобы смягчить любые проблемы.
Если вам нужно поместить керамический конденсатор рядом с монтажным отверстием, найдите конденсатор с гибкими заглушками, чтобы смягчить любые проблемы.
Заземление корпуса
Использование монтажных отверстий для заземления печатной платы на корпусе.
Простой способ заземлить корпус и печатную плату — оставить медь открытой вокруг монтажного отверстия. Таким образом, крепеж может соприкоснуться с медью, а затем соединить печатную плату с шасси. Это быстрее, чем иметь для этого отдельный провод. Для повышения надежности можно использовать застежки, имеющие зазубрины на нижней части головки. Затем наклейте медь вокруг монтажного отверстия, что создаст слой припоя на открытой меди. Когда застежка превращается в пасту, она лучше схватывается и сопротивляется вибрации.
Зубцы внизу головки застежки.
Подтяжка
Если вы хотите узнать больше о монтажных отверстиях, Стивен и я (Паркер) обсудим эту тему в MEP EP#51: No Flex Allowed. Если у вас есть какие-либо другие вопросы о монтажных отверстиях или других темах, сообщите нам об этом по электронной почте или в нашем твиттере!
Если у вас есть какие-либо другие вопросы о монтажных отверстиях или других темах, сообщите нам об этом по электронной почте или в нашем твиттере!
Создание монтажных отверстий на печатной плате | Создайте свою собственную печатную плату | Видеоуроки
Наша печатная плата должна быть каким-то образом собрана в окончательную сборку дрона.Это достигается путем крепления нашей платы к разъему материнской платы и специальными монтажными стойками, что требует точного позиционирования двух монтажных отверстий на плате. Мы можем создать монтажные отверстия в Altium Designer двумя способами.
- Создайте монтажное отверстие как обычный объект, используя Place > Pad из главного меню. После создания контактной площадки нам необходимо настроить ее тип (сквозной), точный размер отверстия, площадь металлизации и вручную назначить на нее сетку.
- Создайте и используйте монтажное отверстие как компонент, который уже имеет заданные параметры монтажного отверстия. Этот подход требует, чтобы монтажные отверстия были размещены на листе схемы, как это сделано в 2_mb_conn.SchDoc, как показано ниже. Мы будем использовать этот подход в этом руководстве .
 Этот подход требует, чтобы монтажные отверстия были размещены на листе схемы, как это сделано в 2_mb_conn.SchDoc, как показано ниже. Мы будем использовать этот подход в этом руководстве
Этот подход требует, чтобы монтажные отверстия были размещены на листе схемы, как это сделано в 2_mb_conn.SchDoc, как показано ниже. Мы будем использовать этот подход в этом руководствеРазместим их.
Найдите отверстия PTh2 и PTh3 среди компонентов платы, добавленных во время синхронизации.
Рис. 2 — Расположение монтажных отверстий на плате Нажмите PTh2 , чтобы выбрать его. Нам нужно разместить его точно по координатам X/Y. В области Location панели Properties введите 3,1 мм как X и 28,1 мм как Y . Монтажное отверстие теперь находится в верхнем левом углу нашей печатной платы. Чтобы предотвратить его случайное перемещение, заблокируйте координаты, нажав значок замка справа от области Location . После блокировки координаты X/Y на панели Properties будут выделены серым цветом.
После блокировки координаты X/Y на панели Properties будут выделены серым цветом.
Совет: Если вы не можете выбрать монтажное отверстие, убедитесь, что Компоненты включен в области Фильтр выбора панели Свойства . После блокировки монтажного отверстия вы не сможете выбрать компонент одним щелчком мыши, как раньше; вам нужно будет дважды щелкнуть вместо этого.
Поместите монтажное отверстие PTh3 на координаты (X/Y) 28,1 мм/3,1 мм , затем зафиксируйте его. Он должен быть размещен, как показано ниже. Работа с монтажными отверстиями завершена, теперь можно двигаться дальше.
Рис. 5 — Оба монтажных отверстия размещеныКак паять: зубчатые монтажные отверстия
Введение
Популярным направлением среди производителей является пайка «плата к плате». Этот метод позволяет компаниям производить интегрированные модули (часто содержащие десятки деталей) на одной плате, которые могут быть встроены в другую сборку во время производства.Одним из простых способов изготовления печатной платы, предназначенной для монтажа на другую печатную плату, является создание зубчатых монтажных отверстий. Они также известны как «зубчатые переходные отверстия» или «зубчатые соединения».
Этот метод позволяет компаниям производить интегрированные модули (часто содержащие десятки деталей) на одной плате, которые могут быть встроены в другую сборку во время производства.Одним из простых способов изготовления печатной платы, предназначенной для монтажа на другую печатную плату, является создание зубчатых монтажных отверстий. Они также известны как «зубчатые переходные отверстия» или «зубчатые соединения».
В этом руководстве мы покажем вам, как вручную припаять плату с зубчатыми монтажными отверстиями к другой печатной плате соответствующего размера.
В этом руководстве в качестве примера мы будем использовать радиочастотный приемопередатчик SparkFun — RFM22B.
Видео
Если вы визуал, мы сняли видео, показывающее, как припаять модуль с зубчатыми монтажными отверстиями.Он охватывает большую часть того, что написано в этом руководстве.
Предлагаемая литература
Если вы никогда раньше не паяли, мы определенно рекомендуем вам прочитать наше руководство по пайке сквозных отверстий и сначала попробовать припаять некоторые детали с металлизированными сквозными отверстиями (PTH). Прежде чем продолжить, ознакомьтесь с любыми другими руководствами ниже, с которыми вы не знакомы.
Прежде чем продолжить, ознакомьтесь с любыми другими руководствами ниже, с которыми вы не знакомы.
Необходимые материалы
Как и при любой пайке, вам понадобится оборудование.Учебное пособие «Пайка через отверстие» содержит полезную информацию о паяльниках и аксессуарах. Не стесняйтесь заглянуть туда, если вам нужно освежить в памяти то, что делает каждый из инструментов.
Если вы хотите купить новые инструменты или пополнить запасы, мы предлагаем множество инструментов и аксессуаров для пайки.
Необходимые инструменты
Паяльник
Подойдет любой надежный паяльник. Мы рекомендуем что-то с регулируемой температурой.
Убедитесь, что наконечник достаточно мал, чтобы поместиться на одной контактной площадке в одном из зубчатых отверстий.Вам не нужен слишком широкий наконечник, который будет наносить припой на несколько контактных площадок или переходных отверстий (также называемых выводами). Вот так мы получаем паяные мосты!
Латунная губка
Латунная губка — хороший выбор для чистки жала утюга. Если у вас нет латунной губки, подойдет обычная губка (не забудьте смочить ее небольшим количеством воды!).
Если у вас нет латунной губки, подойдет обычная губка (не забудьте смочить ее небольшим количеством воды!).
Припой
Выберите припой. Мы рекомендуем освежить свои знания в области пайки, если вам нужно освежить знания.В этом руководстве мы используем водорастворимый припой с сердечником диаметром 0,020 дюйма, не содержащий свинца.
Флюс
Flux настоятельно рекомендуется при пайке поверхностных или зубчатых компонентов. Всякий раз, когда вы плавите припой, ядро флюса в припое сгорает. Если вам когда-нибудь понадобится снова нагреть этот припой, вам нужно сначала добавить флюс. Флюс помогает очистить поверхность и позволяет припою лучше растекаться, улучшая характеристики смачивания припоя.
Мы будем использовать водорастворимый флюс, так как флюсовая сердцевина в нашем припое представляет собой водорастворимый флюс.Просто убедитесь, что флюс в сердечнике припоя соответствует жидкому флюсу, который вы используете.
Пинцет
Иногда вы можете держать модуль в руке, вставляя его в жидкий горячий припой. Однако мы бы не рекомендовали это. Вам понадобится хороший пинцет, чтобы удерживать модуль, пока вы перемещаетесь по действительно горячим предметам.
Однако мы бы не рекомендовали это. Вам понадобится хороший пинцет, чтобы удерживать модуль, пока вы перемещаетесь по действительно горячим предметам.
Щетка
Подойдет любая дешевая щетка с жесткой щетиной. Мы рекомендуем недорогую кислотную щетку с щетиной, обрезанной примерно до 1/4 дюйма (6 мм).Он понадобится нам для очистки платы, когда мы закончим пайку.
Медицинский спирт
Если вы используете «водорастворимый» или канифольный флюс (это будет написано на ручке или банке), вам нужно очистить его от платы после пайки. Флюс, оставшийся на печатной плате, может вызвать коррозию или вызвать короткое замыкание между контактами (нехорошо!). Технически вы должны использовать горячую деионизированную воду для «водорастворимого» флюса, но мы можем обойтись небольшим количеством изопропилового спирта. Вы можете найти медицинский спирт практически в любой аптеке или продуктовом магазине.
Дополнительные инструменты
Лудильщик наконечника
Средство для чистки жал чистит жала паяльника. Это опционально , так как вы можете добавить припой прямо на наконечник и очистить его латунной губкой. Тем не менее, это очень полезно для очень старых железных наконечников, которым нужна новая жизнь.
Это опционально , так как вы можете добавить припой прямо на наконечник и очистить его латунной губкой. Тем не менее, это очень полезно для очень старых железных наконечников, которым нужна новая жизнь.
Фитиль для припоя
Фитиль для припоя не обязателен , но его необходимо иметь при себе, если вы запутались и вам нужно удалить припой.
Третья рука или тиски
Хорошая третья рука (руки помощи) или PanaVise помогут вам приподнять доску над столом, если она вам нужна, ближе к уровню глаз.Вы также можете создать свою собственную третью руку.
Маловорсовые салфетки
Вы можете использовать бумажное полотенце, чтобы высушить доску после того, как вы ее почистили, но бумажные полотенца имеют привычку оставлять маленькие кусочки ворса. Мы рекомендуем салфетки с низким содержанием ворса, такие как Kimwipes.
Бокорезы
Вам понадобится что-то, чтобы разрезать фитиль припоя, и, как правило, предпочтительным инструментом являются бокорезы. Однако подойдет что-нибудь острое и похожее на ножницы (например, внутренние лезвия инструмента для зачистки проводов).
Однако подойдет что-нибудь острое и похожее на ножницы (например, внутренние лезвия инструмента для зачистки проводов).
Припой!
Настройте свою станцию
Создайте рабочую зону вокруг паяльника.
- Убедитесь, что в этом месте нет беспорядка.
- Мы рекомендуем положить антистатический коврик или другую поверхность, о которой вы не будете беспокоиться, если она сгорит. Идеально то, что не загорится (например, газета — это плохо).
- Подключите утюг к сети и включите его. Если вы можете отрегулировать температуру, мы рекомендуем около 700°F (370°C).
- Положите инструменты рядом.
- Если вы используете обычную губку, добавляйте воду, пока она не станет влажной. Выжмите часть лишней воды. Вы хотите, чтобы он был влажным, но не капал.
Очистите наконечник
Всегда убедитесь, что вы работаете с чистым жалом паяльника. Если вы заметили, что наконечник утюга почернел, стал комковатым или окислился, вам необходимо его почистить.
Отвратительный совет!
Наносите припой непосредственно на жало горячего утюга, пока он не расплавится.В качестве альтернативы вы можете воткнуть утюг в банку с оловом. Припой или олово должны расплавиться и покрыть наконечник. Сотрите излишки припоя или олова влажной губкой или латунной губкой . Ваш кончик должен быть чистым и блестящим! Если нет, повторите процесс.
Этот наконечник красивый и чистый!
Добавить припой на одну площадку
Найдите угловую площадку и добавьте к ней припой. Мы рекомендуем контакт 1 или угловую площадку. Держите кончик утюга прямо на подушечке и подождите 1-2 секунды.
Медленно подавайте припой в пространство между жалом утюга и контактной площадкой.
Припой должен расплавиться, и вы получите небольшую горку припоя поверх контактной площадки. Сначала удалите нить припоя, а затем удалите паяльник.
Расслабься
Обильно нанесите флюс на небольшую горку припоя. Помните, что, поскольку мы сожгли флюс в сердцевине припоя, нам нужно добавить больше флюса перед повторным нагревом припоя. Будьте осторожны, так как при слишком сильном давлении на кончик пера из пера может вытечь флюс.
Помните, что, поскольку мы сожгли флюс в сердцевине припоя, нам нужно добавить больше флюса перед повторным нагревом припоя. Будьте осторожны, так как при слишком сильном давлении на кончик пера из пера может вытечь флюс.
Прикрепите плату
Используя свой набор пинцетов, возьмите модуль одной рукой. В другой руке возьмите паяльник. Расположите модуль рядом. Мы собираемся расплавить небольшую горку припоя, а затем вставить плату на место.
ВАЖНО: Убедитесь, что ваш модуль направлен в правильном направлении или имеет правильную полярность! Вы же не хотите случайно припаять деталь на печатной плате задом наперед.
Нагрейте горку припоя утюгом, пока он не расплавится.
Удерживая утюг на насыпи (мы не хотим, чтобы припой затвердел!), аккуратно вставьте модуль на место. Убедитесь, что кончик паяльника касается первого зубчатого переходного отверстия и площадки с расплавленным припоем. Мы хотим, чтобы зубец нагрелся и впитал часть припоя.
Прежде чем снимать утюг, убедитесь, что зубчатые переходные отверстия на модуле совпадают с основанием. Пока припой все еще расплавлен, вы можете осторожно повернуть и сдвинуть модуль по мере необходимости, чтобы выровнять его.
Снимите утюг и подождите, пока припой остынет и затвердеет. Не прикасайтесь к плате во время этого процесса, иначе вы испортите хорошую пайку. Осмотрите соединение, чтобы убедиться, что припой пристал к контактной площадке и зубчатому зацеплению.
Если вы обнаружите, что модуль не выровнен с контактными площадками, добавьте немного флюса на контакт 1, прикоснитесь жалом железа к стыку, чтобы расплавить припой, и осторожно переместите модуль пинцетом, чтобы все выровнялось. Это также хорошее время, чтобы проверить зубчатые монтажные отверстия на другой стороне платы, чтобы убедиться, что они выровнены, прежде чем добавлять больше припоя.
Припаяйте следующий контакт
На следующей площадке держите кончик утюга так, чтобы он касался зубчатого отверстия и площадки. Подайте припой в соединение (пересечение металлического наконечника, переходного отверстия и контактной площадки). Припой может начать плавиться через некоторое время, так что наберитесь терпения.
Подайте припой в соединение (пересечение металлического наконечника, переходного отверстия и контактной площадки). Припой может начать плавиться через некоторое время, так что наберитесь терпения.
Когда у вас будет достаточно припоя, сначала удалите припой.
Как только припой исчезнет, уберите утюг. Подождите, пока припой остынет, прежде чем прикасаться к плате. Осмотрите соединение, чтобы убедиться, что припой покрыл переходное отверстие и контактную площадку.
Припаяйте остальное
Один за другим припаяйте каждое из зубчатых переходных отверстий к контактным площадкам, пока все переходные отверстия не будут припаяны к контактным площадкам.
Очистите плату
В готовой сборке, вероятно, будут остатки флюса на плате или модуле рядом с выводами. Он будет липким и черным или янтарным на вид. Вы захотите очистить это.
Налейте немного медицинского спирта в миску, окуните в него кисть и протрите ею штифты и подушечки, чтобы удалить остатки.
Вытрите плату безворсовым полотенцем или бумажными полотенцами. Мы рекомендуем что-то вроде Kimwipes, чтобы не оставлять ворсинок на доске. Для этого также хорошо подходит сжатый или консервированный воздух.
Осмотрите свою работу! Убедитесь, что все контакты припаяны к соответствующим контактным площадкам, а на плате нет остатков флюса. Возможно, вам придется повторить процесс очистки несколько раз, чтобы полностью избавиться от флюса.
Поиск и устранение неисправностей
В этом разделе мы рассмотрим несколько ошибок, связанных с пайкой поверхностным монтажом.
Упрямые контакты заземления
Вы можете заметить, что только несколько контактов, которые вы припаиваете, более упрямы, чем другие, в том, что они не хотят принимать припой так же охотно. Это связано с плоскостью Ground (GND) (или заливкой). В дизайне печатной платы вы можете либо выполнить соединение с помощью дорожки (крошечные медные линии, идущие по всей печатной плате), либо создать плоскость или заливку меди (светло-красные капли, спрятанные между темно-красной печатной платой на фотографии ниже). . Они часто подключаются к GND или Vcc, но могут быть подключены к любому желаемому сигналу.Независимо от того, к какому сигналу они подключены, эта большая медная пластина имеет тенденцию поглощать больше тепла, чем тонкая дорожка, что затрудняет их пайку.
. Они часто подключаются к GND или Vcc, но могут быть подключены к любому желаемому сигналу.Независимо от того, к какому сигналу они подключены, эта большая медная пластина имеет тенденцию поглощать больше тепла, чем тонкая дорожка, что затрудняет их пайку.
Каждая из зеленых стрелок на фотографии выше указывает на контактную площадку, которая подключена к заливке, а не на трассу.
Если какая-то конкретная площадка вызывает у вас проблемы, проверьте, не связана ли она с заливкой. Если это так, потратьте несколько дополнительных секунд, чтобы нагреть эту площадку, прежде чем наносить припой.Небольшой дополнительный флюс поможет и с тугими подушечками.
Исправление ошибок
Что произойдет, если вы сделаете ошибку, например, припаяете два штыря вместе?
Самое простое решение — использовать немного фитиля и флюса для удаления припоя.
Подготовить фитиль
Если на конце фитиля припоя есть припой, отрежьте его. Припой будет серебристого цвета.
Припой будет серебристого цвета.
Нанесите флюс на конец фитиля. Большинство фитилей для припоя содержат некоторое количество флюса, но полезно добавить еще немного.
Удаление излишков припоя
Держите фитиль на перемычке припоя и поднесите жало паяльника к фитилю. Подождите несколько секунд, и припой между контактами должен впитаться в фитиль.
Закрепите штифты
Если вы случайно удалили слишком много припоя из стыка, вы можете просто добавить флюс в стык, поднести наконечник утюга к стыку и добавить еще немного припоя.
Очистите соединение
Каждый раз, когда вы добавляете флюс или припой (который, вероятно, содержит флюс) в соединение, вам нужно очистить его щеткой и небольшим количеством медицинского спирта.
Проверяйте свою работу
Осмотрите соединения еще раз, чтобы убедиться, что перемычка удалена и на всех штырях имеется хорошее припойное покрытие.
Ресурсы и дальнейшее продвижение
Передовые методы
Хотя изначально он был создан для пайки PTH, Джоэл демонстрирует в этом видео несколько замечательных передовых методов пайки.
Если у вас есть достаточно маленький модуль или подходящий наконечник для ремонтной станции с горячим воздухом, вы можете использовать методы удаления деталей, показанные Дэвидом в этом видео, для отпайки модуля.
Ресурсы
Если вам нужна дополнительная информация о пайке, вот несколько ресурсов:
Если вы хотите спроектировать свои собственные печатные платы, у нас есть отличная серия учебных пособий, описывающих процесс проектирования с использованием Eagle, бесплатного программного обеспечения для проектирования печатных плат.
Использование EAGLE: макет платы
Часть 2 руководства по использованию Eagle, в которой рассказывается, как разложить плату после разработки схемы.
| КАПЛЕЗАЩИТНЫЕ ДВИГАТЕЛИ: ТИПЫ FD, D, DE | ||
| 143 т/145 т | ДА | |
| 182 т/184 т | ДА | |
| 213Т/215Т | НЕТ | |
| 254 т/256 т | НЕТ | |
| 284Т/286Т | ДА | |
| 324Т/326Т | ДА | |
| ДВИГАТЕЛИ TEFC: | ||
| ОДИНОЧНЫЕ ТИПЫ UT, FUT, UTE | ||
| 143 т/145 т | ДА | |
| 182 т/184 т | ДА | |
| 213Т/215Т | НЕТ | |
| 254 т/256 т | НЕТ | |
| 284Т/286Т | НЕТ | |
| ВРАЖДЕБНЫЕ ОБЯЗАННОСТИ FCT, CTE, TCE, CE, JAD, ETC | ||
| 143 т/145 т | ДА | |
| 182 т/184 т | ДА | |
| 213Т/215Т | ДА | |
| 254 т/256 т | ДА | |
| 284Т/286 | ДА | |
| 324Т/326Т | ДА | |
| 364Т/365Т | ДА | |
| 404Т/405Т | ДА | |
| 444Т/445Т | ДА | |
| 447Т | НЕТ | |
| TITAN TEFC: ТИП J | 449T это 447T/449T | |
Типы отверстий для крепления петель
Независимо от типа монтажного отверстия или проема на петле важно расположение относительно друг друга, краев и концов петли. Как только вы получите отверстие в нужном месте, вы можете решить, как его размер подходит для приложения. Это краткое обсуждение каждого монтажного отверстия петли или стиля открывания и их применения.
Как только вы получите отверстие в нужном месте, вы можете решить, как его размер подходит для приложения. Это краткое обсуждение каждого монтажного отверстия петли или стиля открывания и их применения.
Они являются наиболее распространенными, поскольку они обеспечивают наилучший контакт между головкой застежки и поверхностью шарнира, если размер отверстия правильно подобран к застежке. Увеличение отверстия для решения проблем с допуском должно привести к корректировке размера вашего крепежа; всегда есть «золотое пятно», где размер отверстия, застежка и контроль расположения приводят к рабочей детали.Круглые и квадратные отверстия требуют определенных инженерных разработок. Иногда найти золотую середину просто невозможно.
Нанесение фаски или захода на внешний край отверстия. Он может иметь две цели. Один из них заключается в том, чтобы головка крепежного элемента располагалась заподлицо с поверхностью, а другой — в облегчении входа крепежного элемента, в то же время обеспечивая очень хорошую контактную поверхность и положение. Зенковка чаще относится к петлям гораздо большей толщины, в которых отверстие увеличено вверху, чтобы застежка с большой головкой, такая как болт, сидела заподлицо.
Зенковка чаще относится к петлям гораздо большей толщины, в которых отверстие увеличено вверху, чтобы застежка с большой головкой, такая как болт, сидела заподлицо.
Они позволяют перемещать петлю относительно ее сопрягаемой поверхности, чтобы отрегулировать окончательную посадку. Меньшая часть застежки фактически соприкасается с створкой петли, и в результате соединение не такое прочное. Инженеры обычно используют больше слотов, чем отверстий, чтобы компенсировать это. Прорези могут быть выровнены по любой оси, чтобы обеспечить направление в любом направлении, но только вперед и назад в этом направлении. Вы увидите слоты во многих продуктах потребительской сборки. Эти типы петель прощают ошибки.
V-образная насечка отлично справляется с определением местоположения детали, и ее легко выровнять, если плотно прижать деталь к вершине V-образной формы. Надрезы с квадратным и круглым концом работают одинаково, но допускают большее движение. Вырезы имеют самую низкую прочность среди всех методов крепления неразрезных петель, но очень щадящие по скорости и простоте установки.
Вырезы имеют самую низкую прочность среди всех методов крепления неразрезных петель, но очень щадящие по скорости и простоте установки.
Monroe производит непрерывные петли любой длины и любого типа
Вы ищете петли
?Отправьте запрос сейчас!
Фланцевые подшипники с 2 монтажными отверстиями, EFOM, igubal®, сферический шарик iglidur® L280
Фланцевые подшипники igubal® Фланцевые подшипникиigubal® были разработаны для поддержки центра или концов валов.
Корпус изготовлен из игумида G, чрезвычайно ударопрочного полимера, армированного длинными волокнами. Подходит для температур от -30 °C до +80 °C при длительном использовании.
В стандартных фланцевых подшипниках сферический шарик изготовлен из материала iglide® L280, который известен своим самым низким коэффициентом трения при работе всухую и чрезвычайно низкой склонностью к прерывистому скольжению.
 Это особенно важно при малых нагрузках и очень медленных движениях.
Это особенно важно при малых нагрузках и очень медленных движениях.- Простота установки
- Компенсация
- Компенсация ошибок смещения
- абсолютно устойчивый к коррозии
- Очень легкий
- ОБСЛУЖИВАНИЕ БЕСПЛАТНОЙ ВЫХОДА
7 Типичные области применения
- Строительство завода
- Автоматизация
- Сельскохозяйственные машины
- Механическая техника
- Пищевая промышленность
Вы найдете множество дополнительных областей применения в наших решениях для промышленности
Области примененияКогда использовать? - Если требуется химическая стойкость
- Если требуется экономичный вариант
- Если вам нужны грязеотталкивающие подшипники
- Для устранения несоосности
Когда не использовать? - Если температура выше +80 °C
- Если требуется встроенное регулировочное кольцо
- Если требуются диаметры более 30 мм
- Если скорость вращения выше 0. требуется 5 м/с
Поскольку фланцевые подшипники igubal® рассчитаны на работу всухую, не требующую технического обслуживания, они особенно подходят для применений, в которых доступ к подшипнику ограничен, во влажных или влажных средах или в чистых помещениях. В результате фланцевые подшипники igubal® используются, например, в устройствах управления щетками, в фасадных солнцезащитных системах, в технике погрузочно-разгрузочных работ и в хлебопекарном оборудовании.
Сборка
Фланцевые подшипники igubal® с 2 отверстиями снабжены удлиненными отверстиями, облегчающими повторную регулировку. Точное выравнивание корпуса подшипника не требуется, так как фланцевый подшипник автоматически компенсирует ошибку. Для фиксации вала можно использовать специальные регулировочные кольца.Монтажная пластина для DIN-рейки размером 4,0 x 4,0 дюйма с сеткой монтажных отверстий
- Дом
- Товары
- DIN-рейка и принадлежности
- Монтажные пластины
- 4. Плата для монтажа на DIN-рейку 0 x 4,0 дюйма с сеткой монтажных отверстий
ДИНП01-4040Б(щелкните изображение, чтобы увеличить)
- Установка устройств на DIN-рейку
- Универсальный, универсальный дизайн
- Предварительно просверленная сетка монтажных отверстий для ваших устройств
- Массив отверстий с центрами 0,5 дюйма
- Прочная конструкция
- Размер пластины 4,0 x 4,0 дюйма
Общее описание
Используйте эти прочные универсальные DIN-рейки общего назначения. монтажные пластины для установки практически любого устройства на стандартную DIN-рейку 35 мм. Этот продукт имеет плоскую монтажную поверхность, на которую вы можете установить свое устройство, а металлический кронштейн для DIN-рейки прикрепляет пластину к DIN-рейке.
Монтажная пластина изготовлена из прочный материал FR4 толщиной 0,125 дюйма (армированный стекловолокном эпоксидный ламинат) и поставляется с предварительно просверленной сеткой монтажных отверстий для установки вашего устройства.
Отверстия расположены с шагом 0,5 дюйма.
Он поставляется с прочным стальным кронштейном для DIN-рейки (деталь № DINM21), установленным на пластине.
Стальные кронштейны можно приобрести отдельно, если вам нужен кронштейн без переходной пластины.Эти адаптерные пластины также известны как монтажные пластины для DIN-рейки, адаптерные пластины для DIN, кронштейны для DIN-рейки и т. д. Мы продаем множество разновидностей универсальных монтажных пластин для DIN-рейки и кронштейнов для DIN-рейки.
Примеры применения
На приведенных ниже фотографиях показано, как пластина для монтажа на DIN-рейке может быть установлена на устройстве.
Приложение, вид спереди
Щелкните изображение, чтобы увеличить его.Установка и снятие
Установка устройства на пластину
Чтобы установить устройство на пластину, совместите существующие отверстия на устройстве с предварительно просверленными отверстиями.
монтажные отверстия на плите; или добавьте свои собственные отверстия. Вы также можете использовать монтажные отверстия с
кабельная стяжка (продается отдельно) для снятия натяжения проводов.
Обратите внимание, что контур металлического кронштейна DIN-рейки показан на передней панели адаптерной пластины.Установка и снятие пластины в сборе
Эти адаптерные пластины для DIN-рейки легко крепятся и снимаются с DIN-рейки. На рейке скоба защелкивается на рейке как на верхней, так и на нижней кромке рейки. Кронштейн должен быть ориентирован таким образом, чтобы «фиксированный» (не подпружиненный) конец кронштейна крепился к верхней части DIN-рейки, что позволяет фиксированному концу выдерживать нагрузку. Затем подпружиненные скользящие крючки захватывают нижнюю часть DIN-рейки.Такая компоновка обеспечивает наибольшую жесткость и грузоподъемность.
Существует два способа снятия переходной пластины с DIN-рейки:
- Ручка разблокировки: Чтобы снять пластины с DIN-рейки с помощью ручки разблокировки на кронштейне, либо потяните за ручку с нижнего края кронштейна, либо нажмите на ручку вниз с верхнего края кронштейна. Это освобождает скользящие крючки, удерживающие нижнюю часть рейки, и позволяет нижнему краю кронштейна откинуться от рейки DIN.Затем всю пластину и установленное устройство можно снять с DIN-рейки.
- Толкать и поворачивать: Более простой способ, однако, состоит в том, чтобы приподнять установленное устройство, повернуть верхнюю часть устройства в сторону от направляющей и опустить все устройство с направляющей. Этот метод не требует доступа к ручке фиксатора на кронштейне, что упрощает этот метод.
Документы по продукту
Описание PDF Рисунок PDF Рисунок DWG Drawing Iges Model Шаг модели DINP01-4040B DIN-пластина, 4.0″ x 4,0″, сетка монтажных отверстий DIN-пластина, 4,0″ x 4,0″, сетка монтажных отверстий
Информация о продукте
- Предварительно просверленная сетка монтажных отверстий для ваших устройств
- Массив отверстий с центрами 0,5 дюйма
- Размер пластины 4,0 x 4,0 дюйма
- Изготовлен из материала FR4 толщиной 0,125 дюйма
- Стальная DIN-скоба шириной 44,2 мм
- Защелкивается на DIN-рейку 35 мм
- Цвет: черный
- DIN-рейка не входит в комплект
Продукт № Описание 1+ 10+ 25+ 50+ RoHS Купить сейчас DINP01-4040B Универсальная монтажная пластина на DIN-рейку, 4.
 требуется 5 м/с
требуется 5 м/с Плата для монтажа на DIN-рейку 0 x 4,0 дюйма с сеткой монтажных отверстий
Плата для монтажа на DIN-рейку 0 x 4,0 дюйма с сеткой монтажных отверстий Отверстия расположены с шагом 0,5 дюйма.
Он поставляется с прочным стальным кронштейном для DIN-рейки (деталь № DINM21), установленным на пластине.
Стальные кронштейны можно приобрести отдельно, если вам нужен кронштейн без переходной пластины.
Отверстия расположены с шагом 0,5 дюйма.
Он поставляется с прочным стальным кронштейном для DIN-рейки (деталь № DINM21), установленным на пластине.
Стальные кронштейны можно приобрести отдельно, если вам нужен кронштейн без переходной пластины.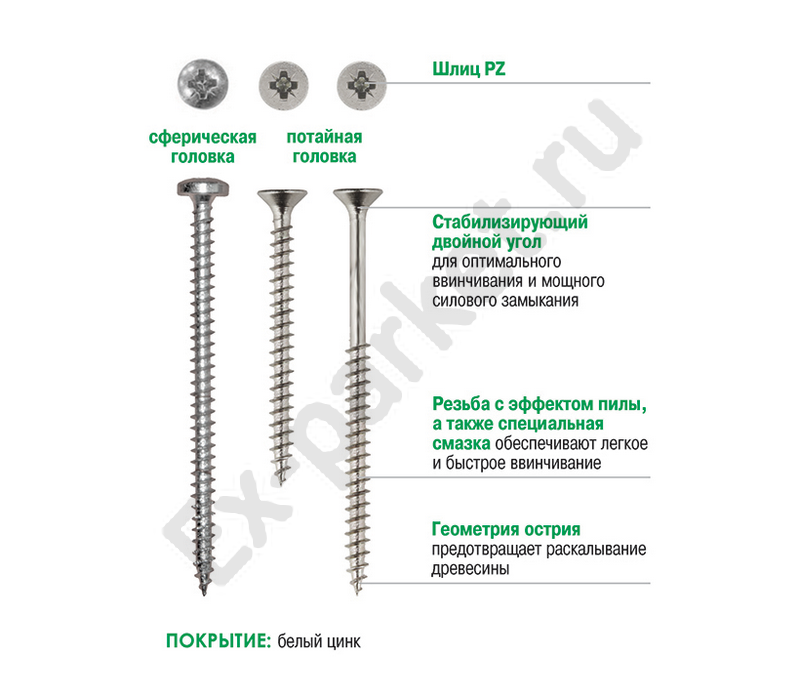 монтажные отверстия на плите; или добавьте свои собственные отверстия. Вы также можете использовать монтажные отверстия с
кабельная стяжка (продается отдельно) для снятия натяжения проводов.
Обратите внимание, что контур металлического кронштейна DIN-рейки показан на передней панели адаптерной пластины.
монтажные отверстия на плите; или добавьте свои собственные отверстия. Вы также можете использовать монтажные отверстия с
кабельная стяжка (продается отдельно) для снятия натяжения проводов.
Обратите внимание, что контур металлического кронштейна DIN-рейки показан на передней панели адаптерной пластины. Это освобождает скользящие крючки, удерживающие нижнюю часть рейки, и позволяет нижнему краю кронштейна откинуться от рейки DIN.Затем всю пластину и установленное устройство можно снять с DIN-рейки.
Это освобождает скользящие крючки, удерживающие нижнюю часть рейки, и позволяет нижнему краю кронштейна откинуться от рейки DIN.Затем всю пластину и установленное устройство можно снять с DIN-рейки.