Проволока для газовой сварки
Проволока для газовой сварки
Когда используется проволока для газовой сварки? Как проволока включена в процесс газосварки? Как известно, если это газосварка, то газосварщик работает, используя два газа: горючий газ вместе с кислородом. Они могут поступать в горелку из различных источников: баллоны, газогенератор ацетилена. Когда газы смешиваются — возникает газовое пламя. Температура пламени настолько велика, что позволяет плавить металл. Проволока подается с целью создания надежного шва при сварке.
Из чего состоит сварочная проволока, каков ее состав? Из ее функции вытекает то, что согласно составу она обязана быть близка к металлу, с которым сварщик работает. Исходя из того, что варят различный металл, проволоку производят различных марок, отличия между которым в химсоставе.
РАЗНЫЕ МАРКИ
Официальный, действующий ГОСТ 2246-70 устанавливает параметры для рассматриваемой продукции. Озвучиваются требования к присутствию химэлементов в проволоке, изготовленной из разной стали. В ГОСТе рассматриваются три вида стали (из стали малым низким содержанием углерода, а также два типа с различной ступенью легирования). Данный Госстандарт создан для рассматриваемой продукции, которая является холоднотянутой.
Озвучиваются требования к присутствию химэлементов в проволоке, изготовленной из разной стали. В ГОСТе рассматриваются три вида стали (из стали малым низким содержанием углерода, а также два типа с различной ступенью легирования). Данный Госстандарт создан для рассматриваемой продукции, которая является холоднотянутой.
Сварочные проволоки разных марок отличаются тем, сколько в них содержится добавленных химэлементов. Четко прописанные нормы определяют их процентные доли, которые расписаны подробно.
В стали с высокой степенью легирования, в отличие от остальных указанных двух видов, доля внедренных элементов — выше. Зачем это делается? Чем больше нужных химэлементов, тем выше требуемые от сварного шва свойства.
СОДЕРЖАНИЕ ЭЛЕМЕНТОВ
Химэлементы, находящиеся в составе рассматриваемой здесь продукции, такие. От вида стали, из которой делается сварочная проволока, зависит — тот или иной химэлемент может присутствовать или нет, это указывается в нормах ГОСТа.
Какие элементы в любом случае есть во всех трех указанных типах стали? Это — во-первых, кремний, марганец, углерод, затем никель и хром, а также еще сера и фосфор. Есть ли элементы, которые содержатся не во всех? Да, это титан и молибден, их вовсе нет в сталях с низким уровнем углерода, а в остальных двух отмеченных видах стали они есть также не всюду.
Как понять по маркировке, что в проволоке той или иной марки содержится какой-либо из названных элемент? «.Г». или «.С». в маркировке означает, что добавлены марганец и кремний. Если за буквой идет цифра, она указывает, сколько процентов данного элемента добавлено. Если для примера взять марку СВ08Г2С, то расшифровка такая: здесь есть 2% марганца («.Г2».), а также кремний («.С».).
Буква «.А». может указывать на разные данные, что зависит от того — это марка стали с низким углеродом или иная. Для первой «.А». значит, что металл имеет повышенной чистоту в плане того, сколько в нем содержится таких элементов, как S (сера) и Ph (фосфор) — например, СВ08А/strong>.
значит, что металл имеет повышенной чистоту в плане того, сколько в нем содержится таких элементов, как S (сера) и Ph (фосфор) — например, СВ08А/strong>.
РАСКИСЛЕНИЕ
Зачем в сварочную проволоку добавляются элементы? Какая цель легирования? В чем потребность присутствия добавляющихся химэлементов? На каких процессах это основывается?
Обмолвимся о сварных химпроцессах. Что совершается с металлом, над которым идет работа? Окисление. Почему? Потому как кислород воздействует на элементы металла. Содержащиеся в металле элементы соединяются с кислородом, что ухудшает характеристики металла. Что в данном случае имеем? Шов менее прочный, хуже характеристики, ниже стойкость к коррозии, металл раньше и быстрее стареет.
В противовес окислению вызывается процесс раскисления. Какие химэлементы имеют соответствующую функцию при их участии в легировании? Такие, как, например, марганец и кремний, они называются раскислителями. Как происходит химический процесс с их участием? Они сами связываются с кислородом, в результате с их участием возникают соответствующие окислы, на шов окисление отрицательно не влияет. Результат — шов надежный и удовлетворительной прочности.
Как происходит химический процесс с их участием? Они сами связываются с кислородом, в результате с их участием возникают соответствующие окислы, на шов окисление отрицательно не влияет. Результат — шов надежный и удовлетворительной прочности.
КАК ПОДОБРАТЬ?
Упомянутый ГОСТ выдвигает условия для того, как следует внешне выглядеть сварочной проволоке, чтобы быть надлежащего качества. Условия по внешнему виду не зависят от марки, требования определены как общие.
Это нормы по внешней поверхности, она необходима чистой/гладкой, без трещин, без раковин. Насторожить также должно присутствие масла или ржавчины.
Основополагающий параметр, как известно, — диаметр. ГОСТ устанавливает: данный параметр сварочной проволоки выпускается в следующем диапазоне: 0,3-12 (в миллиметрах). Как подбирают данный важный параметр? Сварщик обращает внимание на толщину детали и на то, каким видом сварки он пользуется.
Газовая сварка: какие газы, проволока и флюсы для нее используются?
Газовой сваркой называют процесс соединения металлов при нагреве свариваемых кромок высокотемпературным пламенем, образующимся при сгорании смеси горючего газа и кислорода. Кислород в данном случае выполняет функцию катализатора.
Кислород в данном случае выполняет функцию катализатора.
Кислород
При обычной температуре и давлении газ не имеет цвета и запаха. Для сварочных работ востребован технический кислород, добытый из воздуха и обработанный в воздухоразделительных установках, трех сортов:
- высшего, чистота по объему – 99,5%;
- 1-го – 99,2%;
- 2-го – 98, 5% .
Остаток составляют аргон и азот.
При смешении горючих газов или паров горючих жидкостей с кислородом в определенных пропорциях начинается интенсивное горение с выделением большого количества тепла.
Для хранения технического кислорода используют специальные окрашенные в голубой цвет баллоны объемом 40 дм3 (40 л). Надпись «Кислород» сделана черным. Масса такого баллона без колпака и башмака составляет 60 кг.
Внимание! При использовании кислородных баллонов необходимо соблюдать предельную осторожность из-за высокого давления внутри них. Есть еще одна опасность – высокая активность газа при контакте с органическими веществами (маслами или жирами). Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв.
Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв.
Сколько кислорода содержится в баллоне 40 л?
Номинальное давление газа в баллоне при +20°C – 14,7 МПа (по ГОСТу 5583). В таких условиях в него вмещается 6,3 м3 кислорода, по массе – 8,3 кг.
Ацетилен
Этот газ является первым и основным представителем алкинов гомологического ряда. По международной номенклатуре химических соединений ИЮПАК его название – этин. Формула – C2h3. Ацетилен – бесцветный, горючий, в смеси с воздухом взрывоопасен. Газ, благодаря тройной связи в молекуле, легко участвует в реакциях присоединения. Во время его сгорания выделяется значительное количество тепла, что используется в ацетиленовой горелке.
Ацетилен нельзя применять в чистом виде, поскольку в свободной форме он очень взрывоопасен. Для заправки в баллон его разбивают на мелкие частицы путем растворения в ацетоне. Этот способ позволяет снизить взрывоопасность ацетилена и заправить в баллон достаточно большое количество газа. Используют баллоны, окрашенные в белый цвет, надпись красная. При работе необходимо сохранять вертикальное положение баллона и оставлять остаточное давление, что снизит потери.
Этот способ позволяет снизить взрывоопасность ацетилена и заправить в баллон достаточно большое количество газа. Используют баллоны, окрашенные в белый цвет, надпись красная. При работе необходимо сохранять вертикальное положение баллона и оставлять остаточное давление, что снизит потери.
Сколько ацетилена содержится в баллоне 40 л?
В баллон закачивается технический ацетилен, соответствующий ГОСТу 5457, в него помещается:
- по объему – 5,3 м3;
- по массе – 5 кг газа.
Получение ацетилена из карбида кальция
Распространенный способ получения ацетилена для сварки – из воды и карбида кальция в ацетиленовых генераторах во время сварочного процесса.
Карбид кальция представляет собой твердый кускообразный материал, имеющий выраженный чесночный запах. Характерная особенность этого материала – интенсивное поглощение воды. Технический карбид кальция содержит, помимо CaC2, примеси: оксид кальция, кокс и другие.
Определение!
Количество литров газообразного ацетилена при давлении 760 мм рт. ст. и +20°C, производимого из 1 кг карбида в результате затворения водой, называют литражом.
Можно ли определить качество карбида кальция по цвету?
Чем чище карбид кальция, тем больше ацетилена получают при разложении 1 кг продукта (тем выше его литраж). При содержании чистого CaC2 в количестве 60-75% разлом материала имеет серый цвет, который при возрастании процентного содержания CaC2 переходит в фиолетовый. Высокопроцентный карбид кальция (от 80% CaC2) может иметь цвет от светло-коричневого до голубовато-черного.
Виды генераторов для получения ацетилена из карбида кальция
ГОСТ 5190 определяет несколько классификационных признаков для ацетиленовых генераторов:
- по давлению получаемого газа: низкого – до 0,01 МПа, среднего – 0,07-0,15 МПа, высокого – более 0,15 МПа;
- по производительности: 0,3-160 м3;
- по способу применения: стационарные и передвижные;
- по принципу действия: «карбид в воду», «вода на карбид» по «сухому» и «мокрому» процессам.


Рассмотрим основные виды ацетиленовых генераторов.
«Карбид в воду»
Это наиболее популярное оборудование. Принцип работы промышленного варианта:
- карбид периодически из бункера подается отдельными порциями в газообразующую камеру через питатель, в камере газообразования находится вода;
- подача карбида осуществляется периодически при падении давления в бункере с водой ниже установленного уровня;
- в газообразующей камере в результате реакции карбида и воды образуется ацетилен, подаваемый в ацетиленовый шланг;
- осадок – гашеная известь – удаляется через выпускной клапан.
В домашних мастерских, на небольших производствах и стройплощадках востребован мобильный ацетиленовый генератор типа АСП-10 производительностью 1,25 м3/час. Его разовая загрузка – 3,5 кг карбида кальция оптимальной фракции 25-80 мм. Без перезарядки он может работать 0,8 часа. Агрегат состоит из корпуса с крышкой и мембраной, корзины для карбида, предохранительного клапана и жидкостного затвора, сливных штуцеров, поддона, манометра.
Преимуществами подобных генераторов являются: наиболее полное разложение карбида кальция (до 95%), хорошее охлаждение, удобство обслуживания.
«Вода на карбид» по принципу «мокрого» процесса
Принцип работы оборудования заключается в периодической подаче воды на карбид, загруженный в реторту. Образовавшийся газ выходит в газосборную камеру, откуда через отборник поступает в шланг для сварки.
Преимущества аппаратов: надежность и простота конструкции. Минусы:
- возможность перегрева ацетилена из-за малого количества воды;
- неполное разложение карбида;
- небольшая производительность.
«Вода на карбид» по принципу «сухого» процесса
В барабан генератора подается карбид и поступает вода, количество которой в два раза превышает необходимое для полного распада карбида. Благодаря высокой температуре лишняя вода испаряется.![]()
Преимущества процесса: простота обслуживания оборудования и удаления извести. На таком принципе основана работа стационарных генераторов среднего уровня производительности.
Газы-заменители ацетилена
Для сварки металлов может использоваться не только ацетилен, но и другие газы, а также пары горючих жидкостей.
Определение!
Для сварки металлов и сплавов могут применяться газы, которые способны давать температуру пламени, в два раза превышающую Tпл обрабатываемых материалов.
Газы-заменители, производимые в промышленных масштабах, как правило, дешевле ацетилена и просты в приобретении, поэтому способны значительно снизить стоимость и упростить сварочные работы. Но, по сравнению с ацетиленом, все они имеют более низкую температуру сгорания. Поэтому их применение обычно ограничивается областями, в которых слишком высокая температура пламени не требуется:
Поэтому их применение обычно ограничивается областями, в которых слишком высокая температура пламени не требуется:
- сварка легкоплавких цветных металлов (алюминия и магния), их сплавов, свинца;
- высоко- и низкотемпературная пайка;
- поверхностная закалка;
- сварка тонколистового стального проката;
- поверхностная и разделительная кислородная резка.
Особенно широко газы-заменители применимы в ходе кислородной резки, при которой температура пламени не сказывается на качестве процесса, а только определяет время предварительного прогрева материала.
Могут ли для газосварки использоваться пропан и метан?
Эти газы могут применяться для сварки, но только при условии дополнительного использования кремний- и марганецсодержащей проволоки. Кремний и марганец выполняют роль раскислителей. При сварке чугуна и цветных металлов этими газами необходимо применять флюсы.
Какая сварочная проволока применяется для газовой сварки?
Для сварки в качестве присадочных материалов применяют обычно проволоку, прутки и гранулы с химическим составом, аналогичным свариваемому металлу. Их температура плавления должна быть равна или ниже, по сравнению с обрабатываемым материалом. Поверхность проволоки – чистая, без ржавчины, масел, окалины. Проволока для газосварки и наплавки производится в соответствии с тем же стандартом, что и для дуговой сварки, – ГОСТом 2246.
Их температура плавления должна быть равна или ниже, по сравнению с обрабатываемым материалом. Поверхность проволоки – чистая, без ржавчины, масел, окалины. Проволока для газосварки и наплавки производится в соответствии с тем же стандартом, что и для дуговой сварки, – ГОСТом 2246.
Как поступить, если нет возможности достать сварочную проволоку требуемого состава?
Для работы с нержавеющей сталью, медью, латунью или свинцом в порядке исключения используют полоски из материалов такой же марки, как и свариваемый металл.
Как выбрать проволоку в соответствии со свариваемым материалом и эксплуатационным назначением изготавливаемой продукции?
- Для ответственных сварных металлоконструкций и изделий рекомендуется применять марганцевую и кремнемарганцевую проволоку: Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С.
- Для низколегированных марок используют низколегированную проволоку, содержащую хром.
- Для чугуна предназначаются прутки, выпускаемые по ГОСТу 2671. Они делятся на марку А, востребованную для горячей сварки с общим предварительным подогревом изделия, и Б – для сварки с местным подогревом. Марки НЧ-1 и НЧ-2 используют для низкотемпературной газосварки литых элементов.
- Для сварки алюминия и сплавов на его основе предназначена проволока, соответствующая ГОСТу 7871: Св-А1, Св-АМц, Св-АК-5, Св-АМг.
- Для меди и ее сплавов выпускается присадочная проволока, регламентируемая ГОСТом 16130 (М1, МСр1), или прутки М1р и М3р.
 Они делятся на марку А, востребованную для горячей сварки с общим предварительным подогревом изделия, и Б – для сварки с местным подогревом. Марки НЧ-1 и НЧ-2 используют для низкотемпературной газосварки литых элементов.
Они делятся на марку А, востребованную для горячей сварки с общим предварительным подогревом изделия, и Б – для сварки с местным подогревом. Марки НЧ-1 и НЧ-2 используют для низкотемпературной газосварки литых элементов.Назначение флюсов для газовой сварки
При нагревании во время сварочного процесса медь, алюминий, магний и сплавы на их основе интенсивно взаимодействуют с кислородом воздуха или сварочного пламени. В результате на металлической поверхности образуются оксиды, температура плавления которых превышает температуру плавления основного металла. Оксидная пленка значительно усложняет сварку.
Предотвратить появление поверхностных оксидных пленок помогают специальные пасты или порошки, то есть флюсы. Эти составы наносятся предварительно на кромки свариваемых элементов и сварочную проволоку (прутки). При нагреве флюсы образуют легкоплавкие шлаки, предотвращающие образование тугоплавких оксидов. Функции флюсов выполняют: прокаленная бура, борная кислота, оксиды и соли лития, бария, калия, фтора, натрия и другие. Вид состава определяется свойствами свариваемого металла. База флюса для кислородной резки – железный порошок.
Эти составы наносятся предварительно на кромки свариваемых элементов и сварочную проволоку (прутки). При нагреве флюсы образуют легкоплавкие шлаки, предотвращающие образование тугоплавких оксидов. Функции флюсов выполняют: прокаленная бура, борная кислота, оксиды и соли лития, бария, калия, фтора, натрия и другие. Вид состава определяется свойствами свариваемого металла. База флюса для кислородной резки – железный порошок.
Флюсы также могут использоваться для специальных легированных сталей и чугуна. Для обычных «черных» сталей не применяются.
Сварочная проволока для газовой сварки
Присадочная проволока для газовой сварки
Качественный присадочный материал, применяемый для заполнения швов в процессе аргонодуговой и газовой сварки различных металлосплавов, в том числе для применения с графитовыми электродами, не поддающимися плавлению – важная составляющая часть надежных сварных соединений.Для максимального качества и эффективности выполняемых работ, выбор расходника производится по диаметру, который должен совпадать с шириной зазора; типом, а в некоторых случаях и химсоставом материала, соответствующего основному металлу, соединяемых деталей; схеме подаче и сварочному режиму.
Мы предлагаем три вида продукции, из различных металлосплавов, каждый из которых используется для определенной методики производства работ.
Обычная цельная типовая проволока для сварки под флюсом, где применяется инертный газ или паста. Выполняется из стали или цветных металлов, для ручной или полуавтоматической подачи в TIG или MIG режимах.
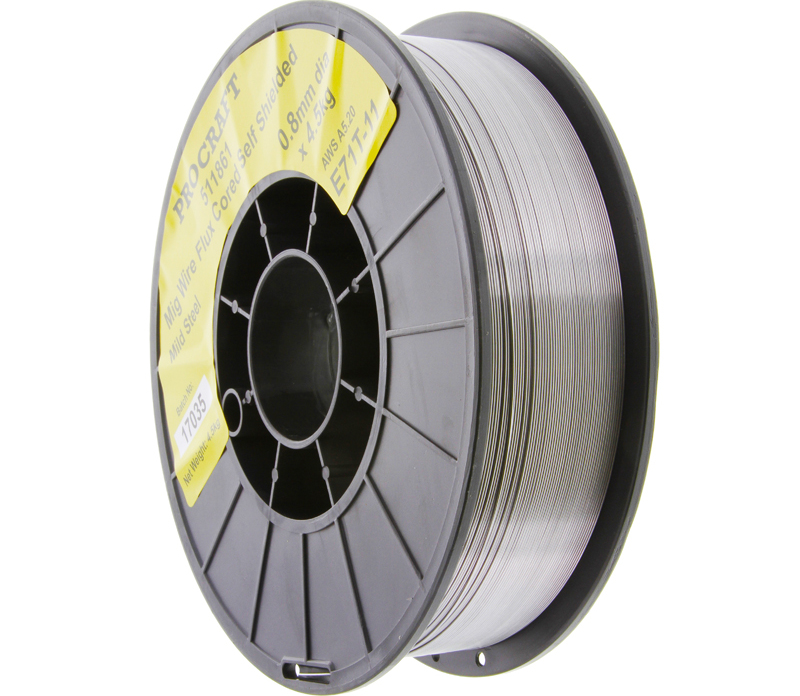
Порошковая, отличающаяся от предыдущей не только по внешним признакам, но и способом использования. Это трубка с небольшой толщиной стенки, наполненная порошкообразным флюсом и металлами.
Активированная — комбинированный вариант типовой проволоки, покрытой порошком, образующим флюсовую подушку в процессе расплава. Предназначается она как для ручного, так и для полуавтоматического процессов сваривания конструкционных стальных сплавов без спецподготовки подающих механизмов.
В нашем каталоге имеется следующая сварочная проволока для газовой сварки:
- Проволока сварочная СВ08А d 3,0
Пруток присадочный из проволоки марки СВ08А поперечником 3,0 мм (ГОСТ 2246-70) предназначен для сварки изделий из углеродистых конструкционных сталей типа Ст3 и др. Сварка делается газокислородной горелкой в среде ацетилено-кисородной сварки. - Проволока сварочная СВ08А d 4,0
Пруток присадочный из проволоки марки СВ08А диаметром 4,0 мм (ГОСТ 2246-70) предназначен для сварки изделий из углеродистых конструкционных сталей типа Ст3 и др. Сварка производится газокислородной горелкой в среде ацетилено-кисородной сварки. - и другие
 Сварка делается газокислородной горелкой в среде ацетилено-кисородной сварки.
Сварка делается газокислородной горелкой в среде ацетилено-кисородной сварки.Важно! Качественный расходник имеет одинаковый диаметр сечения по всей длине. В бухте недопустимы перехлесты и следы коррозии.
Сварочная проволока для газовой сварки
Сварочная проволока для газовой сварки ацетиленом выпускается многими заводами-производителями. На прилавках представлен большой ассортимент продукции: присадочные прутки, присадочная проволока и даже металлические гранулы, применяемые для ацетиленовой сварки или любой другой газовой сварки. Чтобы правильно выбрать проволоку необходимо знать толщину свариваемой детали и ее химический состав, а также тип металла.
С толщиной все просто: если толщина металла равна 3 мм, то и диаметр проволоки должен быть 3 мм. А вот с химическим составом и типом металла все куда сложнее. В этой статье мы подробно расскажем, какую проволоку использовать для сварки различных типов металлов: от чугуна до меди. Вы узнаете конкретные марки, применяемые для сварки и наплавки различных металлов.
Содержание статьи
- Проволока для сварки сталей
- Проволока для сварки алюминия и его сплавов, меди и ее сплавов
- Проволока для сварки чугуна
- Особенности применения
- Вместо заключения
Проволока для сварки сталей
Чаще всего в магазинах приобретается присадочная проволока для газовой сварки сталей. Отметим, что данная проволока изготавливается по тем же стандартам, что и для дуговой сварки. Поэтому нет никакой разницы между проволокой для газовой и для РДС-сварки. Для рядовой сварки большинства типов сталей применяют проволоку, изготовленную из низкоуглеродистой и легированной стали. Для сварки ответственных и особо ответственных конструкций рекомендуется применять низколегированную проволоку.
Для сварки ответственных и особо ответственных конструкций рекомендуется применять низколегированную проволоку.
Если вам необходимо добиться наилучшего качества сварных или наплавочных швов, то используйте марганцевые и кремнемарганцевые проволоки. К ним относятся марки Св-08ГС, Св-08ГА, Св-08Г2С, Св-10Г2. При использовании данных марок швы получаются прочными и надежными. Они устойчивы к механическим повреждениям.
При работе с низколегированной сталью приобретайте такую же низколегированную проволоку, но с содержанием хрома. У получаемых швов высокий предел прочности. А вот при сварке высоколегированной стали проволоку стоит подбирать с аналогичным химическим составом.
Проволока для сварки алюминия и его сплавов, меди и ее сплавов
Алюминиевая проволока сварочная, а также проволока из алюминиевых сплавов изготавливается согласно ГОСТу №7871-75. Для работы с алюминием рекомендуем использовать марки Св-АК-5, Св-А1 и Св-АМц. Состав проволоки должен быть схож с составом детали.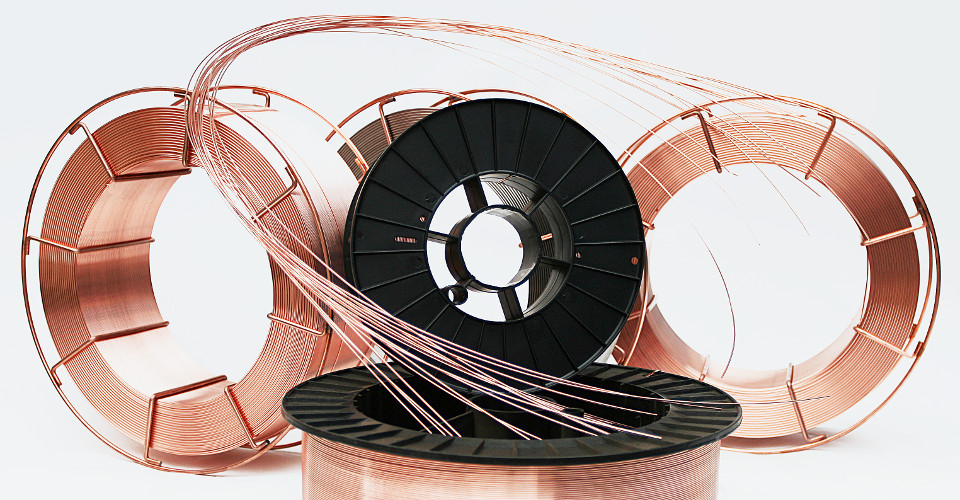
Для сварки меди и медных сплавов применяется проволока, изготовленная по стандарту ГОСТ №16130-90. Рекомендуем использовать марки проволоки М1 или МСр1. Также можно применять присадочные прутки марки М1р и М3р.
Для работы с другими цветными металлами (например, бронзой или латунью) применяйте проволоку с таким же составом, что и сама деталь. В этом случае марка проволоки не так важна.
Проволока для сварки чугуна
У сварочной проволоки по чугуну тоже есть свой ГОСТ — №2671-80. Согласно ему, проволока по чугуну может быть двух типов: «А» и «Б». Их также именуются марками. Марка «А» используется при горячей сварке с общим подогревом всей детали. А марка «Б» используется при горячей сварке с местным подогревом.
Читайте также: Всё, что вам необходимо знать о сварочной проволоке
Также производители выпускают свои марки прутков по чугуну. Среди них выделим НЧ-1 и НЧ-2. Их применяют при низкотемпературной сварке литого чугуна. Также обратите внимание на марки ХЧ и БЧ, из используют для наплавки износостойкого металла.
Особенности применения
Сварочная проволока для газовой сварки ацетиленом (или любым другим горючим газом) перед применением должна быть тщательно очищена от грязи, масла, следов коррозии, краски, окалины и пр. Формируйте швы медленно и равномерно. Не допускайте разбрызгивания металла во время сварки. После остывания валик шва должен быть гладким и однородным на вид. Не допускается присутствие дефектов (пор, трещин, включений шлака и пр.).
Следите за тугоплавкими окислами, они не должны попадать в сварочную ванну. А чаще всего они попадают в зону сварки именно с присадочным материалом. Сами окислы образовываются из-за реакции азота с кислородом. Температура их плавления выше, чем у основного металла. По этой причине швы становятся неоднородными и некачественными.
Вместо заключения
В этой статье мы лишь в общих чертах рассказали о выборе присадочной проволоки для газовой сварки. Подводя итоге можем сказать, что при выборе присадочного материала необходимо учитывать толщину детали, металл, из которого она изготовлена, и химический состав . Это правило применимо к проволоке для любого типа металла: от алюминия до стали. Внимательно следите за химическим составом проволоки. В большинстве случаев он должен совпадать с основным металлом.
Подводя итоге можем сказать, что при выборе присадочного материала необходимо учитывать толщину детали, металл, из которого она изготовлена, и химический состав . Это правило применимо к проволоке для любого типа металла: от алюминия до стали. Внимательно следите за химическим составом проволоки. В большинстве случаев он должен совпадать с основным металлом.
А что вы думаете по этому поводу? Поделитесь своим мнением и опытом в комментариях ниже. Он будет полезен для многих новичков. Расскажите о марках проволоки, которые вы использовали вы своей практике. Желаем удачи в работе!
Газы, присадочная проволока и флюсы для газовой сварки
Газы, присадочная проволока и флюсы для газовой сварки
Категория:
Материалы для газовой сварки
Газы, присадочная проволока и флюсы для газовой сварки
Кислород. Высокая температура газового пламени достигается сжиганием горючего газа или паров жидкости в кислороде.
Кислород в чистом виде при температуре 20 °С и атмосферном давлении представляет собой прозрачный газ без цвета, запаха и вкуса, несколько тяжелее воздуха. Масса 1 м3 кислорода при 20 °С и атмосферном давлении (1 кгс/см2) равна 1,33 кг. Кислород сжижается при нормальном давлении и температуре —182,9 °С. Жидкий кислород прозрачен и имеет голубоватый цвет. Масса 1 л жидкого кислорода равна 1,14 кг; при испарении 1 л кислорода образуется 860 л газа.
Кислород получают разложением воды электрическим током или глубоким охлаждением атмосферного воздуха.
Технический кислород выпускается по ГОСТ 5583—68 трех сортов: 1-го сорта, содержащего не менее 99,7% чистого кислорода, 2-го сорта — не менее 99,5% и 3-го сорта — не менее 99,2% (по объему). Остаток составляют азот и аргон.
Чистота кислорода имеет большое значение, особенно для кислородной резки. Снижение чистоты кислорода ухудшает качество обработки металлов и повышает его расход.
Сжатый кислород, соприкасаясь с маслами или жирами, окисляет их с большими скоростями, в результате чего они самовоспламеняются или взрываются. Поэтому баллоны с кислородом необходимо предохранять от загрязнения маслами.
Поэтому баллоны с кислородом необходимо предохранять от загрязнения маслами.
Горючие газы. К горючим газам относятся прежде всего ацетилен, пропан, природный газ и другие; используются также пары керосина.
Ацетилен чаще других горючих применяется для сварки и Резки; он дает наиболее высокую температуру пламени при сгорании в кислороде (3050—3150 °С). Без ущерба качества и производительности резки ацетилен заменяется другими горючими — пропаном, метаном, парами керосина и др. Технический ацетилен (С2Н2) бесцветен, за счет содержащихся в нем примесей обладает резким неприятным запахом, в 1,1 раза легче воздуха, растворяется в жидкостях.
Ацетилен взрывоопасен; находясь под давлением 1,5—2 ат, взрывается от электрической искры или огня, а также при быстром нагреве выше 200 °С. При температуре выше 530 °С происходит взрывчатое разложение ацетилена.
Смеси ацетилена с кислородом или воздухом при очень малом! содержании ацетилена способны при атмосферном давлении взрываться. Поэтому сварщикам необходимо соблюдать обязательные’ правила эксплуатации газовой аппаратуры, Самовоспламенение! смеси чистого ацетилена с кислородом, выходящей из сопла газовой горелки, происходит при температуре 428 °С.
Поэтому сварщикам необходимо соблюдать обязательные’ правила эксплуатации газовой аппаратуры, Самовоспламенение! смеси чистого ацетилена с кислородом, выходящей из сопла газовой горелки, происходит при температуре 428 °С.
В промышленности ацетилен получают тремя способами: разложением карбида кальция (СаСа) водой, термоокислительным пиролизом (разложением) нагретого природного газа в смеси с кислородом, разложением жидких углеводородов (нефти, керосина) электрической дугой. Для сварки и резки ацетилен получают из карбида кальция. Технический карбид загрязнен вредными примесями, которые переходят в ацетилен в виде сероводорода, аммиака, фосфористого и кремнистого водорода. Они ухудшают качество сварки и должны удаляться из ацетилена промывкой водой и химической очисткой.
Газы-заменители ацетилена. Пропан-бутановая смесь представляет собой смесь пропана с 5—30% бутана и иногда называется техническим пропаном. Ее получают при добыче природных газов и при переработке нефти. Температура пропан-кислородного пламени низка и достигает 2400 °С; поэтому использовать его можно лишь для сварки стали толщиной не более 3 мм; при большей толщине невозможно хорошо прогреть металл соединения, чтобы получить надежный провар.
Низкотемпературное пламя целесообразно применять при резке, нагреве деталей для правки, для огневой очистки поверхности металла, а также для сварки легкоплавких металлов. Пропан-кислородная сварка стальных листов толщиной до 3 мм по качеству не уступает ацетилено-кислородной сварке. Во всех этих случаях пропан можно заменить ацетиленом.
Для сварочных работ пропан-бутановая смесь доставляется потребителю в сжиженном состоянии. Переход смеси из жидкого состояния в газообразное происходит самопроизвольно в верхней части баллона из-за меньшего удельного веса газа по сравнению с сжиженной смесью.
Технический пропан тяжелее воздуха и имеет неприятный специфический запах.
Природный газ. Природный газ состоит в основном из метана (77—98%) и небольших количеств бутана, пропана и др. Газ почти не имеет запаха, поэтому для обнаружения его утечки в него добавляют специальные резко пахнущие вещества.
Метан-кислородное пламя имеет температуру 2100—2200 °С. Она ниже пропан-кислородного пламени, поэтому природный газ можно применять в ограниченных случаях, главным образом для термической резки.
Прочие газы и горючие жидкости. Для образования газового пламени в качестве горючего можно использовать и другие газы (водород, коксовый, нефтяной газы), горючие жидкости (керосин, бензин).
Жидкие горючие менее дефицитны, но требуют специальной тары по сравнению с газообразными. Для сварочных работ и резки горючая жидкость преобразуется в пары нагревом наконечника горелки или резака. Температура керосино-кислородного пламени 2400—2450° С, бензино-кислородного — 2500—2600® С. Пары жидких горючих можно употреблять в основном для резки и поверхностной обработки металлов 2.
В техническом карбиде кальция содержится до 90% чистого карбида, остальное—примесь извести. После остывания, дробления и сортировки карбид кальция упаковывают по 100—130 кг в герметические барабаны из кровельной стали или оборотную тару— бидоны вместимостью 80 и 120 кг, которые после использования карбида возвращают на карбидный завод.
После остывания, дробления и сортировки карбид кальция упаковывают по 100—130 кг в герметические барабаны из кровельной стали или оборотную тару— бидоны вместимостью 80 и 120 кг, которые после использования карбида возвращают на карбидный завод.
Теоретически для разложения 1 кг СаСг надо затратить 0,562 кг воды, при этом получается 0,406 кг (372,5 л) ацетилена и 1,156 кг гашеной извести Са(ОН)2. Реакция происходит с выделением тепла (около 475 ккал/кг карбида кальция). Чтобы предотвратить нагревание ацетилена, которое может вызвать взрывчатый его распад, практически расходуется воды от 5 до 15 л в зависимости от конструкции ацетиленовых генераторов, в которых получают ацетилен.
Карбид кальция жадно поглощает пары воды из воздуха с выделением ацетилена.
По ГОСТ 1460—76 карбид кальция выпускается в кусках следующих размеров (грануляции): 2X8; 8×15; 15X25; 25X80 мм. Чем крупнее куски карбида кальция, тем больше выход ацетилена.
С учетом примесей, содержащихся в карбиде кальция, и различной грануляции практически выход ацетилена из карбида кальция в среднем составляет от 250 до 280 л на 1 кг СаСг.
Иногда в карбидном барабане скапливается много пылевидного карбида кальция *. Карбидной пылью можно пользоваться лишь в генераторах особой конструкции. Применять пылевидный карбид кальция в генераторах, предназначенных для работы с карбидом кальция крупной грануляции, нельзя во избежание взрыва.
Сварочная проволока для газовой сварки по химическому составу должна быть такой же, как и металл свариваемого изделия. Марки сварочной проволоки применяют те же и по тому же ГОСТ 2246—70, что и для дуговой сварки. Диаметр проволоки (dnp) устанавливают в зависимости от толщины свариваемой стали и вида сварки. Обычно принимают dnр = б/2, где б —толщина свариваемого металла в мм. При толщине металла более 16 мм применяют прутки диаметром 8 мм. Для сварки алюминия, меди и их сплавов берут проволоку того же состава, что и свариваемый металл. Однако лучшие результаты дает при сварке меди применение проволоки, содержащей раскислители — фосфор, марганец и кремний — до 0,2% каждого. Для сварки алюминия и его сплавов также целесообразно применять проволоку с кремнием и марганцем.
Флюсы применяют для удаления из металла шва неметаллических включений, попадающих в сварочную , ванну, для защиты от окисления кромок свариваемого металла и сварочной проволоки. Флюс растворяет неметаллические включения и окислы, образуя относительно легкоплавкую с малой удельной плотностью механическую смесь, которая легко поднимается в сварочный шлак. Флюсы вводятся в сварочную ванну в виде порошков или паст.
При сварке низкоуглеродистых сталей флюсы не употребляются, так как образующиеся в этом случае легкоплавкие окислы . железа свободно выходят на поверхность шва.
С флюсами выполняется сварка цветных металлов, чугунов и некоторых высоколегированных сталей. Составы этих флюсов приведены при описании технологии сварки соответствующих металлов.
Реклама:
Читать далее:
Ацетиленовые генераторы и водяные затворы
Статьи по теме:
Проволока для газовой сварки — Справочник химика 21
Соединение трубопроводов производится при помощи ручной дуговой и автоматической электросварки с применением флюсов, а также путем газопрессовой сварки. Газовая сварка допускается только для трубопроводов диаметром не более 150 мм. При ручной электросварке надо обязательно применять высококачествен-яые электроды. Присадочная проволока для автоматической сварки под слоем флюса и газовой сварки должна удовлетворять соответствующим требованиям . Фланцевые соединения допускаются только в места. присоединения труб к оборудованию, арматуре, контрольно-измерительным приборам, а также для монтажных соединений в местах, где применение сварки невыполнимо. Установку арматуры на резьбе рекомендуется применять на трубопроводах диаметром до 76 мм. [c.113]
Газовая сварка допускается только для трубопроводов диаметром не более 150 мм. При ручной электросварке надо обязательно применять высококачествен-яые электроды. Присадочная проволока для автоматической сварки под слоем флюса и газовой сварки должна удовлетворять соответствующим требованиям . Фланцевые соединения допускаются только в места. присоединения труб к оборудованию, арматуре, контрольно-измерительным приборам, а также для монтажных соединений в местах, где применение сварки невыполнимо. Установку арматуры на резьбе рекомендуется применять на трубопроводах диаметром до 76 мм. [c.113] Электродуговая ручная сварка осуществляется специально изготовленными плавящимися электродами, автоматическая сварка под флюсом — присадочной плавящейся проволокой, электродуговая в защитных газах — плавящимся электродом либо неплавящимся вольфрамовым электродом с присадочной проволокой, электрошлаковая — проволочным плавящимся электродом либо плавящимся мундштуком, газовая сварка — за счет расплавления соединяемых мест пламенем горелки при сгорании ацетилена в кислороде.
 Контактная сварка осуществляется за счет пропускания электротока в местах прижатия соединяемых деталей в точках (точечная) или непрерывно узкой полосой (роликовая). Этот вид сварки применяется только при соединении деталей из тонких (до 1,5 мм) листов. [c.93]
Контактная сварка осуществляется за счет пропускания электротока в местах прижатия соединяемых деталей в точках (точечная) или непрерывно узкой полосой (роликовая). Этот вид сварки применяется только при соединении деталей из тонких (до 1,5 мм) листов. [c.93]Прн сварочных работах применяют сварку всех видов, о которых упоминалось ранее. При этом ручную электродуговую и газовую сварку применяют главным образом ирн сварке монтажных стыков и узлов сложной конфигурации. При централизованном изготовлении узлов трубопроводов применяют в основном автоматическую и полуавтоматическую виды сварки. При применении любого вида сварки особое внимание должно быть обращено на правильный выбор электродов или присадочной проволоки и флюса, их качество и режим сварки. [c.354]
Присадочная проволока для газовой сварки цветных металлов [c.71]
Расход сварочной проволоки при газовой сварке стыков труб на един стык [c.75]
Стальная проволока для дуговой и газовой сварки углеродистых, низколегированных, легированных и высоколегированных сталей выпускается по ГОСТ 2246—60 следующих диаметров 0,3 0,5 0,8 1,0 1,2 1,6 2,0 2,5 3 4 5 6 8 10 12 мм. [c.83]
[c.83]
Рекомендации по выбору номера горелки, марки и диаметра присадочной проволоки, характера подготовки кромок и других условий для газовой сварки стыковых соединений в зави- [c.69]
При сварочных работах применяют все виды сварки, о которых упоминалось ранее. При этом вручную электродуговой и газовой сваркой выполняют главным образом монтажные стыки и узлы сложной формы. При централизованном изготовлении узлов трубопроводов применяют в основном автоматическую и полуавтоматическую сварки. В случае применения любого вида сварки особое внимание необходимо обращать на правильный выбор электродов или присадочной проволоки и флюса, а также на их качество и режим сварки. [c.283]
При газовой сварке труб применяют сварочную проволоку марки Св-08А (ГОСТ 2246—70), механические свойства металла сварного шва должны быть следующими [c.223]
В табл. У1-51 приведены марки и назначение стальной сварочной холоднотянутой проволоки (ГОСТ 2246—60), применяемой для дуговой (ручной, автоматической под флюсом и в среде защитных газов) и газовой сварки. [c.251]
У1-51 приведены марки и назначение стальной сварочной холоднотянутой проволоки (ГОСТ 2246—60), применяемой для дуговой (ручной, автоматической под флюсом и в среде защитных газов) и газовой сварки. [c.251]
Конструктивные элементы сварных соединений листовой малоуглеродистой стали и размеры швов, выполняемых газовой сваркой приведены в табл. 10. 0. В качестве присадочного материала применяется проволока Св-08 и СВ-08А по ГОСТу 2246—60. [c.358]
В качестве присадочного материала при газовой сварке трубопроводных сталей применяют проволоку с содержанием углерода не более 0,12″о, а для легирования шва — проволоку с повышенным содержанием хрома (до 20″и), марганца (до 2″о), молибдена (до З ь), никеля (до 10 ( ) и других легирующих элементов в соответствии с маркой свариваемой стали. В некоторых случаях для присадки при газовой сварке используют так называемую лапшу , т. е. прутки или стержни, изготовленные из основного металла свариваемого изделия. [c.41]
Ручная газовая сварка применяется для соединения труб небольших диаметров (до 114 мм) с толщиной стенки до 3—5 мм. При этом виде, сварки торцы деталей нагревают пламенем газовой горелки до расплавления, а зазор между ними заполняют расплавленным металлом присадочной проволоки. В качестве горючего газа обычно используют ацетилен, который сгорает (с температурой около 3000° С), и смеси с кислородом, поступающим в зону горения. [c.195]
Газовая сварка алюминия и его сплавов. При газовой сварке также применяют присадочную проволоку и флюсы. Сварку следует вести непрерывно. В начале сварки мундштук горелки следует держать под углом 90° к поверхности свариваемого [c.200]
При газовой сварке положение горелки и проволоки может быть различными (рис. 48). Сварку неповоротных стыков производят в несколько приемов, причем один участок шва должен быть перекрыт другим на 10—15 мм. Зазор в стыке должен быть равен 0,5—2 мм. [c.75]
[c.75]
Присадочная проволока, применяемая при газовой сварке, выбирается в соответствии с требованиями ГОСТ 2246—70. [c.214]
Газовая сварка меди иди ее сплавов, отличающихся большой теплопроводностью, требует мощного пламени, поэтому выбираемая горелка должна соответствовать расходу ацетилена 150—200 л/ч на 1 мм толщины свариваемого металла. Для раскисления окислов применяют флюс, содержащий чистую серу или смесь буры и борной кислоты (по 50%). В качестве присадочного материала применяют проволоку М-1 и ЛК-62-05. Наплавленный шов проковывают при 250—300 °С и подвергают последующему отжигу при 500—550 °С, шов охлаждают водой. [c.215]
Ручная газовая сварка применяется для соединения труб небольших диаметров (до 114 мм) с толщиной стенки до 3—5 мм. При этом виде сварки торцы деталей нагревают пламенем газовой горелки до расплавления, а зазор между ними заполняют расплавленным металлом присадочной проволоки. В качестве [c. 233]
233]
Стальная труба 1 имеет на внешней поверхности специальную арматурную сетку 2, состоящую из продольных стержней и поперечных витков проволоки. Арматура прикрепляется к трубе электрической или газовой сваркой. Очевидно, что вместо стержней и витков проволоки в качестве арматуры может быть применена, например, обычная стальная сетка. Для удобства проведения сварочных работ при стыковании (соединении) отдельных звеньев труб часть торцовой поверхности трубы I) не защищается изоляцией. Таким образом оба конца трубы остаются свободными от покрытия. [c.161]
При ручной электросварке можно применять только высококачественные электроды. Присадочная проволока для автоматической сварки под слоем флюса и для газовой сварки должна удовлетворять соответствующим требованиям. Все сварные продольные швы после укладки трубопроводов следует располагать только сверху, так как при конденсации влаги по шву может начаться интенсивная коррозия. [c.385]
Рекомендации по выбору номера горелки, марки и диаметра присадочной проволоки, характера подготовки кромок и других условий для газовой сварки стыковых соединений в зависимости от толщины стенки свариваемых труб приводятся в табл. 39 и 40. [c.68]
39 и 40. [c.68]
В процессе газовой сварки сварочная ванна перемешивается погружением в нее конца присадочного прутка. В ванну время от времени добавляют новые порции флюса. Сварку ведут непрерывно в нижнем положении с поворотом трубы. Применяется левая сварка восстановительным пламенем или с небольшим избытком ацетилена. Применяют присадочную проволоку из чистого алюминия или из алюминия с примесью 5% кремния. [c.191]
Для электродуговой сварки чугуна используют стальные электроды, медностальные марки ОВЧ-2, железоннкелевые и медноникелевые марки МНЧ-2. Для газовой сварки применяют чугунные стержни, покрытые обмазкой (мел — 25%, полевой шпат — 25%, графит — 41%, ферромарганец — 9%, жидкое стекло — 20—30%), и латунные проволоки. ГОСТ 2671—80 предусматривает для газовой сварки чугуна специальные чугунные прутки. При сварке околошовная зона должна нагреваться до 700 °С при этом плавится только электрод в среде флюса. Флюс применяют и при сварке цинковым припоем с нагревом околошовной зоны до 350 °С. Флюсом может служить техническая безводная бура смесь буры—56%, карбоната нат- [c.265]
Флюсом может служить техническая безводная бура смесь буры—56%, карбоната нат- [c.265]
Показатели Электродуговая сварка (электроды марок ЦЛ-6 и ЦЛ-14) Газовая сварка (присадочная проволока марок СВ-12ХМ, СВ-12МХ, СВ-12М) Электродуговая сварка (электроды марок ЦМ-7, ОММ-5, МЭЗ-0,4) Газовая сварка (при садочная проволока марок Св-08. Св-ОВА. Св-15) [c.65]
Применяется для прокладок, работающих в условиях высоких давлений и температур (до 350° С). Прокладки Изготавливаются в виде плоских колец или колец круглого сечения из проволоки, сваренной газовой сваркой. После сварки кольца должны отжигаться при 700—750° С Применяется для изготовления прокладок, работающих в газовых средах (азото-водородной смеси, кислорода), при высоких давлениях, а также в среде азотной кислоты. На нефтехимических заводах листовой алюминий применяют для изготовления гофрированных прокладок с асбестовой набивкой или цельнометаллических в следующих средах нефть и нефтепродукты-Рраб до 100 кгс/см , г до 300° С пар —Рраб до 100 кгс/см , I ДО 300° С воздух и нейтральные газы — Рраб ДО 100 кгс см2, г —до 300° С Применяется для изготовления кольцевых прокладок овального сечения, а также гофрированных прокладок. На нефтехимических заводах гофрированные прокладки из углеродистой стали с асбестовой набивкой применяют в следующих средах пар —Рраб ДО 100кгс/слг2, г до 450° С [c.84]
На нефтехимических заводах гофрированные прокладки из углеродистой стали с асбестовой набивкой применяют в следующих средах пар —Рраб ДО 100кгс/слг2, г до 450° С [c.84]
Газовая сварка труб из латуни не отличается от процесса сварки медных труб. Основное затруднение при сварке латуни — испарение цинка, вследствие чего шов получается пористым. Для уменьшения испарения цинка сварку ведут окислительным пламенем при отношении кислорода к ацетилену 1,5 11. Перед сваркой собранный стык прогревают до 700—800° С. Для сварки применяются те же флюсы, что и для сварки меди. Во всех случаях сварки латуни широко применяют проволоку марки ЛК62-0,5. [c.247]
Применение газовой сварки допускается для трубопро-годов из углеродистых сталей с Оу до 80 мм с толщиной стенки не более 7 мм. Газовая сварка должна проводиться в 1 слой. Газовую сварку разрешается проводить только ацетилено-кислородным пламенем. Применение газов-заменителей (пропана и др.) для сварки и прихватки не допускается. Для сварки труб необходимо применять нейтральное пламя. В процессе сварки конец присадочной проволоки все время должен находиться в расплавленном металле, так как частое удаление проволоки от расплавленного металла вызывает обогащение сварного шва кислородом и азотом из окружающей среды и тем самым снижает механические свойства сварного соединения. В процессе сварки одного стыка нельзя допускать перерыва в работе до заполнения всей разделки. При вынужденных перерывах и при окончании сварки во избежание образования трещин усадочных раковин и пор питание горелки следует отводить от расплавленного металла постепенно для более полного удаления от него газов. [c.120]
Для сварки труб необходимо применять нейтральное пламя. В процессе сварки конец присадочной проволоки все время должен находиться в расплавленном металле, так как частое удаление проволоки от расплавленного металла вызывает обогащение сварного шва кислородом и азотом из окружающей среды и тем самым снижает механические свойства сварного соединения. В процессе сварки одного стыка нельзя допускать перерыва в работе до заполнения всей разделки. При вынужденных перерывах и при окончании сварки во избежание образования трещин усадочных раковин и пор питание горелки следует отводить от расплавленного металла постепенно для более полного удаления от него газов. [c.120]
Рекомендуемая присадочная проволока для газовой сварки трубопроводов, работающих при условном избыточном давлении от 10 до 100 Мн1м (от 100 до 1000 кгскм ) и температуре от —50 до — 510° С [c.229]
При газовой сварке должны применяться сварочная проволока по ГОСТ 2246—70 марки СВ-08А, СВ-08ГА с диаметрами 0,3 0,5 0,8 1 1,2 1,4 1,6 2 2,5 3 4 5 6 8 10 12 мм кислород технический по ГОСТ 5583—78 ацетилен в баллонах по ГОСТ 5457—75 или ацетилен, получаемый на месте производства из карбида кальция по ГОСТ 1460—81. [c.123]
[c.123]
ГОСТ 8732—58) и стальные бесшовные холоднокатаные и холоднотянутые (ГОСТ 8734—58) трубы из углеродистой стали (Ст. 10 и Ст. 20). Алюминированные трубы могут соединяться с помощью газовой и электродуговой сварки и фланцами. При газовой сварке применяют электроды из стали Х28 и из фехраля. Рекомендуемая обмазка электродов 50% фтористого натрия, 50% мела, 120 мл жидкого стекла на 100 г смеси. Электродуговая сварка труб и приварка к ним фланцев производятся тонким плавящимся электродом в защитной среде углекислого газа. Сварка осуществляется электродной проволокой Св-07Х25Н13 (ГОСТ 2246—60) диаметром 0,8—1,5 мм. [c.111]
Для газовой сварки в качестве присадочного материала используют сварочную проволоку Св-08, Св-08А для ответственных швов рекомендуется применять низколегированную присадочную проволоку Св-08ГА, Св-ЮГА, Св-12ГС. [c.241]
Трубы сваривают усиленным У-образным швом (рис. 11-1) для труб Ьу > 60 мм используют подкладные центровочные кольца толщиной 3 мм и шириной 25—40 мм. Электросварку ведут электродами с обмазкой, выполненными из проволоки марок Св-08 или Св-15. Такая же проволока применяется и при газовой сварке труб малого диаметра. Сварные стыки подвергаются отжигу. Рекомендуется также сварка на контактных стыко-сварочных машинах с последующей термообработкой шва. [c.273]
Электросварку ведут электродами с обмазкой, выполненными из проволоки марок Св-08 или Св-15. Такая же проволока применяется и при газовой сварке труб малого диаметра. Сварные стыки подвергаются отжигу. Рекомендуется также сварка на контактных стыко-сварочных машинах с последующей термообработкой шва. [c.273]
Для газовой, а также автоматической и полуавтоматической сварки под флюсом должна использоваться сварочная проволока марки Св-08А или Св-08ГА (ГОСТ 2246—70), а для электрической сварки в среде углекислого газа — сварочная проволока марки Св-08Г2С (ГОСТ 2246—70). Углекислый газ должен иметь чистоту не менее 98,5% (ГОСТ 8050—76). Сварочные флюсы применяют марок АН-348-А, АН-348М, ОСЦ-45М, АН-60, ФЦ-Э (ГОСТ 9087—69). Для газовой сварки используют кислород технический (ГОСТ 5583—78) и ацетилен в баллонах (ГОСТ 5457—75) или ацетилен, получаемый на месте из карбида кальция по ГОСТ 1460—76. [c.32]
Электродуговую сварку чугунных деталей производят электродами— стальными, медностальными марки ОВЧ-2, железоникелевыми и медноникелевыми марки МНЧ-2. Для газовой сварки применяют чугунные стержни, покрытые обмазкой (257о мела, 25% полевого шпата, 41% графита, остальное — ферромарганец и жидкое стекло), и латунные проволоки. Для газовой сварки предусмотрены специальные чугунные прутки (ГОСТ 2671—80). [c.91]
Для газовой сварки применяют чугунные стержни, покрытые обмазкой (257о мела, 25% полевого шпата, 41% графита, остальное — ферромарганец и жидкое стекло), и латунные проволоки. Для газовой сварки предусмотрены специальные чугунные прутки (ГОСТ 2671—80). [c.91]
Газовая сварка латуни производится в окислительном пламени и избытке кислорода (30—40%). Для сварки латуни применяют флюс, состоящий из борной кислоты (80%) и плавленой буры (20%) или борной кислоты (35%), фосфорнокислого натрия (15%) и плавленой буры (50%). Применяют присадочную проволоку следующих марок ЛК62-05 Л060-1 и Л0К59-1-03. [c.215]
Стали, содержащие 17—18% хро.ма, хорошо свариваются дуговым способом аустенитнымп электродами Э50Я со стержнем пз проволоки ОХ18Н9. В целях сокращения зоны образования крупнозернистой структуры процесс сварки следует вести возможно быстрее и применять медные планки под кромки для отвода тепла. Можно также производить сварку электродами Ж17 с об. мазкой НЖ1. Газовая сварка хромистых сталей должна применяться в исключительных случаях. При сварке следует пользоваться строго нормальным пламенем избыток ацетилена, повышая содержание углерода, увеличивает твёрдость и уменьшает вязкость шва избыток кислорода способствует выгоранию легирующих элементов. Метод сваркн применять только левый. Пламя горелки не должно быть направлено на сварочную ванну. При газовой сварке следует применять флюс. Лучшие результаты получаются при следующем составе флюса [c.142]
мазкой НЖ1. Газовая сварка хромистых сталей должна применяться в исключительных случаях. При сварке следует пользоваться строго нормальным пламенем избыток ацетилена, повышая содержание углерода, увеличивает твёрдость и уменьшает вязкость шва избыток кислорода способствует выгоранию легирующих элементов. Метод сваркн применять только левый. Пламя горелки не должно быть направлено на сварочную ванну. При газовой сварке следует применять флюс. Лучшие результаты получаются при следующем составе флюса [c.142]
Присадочная проволока для аргонной и газовой сварки
Присадочная проволока для дуговой сварки
При проведении сварочных работ применяются, так называемые, присадочные материалы. Они подводятся к точке соединения свариваемых изделий и плавятся вместе с основным металлом. При сварочных работах применяется присадочная проволока и присадочные прутки. Присадочный материал служит для заполнения сварочного шва и для восполнения потери металла на разбрызгивание.
Сварочная присадочная проволока должна отвечать определённым требованиям:
- Присадочный материал подбирается с учётом толщины свариваемого металла.
- Не допускается использование присадочной проволоки для сварки с окалиной, ржавчиной и различными загрязнениями.
- В процессе сварки проволока должна плавиться равномерно. Не допускается чрезмерное разбрызгивание металла.
- Сварной шов должен отличаться однородностью и не иметь трещин и пор в металле.
- Присадочная проволока для сварки металлов должна иметь химический состав, как можно более близкий к составу свариваемого металла.
Присадочная проволока, которая используется для сварки легированных сталей, должна соответствовать ГОСТ 2246-60. При проведении сварочных работ никогда не следует применять присадочную проволоку химический состав, которой неизвестен.
При электродуговой сварке в газовой среде, сварка, может производиться, плавящимся или неплавящимся электродом. В качестве защитных газов используются аргон, углекислый газ, реже гелий или газовые смеси.
В качестве защитных газов используются аргон, углекислый газ, реже гелий или газовые смеси.
В качестве плавящегося электрода используется проволока для сварки аргоном, которая с помощью специального подающего механизма непрерывно поступает в зону сварки. При сварочных работах с использованием неплавящегося электрода, проволока для аргонной сварки, выполняет ту же функцию заполнения сварного шва, только её плавит внешний электрод.
Неплавящиеся электроды изготовляются, в основном, из чистого или легированного вольфрама. Гораздо реже применяются угольные электроды или электроды из химически чистого графита. Проволока для аргонодуговой сварки (АДС) должна иметь химический состав аналогичный химическому составу свариваемого металла.
Проволока для газовой сварки
Кроме электродуговой сварки в различных отраслях промышленности, используется газовая сварка. При такой сварке, плавление присадочного и основного материалов производится в пламени открытой горелки. Проволока для газовой сварки должна отвечать тем же требованиям, что и присадочный материал для электродуговой сварки. Прежде всего, имеется в виду соответствие химического состава. Газовая сварка достаточно универсальна, особенно в полевых условиях, так как не требует электроэнергии. С помощью газовой сварки можно соединять практически все металлы, а медь, латунь и бронза гораздо лучше свариваются газовой сваркой, чем электродуговой.
Прежде всего, имеется в виду соответствие химического состава. Газовая сварка достаточно универсальна, особенно в полевых условиях, так как не требует электроэнергии. С помощью газовой сварки можно соединять практически все металлы, а медь, латунь и бронза гораздо лучше свариваются газовой сваркой, чем электродуговой.
Сварочная проволока для газовой сварки используется при толщине основного металла от 1,0 мм. Более тонкий металл, с отбортовкой краёв при сварке стыковых соединений, сваривается без присадочного материала. Для работы газовой горелки используются кислород и ацетилен. Проволока для сварки ацетиленом не имеет каких-либо особых свойств и отличий, от любого присадочного материала.
Сплошная проволокапо сравнению с порошковой проволокой: когда их использовать и почему
Сварка MIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса для сварки. Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, надлежащий защитный газ, скорость подачи проволоки и настройки напряжения, местоположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные переменные будут влиять на решение сварщика использовать сплошную или порошковую проволоку.Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки
Источники питания MIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона со сжатым газом. Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника.Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная.Для порошковых проволок с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки.В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что следует учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый сварной шов. Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт, с током 160-170 ампер и с использованием 75 процентов аргона и 25 процентов защитного газа диоксида углерода, как правило, будет производить мало брызг, создавать меньшее тепловое излучение. -поврежденный участок и уменьшит вероятность прожога.В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
Сварщик также должен учитывать расположение строительной площадки при выборе между сплошной и порошковой проволокой. В таких условиях, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
В таких условиях, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать лобовые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина.Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей. Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки.Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки.Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать сплошную проволоку слишком маленького размера для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность. Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые задерживают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, что обычно предотвращает связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей.По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях.Что касается рабочих характеристик, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с соответствующими настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователей, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобилях, сельском хозяйстве и домашних хобби.Сварочная проволока из сплошной проволоки может быть более привлекательной для более тонких изделий, потому что здесь нет шлака, который нужно удалить, он готов к окраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что не следует придерживаться принципа «один размер подходит всем». Сплошная проволока, самозащитная порошковая проволока и газозащитная порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения строительной площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования.Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумать о наличии как сплошной, так и порошковой проволоки.
Когда их использовать и почему
Может быть непросто решить, какой сварочный процесс использовать. Изучите основы сплошной и порошковой проволоки и узнайте, как максимально использовать преимущества каждой из них.
Сравнение преимуществ сварки MIG и порошковой проволоки
СваркаMIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса для сварки. Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, надлежащий защитный газ, скорость подачи проволоки и настройки напряжения, местоположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные переменные будут влиять на решение сварщика использовать сплошную или порошковую проволоку.Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки
Источники питания MIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона с газом под давлением. Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника.Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника.Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковые проволоки бывают двух типов — газозащитные и самозащитные.Для порошковых проволок с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки.В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки.В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что следует учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый сварной шов. Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт, с током 160-170 ампер и с использованием 75 процентов аргона и 25 процентов защитного газа диоксида углерода, как правило, будет производить мало брызг, создавать меньшее тепловое излучение. -поврежденный участок и уменьшит вероятность прожога.В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
-поврежденный участок и уменьшит вероятность прожога.В результате многие автолюбители, которые специализируются на кузовных работах или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
Сварщик также должен учитывать расположение строительной площадки при выборе между сплошной и порошковой проволокой. В таких условиях, как ветреные места, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Как правило, потеря защитного газа приводит к появлению видимой пористости в сварном шве.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать лобовые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина.Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина.Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей. Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки.Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать сплошную проволоку слишком маленького размера для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность. Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые задерживают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, что обычно предотвращает связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей. По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде лучшей скорости наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях.Что касается рабочих характеристик, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с соответствующими настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователей, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобилях, сельском хозяйстве и домашних хобби.Сварочная проволока из сплошной проволоки может быть более привлекательной для более тонких изделий, потому что здесь нет шлака, который нужно удалить, он готов к окраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что не следует придерживаться принципа «один размер подходит всем». Сплошная проволока, самозащитная порошковая проволока и газозащитная порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения строительной площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования. Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумать о наличии как сплошной, так и порошковой проволоки.
Перед сваркой всегда необходимо очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести коррективы в зависимости от параметров рабочей площадки и подумать о наличии как сплошной, так и порошковой проволоки.
и сплошная проволока
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? В чем преимущества и недостатки каждого типа проволоки?
Порошковые электродыПорошковые электроды бывают двух типов: газозащитные и самозащитные.Как следует из названия, для порошковой проволоки с защитным газом требуется внешний защитный газ. Самозащитная разновидность — нет.
Флюсовое покрытие на порошковой проволоке в защитном газе затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает ванну расплава при сварке над головой или вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Самозащитная порошковая проволока не требует подачи внешнего защитного газа. С помощью этого типа электрода сварочная ванна защищена, поскольку при сжигании флюса от проволоки образуется газ. Поскольку самозащитный провод создает собственный защитный экран и не требует внешнего бензобака, его легче переносить.
Преимущества порошковых электродовИспользование электродов с порошковой проволокой дает несколько преимуществ.Эти преимущества включают, но не ограничиваются:
- Они обеспечивают высокую производительность наплавки.
- Хорошо работают на открытом воздухе и в ветреную погоду.
- При использовании подходящего присадочного материала эти электроды могут сделать процесс FCAW «универсальным».
- Обычно порошковая проволока обеспечивает чистые и прочные сварные швы.

Есть проблемы с любым методом сварки.Независимо от процесса и типа используемого электрода существует вероятность неполного сплавления основных металлов. Также могут возникнуть включения шлака или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании порошковой электродной проволоки, включают:
- Контактный наконечник может расплавиться, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться дыры и стать пористым.
Сплошные проволочные электроды используются при сварке металлов в инертном газе. Для таких электродов требуется защитный газ, который подается из баллона с сжатым газом. Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из низкоуглеродистой стали, покрытой медью для предотвращения окисления и улучшения электропроводности. Меднение также способствует увеличению срока службы контактного наконечника для сварки.
Сплошная проволока — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны давать хорошие, чистые сварные швы.
Сплошные проволочные электроды плохо работают на ветру. Воздействие ветра на защитный газ может нарушить целостность сварного шва.
Какой провод лучше всего?При сравнении порошковой проволоки с проволокой сплошного сечения было бы разумно отметить, что лучший выбор зависит от сварочной работы и местоположения.Оба типа проволоки при правильном выполнении позволяют производить качественные сварные швы с хорошим внешним видом сварного шва.
Для толстых металлов и наружных работ лучше всего подходят порошковые электроды. Для более тонких металлов и работ, выполняемых без ветра, достаточно хорошо подойдут сплошные проволочные электроды.
Для более тонких металлов и работ, выполняемых без ветра, достаточно хорошо подойдут сплошные проволочные электроды.
Сплошные проволочные электроды, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как сплошные проволочные электроды, так и электроды с порошковой проволокой относительно просты в использовании.Однако электроды с порошковой проволокой более дороги.
Ссылки:
www.millerwelds.com (The Miller Electric Manufacturing Co.)
http://en.wikipedia.org/wiki/Flux-cored_arc_welding
Дополнительные статьи:
Узнать больше о Submerged ARC Flux
Что такое дуговая сварка порошковой проволокой?
Когда следует использовать сварку MIG сплошной проволокой или порошковую сварку MIG
Сварка MIG предлагает удобство и скорость механизма подачи, который направляет металлическую проволоку прямо в лужу, но защита сварного шва от загрязнений будет определять прочность и внешний вид сварного шва. В то время как для сплошной проволоки MIG для защиты сварного шва требуется защитный газ, обычно смесь аргона и CO2, существует также проволока MIG с флюсовой сердцевиной, которая защищает сварной шов самостоятельно без помощи газа. Флюс в проволоке MIG плавится в сварочной ванне и обеспечивает все необходимое экранирование сварного шва, и вы можете отколоть флюс после его затвердевания.
В то время как для сплошной проволоки MIG для защиты сварного шва требуется защитный газ, обычно смесь аргона и CO2, существует также проволока MIG с флюсовой сердцевиной, которая защищает сварной шов самостоятельно без помощи газа. Флюс в проволоке MIG плавится в сварочной ванне и обеспечивает все необходимое экранирование сварного шва, и вы можете отколоть флюс после его затвердевания.
Оба типа сварочной проволоки MIG имеют преимущества и недостатки, и мы рассмотрим, какой из них лучше всего подойдет для вашего сварочного проекта.Вот несколько сценариев, которые следует учитывать при выборе процесса сварки MIG.
One Twist с проволокой для сварки MIG
Прежде чем мы начнем сравнивать порошковую сварочную проволоку MIG с экранированной сплошной проволокой MIG, у вас также есть возможность работать с порошковой сварочной проволокой MIG в защитном газе, которая обычно используется для сварки MIG в вертикальных и наклонных направлениях. Эта комбинация обеспечивает немедленную тонкую оболочку поверх сварного шва, которая удерживает расплавленный металл на месте, предотвращает загрязнение и довольно легко отслаивается.
Эта комбинация обеспечивает немедленную тонкую оболочку поверх сварного шва, которая удерживает расплавленный металл на месте, предотвращает загрязнение и довольно легко отслаивается.
В целом порошковая проволока облегчает сварку вне положения или в вертикальном и горизонтальном положениях, поскольку покрытие из флюса помогает удерживать сварной шов на месте при затвердевании металла.
Портативная сварка и сварка на открытом воздухе
Поскольку транспортировка защитного газа может быть сложной и опасной, а ветреные условия могут минимизировать эффективность защитного газа для сплошной порошковой проволоки, порошковая сварочная проволока MIG идеально подходит для переносных сварочных работ или работ на открытом воздухе.Поскольку флюс защищает сварной шов как часть проволоки, ветер просто не играет роли. Кроме того, многие внешние сварочные работы не требуют такого же уровня внимания к внешнему виду сварного шва, поэтому порошковая сварка обычно должна работать нормально.
Ускоренная сварка аппаратами MIG
В некоторых случаях сварщики сообщают, что порошковая проволока облегчает сварку быстрее (хотя помните, что вам нужно учитывать время очистки!), Особенно если вы используете больший угол сопротивления, который облегчает просмотр сварного шва. лужа во время работы.По крайней мере, порошковая проволока устраняет необходимость беспокоиться о защитном газе, что добавляет элемент, требующий вашего внимания, и добавляет дополнительные расходы.
Вопросы толщины материала для сварочных аппаратов MIG
При сварке MIG тонких материалов вариант с флюсовой сердцевиной не идеален. Лучше использовать проволоку MIG с массивным сердечником и защитным газом, который обеспечивает более чистый и точный сварной шов.
При работе с сварочной проволокой MIG с флюсовой сердцевиной на сварном шве будет много брызг, которые необходимо будет очистить в конце, что обычно не рекомендуется для более тонких металлов. Кроме того, некоторые сварщики рекомендуют работать только с металлом калибра 20 и более при сварке порошковой проволокой MIG.
Кроме того, некоторые сварщики рекомендуют работать только с металлом калибра 20 и более при сварке порошковой проволокой MIG.
Качество сварки сварочными аппаратами MIG
Многие сварщики выбирают сварочные аппараты MIG из-за их удобства и точности при выполнении сварных швов. Вы можете непрерывно работать над созданием прочных, чистых сварных швов, которые будут аккуратными и визуально привлекательными — то есть, если вы используете сплошную проволоку с защитным газом. Хотя порошковая проволока может создать прочный сварной шов в более толстом металле, вы потеряете некоторую аккуратность в готовом сварном шве.
Сварка грязного металла
Хотя всегда идеально очистить металл перед сваркой MIG, иногда проволока MIG с флюсовой сердцевиной идеально подходит для металла, который либо загрязнен, либо представляет опасность загрязнения. Даже при очистке и правильной настройке защитного газа некоторые металлы могут лучше соединяться с порошковой проволокой в смеси.
По вопросам сварочных работ в районе Атланты обращайтесь в компанию Midsouth Mechanical midsouthmechanical.com.
Блог The Welders Warehouse
Газовая или безгазовая сварка Mig, что лучше? это разговор, который я веду с клиентами по телефону почти ежедневно.
Безгазовый Mig Wire
Во-первых, , позвольте мне уточнить, что «безгазовый» Миг на самом деле не безгазовый. Нет такого понятия, как безгазовая миграция. Сварочную ванну необходимо защищать от кислорода, содержащегося в воздухе, и это достигается путем вытеснения воздуха газом!
Так называемый «безгазовый» Mig Wire на самом деле является «самозащитным».
Самозащитная проволокаMig Wire представляет собой металлическую трубку с сердечником из флюса.
Когда сварочная дуга плавит проволоку, она также сжигает флюс, что создает газовую защиту вокруг процесса сварки.Так что НЕ «безгазовый».
Термин «безгазовый» происходит от того факта, что для самозащитных проводов не требуется баллон с газом.
Во-вторых, , я выложу свои карты на стол! Я не самый большой поклонник самозащитного провода Mig в мире!
Хорошо, так что у него есть свое применение, но он дает сильную дугу, которая не годится для стали толщиной менее 1,2 мм.
Что касается сварки кузова автомобиля, если поставщик сообщает вам, что его машина может сваривать сталь толщины кузова автомобиля без газа, ПОСТАВЬТЕ ИХ ДЕМО !!!
Самозащитные провода Migтакже выделяют МНОГО неприятного дыма, поэтому их лучше всего использовать на открытом воздухе.И это действительно единственное место, где я бы рекомендовал использовать самозащитный провод. Даже тогда я бы использовал самозащитный провод, только когда слишком ветрено, чтобы использовать сплошной провод и газ!
Немного истории
Самозащитные проволочные переходники были впервые разработаны в США для использования на обширных фермах в прериях Среднего Запада. Был разработан небольшой ручной сварочный аппарат MIG, который работал бы от тракторной батареи 24 В с глубокими ячейками. Этот сварщик входил в набор инструментов, который носил фермер и использовал для ремонта ворот и т. Д. На полях.
Этот сварщик входил в набор инструментов, который носил фермер и использовал для ремонта ворот и т. Д. На полях.
Самозащитная проволока MIG попала на рынок сварочных аппаратов в Великобритании в 1980-х годах, еще до того, как стали доступны одноразовые газовые баллоны. В то время это был единственный способ продавать сварочные аппараты Mig производителям.
Сплошной провод + газ
Наиболее распространенный и лучший способ использования Mig Welder — это сплошная проволока и баллон с газом.
В этой конфигурации сварочный аппарат Mig подает газ на сварочную ванну во время сварки, тем самым предотвращая загрязнение сварного шва воздухом / кислородом.
Solid Wire + Gas проще в использовании и обеспечивает более качественные сварные швы
Я написал отдельную статью в блоге под названием:
Сварочный газ Mig, который может вам пригодиться
Итог
На мой взгляд, если у вас есть газовый / безгазовый сварочный аппарат, вы всегда должны использовать его с газом, за исключением случаев, когда вам абсолютно необходимо использовать самозащитную проволоку.
Лично я предпочел бы защитить рабочую зону от ветра экранами и т. Д., Чем использовать самозащитный провод, но, как я сказал ранее, я не фанат?
Мы предлагаем полный ассортимент сварочной проволоки MIG для большинства материалов, включая сплошную и самозащитную проволоку для стали.
Можно ли использовать любой Mig для газовой и безгазовой сварки?
Нет, сварочный аппарат MIG будет разработан для использования либо проволоки с газом, либо самозащитной (безгазовой) проволоки, либо обоих (газ / без газа).
Разница заключается в полярности факела.
Чтобы использовать самозащитный (безгазовый) провод, резак должен быть ОТРИЦАТЕЛЬНЫМ (-).
Для использования сплошного провода с газом резак должен быть ПОЛОЖИТЕЛЬНЫМ (+).
Машина, которая может работать как со сплошной проволокой + газ, так и с самозащитной (газовой) проволокой, будет иметь возможность быстро и легко изменять полярность.Эти машины обычно продаются как сварочные аппараты MIG «газ / без газа».
Заключение
Газовая или безгазовая сварка Mig, что лучше? Что ж, я думаю, ты знаешь мой ответ на этот вопрос, газ, почти каждый раз! 🙂
Хотите узнать больше?
Если вы не уверены, какой тип сварочного аппарата Mig лучше всего подходит для ваших нужд, свяжитесь с нами, вы можете написать через нашу страницу «Контакты» или позвонить и спросить меня! (цифры вверху страницы)
Надеюсь, вы нашли это полезным.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
С уважением
Грэм
Склад сварщиков
Сравнение самозащитных и газозащитных порошковых электродов
Q: Почему нужно использовать защитный газ при использовании порошковой проволоки, такой как Outershield® 71M? Каковы преимущества? Я сваривал только проволокой Innershield®, для которой не использовался защитный газ. A: Я хотел бы ответить на ваш вопрос как общее обсуждение порошковой сварки. Американское сварочное общество (AWS) классифицирует все трубчатые электроды с флюсом внутри как проволоку с флюсовой сердцевиной и называет это процессом дуговой сварки под флюсом (FCAW). Все порошковые проволоки имеют схожие характеристики. К ним относятся образование защитного шлака над сварным швом, использование техники угла сопротивления, возможность сварки в нестандартном или плоском и горизонтальном положении только при более высоких скоростях наплавки (в зависимости от типа проволоки), способность справляться с загрязнениями на пластине. , так далее.Однако существует два принципиально разных типа порошковых проволок. Один тип является самозащитным, а другой — газозащитным. Эти два типа часто делятся на подкатегории: процесс FCAW-S (самозащитный, порошковый) и процесс FCAW-G (газозащитный, порошковый). |
| Самозащитная порошковая проволока, обычно называемая проволокой Innershield®, часто описывается как «стержневой электрод наизнанку». Вы можете думать о процессе FCAW-S как о повышении производительности при ручной сварке, обеспечивающем гораздо более высокую производительность наплавки с полуавтоматическим процессом почти для всех тех же применений, что и при использовании стержневых электродов. Например, они очень популярны для сварки на открытом воздухе, так как нет необходимости во внешнем защитном газе (где газ может легко уноситься ветром и приводить к пористости в процессах с защитой от газа). В рабочем состоянии большинство самозащитных проводов имеют полярность постоянного тока. Они имеют шаровидный перенос дуги, от мелких капель до крупных капель металла. Хотя некоторые из них имеют очень плавные характеристики дуги, большинство из них, как правило, имеют немного более жесткую дугу и больше брызг, чем электроды FCAW-G. Металлургия и конструкция самозащитной порошковой проволоки уникальны по сравнению с электродами для других процессов дуговой сварки. Например, они уникально используют алюминий с большинством проволок, чтобы активно взаимодействовать с атмосферой, создавая прочный наплавленный металл. |
 Так же, как и покрытые или стержневые электроды, они полагаются исключительно на свою систему шлака и газы, образующиеся в результате химических реакций в дуге, для защиты расплавленного металла от атмосферы (см. Рисунок 1). Ингредиенты флюса в активной зоне выполняют несколько функций, в том числе: 1) они раскисляют и денитрифицируют расплавленный металл. 2) Образует защитный шлак, который также придает форму валику и может удерживать расплавленный металл в смещенном состоянии. 3) Добавляет легирующие элементы в металл сварного шва для достижения желаемых механических свойств.4) Влияет на сварочные характеристики (т.е. характеристики глубокого проплавления и высокие скорости наплавки).
Так же, как и покрытые или стержневые электроды, они полагаются исключительно на свою систему шлака и газы, образующиеся в результате химических реакций в дуге, для защиты расплавленного металла от атмосферы (см. Рисунок 1). Ингредиенты флюса в активной зоне выполняют несколько функций, в том числе: 1) они раскисляют и денитрифицируют расплавленный металл. 2) Образует защитный шлак, который также придает форму валику и может удерживать расплавленный металл в смещенном состоянии. 3) Добавляет легирующие элементы в металл сварного шва для достижения желаемых механических свойств.4) Влияет на сварочные характеристики (т.е. характеристики глубокого проплавления и высокие скорости наплавки).
Для сравнения: в газозащитной порошковой проволоке (Outershield®, UltraCore®) используется как система шлака, так и внешний защитный газ для защиты дуги от атмосферы (см. Рисунок 2). Два наиболее распространенных типа используемых защитных газов — это 100% углекислый газ (CO2) или смесь 75–85% аргона (Ar) / баланс CO2 (наиболее популярна смесь 75% Ar / 25% CO2). Большинство типов проволоки имеют перенос дуги через мелкую каплю с гладкой струйной дугой. Рекомендуемая полярность DC + для всех типов проводов. Как правило, они предпочтительнее для заводской (т.е. внутренней) сварки, поскольку имеют более плавные характеристики дуги.Их можно использовать на улице, но при этом требуются дополнительные меры предосторожности, чтобы ветер не унес защитный газ. Без защитного газа это приведет к пористости сварного шва. |
| |
 Эти провода часто называют электродами с двойным экраном. Подобно самозащитной проволоке, основные ингредиенты образуют шлак, добавляют желаемые легирующие элементы в металл шва и влияют на сварочные характеристики.Однако они не обеспечивают никакой защиты от атмосферы, а процесс FCAW-G для этого полностью полагается на внешний защитный газ вокруг дуги. Кроме того, использование защитного газа значительно улучшает привлекательность для оператора и удобство использования этих проводов.
Эти провода часто называют электродами с двойным экраном. Подобно самозащитной проволоке, основные ингредиенты образуют шлак, добавляют желаемые легирующие элементы в металл шва и влияют на сварочные характеристики.Однако они не обеспечивают никакой защиты от атмосферы, а процесс FCAW-G для этого полностью полагается на внешний защитный газ вокруг дуги. Кроме того, использование защитного газа значительно улучшает привлекательность для оператора и удобство использования этих проводов.Преимущества аппаратов для сварки MIG без газа
Если вам интересно, что такое сварочный аппарат MIG без газа или как выполнять сварку MIG, я покажу вам это и многое другое.
Сварщик MIG без газа, также известный как сварочный аппарат с флюсовой проволокой, представляет собой простой процесс для начинающих, чтобы научиться сваривать.
Самое замечательное в сварке без газа MIG заключается в том, что вы можете начать сварку прямо из коробки, купив новый сварочный аппарат. Сварщик проволокой также известен как сварщик MIG.
Причина, по которой сварочный аппарат MIG без газа работает так хорошо для новичков, заключается в том, что вам не нужно покупать газовый баллон, чтобы начать сварку, в отличие от сварки MIG.
Как я уже говорил, сварочный аппарат MIG без газа — это то же самое, что и сварочный аппарат с флюсовой проволокой.
Сердечник из флюса относится к типу проволоки, которую использует машина. Когда вы устанавливаете катушку с флюсовым сердечником в машину и получаете права на установку полярности, вы отправляетесь в гонку.
Сварка MIG против сварочного аппарата MIG без газа
Инструкторы курсов по сварке для начинающих расскажут вам о проволоке.
Как для сварки MIG, так и для сварки сердечником из флюса используется так называемый сварочный аппарат.
Сварщик проволокой отличается от процесса, подобного сварке штучной сваркой, тем, что электрод, металл, который плавится, образуя сварной шов, приходит на катушке проволоки вместо длинного стального стержня.
При использовании сварочного аппарата MIG (металл в инертном газе), когда вы нажимаете на спусковой крючок пистолета, чтобы начать сварку, происходит несколько разных вещей.
Во-первых, когда ваш газовый баллон подключен к сварочному аппарату, газ начинает течь, проволока начинает подавать и зажигается дуга.
В безгазовой сварочной машине MIG используется не газ, а полая проволока, заполненная флюсом. Флюс используется для защиты расплавленной сварочной ванны при ее охлаждении. Точно так же, как флюс используется для защиты сварочной ванны при использовании проволоки с сердечником из флюса, в процессе MIG для защиты сварочной ванны используется защитный газ.
Проволока, используемая в процессе MIG, представляет собой сплошную проволоку, поскольку флюс не требуется.
Итак, не путайте термины «аппарат для сварки MIG без газа» и «сварщик с флюсовой сердцевиной», потому что это одно и то же.
Сварка снаружи с помощью аппарата для сварки MIG без газа
Используя аппарат для сварки MIG без газа, вы можете без проблем сваривать в ветреную погоду.
Итак, если вы работаете над проектом на улице и сейчас ветреный день, не волнуйтесь, потому что сердечник Flux идеально подходит для этого.
Использование аппарата для сварки MIG без газа на улице настолько хорошо, что внутри проволока находится флюс, который при охлаждении образует шлак на поверхности сварного шва.
Этот шлак защищает сварочную ванну от ветра и не позволяет атмосферным газам попадать в сварочную ванну.
Причина, по которой вы не можете использовать MIG в ветреную погоду, заключается в том, что защитный газ унесет ветром, и в сварных швах останется пористость.