таблица с размерами, ГОСТы, диаметр, вес
Водогазопроводные (ВГП) трубы – разновидность стальных сварных труб, отличающаяся высоким качеством сварного шва. Технические условия на стальные трубы ВГП, применяемые для организации трубопроводных систем водо-, газо-, теплоснабжения, регламентируются ГОСТом 3262-75.
Особенности производства
Водогазопроводные трубы изготавливают из трубной заготовки – штрипса, которую формуют, а затем сваривают продольным швом печной или дуговой сваркой. Шов обычно располагается параллельно продольной оси трубного изделия. В месте сварки стандартом допускается некоторое утолщение, приводящее к небольшому уменьшению внутреннего диаметра. Каждая труба проходит проверку сварного шва способами неразрушающего контроля, после чего проведение гидравлических испытаний становится необязательным мероприятием.
Штрипс производят способом горячей прокатки из углеродистых сталей обыкновенного качества и качественных конструкционных. Стали обыкновенного качества изготавливаются в соответствии с ГОСТом 380-2005.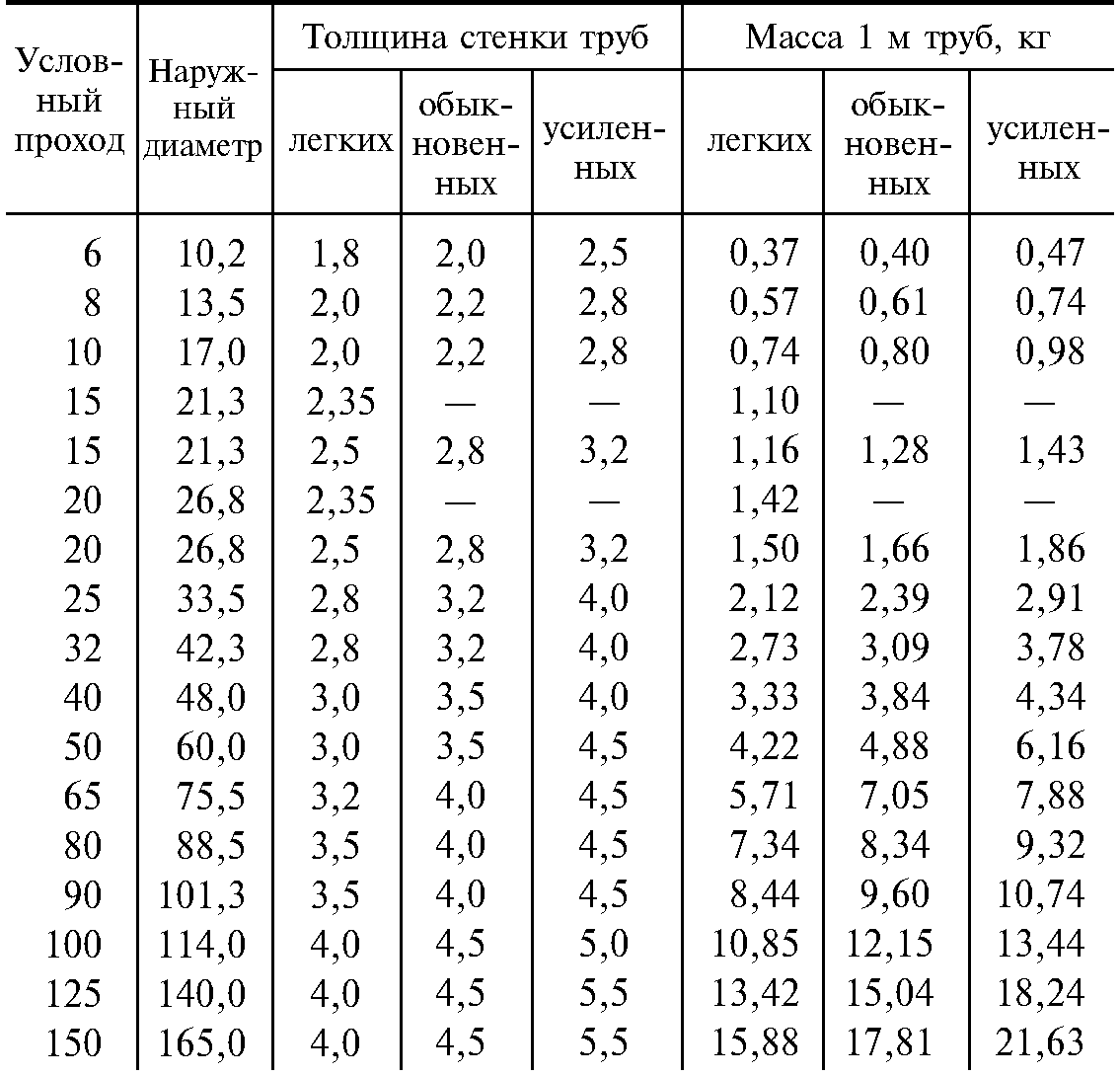
Для повышения коррозионной стойкости трубные изделия цинкуют способом горячего цинкования. Толщина цинкового покрытия должна быть не менее 30 мкм. На торцах защитный слой отсутствует. Такая продукция используется для прокладки в условиях повышенной влажности. Существует и другой вариант защиты трубного изделия от коррозионного разрушения – грунтование, а затем – покрытие лакокрасочными составами для металла. Также для покрытия используются эмали «два в одном» (грунтовка+окрашивающий состав) или «три в одном» (преобразователь ржавчины+грунт+краска).
Сортамент водогазопроводных труб
Основная размерная характеристика труб ВГП – условный проход (Ду), которому соответствует определенный наружный диаметр. Условный проход примерно равен внутреннему диаметру изделия, округленному до ближайшей нормативной величины. По толщине стенок различают трубные изделия легкой, обыкновенной, усиленной серий.
Для удобного монтажа на конец труб ВГП может быть нарезана или накатана резьба (на изделиях обыкновенной и усиленной серий). Особенно это актуально для оцинкованной продукции, поскольку она стыкуется с помощью резьбовых соединений. Сварка оцинкованных труб нежелательна, поскольку при этом цинк выгорает с образованием ядовитых соединений, а участки, которые остались без защитного цинкового покрытия, быстро ржавеют.
Трубную продукцию выпускают мерной и немерной длины. Наиболее популярны отрезки длиной 6 м, поскольку они удобны в перевозке и монтаже.
Таблица размеров и весов 1 м водогазопроводных (ВГП) труб, выпускаемых в соответствии с ГОСТом 3262-75
| Условный проход | Наружный диаметр, мм | Масса 1 м, кг, серии | |||||
| Легкая | Обыкновенная | Усиленная | Легкая | Обыкновенная | Усиленная | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,4 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,8 | 0,98 |
| 15 | 21,3 | 2,35 | — | — | 1,1 | — | — |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | — | — | 1,42 | — | — |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 90 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,6 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
По классам точности трубы ВГП разделяют на две категории – обычной и повышенной точности.
Области применения
Основная и наиболее обширная область применения труб ВГП – организация трубопроводных систем холодного и горячего водоснабжения, отопления, разводка к потребителям газа низкого давления. Прокладка трубопроводов осуществляется с помощью сварки, на резьбовых соединениях, с использованием дополнительных фитингов и арматуры.
Благодаря высокой надежности сварного шва, эта металлопродукция широко применяется для создания металлоконструкций, в том числе испытывающих серьезные нагрузки. Среди них:
- строительные леса;
- малые архитектурные формы – беседки, навесы, перголы;
- предметы мебели – этажерки, тумбы, стеллажи;
- стойки и каркасы для элементов наружной рекламы;
- ограждения, ворота, калитки.
Благодаря высокой прочности сварного шва и современным методам антикоррозионной обработки, труба ВГП имеет длительный рабочий период. Однако конкретный срок эксплуатации во многом зависит от условий окружающей среды и степени агрессивности жидкости или газа, передаваемых по трубопроводной системе.
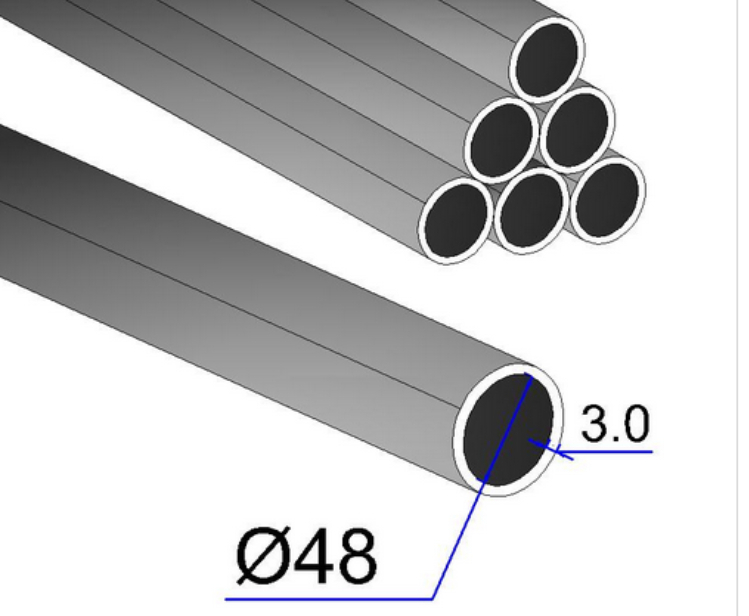
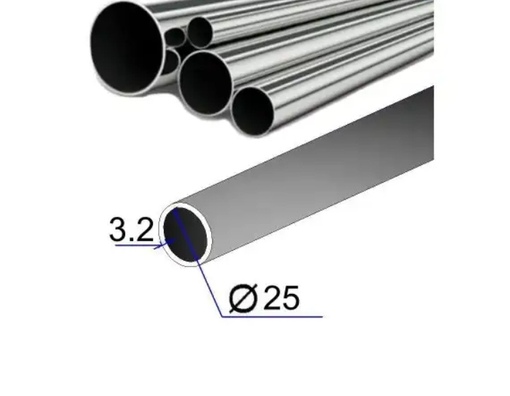
Трубы водогазопроводные относятся к сварным стальным трубам. Труба ВГП — это другое сокращенное обозначение водогазопроводной трубы. Трубы ВГП производятся по ГОСТ 3262-75 и разделяются по условному проходу, иначе называемому «диаметр условный» ( сокращенно ДУ ) и толщине стенки.
Для труб ВГП, как и для трубы водопроводной и трубы газопроводой принята своя система обозначений, которая отличается от общепринятой для остальных труб, где используются толщина стенки и наружный диаметр трубы. Например для трубы ВГП ДУ 25 как для легкого, так и для обыкновенного и усиленного вариантов общими будут |
 Основным отличием является использование такого параметра как «условный проход» или «диаметр условный», сокращенно «диаметр ДУ«. Для более подробного ознакомления с обозначениями в наименовании водогазопроводных труб смотрите рисунок1 и таблицу 1.
Основным отличием является использование такого параметра как «условный проход» или «диаметр условный», сокращенно «диаметр ДУ«. Для более подробного ознакомления с обозначениями в наименовании водогазопроводных труб смотрите рисунок1 и таблицу 1.
Главная — Металл Сервис
черный металлопрокат
черный металлопрокатЧерный металлопрокат — это продукция металлургической промышленности, получаемая на прокатных станах путем горячей, теплой или холодной прокатки черной стали различных марок.
Цветной металлопрокат
Цветной металлопрокат — это изделия, выполненные из цветных металлов с помощью метода прокатки.
Нержавеющий металлопрокат
Нержавеющий металлопрокат Нержавеющий металлопрокат — это прокат, содержащий в своем составе легирующие добавки в виде хрома, никеля, марганца и других металлов. Нержавеющая сталь, в отличие от черного проката, отличается высокой стойкостью к коррозии, долговечностью в эксплуатации и гигиеничностью.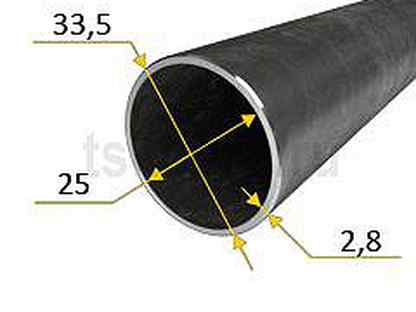
основные партнеры
Труба вгп гост, труба вгп гост 3262, труба вгп 3262, труба стальная гост 3262, трубы водогазопроводные гост
Трубы ВГП (водогазопроводные) соответствуют ГОСТ 3262-75, ГОСТ 380-88 и ГОСТ 1050-8. Труба ВГП ГОСТ 3262-75 используется для транспортировки горячей и холодной воды и газа. Рабочее давление в трубах должно составлять не более 25 МПа.
Труба стальная водогазопроводная ГОСТ имеет как бытовое, так и промышленное назначение. Труба стальная гост 3262 широко применяется в строительстве и коммунальном хозяйстве – для бытового водо- и газопровода, бытового отопления. Цены на трубу ВГП ГОСТ достаточно демократичны, что обуславливает ее широкое применение в строительстве и промышленности.
Цены на трубу ВГП ГОСТ достаточно демократичны, что обуславливает ее широкое применение в строительстве и промышленности.
Компания «Регионметпром» поставляет стальные водогазопроводные трубы, произведенные на ведущих российских предприятиях. ДУ (условный диаметр труб) составляет от 15 до 100 мм. Водогазопроводные трубы повышенного уровня точности снабжены маркировкой «П». Диаметры труб с таким обозначением имеют повышенную точность.
Мерная длина труб составляет от 4 до 12 мм. Другие варианты длины труб для газопроводов и водопроводов – немерная длина и длина, кратная мерной.
Труба водогазопроводная ГОСТ 3262-75
Данный ГОСТ определяет сортамент труб ВГП, изготовленных из стали.
Труба ВГП, соответствующая ГОСТ 3262, может быть оцинкованной и неоцинкованной, или черной. По толщине стенок трубы подразделяются на легкие, обыкновенные и усиленные. Также трубы выпускаются с нарезанной или накатанной резьбой или без резьбы.
Труба ВГП может быть как черной (стальная без покрытия), так и оцинкованной. Оцинкованное покрытие наносится для противостояния коррозии и увеличивает долговечность водогазопроводной трубы. Согласно стандартам ГОСТа, толщина оцинковки должна быть не менее 30 мкм. На торцах трубы допускается отсутствие слоя покрытия. Изделие после цинкования должно соответствовать техническим требованиям. Не должно быть пузырчатости, посторонних включений, отслаивания покрытия. Изделия с этими недостатками считаются бракованными. Оцинкованные трубы весят больше, чем черные трубы аналогичного диаметра в среднем на 3%.
Диаметр и масса трубы водогазопроводной ГОСТ 3262 75
Преимущества труб стальных ГОСТ 3262
- При изготовлении используется сталь высокого качества;
- Сварной шов особой прочности;
- Возможны варианты с муфтами и без них;
- Трубы проходят строгий контроль на соответствие нормам;
- Стоимость достаточно невысока;
- Простой монтаж;
- Универсальность: можно использовать для любых трубопроводов.


На многих участках трасс, например, при открытой прокладке могут применяться только стальные трубы. Поэтому стальные трубы ВГП, несмотря на появление труб из новых, современных материалов, до сих пор незаменимы при прокладке водопровода и газопровода.
Технические условия определяют жесткие требования к прокладке газопроводных труб – они не должны изготавливаться из пластика.
Монтаж труб ВГП традиционно осуществляется двумя способами:
- С применением электросварочного соединения труб;
- С помощью муфт и сопутствующего оборудования.
Компания «Регионметпром» предлагает широкий сортамент труб ВГП, соответствующих ГОСТам. Наша компания более десяти лет работает на рынке трубного проката и является официальным дилером ЗАО «Торговый Дом «ТМК» в Уральском Федеральном округе. Продукция имеет все необходимые лицензии и сертификаты. Многолетние связи с заводами-изготовителями позволяют поддерживать постоянный ассортимент продукции на складах.
Трубы водогазопроводные (вгп) производятся в соответствии с ГОСТ 3262-75, разработанном на основе англо-американской системы измерений, заимствованной в США. Трубы, производимые по данному ГОСТу имеют существенные отличия от других труб, например электросварных… Трубы водогазопроводные
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатаной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций. Трубы изготовливают по размерам и массе, приведенным в табл. 1. и табл. 2. По длине трубы изготовливают от 4 до 12 м Таблица 1
Предельные отклонения по массе труб не должны превышать +8 %. По требованию потребителя предельные отклонения по массе не должны превышать: +7,5 % — для партии;
Кривизна труб на 1 м длины не должна превышать: 2 мм — с условным проходом до 20 мм включительно;
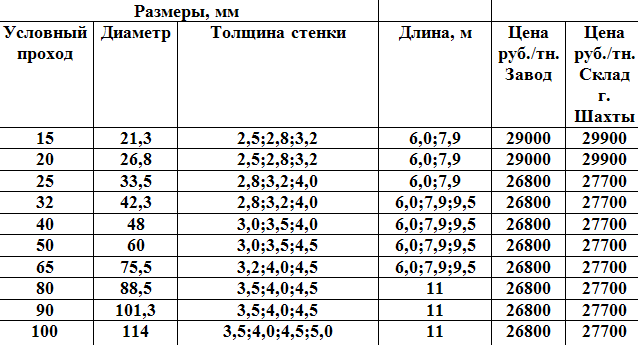
Купить водогазопроводную трубу в нашей компании возможно любыми партиями от 1 тонны до вагонных норм. Отгрузка производится самовывозом или с доставкой на Ваш объект или склад. Поставка крупных объемов может быть отгрузкой автомобильным или железнодорожным транспортом. ЦеныВ последние годы цена на водогазопроводную трубу меняются динамично, что сильно затрудняет публикацию актуальной цены, соответствующей настоящему моменту. Просим Вас уточнять текущие цены на трубы вгп и наличие интересующей продукции по телефону + 7(495) 669-29-10 или направляйте Ваш заказ. | |||||||



Труба ГОСТ 3262 водогазопроводная — полезная информация
Какой длины бывает стальная водогазопроводная труба в METAL БЮРО
В METAL БЮРО, труба стальная водогазопроводная оцинкованная и без покрытия изготовлена длиной 4 — 12м, а именно:
- мерной длины или кратной мерной длины с припуском на каждый рез по 5 мм и предельными отклонениями на всю длину +10 мм
- немерной длины
По согласованию с изготовителем действующим стандартом в партии не мерных труб допускается наличие до 5% труб длиной 1,5 — 4 м.
Какие типы трубного проката ВГП ГОСТ 3262-75 бывают вообще
Труба ВГП по ГОСТ 3262-75 относится к стальным электросварным трубам, изготовленным с:
- нарезанной или накатанной цилиндрической резьбой (резьба может быть длинной или короткой)
- без резьбы
Данный прокат производится с диаметром условного прохода 6 — 150 мм, а в зависимости от толщины стенки трубы могут быть:
- легкими
- обыкновенными
- усиленными (с наибольшей толщиной стенки)
По способу покрытия поверхности данные круглые трубы бывают:
- без покрытия — из углеродистых марок стали (например, Ст1кп, Ст2кп, Ст1пс, Ст2пс, Ст08пс и др. )
- с покрытием – коэффициент нанесенного цинка стальной водогазопроводной трубы ГОСТ 3262-75 равен 3%
 )
)Можно ли использовать водогазопроводные трубы в наружных сетях
Да, потому что спектр применения водогазопроводных труб ГОСТ 3262-75 очень широк:
- трубы обычной точности изготовления применяются в водопроводах (труба под воду) и газопроводах (труба под газ), в системах отопления
- трубы повышенной точности изготовления — для изготовления деталей водопроводных и газопроводных конструкций
- для хозяйственно-питьевого водоснабжения:
- в наружных сетях применяют стальные трубы диаметром 2..6 дюймов и трубы диаметром ≥100мм (до 300мм), которые рассчитаны на рабочие параметры среды: Р=1,5МПа и t среды=100ºС
- во внутренних системах зданий используется труба стальная диаметром ½…4 дюйма (Р=0,45МПа, t среды=20ºС), труба из коррозионно-стойкой (нержавеющей) стали диаметром 10…100мм (Р=1,0МПа, t среды=20ºС)
- в системах теплоснабжения:
- в тепловых сетях используют стальные трубы с ППУ (с пенополиуретановой изоляцией) диаметром ≥100мм (до 300мм), рассчитанные на Р=2,5МПа и t среды=200ºС или 400ºС
- для горячего водоснабжения во внутренних системах канализации зданий используют трубы стальные диаметром ½…4 дюйма (Р=1,0МПа, t среды=100ºС), трубы из коррозионно-стойкой (нержавеющей) стали диаметром 10…100мм (Р=1,0МПа, t среды=100ºС)
- в системах центрального и местного (автономного) радиаторного отопления применяются трубы стальные диаметром ½…4 дюйма (Р=0,45МПа, t среды=75ºС, трубы из коррозионно-стойкой (нержавеющей) стали диаметром 10…100мм (Р=1,0МПа, t среды=100ºС).

Как посчитать наружный диаметр водогазопроводных труб
| Условный проход — ДУ, мм | Наружный диаметр — ДН, мм |
| труба ду 15 | 21,3 |
| труба ду 20 | 26,8 |
| труба ду 25 | 33,5 |
| труба ду 32 | 42,3 |
| труба ду 40 | 48 |
| труба ду 50 | 60 |
Как сопоставить наружный размер труб ВГП в дюймах и условный проход в мм
|
Условный проход ДУ, мм |
Наружный диаметр НД, дюймы |
|
10 |
3/8 |
| 15 | 1/2 |
| 20 | 3/4 |
| 25 | 1 |
| 32 | 1 и 1/4 |
| 40 | 1 и 1/2 |
| 50 | 2 |
| 65 | 2 и 1/2 |
| 80 | 3 |
| 90 | 3 и 1/2 |
| 100 | 4 |
| 125 | 5 |
| 150 | 6 |
VGP приносит экзотических морских обитателей на сушу
Источник : www. newindianexpress.com | от : 23 апреля 2019 г.
newindianexpress.com | от : 23 апреля 2019 г.
Ультрасовременный аквариум – первый в Индии с подводным туннелем, подобным тому, что есть в Сентозе, Сингапуре и других океанариумах мира.
ЧЕННАЙ: У меня сложилось впечатление, что Морское Королевство VGP будет похоже на Аквариум Тарапоревала, но он намного больше, и я впечатлен», — сказал губернатор штата Тамил Наду Банварилал Пурохит в воскресенье на открытии Морского Королевства VGP, последнего дополнения к предприятия Группы ВГП.
Он сказал, что во время своего пребывания в Махараштре он обычно отправлял всех своих гостей в Аквариум Тарапоревала, и что с этого момента он сделает морское королевство VGP обязательным пунктом маршрута для своих гостей в Радж Бхаван. «Тамил Наду имеет длинную береговую линию, и кажется вполне уместным иметь такое сооружение в штате», — сказал он. «Проект был завершен за 115 крор. Что еще более важно, были предприняты шаги для обеспечения поддержания качества воды, чтобы предоставить морским видам среду обитания, эквивалентную их естественной среде обитания.
Ультрасовременный аквариум – первый в Индии с подводным туннелем, подобным тому, что есть в Сентозе, Сингапуре и других океанариумах мира. Туннельный аквариум длиной 70 метров обеспечивает непревзойденный подводный мир. В туннеле есть прогулочный блок, на который можно наступить и обойти весь туннель, прежде чем вернуться к точке входа.
35 экспонатов с большими и малыми аквариумами, содержащими как пресноводные, так и морские виды.Аквариум разделен на пять зон: тропический лес, ущелье, мангровые заросли, прибрежная зона и глубина океана. На выставке представлены различные виды экзотических рыб, включая акул, скатов и множество мелких рыб.
«Мы посетили более 25 аквариумов по всему миру, прежде чем приступить к проекту, — сказал В.Г.П. Равидас, управляющий директор группы компаний «ВГП».
«Сегодня мы создали объект, который будет интересен туристам со всей Индии. Больше всего на свете мы хотели предоставить что-то образовательное по своей природе.Мы просим правительство предоставить нам льготы по налогу на развлечения, так как это больше образовательное учреждение. Это даст детям возможность узнать и испытать то, ради чего им в противном случае понадобилось бы поехать в Сингапур».
Это даст детям возможность узнать и испытать то, ради чего им в противном случае понадобилось бы поехать в Сингапур».
Губернатор в своем обращении заверил руководство, что школьникам обязательно будут предоставлены льготы, и призвал школы сделать этот океанариум обязательным для посещения. на мероприятии.
Образовательные лаборатории
Акриловые баки были импортированы из Германии. Предлагается создать учебные лаборатории, которые будут предоставлять детям практическую информацию о морской жизни, а также проводить образовательные занятия с морскими биологами.
%PDF-1.4 % 190 0 объект > эндообъект внешняя ссылка 190 100 0000000016 00000 н 0000003115 00000 н 0000003252 00000 н 0000003446 00000 н 0000003489 00000 н 0000003524 00000 н 0000004050 00000 н 0000004192 00000 н 0000004334 00000 н 0000004477 00000 н 0000004620 00000 н 0000004646 00000 н 0000005353 00000 н 0000005379 00000 н 0000005955 00000 н 0000006064 00000 н 0000006173 00000 н 0000006280 00000 н 0000007655 00000 н 0000008970 00000 н 0000008997 00000 н 0000010330 00000 н 0000011555 00000 н 0000012861 00000 н 0000013004 00000 н 0000014410 00000 н 0000015234 00000 н 0000015989 00000 н 0000021656 00000 н 0000021861 00000 н 0000021932 00000 н 0000022519 00000 н 0000026637 00000 н 0000026842 00000 н 0000026911 00000 н 0000027358 00000 н 0000027381 00000 н 0000027403 00000 н 0000035570 00000 н 0000057300 00000 н 0000057326 00000 н 0000057347 00000 н 0000057700 00000 н 0000057721 00000 н 0000057743 00000 н 0000057764 00000 н 0000057785 00000 н 0000058413 00000 н 0000058619 00000 н 0000058688 00000 н 0000058847 00000 н 0000058873 00000 н 0000058894 00000 н 0000059199 00000 н 0000059512 00000 н 0000059583 00000 н 0000059709 00000 н 0000059801 00000 н 0000059852 00000 н 0000059956 00000 н 0000060007 00000 н 0000060156 00000 н 0000060266 00000 н 0000060317 00000 н 0000060451 00000 н 0000060568 00000 н 0000060620 00000 н 0000060740 00000 н 0000060791 00000 н 0000060932 00000 н 0000061037 00000 н 0000061088 00000 н 0000061226 00000 н 0000061336 00000 н 0000061388 00000 н 0000061515 00000 н 0000061567 00000 н 0000061713 00000 н 0000061814 00000 н 0000061866 00000 н 0000061985 00000 н 0000062037 00000 н 0000062203 00000 н 0000062255 00000 н 0000062367 00000 н 0000062420 00000 н 0000062471 00000 н 0000062562 00000 н 0000062613 00000 н 0000062726 00000 н 0000062777 00000 н 0000062919 00000 н 0000062971 00000 н 0000063022 00000 н 0000063074 00000 н 0000063125 00000 н 0000063176 00000 н 0000063270 00000 н 0000063322 00000 н 0000002347 00000 н трейлер ]>> startxref 0 %%EOF 289 0 объект>поток /ЧАС X
Как решить 11 распространенных проблем с изгибом с помощью VGP3D
Гибка труб — сложный процесс. VGP3D решает наиболее распространенные проблемы в удобной для пользователя форме и помогает пользователю производить правильные и воспроизводимые детали.
VGP3D решает наиболее распространенные проблемы в удобной для пользователя форме и помогает пользователю производить правильные и воспроизводимые детали.
Вот некоторые из наиболее распространенных проблем, возникающих при гибке труб, и способы их решения с помощью VGP3D:
Гибка труб — сложный процесс. VGP3D решает наиболее распространенные проблемы в удобной для пользователя форме и помогает пользователю производить правильные и воспроизводимые детали.
1.Инструменты для гибки труб: можно ли сократить время смены инструмента?
Инструменты для гибки труб так же важны, как и гибочный станок, для получения качественных результатов.
Меньшие партии продукции требуют более частого переоснащения трубогибочного станка , иногда даже несколько раз в день.
На обычных станках оператор должен выполнять операции по наладке при установке нового набора инструментов на станок, включая геометрическое выравнивание компонентов и регулировку сил бустера и сил зажима , цангу и прижимную матрицу .
Эти операции имеют решающее значение для качественной гибки трубы, т. е. без складок и других дефектов, таких как следы зажима или деформации.
Ручная регулировка этих параметров может занять много времени даже у опытных операторов, особенно на гидравлических трубогибочных станках, а также на старых моделях с ЧПУ.
VGP3D сохраняет все параметры настройки инструмента в программе обработки деталей, включая положение оси и момент зажима, чтобы сократить время, необходимое для ручной настройки.
Если набор инструментов никогда ранее не использовался, VGP3D может автоматически определить рабочее положение зажима, пресс-формы и цанги, выполнив цикл автоматической калибровки инструмента .
Дизайн интерфейса инструментов также важен для сокращения времени переоснащения. В трубогибочных станках BLM GROUP система быстрой смены инструмента значительно сокращает время, необходимое оператору для снятия набора инструментов и установки нового.
2.Прототипирование: можно ли быстрее делать новые образцы?
На современном рынке производители все чаще сталкиваются с необходимостью быстрого изготовления прототипов или небольших партий по индивидуальному заказу.
При гибке труб другая геометрия изготавливаемой детали может привести к другому поведению материала с точки зрения процентного удлинения и пружинения.
На гидравлических трубогибочных станках или старых трубогибочных станках с ЧПУ процесс гибки доводили методом проб и ошибок.Желаемый результат был достигнут только после затрат драгоценного времени и материала на тропы.
Используя информацию, содержащуюся в шаблоне , VGP3D знает поведение материала даже для другой геометрии детали.
Шаблон VGP3D содержит всю информацию о станке, наборе инструментов и, что наиболее важно, о поведении трубы, независимо от того, следует ли использовать изгиб с фиксированным радиусом или переменный радиус .
Эта возможность позволяет изготовить новую деталь всего за несколько минут.По сути, время, необходимое для импорта чертежа заказчика или ввода новых координат гибки, и правильная деталь с самого начала.
Дизайнер/конечный пользователь может даже присутствовать при создании прототипа, вносить необходимые изменения и принимать активное участие в окончательной доработке нового дизайна.
 youtube.com/embed/E2T9WYxKOpA?rel=0″ data-mce-style=»position: absolute; top: 0px; left: 0px; width: 100%; height: 100%; border: none;»/>
youtube.com/embed/E2T9WYxKOpA?rel=0″ data-mce-style=»position: absolute; top: 0px; left: 0px; width: 100%; height: 100%; border: none;»/>
3. Пружинящий возврат: можно ли быстро определить точный угол изгиба даже без опыта?
Как и в любом процессе пластической деформации , часть энергии, передаваемой заготовке для изменения ее формы, неизбежно запасается в виде упругой энергии.После устранения силы деформации эта энергия высвобождается, и заготовка имеет тенденцию частично возвращаться к своей первоначальной форме.
При изгибе трубы вызывает пружинение изогнутой трубы . Другими словами, изгиб немного раскрывается после того, как усилие изгиба снимается после достижения желаемого угла изгиба .
Упругость не является фиксированной величиной и зависит от многих факторов, включая материал, угол изгиба, диаметр трубы, толщину и т. д.
Упругость корректируется путем изгиба трубки чуть больше теоретического значения. Традиционно оператору приходится методом проб и ошибок находить коррекцию для каждого из изгибов.
Традиционно оператору приходится методом проб и ошибок находить коррекцию для каждого из изгибов.
Опыт в этом случае необходим для сокращения количества попыток, а также потерь времени и материалов.
Путем измерения пружинения для трех разных углов изгиба утилита VGP3D B_Tools может рассчитать величину коррекции пружинения для любого угла изгиба.
Когда известно поведение трубы, данные сохраняются вместе с программой обработки детали.Эти данные можно использовать в будущем для гибки другой детали другой формы, изготовленной из того же материала. В результате получается деталь с самого начала без необходимости проб и ошибок .
VGP3D может рассчитать правильные координаты изгиба для компенсации пружинения и удлинения материала.
4. Удлинение: можно ли сделать прямые между изгибами нужной длины?
Трубка никогда не сохраняет исходную длину после изгиба.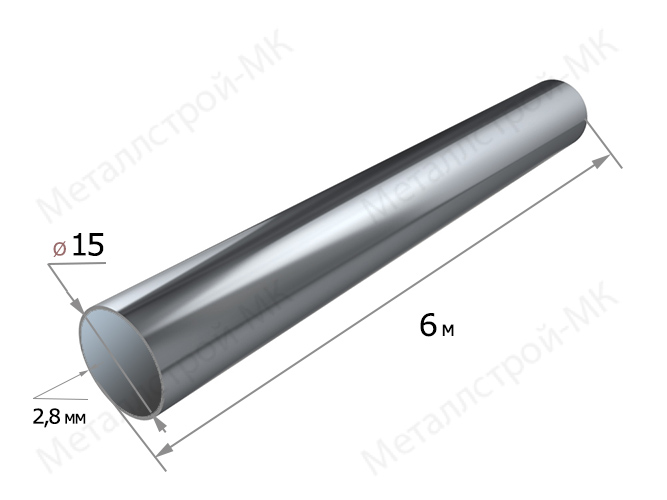
При изгибе материал растягивается в области изгиба . Это означает, что общая длина будет больше теоретической модели, включая прямые участки между изгибами.
Эффект пружинения, который вызывает увеличение среднего радиуса изгиба , также должен быть принят во внимание.
Таким образом, растяжение трубы делает прямые участки длиннее, а пружинение уменьшает их. Два противоположных эффекта изменяют размеры конечной детали.
Традиционно единственным решением был опыт оператора, который методом проб и ошибок изготавливал деталь с нужными размерами.
Используя B_Tools, VGP3D вычисляет удлинение каждой прямой части и корректирует координаты, чтобы деталь была правильной с самого начала, без необходимости проб и ошибок.
VGP3D также вычисляет общее удлинение и сообщает оператору точную длину прямой трубы, которую нужно отрезать, чтобы получить последнюю прямую часть с точной длиной после изгиба .
Эта информация очень полезна для экономии материала и дополнительного процесса резки, особенно когда производственные партии быстро меняются.
5. Координаты изгиба и декартовы координаты: могу ли я легко пересчитать их, если я изменю радиус центральной линии?
Иногда гибочные инструменты, необходимые для гибки детали с радиусом центральной линии , указанным на чертеже, присланном заказчиком, отсутствуют.
В большинстве случаев заказчик соглашается изменить радиус в определенных пределах в зависимости от наличия гибочного инструмента.
Однако при изменении радиуса центральной линии необходимо изменить координаты изгиба , чтобы они соответствовали окончательным размерам детали.
VGP3D может эффективно обрабатывать декартовы координаты (положение в пространстве точек пересечения прямых участков трубы) или координаты изгиба (длина прямолинейной части, поворот плоскости изгиба, угол изгиба). Если радиус центральной линии изменяется, как и любое другое значение в одной системе координат, изменение автоматически выполняется мгновенно также и в другой системе.
Таким образом, радиус центральной линии может быть изменен в кратчайшие сроки.
Изогнутая труба и относительные координаты в VGP3D.
6. Сварной шов должен располагаться в определенном положении: не забудет ли мой оператор это сделать?
Положение сварного шва во время гибки является еще одним аспектом, влияющим на реакцию трубы на деформацию.
Процесс сварки локально изменяет механические характеристики металла.Следовательно, различное положение сварного шва приведет к различным значениям упругости .
Для получения воспроизводимых результатов необходимо, чтобы сварной шов всегда находился в одном и том же положении.
Если доверить оператору правильное выравнивание сварного шва, возникают две проблемы, обе связанные с человеческим фактором, который может привести к отбраковке изогнутой детали:
- Оператор забывает сориентировать сварной шов во время операции загрузки трубы.
- Оператор устает и больше не ориентирует сварной шов с той же точностью во время загрузки .
Используя поиск отверстия и/или обнаружение сварного шва , VGP3D может автоматически ориентировать трубу в начале каждого цикла, поддерживая постоянную точность выравнивания .
С помощью одного и того же датчика VGP3D может обнаружить и сориентировать любые отверстия или даже маркировку на трубе , чтобы они всегда располагались правильно на готовой детали.
Датчик обнаружения отверстий и обнаружения сварных швов на левом и правом трубогибочном станке с ЧПУ в процессе E-TURN..png)
Узнайте больше о том, как сварной шов влияет на процессы гибки и резки труб
7. Анализ осуществимости: есть ли у меня на складе нужные инструменты для этой новой детали?
После отправки чертежа заказчик хочет быстро узнать стоимость и сроки изготовления детали.
Наличие гибочных инструментов является ключевым фактором при определении времени выполнения заказа.Чтобы иметь возможность быстро ответить клиенту с предложением, вам необходимо знать, есть ли необходимый набор инструментов на складе, полный ли он, используется ли он уже на других машинах и в каком он состоянии.
Если у вас много инструментов, быстро получить всю эту информацию может быть сложно. Если часть набора инструментов отсутствует, вы можете уточнить у заказчика, согласится ли он согнуть деталь с немного другим диаметром трубы или радиусом осевой линии. Если он соглашается, количество проверяемых инструментов увеличивается.
.
BLM GROUP разработала Tool Room , пакет программного обеспечения для управления гибочным инструментом, чтобы решить эту проблему.
Пользователь может получить доступ к Tool Room напрямую из VGP3D.
Инструментальная комната ищет на складе инструменты для набора инструментов для гибки, необходимого для гибки запрограммированной детали, если нужные инструменты недоступны, предлагает альтернативы , способные изготовить деталь с незначительными геометрическими отличиями.
В Инструментальной комнате пользователь также может проверить, не используются ли инструменты на других станках, и, если это не так, подготавливает лист заявки на их получение со склада.
Если инструменты не существуют и другие подобные инструменты не могут быть использованы, Конструктор инструментов позволяет пользователю загрузить полные механические чертежи необходимых инструментов для гибки .
Получение чертежей — это процесс, который занимает всего несколько минут с помощью Tool Designer. После получения вы можете оценить время, необходимое для изготовления инструментов, и сообщить клиенту стоимость и время выполнения запрошенной детали.
8.Риск столкновения: могу ли я без опасений начать производство на машине?
Работая со старыми станками с ЧПУ или гидравлическими трубогибочными станками, вам необходимо согнуть первую деталь на малой скорости, постоянно проверяя отсутствие столкновений и удерживая руку на кнопке E-STOP, чтобы при необходимости быстро отключить станок.
VGP3D проверяет отсутствие столкновений во время операции гибки труб, запуская реалистичную симуляцию всего рабочего цикла, включая загрузку и разгрузку.
При моделировании используются 3D-модели с правильными размерами каждого компонента станка, инструмента, погрузчика и любых дополнительных элементов, таких как принадлежности, конвейерные ленты и т.д.
Это дает вам уверенность в том, что при моделировании цикла гибки в VGP вы фактически наблюдаете, что будет происходить на станке во время реального цикла гибки.
Моделирование цикла изгиба на VGP3D с выделенным столкновением.
9.Могу ли я безопасно согнуть трубу с формованным концом или трубу с фланцами?
Это часто происходит, особенно в таких секторах, как автомобилестроение, ОВКВ, промышленные транспортные средства и аэрокосмическая промышленность, где трубы используются в качестве проводников жидкости, а фланцы и/или концевые профили требуются для окончательной сборки системы.
Эти элементы представляют опасность столкновения (со станком или частью набора инструментов для гибки) во время цикла гибки.
Если у оператора нет реальной симуляции рабочего цикла , проверка на столкновение должна выполняться на станке вручную, как и в предыдущем случае.
Используя функцию B_3D_Part , VGP3D может импортировать 3D-модели дополнительных элементов трубы (фланцы, концевая опалубка или любые другие детали, прикрепленные к трубе), размещать их соответствующим образом на трубе, выполнять моделирование машинного цикла, и предупреждать оператора о любых потенциальных столкновениях.
Моделирование цикла гибки гнутых труб на VGP3D.
Откройте для себя специализированные системы для производства гнутых, обрезанных и гнутых труб из рулонов
10.У меня есть чертеж сборки нескольких труб в STEP или IGES: могу ли я быстро перейти от 3D-модели к программе обработки деталей?
На гидравлических трубогибочных станках или старых трубогибочных станках с ЧПУ оператору требуется много времени для подготовки программы обработки детали.
Одним из наиболее трудоемких действий является преобразование размеров на чертеже в координаты гибки.
Используя B_Import , VGP3D может импортировать файл STEP или IGES детали и автоматически получить координаты изгиба .
После выбора модели гибочного станка оператор готов смоделировать рабочий цикл и начать производство в полной безопасности.
11. Я спроектировал свою трубу в VGP3D: могу ли я экспортировать окончательную программу обработки детали в файл САПР?
Во время технико-экономического обоснования могут потребоваться некоторые модификации для гибки детали на станке.
Изменения, внесенные на этапе программирования, также должны быть приняты заказчиком, поскольку могут быть различия в окончательной геометрии детали .
В прошлом производители были вынуждены объяснять покупателю изменения, необходимые для того, чтобы деталь стала возможной, по телефону или просить технический отдел включить эти изменения в механический чертеж детали.
Это больше не требуется для VGP3D.
С помощью B_Export изменения, внесенные в координаты изгиба детали во время программирования, могут быть экспортированы в новую 3D-модель (IGES или STEP) для отправки заказчику для принятия.Это значительно экономит время и исключает вероятность неприятных недоразумений.
Выводы
Гибка труб — сложный процесс. VGP3D решает наиболее распространенные проблемы гибки для получения правильных деталей и воспроизводимых результатов.
BLM GROUP предлагает специальные учебные курсы, чтобы помочь клиентам полностью реализовать потенциал программного обеспечения и его многочисленных функций.
СИМПЛЕКСНЫЕ УПЛОТНЕНИЯ И УСЛУГИ
SKF Marine GmbH
Hermann-Blohm-Str.5
20457 Гамбург, Германия
Телефон: +49 40 3011-0
Факс: +49 40 3011-19 00
Электронная почта: [email protected]
Заходя и используя этот веб-сайт/приложение SKF Group, то есть AB SKF и/или любое из ее дочерних предприятий («SKF»), вы соглашаетесь со следующими положениями и условиями:
Отказ от гарантий и ограничение ответственности
Несмотря на то, что были приняты все меры для обеспечения точности информации на этом веб-сайте / в приложении, SKF предоставляет эту информацию «КАК ЕСТЬ» и ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЕТСЯ ПОДРАЗУМЕВАЕМЫМИ ГАРАНТИЯМИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ.Вы признаете, что используете этот веб-сайт/приложение на свой страх и риск, что вы берете на себя полную ответственность за все расходы, связанные с использованием этого веб-сайта/приложения, и что SKF не несет ответственности за любые прямые, случайные, косвенные или косвенные ущерб любого рода, возникающий в результате вашего доступа или использования информации или программного обеспечения, доступного на этом веб-сайте / в приложении.
Любые гарантии и заявления на этом веб-сайте/приложении в отношении продуктов или услуг SKF, которые вы приобретаете или используете, регулируются согласованными положениями и условиями в договоре на такой продукт или услугу.
Кроме того, в отношении веб-сайтов/приложений, не принадлежащих SKF, на которые есть ссылки на нашем веб-сайте/в приложении или где появляется гиперссылка, SKF не дает никаких гарантий относительно точности или надежности информации на этих веб-сайтах/в приложениях и не несет ответственности за созданные или опубликованные материалы. третьими лицами, содержащимися в нем. Кроме того, SKF не гарантирует, что этот веб-сайт/приложение или другие связанные веб-сайты/приложения не содержат вирусов или других вредоносных элементов.
Авторское право:
Авторские права на этот веб-сайт/приложение Авторские права на информацию и программное обеспечение, размещенные на этом веб-сайте/приложении, принадлежат SKF или ее лицензиарам. Все права защищены. Во всех лицензионных материалах будет указан лицензиар, предоставивший SKF право на использование материала. Информация и программное обеспечение, доступные на этом веб-сайте/в приложении, не могут быть воспроизведены, дублированы, скопированы, переданы, распространены, сохранены, изменены, загружены или иным образом использованы для любого коммерческого использования без предварительного письменного разрешения SKF.Однако его можно воспроизводить, хранить и загружать для использования отдельными лицами без предварительного письменного разрешения SKF. Ни при каких обстоятельствах эта информация или программное обеспечение не может быть передано третьим лицам.
Все права защищены. Во всех лицензионных материалах будет указан лицензиар, предоставивший SKF право на использование материала. Информация и программное обеспечение, доступные на этом веб-сайте/в приложении, не могут быть воспроизведены, дублированы, скопированы, переданы, распространены, сохранены, изменены, загружены или иным образом использованы для любого коммерческого использования без предварительного письменного разрешения SKF.Однако его можно воспроизводить, хранить и загружать для использования отдельными лицами без предварительного письменного разрешения SKF. Ни при каких обстоятельствах эта информация или программное обеспечение не может быть передано третьим лицам.
Товарные знаки и патенты
Все товарные знаки, названия брендов и корпоративные логотипы, отображаемые на веб-сайте/в приложении, являются собственностью SKF или ее лицензиаров и не могут использоваться каким-либо образом без предварительного письменного разрешения SKF. Все лицензионные товарные знаки, опубликованные на этом веб-сайте/в приложении, относятся к лицензиару, предоставившему SKF право на использование товарного знака.Доступ к этому веб-сайту/приложению не дает пользователю никакой лицензии на какие-либо патенты, принадлежащие или лицензированные SKF.
Все лицензионные товарные знаки, опубликованные на этом веб-сайте/в приложении, относятся к лицензиару, предоставившему SKF право на использование товарного знака.Доступ к этому веб-сайту/приложению не дает пользователю никакой лицензии на какие-либо патенты, принадлежащие или лицензированные SKF.
Изменения
SKF оставляет за собой право вносить изменения или дополнения на этот веб-сайт/приложение в любое время.
Политика конфиденциальности
Политика конфиденциальности
Положения и условия
Положения и условия
Концепция, дизайн и реализация:
виды, характеристики, применение Трубы стальные водогазопроводные по ГОСТ 3262 75
Опоры для труб предназначены для крепления элементов магистральных сетей. Их прокладывают при монтаже трубопроводов. Изготавливаются из стали с различными прочностными характеристиками и коррозионной стойкостью.
Их прокладывают при монтаже трубопроводов. Изготавливаются из стали с различными прочностными характеристиками и коррозионной стойкостью.
Цены на опоры трубопроводов составляют
- Уэллс
- Чугунные люки
- Лестницы колодца
- Комплектующие для колодцев
- Опорные плиты для лунок
- Дождеприемники
- Чугунные корпуса и крышки люков
- Газовые ковры и аксессуары
- Запирающие устройства для люков
- Прочие товары
- Люки и принадлежности из ковкого чугуна
- Чугунные кабельные консоли
- Колодцы — это сооружения, которые предназначены для проведения очистки, контроля, обследования наружных канализационных и дренажных систем.Основная функция таких специальных сооружений – сбор и накопление сточных, дождевых вод и т. д. Дно таких колодцев оборудовано различными лотками и канавками для направления стоков. Благодаря этим колодцам обеспечивается беспрепятственная миграция воды в них. Роль канализационных колодцев в проведении ремонтно-профилактических работ, таких как промывка и очистка всей системы, очень важна. В зависимости от выполняемых функций колодцы могут быть следующими: накопительные, инспекционные, фильтрующие, переливные, поворотные.
 Роль канализационных колодцев в проведении ремонтно-профилактических работ, таких как промывка и очистка всей системы, очень важна. В зависимости от выполняемых функций колодцы могут быть следующими: накопительные, инспекционные, фильтрующие, переливные, поворотные.
Роль канализационных колодцев в проведении ремонтно-профилактических работ, таких как промывка и очистка всей системы, очень важна. В зависимости от выполняемых функций колодцы могут быть следующими: накопительные, инспекционные, фильтрующие, переливные, поворотные.- Изоляция
- Роквул
- Парок
- Хотпайп
- К-флекс
- Энергофлекс
- Изолиния
- В настоящее время имеется большое количество труб, которые подходят для жилых домов, производственных, административных, по которым течет тепло, вода, газ, а также есть магистральные газопроводы с нефтепродуктами. Все они требуют надежной защиты – теплоизоляции, гидроизоляции, защиты от вредных воздействий окружающей среды и т.д.Для чего это? С целью продления срока службы и качества обслуживания различных трубопроводов, без которых сегодня невозможна полноценная жизнь. В данном разделе представлена изоляция, служащая надежной защитой трубопровода и изготавливаемая на современном производстве.

- Краны
- Данфосс
- Броен Балломакс
- Краны служат устройством для регулирования расхода различных рабочих сред в системе трубопроводов; в любой момент их можно открыть или закрыть или отрегулировать напор подаваемой жидкости, что очень удобно.Такая конструкция достаточно проста в эксплуатации и обеспечивает долгий срок службы, ведь вероятность поломки очень незначительна и минимальна. Краны бывают разные по конструкции, по внешнему виду. Используется в различных системах. Благодаря простоте конструкции, надежности в работе и долговечности это запорное устройство очень популярно и используется во многих отраслях промышленности — водоснабжении, отоплении, газоснабжении и т.д.
- Насосы
- Грундфос
- Насосы — это устройства, которые перемещают газы или жидкости.В этих современных условиях жизнь без насосного оборудования просто невозможно представить, это подтверждает тот факт, что 20% всей мировой электроэнергии используется для работы насосного оборудования. Насосы делятся на бытовые и промышленные в зависимости от области применения. Бытовые насосы применяются в системах отопления, канализации и водоснабжения, а промышленные – в системах охлаждения, водоснабжения промышленных установок, водоподготовки, подачи и перекачки жидкости, подаваемой под высоким давлением.
 Насосы делятся на бытовые и промышленные в зависимости от области применения. Бытовые насосы применяются в системах отопления, канализации и водоснабжения, а промышленные – в системах охлаждения, водоснабжения промышленных установок, водоподготовки, подачи и перекачки жидкости, подаваемой под высоким давлением.
Насосы делятся на бытовые и промышленные в зависимости от области применения. Бытовые насосы применяются в системах отопления, канализации и водоснабжения, а промышленные – в системах охлаждения, водоснабжения промышленных установок, водоподготовки, подачи и перекачки жидкости, подаваемой под высоким давлением.- Зилмет
- Рефлекс
- В данном разделе представлены расширительные мембранные баки, которые служат резервуаром для насосов и гидроаккумуляторов. При выборе бака для системы отопления необходимо обратить внимание на материал мембраны, который должен быть прочным и не разрушаться при воздействии агрессивных сред и высоких температур. Особое внимание следует уделить условиям работы и основному назначению расширительного бачка в системе. Продукция, представленная в данном разделе, сертифицирована и производится наиболее успешными компаниями, специализирующимися на выпуске данной продукции.
- Фитинг
- Контргайки
- Муфты
- Отводы
- Переходы
- Резьба
- Рябь
- Фланцы
- Заглушки
- Тройники
- Бочата
- Сварные детали трубопроводов
- Стальная и чугунная трубная арматура стала применяться для резьбовых соединений магистралей и устройств с начала применения металлической трубы для перемещения рабочей среды, поэтому в наше время тем труднее переоценить значение этих соединительных элементов. Трубы и фитинги всегда были основой любого трубопровода, поэтому с развитием технического прогресса развивались технологии и виды стальной и чугунной арматуры. Стоимость изготовления фитинга зависит от используемых материалов, их веса и назначения. Чугунный фитинг изготавливается методом литья и устанавливается при разветвлениях, поворотах, переходах труб на другой диаметр, особенно в тех случаях, когда необходимо периодически разбирать соединения. Стальной фитинг выступает в большей степени как приварной резьбовой соединитель, а также муфты и контргайки на хомуты, и в основном изготавливается из трубной заготовки на токарных станках.Большинство гидравлических устройств, таких как подогреватели, фильтры, распределители, устройства автоматики и управления и т.п. невозможно изготовить и подключить к трубопроводу без применения стальной и чугунной арматуры.
 Трубы и фитинги всегда были основой любого трубопровода, поэтому с развитием технического прогресса развивались технологии и виды стальной и чугунной арматуры. Стоимость изготовления фитинга зависит от используемых материалов, их веса и назначения. Чугунный фитинг изготавливается методом литья и устанавливается при разветвлениях, поворотах, переходах труб на другой диаметр, особенно в тех случаях, когда необходимо периодически разбирать соединения. Стальной фитинг выступает в большей степени как приварной резьбовой соединитель, а также муфты и контргайки на хомуты, и в основном изготавливается из трубной заготовки на токарных станках.Большинство гидравлических устройств, таких как подогреватели, фильтры, распределители, устройства автоматики и управления и т.п. невозможно изготовить и подключить к трубопроводу без применения стальной и чугунной арматуры.
Трубы и фитинги всегда были основой любого трубопровода, поэтому с развитием технического прогресса развивались технологии и виды стальной и чугунной арматуры. Стоимость изготовления фитинга зависит от используемых материалов, их веса и назначения. Чугунный фитинг изготавливается методом литья и устанавливается при разветвлениях, поворотах, переходах труб на другой диаметр, особенно в тех случаях, когда необходимо периодически разбирать соединения. Стальной фитинг выступает в большей степени как приварной резьбовой соединитель, а также муфты и контргайки на хомуты, и в основном изготавливается из трубной заготовки на токарных станках.Большинство гидравлических устройств, таких как подогреватели, фильтры, распределители, устройства автоматики и управления и т.п. невозможно изготовить и подключить к трубопроводу без применения стальной и чугунной арматуры.- Трубы чугунные (Свободный Сокол)
- Чугунные фитинги
- В каталоге нашей продукции представлены чугунные профили и трубы ВЧШГ — раструбные и напольные из высокопрочного чугуна с шаровидным графитом номинальным диаметром 80, 100, 125, 150, 200, 250, 300 , 350, 400, 500, 600, 700, 800, 900, 1000 мм. Трубы из ВЧШГ изготавливаются длиной 6 метров, под резиновое уплотнительное кольцо, с наружным и внутренним покрытием, соответствующим нормам ГОСТ Р ИСО 2531, EN 545. В продаже трубы раструбные с такими типами соединений как: TYTON, TYTON канализация и РВС (РЖ). Тайтон (Tyton) — муфтовое соединение для уплотнительного кольца с рабочим давлением 3,0-6,4 МПа; РВС (РЖ) — раструбное соединение уплотнительного резинового кольца на рабочее давление 2,5-8,8 МПа; Ковкий чугун с шаровидным графитом — ВЧШГ отличается от серого чугуна с пластинчатым графитом более высокой прочностью, близкой по свойствам к малоуглеродистой стали, и более высокой стойкостью к растрескиванию.Для получения таких свойств ковкий чугун получали путем модификации жидкого чугуна магнием и различными добавками. В результате получен металл, в котором графит находится в виде шариков, что позволяет повысить пластичность и прочность труб и фитингов.
 Трубы из ВЧШГ изготавливаются длиной 6 метров, под резиновое уплотнительное кольцо, с наружным и внутренним покрытием, соответствующим нормам ГОСТ Р ИСО 2531, EN 545. В продаже трубы раструбные с такими типами соединений как: TYTON, TYTON канализация и РВС (РЖ). Тайтон (Tyton) — муфтовое соединение для уплотнительного кольца с рабочим давлением 3,0-6,4 МПа; РВС (РЖ) — раструбное соединение уплотнительного резинового кольца на рабочее давление 2,5-8,8 МПа; Ковкий чугун с шаровидным графитом — ВЧШГ отличается от серого чугуна с пластинчатым графитом более высокой прочностью, близкой по свойствам к малоуглеродистой стали, и более высокой стойкостью к растрескиванию.Для получения таких свойств ковкий чугун получали путем модификации жидкого чугуна магнием и различными добавками. В результате получен металл, в котором графит находится в виде шариков, что позволяет повысить пластичность и прочность труб и фитингов.
Трубы из ВЧШГ изготавливаются длиной 6 метров, под резиновое уплотнительное кольцо, с наружным и внутренним покрытием, соответствующим нормам ГОСТ Р ИСО 2531, EN 545. В продаже трубы раструбные с такими типами соединений как: TYTON, TYTON канализация и РВС (РЖ). Тайтон (Tyton) — муфтовое соединение для уплотнительного кольца с рабочим давлением 3,0-6,4 МПа; РВС (РЖ) — раструбное соединение уплотнительного резинового кольца на рабочее давление 2,5-8,8 МПа; Ковкий чугун с шаровидным графитом — ВЧШГ отличается от серого чугуна с пластинчатым графитом более высокой прочностью, близкой по свойствам к малоуглеродистой стали, и более высокой стойкостью к растрескиванию.Для получения таких свойств ковкий чугун получали путем модификации жидкого чугуна магнием и различными добавками. В результате получен металл, в котором графит находится в виде шариков, что позволяет повысить пластичность и прочность труб и фитингов.Дата введения 01.01.1977
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с резьбой или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводов.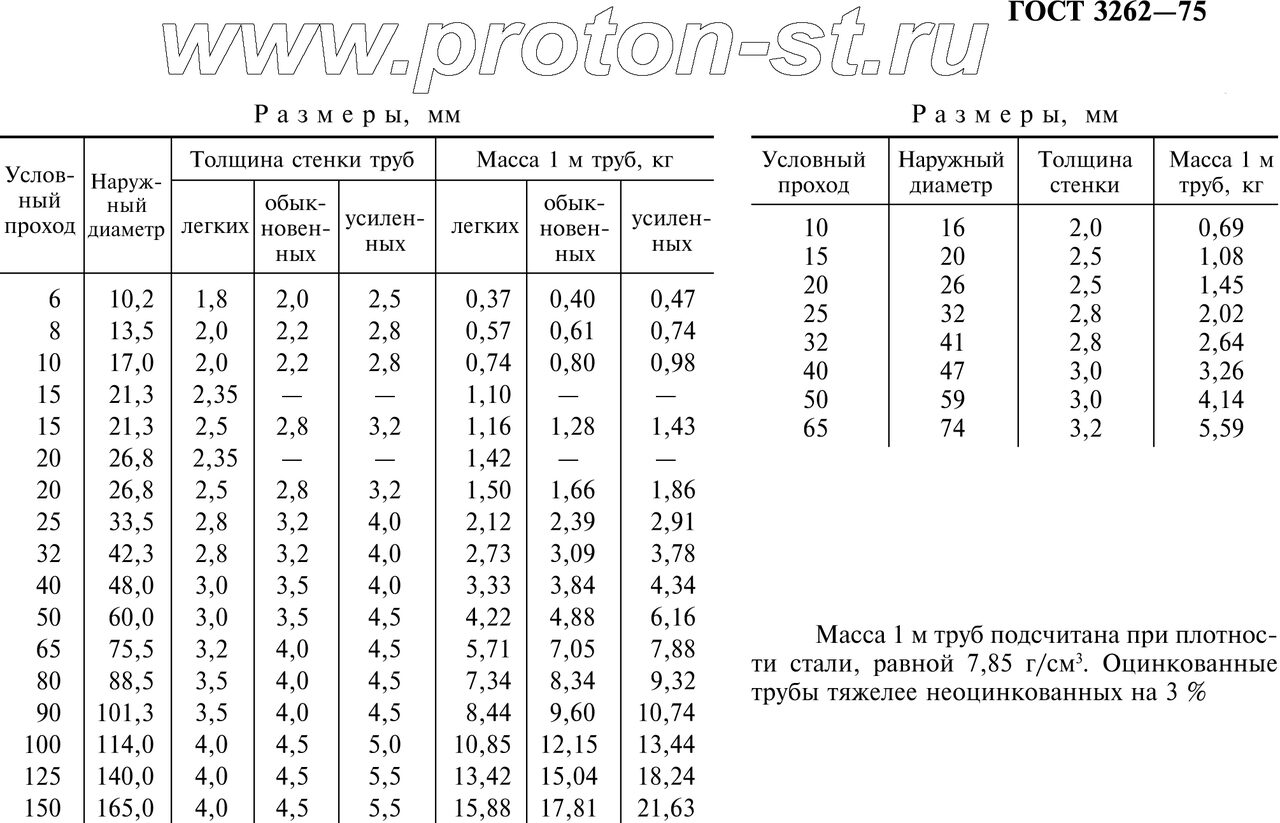
1. РАЗНООБРАЗИЕ
1.1. Трубы изготавливаются по размерам и массе, приведенным в табл. один.
По требованию потребителя трубы легкой серии, предназначенные для накатки резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
1.2. Длина трубы изготавливается от 4 до 12 м:
Мерные или многократно мерные длины с припуском на каждый разрез 5 мм и продольным отклонением на всю длину плюс 10 мм;
— немерная длина.
По согласованию изготовителя с потребителем в партии негабаритных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
| Условный проход | Наружный диаметр | Толщина стенки | Масса 1 метра, кг | ||||
| легкие | обычный | усиленный | легкие | обычный | усиленный | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | — | — | 1,10 | — | — |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | — | — | 1,42 | — | — |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60 | 3,0 | 3,5 | 4,0 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 3,5 | 4,0 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114 | 4,0 | 4,5 | 5 | 10,85 | 12,15 | 13,44 |
| 125 | 140 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
таблица 2
|
|

1.3. Предельные отклонения размеров труб не должны превышать указанных в табл. 3.
Таблица 3
- Предельное отклонение в плюс по толщине стенки ограничено предельным отклонением по массе труб.
- Трубы обычной технологической точности применяются для водопроводов, газопроводов и систем отопления.Трубы повышенной точности изготовления применяются для деталей сооружений водоснабжения и газоснабжения.
1.4. Предельные отклонения по массе трубы не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5% — для партии;
+10% — на отдельную трубу.
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включительно;
1.5 мм — при условном проходе свыше 20 мм.
1.6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
| Условный проход | Количество потоков при условном переходе | Длина резьбы на спуск, мм | |
| длинный | короткий | ||
| 6 | — | — | — |
| 8 | — | — | — |
| 10 | — | — | — |
| 15 | 14 | 14 | 9 |
| 20 | 14 | 16 | 10,5 |
| 25 | 11 | 18 | 11 |
| 32 | 11 | 20 | 13 |
| 40 | 11 | 22 | 15 |
| 50 | 11 | 24 | 17 |
| 65 | 11 | 27 | 19,5 |
| 80 | 11 | 30 | 22 |
| 90 | 11 | 33 | 26 |
| 100 | 11 | 36 | 30 |
| 125 | 11 | 38 | 33 |
| 150 | 14 | 42 | 36 |
1. 7. Трубы условным проходом 6, 8, 10, 15 и 20 мм наматываются в бухты по требованию потребителя.
7. Трубы условным проходом 6, 8, 10, 15 и 20 мм наматываются в бухты по требованию потребителя.
Примеры легенд
Труба обыкновенная, неоцинкованная, нормальной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20х2,8 ГОСТ 3262-75
То же с муфтой:
Труба М-20х2,8 ГОСТ 3262-75
То же, мерной длины, с резьбой:
Труба Р-20х2,8-4000 ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20х2.8 ГОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20х2,8-4000 ГОСТ 3262-75
Для труб под накатку после слова «труба» в условном обозначении указывается буква Н.
Для труб с длинной резьбой после слова «труба» в условном обозначении указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
2.ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для частей сооружений водоснабжения и газоснабжения из стали по ГОСТ 1050.
2.2. По требованию потребителя на концах свариваемых труб с толщиной стенки 5 мм и более должна быть снята фаска под углом 35-40° к торцу трубы.При этом следует оставить торцевое кольцо шириной 1-3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.3. По требованию потребителя трубы комплектуются муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966, из расчета одна муфта на каждую трубу.
2.4. На поверхности трубы не допускаются трещины, плены, вздутия и закаты.
Не допускается расслоение на концах труб.
Допускаются отдельные вмятины, рябь, риски, следы зачистки и другие дефекты, вызванные способом изготовления, если они не выводят толщину стенки за пределы минимальных размеров, а также слой окалины, не мешающий осмотру.
На трубах, изготовленных печной сваркой, допускается уменьшение наружного диаметра в шве до 0,5 мм при наличии в этом месте неглубокого утолщения не более 1.0 мм по внутреннему диаметру.
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности трубного шва заусенец должен быть срезан или сплющен, при этом высота заусенца или его следов не должна превышать 0,5 мм. .
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных печной сваркой и методом горячего обжатия, допускается наличие на внутренней поверхности пологих утолщений высотой не более 0,5 мм труб в зоне шва.
2.6. Концы труб необходимо обрезать под прямым углом. Величина скоса обуха допускается не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При удалении заусенцев допускается образование притупления (закругления) торцов. Допускается резка труб в линии стана.
Остатки заусенцев не должны превышать 0,5 мм. При удалении заусенцев допускается образование притупления (закругления) торцов. Допускается резка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных печной сваркой, допускаются заусенцы до 1 мм.
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм.Допускается отсутствие цинкового покрытия на концах и резьбе труб.
На поверхности оцинкованных труб не допускаются вздутие и посторонние включения (твердый цинк, оксиды, нагар), отслаивание покрытия от основного металла.
Допускаются отдельные пятна флюса и следы захвата трубы грузоподъемными устройствами, шероховатости и незначительные локальные наплывы цинка.
Допускается правка отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2 ) — трубы обычные и легкие;
3,1 МПа (32 кгс/см 2 ) — трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2 ).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм — на оправке с радиусом, равным 3.5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на расширение:
для труб с условным проходом от 15 до 50 мм — не менее 7 %;
для труб с условным проходом 65 мм и более — не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра труб.
2.10. По требованию потребителя механические свойства труб для частей сооружений водопровода и газоснабжения должны соответствовать ГОСТ 1050.
2.11. Трубная резьба должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, класс точности В.
Трубы с цилиндрической резьбой применяются для сборки с уплотнениями.
2.12. В месте шва чернота на нитках допускается, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
На резьбе допускаются резьбы со снятой (на нарезку) или неполной (на накатку) резьбой при условии, что их общая длина не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
2.13. Допускается по резьбе уменьшение полезной длины резьбы (без убегания) до 15% по сравнению с указанной в табл. 4, а по требованию потребителя — до 10%.
2.14. Нарезка на оцинкованных трубах осуществляется после оцинковки.
2.16. По требованию потребителя сварные швы труб подвергают неразрушающему контролю.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного типоразмера, одной марки стали и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением на трубы, предназначенные для изготовления деталей водопроводных и газопроводов из стали по ст. ГОСТ 1050; химический состав и механические свойства стали — в соответствии с документом о качестве изготовителя заготовки.
ГОСТ 1050; химический состав и механические свойства стали — в соответствии с документом о качестве изготовителя заготовки.
Масса партии — не более 60 тонн.
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
Допускается применять методы статистического контроля по ГОСТ 18242 с нормальным уровнем. Планы контроля устанавливаются по согласованию между изготовителем и потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от конца трубы.
3.3. Для контроля параметров резьбы, для испытаний на расширение, сплющивание, изгиб, высоту внутреннего заусенца, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механические свойства принимают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
3.4. Все трубы проходят весовой контроль.
3.5. Каждая труба подвергается испытанию гидравлическим давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
3.6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности из партии берут две трубы.
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из его показателей повторные испытания проводят на удвоенной выборке.
Результаты повторного тестирования применяются ко всей партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества из каждой отобранной трубы вырезается по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Вместо испытания на растяжение допускается проводить контроль механических свойств неразрушающими методами.
4.2. Осмотр поверхности трубы проводят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на изгиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают перед нанесением покрытия.
4.4-а. Испытание на расширение проводят по ГОСТ 8694 на конической оправке с углом конусности 6°. Допускается испытание на оправке с углом конусности 30°.
4.4-б. Испытание на сплющивание проводят по ГОСТ 8695.
4,4 дюйма. Контроль сварного шва проводят неразрушающими методами в соответствии с нормативной документацией.
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах на внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типа МТ-41НЦ, МТЗОН или типа «Импульс» по нормативным документы.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности). При этом мощность навинчивания несквозного калибра-кольца на резьбу должна быть не более трех оборотов.
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по НД.
4. 8. Прямой угол концов труб контролируют угольником 90° размером 160-100 мм 3 класса по ГОСТ 3749, пластинчатыми щупами комплекта 4 по НД или угломером по ГОСТ 5378.Угол скоса фаски контролируют угломером по ГОСТ 5378.
8. Прямой угол концов труб контролируют угольником 90° размером 160-100 мм 3 класса по ГОСТ 3749, пластинчатыми щупами комплекта 4 по НД или угломером по ГОСТ 5378.Угол скоса фаски контролируют угломером по ГОСТ 5378.
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507, штапельными калибрами по ГОСТ 2216 или ГОСТ 18360.
Толщину стенки, высоту внутреннего заусенца и высоту заусенцев измеряют микрометром по ГОСТ 6507 или стенометром по ГОСТ 11358 с обоих концов трубы. Длину труб измеряют рулеткой по ГОСТ 7502.Резьбу контролируют калибрами по ГОСТ 2533.
Контроль массы партии труб проводят в масштабе не более 10 тонн с ценой деления не более 20 кг.
4.10. Контроль сварного шва осуществляется неразрушающими методами согласно технической документации.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение осуществляют по ГОСТ 10692 с доп.
5.1.1. Трубная резьба должна быть защищена от механических повреждений и коррозии смазкой согласно нормативным документам.
Включает изменения № 1, 2, 3, 4, 5, 6, утвержденные в январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. 2-90, 2-92)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬНЫЕ ТРУБЫ
ВОДО- И ГАЗОПРОВОДЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с резьбой или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводов.
1. РАЗНООБРАЗИЕ
1.1. Трубы изготавливаются по размерам и массе, приведенным в табл. один.
По требованию потребителя трубы легкой серии, предназначенные для накатки резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
1.2. Длина трубы изготавливается от 4 до 12 м:
а) мерные или кратные мерные длины с припуском на каждый срез 5 мм и предельным отклонением по всей длине плюс 10 мм;
б) немерная длина.
По согласованию изготовителя с потребителем в партии негабаритных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
Условный проход | Наружный диаметр | Толщина стенки трубы | Масса 1 м трубы, кг | ||||
обычный | усиленный | обычный | усиленный | ||||
таблица 2
Условный проход | Наружный диаметр | Толщина стенки | Масса 1 м трубы, кг |
Примечания: 1. 2. Масса 1 м труб рассчитана при плотности стали равной 7,85 г/см 3. Оцинкованные трубы тяжелее неоцинкованных на 3%. | |||
 Для резьбы, выполненной накатным способом, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Для резьбы, выполненной накатным способом, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.1.3. Предельные отклонения размеров труб не должны превышать указанных в табл. 3.
Таблица 3
Размеры трубы | Размеры трубы | Предельные отклонения для труб точности изготовления | |||
увеличено | увеличено | ||||
Наружный диаметр с номинальным отверстием: | |||||
более 40 мм | |||||
до 40 мм вкл. | Толщина стенки | ||||
Примечания: 1. Предельное отклонение в плюс по толщине стенки ограничено предельным отклонением по массе труб. 2. Трубы нормальной технологической точности применяются для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяются для деталей сооружений водоснабжения и газоснабжения. | |||||

1.4. Предельные отклонения по массе трубы не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5% — для партии;
10% — на отдельную трубу.
(Измененная редакция, Изменения № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включительно;
1. 5 мм — при условном проходе свыше 20 мм.
5 мм — при условном проходе свыше 20 мм.
1.6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
Условный проход, мм | Длина резьбы для прохода | Условный проход, мм | Количество потоков при условном переходе | Длина резьбы для прохода | |||
короткий | короткий | ||||||
1. 7. Трубы условным проходом 6, 8, 10, 15 и 20 мм наматываются в бухты по требованию потребителя.
7. Трубы условным проходом 6, 8, 10, 15 и 20 мм наматываются в бухты по требованию потребителя.
Примеры легенд
Труба обыкновенная, неоцинкованная, нормальной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
То же со сцеплением:
То же, мерной длины, с резьбой:
То же, с цинковым покрытием, немерной длины, с резьбой:
То же, с цинковым покрытием, мерной длины, с резьбой:
Для труб под накатку после слова «труба» в условном обозначении указывается буква Н.
Для труб с длинной резьбой после слова «труба» в условном обозначении указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Дополнение №1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для частей сооружений водоснабжения и газоснабжения из стали по ГОСТ 1050.
2.2. По требованию потребителя на концах свариваемых труб с толщиной стенки 5 мм и более должна быть снята фаска под углом 35 — 40° к торцу трубы. При этом следует оставить торцевое кольцо шириной 1 – 3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2.
2.3. По требованию потребителя трубы комплектуются муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Дополнение № 3).
2.4. На поверхности трубы не допускаются трещины, плены, вздутия и закаты.
Не допускается расслоение на концах труб.
Допускаются отдельные вмятины, рябь, риски, следы зачистки и другие дефекты, вызванные способом изготовления, если они не выводят толщину стенки за пределы минимальных размеров, а также слой окалины, не мешающий осмотру.
На трубах, изготовленных печной сваркой, допускается уменьшение наружного диаметра до 0,5 мм в шве при наличии в этом месте неглубокого утолщения не более 1,0 мм по внутреннему диаметру.
(Измененная редакция, Изменения № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности трубного шва заусенец должен быть срезан или сплющен, при этом высота заусенца или его следов не должна превышать 0.5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных печной сваркой и методом горячего обжатия, допускается наличие на внутренней поверхности пологих утолщений высотой не более 0,5 мм труб в зоне шва.
(Измененная редакция, Изменения № 2, 3, 4, 5, 6).
2.6. Концы труб необходимо обрезать под прямым углом. Величина скоса обуха допускается не более 2°. Остатки заусенцев не должны превышать 0.5 мм. При удалении заусенцев допускается образование притупления (закругления) торцов. Допускается резка труб в линии стана.
Допускается резка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6 — 25 мм, изготовленных печной сваркой, допускаются заусенцы до 1 мм.
(Измененная редакция, Изменения № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм.Допускается отсутствие цинкового покрытия на концах и резьбе труб.
На поверхности оцинкованных труб не допускаются вздутие и посторонние включения (твердый цинк, оксиды, нагар), отслаивание покрытия от основного металла.
Допускаются отдельные пятна флюса и следы захвата трубы грузоподъемными устройствами, шероховатости и незначительные локальные наплывы цинка.
Допускается правка отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изменения № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2 ) — трубы обычные и легкие;
3,1 МПа (32 кгс/см 2 ) — трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2 )
(Измененная редакция, Изменения № 2, 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки радиусом, равным 2.5 наружного диаметра, и с номинальным отверстием 50 мм, на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на расширение:
для труб с условным проходом от 15 до 50 мм — не менее 7%;
для труб с условным проходом 65 и более — не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра труб.
(Измененная редакция, Изменения № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей сооружений водогазоснабжения должны соответствовать ГОСТ 1050.
2.11. Трубная резьба должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, класс точности В.
Трубы с цилиндрической резьбой применяются для сборки с уплотнениями.
2.10; 2.11. (Измененная редакция, Изменения № 3, 4).
2.12. В месте шва чернота на нитках допускается, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
На резьбе допускаются резьбы со снятой (на нарезку) или неполной (на накатку) резьбой при условии, что их общая длина не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
(Измененная редакция, изм.2, 3, 5).
2.13. Допускается по резьбе уменьшение полезной длины резьбы (без убегания) до 15% по сравнению с указанной в табл. 4, а по требованию потребителя до 10%.
(Измененная редакция, Изменения № 2, 3, 5).
2.14. Нарезка на оцинкованных трубах осуществляется после оцинковки.
2.15. (Исключено, Изменение № 3).
2.16. По требованию потребителя сварные швы труб подвергают неразрушающему контролю.
(Измененная редакция, Изменение № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением на трубы, предназначенные для изготовления деталей водопроводных и газопроводов из стали по ГОСТ 1050: химический состав и механические свойства стали в соответствии с документом о качестве изготовителя заготовки.
Масса партии не более 60 тонн.
(Измененная редакция, Изменения № 3, 4).
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
Допускается применять методы статистического контроля по ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по согласованию между изготовителем и потребителем.
* На территории РФ ГОСТ Р 50779. 71-99 в силе.
71-99 в силе.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от конца трубы.
(Измененная редакция, Изменения № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытаний на расширение, сплющивание, изгиб, высоту внутреннего заусенца, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механические свойства принимают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
(Измененная редакция, Изменения № 3, 4).
3.4. Все трубы проходят весовой контроль.
(Измененная редакция, Дополнение № 3).
3.5. Каждая труба подвергается испытанию гидравлическим давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
(Измененная редакция, Дополнение No.6).
3.6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности из партии берут две трубы.
(Измененная редакция, Дополнение № 2).
3.7. При получении неудовлетворительных результатов испытания хотя бы по одному из его показателей повторное испытание проводят на удвоенной пробе.
Результаты повторного тестирования применяются ко всей партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезается по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Вместо испытания на растяжение допускается проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изменения № 3, 6).
4.2. Осмотр поверхности трубы проводят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на изгиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают перед нанесением покрытия.
(Измененная редакция, Дополнение № 3).
4.4а. Испытание на расширение проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Допускается испытание на оправке с углом конусности 30°.
(Измененная редакция, Изменения № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Дополнение № 3).
4.4с. Контроль сварного шва проводят неразрушающими методами согласно нормативно-технической документации.
(Введен дополнительно , ред. № 3 ).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах на внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типа МТ-41НЦ, МТЗОН или типа Импульс по нормативным и техническая документация.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).
При этом мощность навинчивания несквозного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изменения № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по НТД.
(Измененная редакция, изм.3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160×100 мм 3 класса ГОСТ 3749, пластинчатыми щупами комплект 4 по НТД или угломером
ТРУБЫ СТАЛЬНЫЕ ВОДО- И ГАЗОПРОВОДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 3262-75
ИЗДАТЕЛЬСКИЕ СТАНДАРТЫ
Москва
ГОССТАНДАРТ СОЮЗА ССР
дата введение 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с резьбой или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводов.
1.1. Трубы изготавливаются по размерам и массе, приведенным в табл. один.
По требованию потребителя трубы легкой серии, предназначенные для накатки резьбы, изготовляют по размерам и массе, приведенным в табл.2.
(Измененная редакция, Доп. 1 , 3 ).
1.2. Длина трубы изготавливается от 4 до 12 м:
мерные или кратные мерные длины с припуском на каждый срез 5 мм и предельным отклонением на всю длину плюс 10 мм;
немерная длина.
По согласованию изготовителя с потребителем в партии негабаритных труб допускается до 5 % труб длиной 1.Допускается от 5 до 4 м.
Таблица 1
Размеры, мм
Условный проход | Наружный диаметр | Толщина стенки трубы | Масса 1 м трубы, кг | ||||
обычный | усиленный | обычный | усиленный | ||||
стол 2
Размеры, мм
Условный проход | Наружный диаметр | Толщина стенки | Масса 1 м трубы, кг |
Примечания:
1.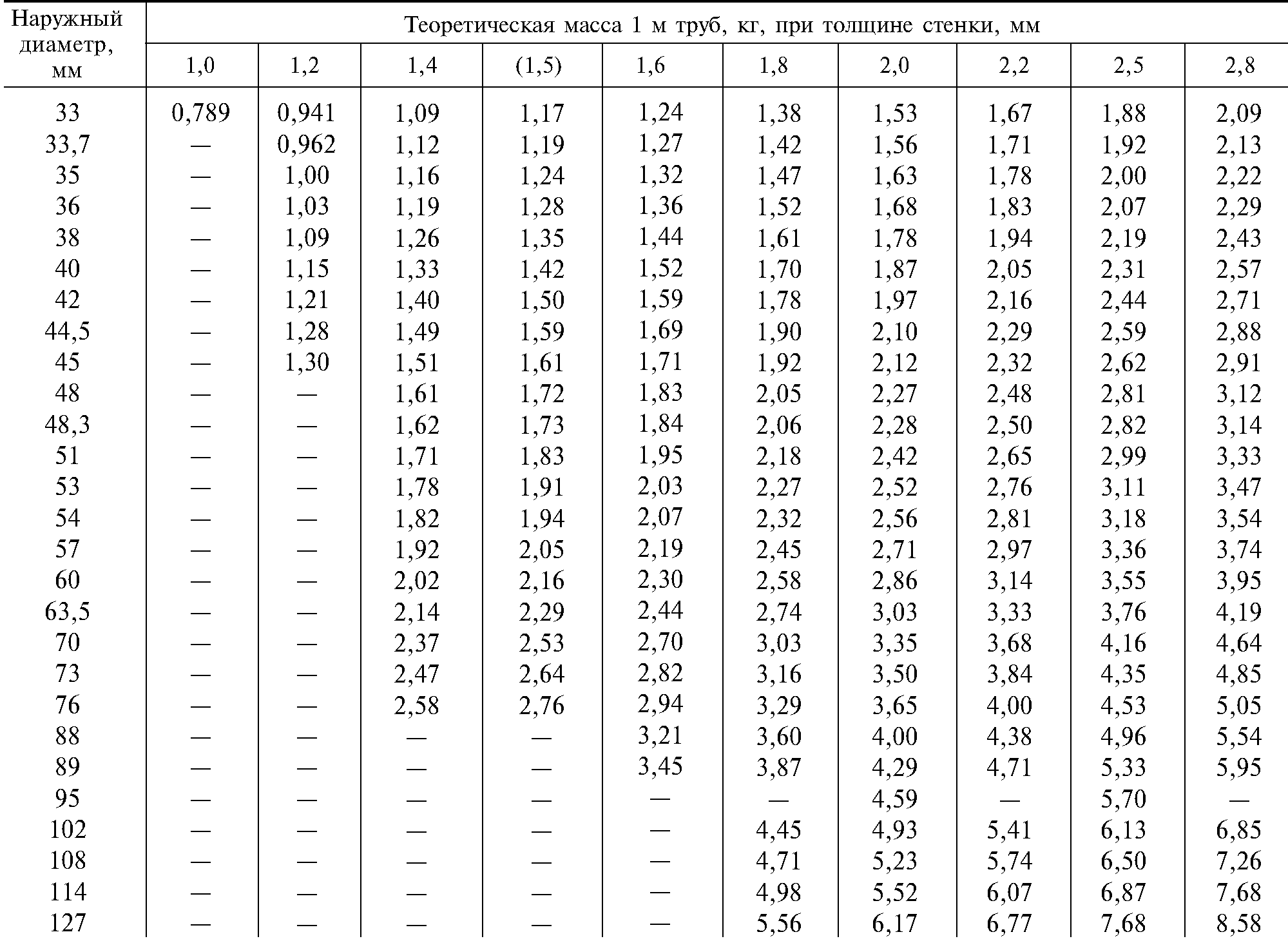 Для резьбы, выполненной накатным способом, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Для резьбы, выполненной накатным способом, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб рассчитана при плотности стали равной 7,85 г/см 3. Оцинкованные трубы тяжелее неоцинкованных на 3%.
1.3. Предельные отклонения размеров труб не должны превышать указанных в табл. 3.
Таблица 3
Размеры трубы | Предельные отклонения для труб точности изготовления | |
увеличено | ||
Наружный диаметр с номинальным отверстием: | ||
до 40 мм вкл. | ||
— 0,5 | ||
Наружный диаметр с номинальным отверстием: более 40 мм | ||
— 1,0 | ||
Толщина стенки | — 15 % | — 10 % |
Примечания:
1. Предельное отклонение в плюс по толщине стенки ограничено предельным отклонением по массе труб.
Предельное отклонение в плюс по толщине стенки ограничено предельным отклонением по массе труб.
2. Трубы нормальной технологической точности применяются для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяются для деталей сооружений водоснабжения и газоснабжения.
1.4. Предельные отклонения по массе трубы не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5% — для партии;
10% — на отдельную трубу.
(Измененная редакция, изм.2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включительно;
1,5 мм — с условным проходом свыше 20 мм.
1.6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
2.2. По требованию потребителя концы свариваемых труб с толщиной стенки 5 мм и более должны быть фасками под углом 35-40°. до конца трубы.При этом следует оставить торцевое кольцо шириной 1 – 3 мм.
до конца трубы.При этом следует оставить торцевое кольцо шириной 1 – 3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изменения № 3, 4).
2.3. По требованию потребителя трубы комплектуются муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Дополнение № 3).
2.4. На поверхности трубы не допускаются трещины, плены, вздутия и закаты.
Не допускается расслоение на концах труб.
Допускаются отдельные вмятины, рябь, риски, следы зачистки и другие дефекты, вызванные способом изготовления, если они не выводят толщину стенки за пределы минимальных размеров, а также слой окалины, не мешающий осмотру.
На трубах, изготовленных печной сваркой, допускается уменьшение наружного диаметра до 0.5 мм по шву, если в этом месте имеется неглубокое утолщение не более 1,0 мм по внутреннему диаметру.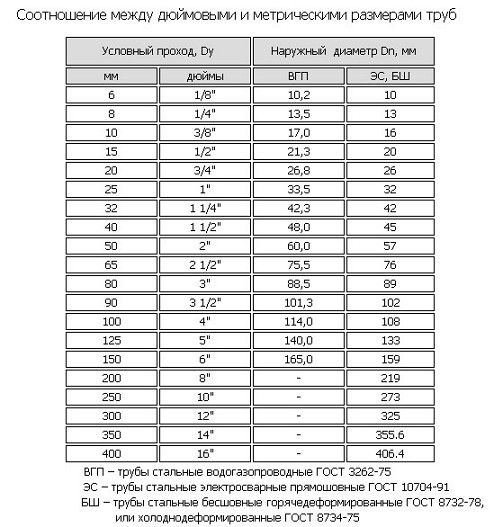
(Измененная редакция, Изменения № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности трубного шва заусенец должен быть срезан или сплющен, при этом высота заусенца или его следов не должна превышать 0,5 мм. .
По требованию потребителя на трубах с условным проходом более 15 мм, изготовленных печной сваркой и методом горячего обжатия, допускается наличие пологих утолщений высотой не более 0.На внутренней поверхности труб в зоне шва допускается 5 мм.
(Измененная редакция, Изменения № 2, 3, 4, 5, 6).
2.6. Концы труб необходимо обрезать под прямым углом. Величина скоса торца допускается не более 2° … Остатки заусенцев не должны превышать 0,5 мм. При удалении заусенцев допускается образование притупления (закругления) торцов. Допускается резка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных печной сваркой, допускаются заусенцы до 1 мм.
(Измененная редакция, Изменения № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на концах и резьбе труб.
На поверхности оцинкованных труб не допускаются вздутие и посторонние включения (твердый цинк, оксиды, нагар), отслаивание покрытия от основного металла.
Допускаются отдельные пятна флюса и следы захвата трубы грузоподъемными устройствами, шероховатости и незначительные локальные наплывы цинка.
Допускается правка отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изменения № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2 ) — трубы обычные и легкие;
3,1 МПа (32 кгс/см 2 ) — трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4. 9 МПа (50 кгс/см 2)
9 МПа (50 кгс/см 2)
2.9. Трубы условным проходом до 40 мм включительно должны выдерживать испытание на изгиб на оправке радиусом, равным 2,5 наружного диаметра, а условным проходом 50 мм — на оправке радиусом, равным 3,5 наружного диаметра. диаметр.
По требованию потребителя трубы должны выдерживать испытание на расширение:
для труб с условным проходом от 15 до 50 мм — не менее 7%;
для труб с условным проходом 65 и более — не менее 4%.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра труб.
2,8, 2.9. (Измененная редакция, Изменения № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей сооружений водогазоснабжения должны соответствовать ГОСТ 1050.
2.11. Трубная резьба должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, класс точности В.
Трубы с цилиндрической резьбой применяются для сборки с уплотнениями.
2.10; 2.11. (Измененная редакция, Изменения № 3, 4).
2.12. В месте шва чернота на нитках допускается, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
На резьбе допускаются резьбы со снятой (на нарезку) или неполной (на накатку) резьбой при условии, что их общая длина не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
2.13. На резьбе допускается уменьшение полезной длины резьбы (без убегания) до 15 % по сравнению с указанной, а по требованию потребителя до 10 %.
2.12., 2.13. (Измененная редакция, Изменения № 2, 3, 5).
2.14. Нарезка на оцинкованных трубах осуществляется после оцинковки.
2.15. (Исключено, Изменение № 3).
2.16. По требованию потребителя сварные швы труб подвергают неразрушающему контролю.
(Измененная редакция, Изменение № 5).
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением на трубы, предназначенные для изготовления деталей водопроводных и газопроводов, из стали по ГОСТ 10692. ГОСТ 1050: химический состав и механические свойства стали в соответствии с документом о качестве изготовителя заготовки.
Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением на трубы, предназначенные для изготовления деталей водопроводных и газопроводов, из стали по ГОСТ 10692. ГОСТ 1050: химический состав и механические свойства стали в соответствии с документом о качестве изготовителя заготовки.
Масса партии не более 60 тонн.
(Измененная редакция, Изменения № 3, 4).
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
Допускается применять методы статистического контроля по ГОСТ 18242 с нормальным уровнем. Планы контроля устанавливаются по согласованию между изготовителем и потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от конца трубы.
(Измененная редакция, Изменения № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытаний на расширение, сплющивание, изгиб, высоту внутреннего заусенца, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механические свойства принимают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
(Измененная редакция, изм.3, 4).
3.4. Все трубы проходят весовой контроль.
(Измененная редакция, Дополнение № 3).
3.5. Каждая труба подвергается испытанию гидравлическим давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
(Измененная редакция, Дополнение No.6).
3.6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности из партии берут две трубы.
(Измененная редакция, Дополнение № 2).
3.7. При получении неудовлетворительных результатов испытания хотя бы по одному из его показателей повторное испытание проводят на удвоенной пробе.
Результаты повторного тестирования применяются ко всей партии.
4.1. Для контроля качества из каждой отобранной трубы вырезается по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Вместо испытания на растяжение допускается проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изменения № 3, 6).
4.2. Осмотр поверхности трубы проводят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на изгиб проводят по ГОСТ 3728.Оцинкованные трубы проходят испытания перед нанесением покрытия.
(Измененная редакция, Дополнение № 3).
4.4а. Испытание на расширение проводят по ГОСТ 8694 на конической оправке с углом конусности 6°. .
Допускается испытание на оправке с углом конусности 30° .
(Измененная редакция, Изменения № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Дополнение No.3).
Водогазопроводная труба еще долго будет стальной. Альтернативные варианты – металлопластиковые водоводы, керамические, могут использоваться только в отдельных помещениях: местные водопроводы, самотечная канализация, коммуникации внутри здания. Однако при наземных установках трубопровод подвергается слишком сильным погодным условиям. Это исключает использование пластика или других продуктов.
Альтернативные варианты – металлопластиковые водоводы, керамические, могут использоваться только в отдельных помещениях: местные водопроводы, самотечная канализация, коммуникации внутри здания. Однако при наземных установках трубопровод подвергается слишком сильным погодным условиям. Это исключает использование пластика или других продуктов.
Характеристика АИВ
Трубы водогазопроводные изготавливаются из стальных заготовок — полос методом литья.Края заготовки свариваются. Шов усилен. Осмотр шва является первой задачей контроля качества, так как это зона повышенного риска. По ГОСТ 3262-75 для определения качества применяют рентгенографию.
Трубы водогазопроводные, как правило, изготавливаются продольно, так как для этих изделий более важным качеством является устойчивость к внутреннему давлению, а не устойчивость к внешним нагрузкам. На фото газопровод.
Преимущества:
- высокая прочность, что позволяет использовать изделия при любом способе монтажа и в любых помещениях;
- кислородонепроницаемость и газонепроницаемость – это именно те свойства, благодаря которым газопроводы строятся и будут строиться только из металлопродукции;
- низкий коэффициент расширения — на материал не влияют изменения температуры и влажности. Трубопровод не расширяется, что позволяет использовать жесткое крепление и не требует устройства компенсирующих устройств;
- долговечность — при правильном уходе составляет 50 лет;
- доступная стоимость.
Недостатки:
- достаточно большой вес, что усложняет монтаж и требует большого количества крепежа;
- необходимость профилактического обслуживания — металл накапливает электричество;
- необходимость теплоизоляции при прокладке в грунте — замерзающая жидкость расширяется, при этом параметры водовода остаются неизменными.Это приводит к повреждениям и слезам.
Параметры ВГП
Размеры и возможные отклонения регламентируются ГОСТ 3262-75.
- Наружный диаметр — от 33 до 165 мм.
- Толщина стенки — от 1 до 5,5 мм.
- Длина — нестандартная колеблется от 4 до 12 м, измеренная 4–8 или 8–12 м.
Так как речь идет о водопроводных трубах, то вместо размера внутреннего диаметра используется такой показатель, как номинальный проходной диаметр. Он указывается как в дюймах, так и в миллиметрах.
Он указывается как в дюймах, так и в миллиметрах.
Разновидности изделий
Разные способы прокладки трубопроводов и разные условия эксплуатации предполагают разные технические характеристики друг от друга. Прокат выпускает несколько модификаций.
Классификация материалов
Сырьем для изготовления водогазопроводных труб является углеродистая сталь различных марок. При этом ГОСТ 3262-75 регламентирует два вида изделий:
- водоводы из стали обычной точности — контролируются только механические качества изделия.Химический состав стали не изучен. Продукция используется для бытовых систем связи; Трубопровод стальной высокоточный
- — при изготовлении используется сталь оцинкованная, механические свойства нормированы ГОСТ 3262-75. Продукция используется при строительстве больших магистралей, где важна устойчивость к высокому давлению.
На самом деле оба типа водопроводных и газовых труб изготавливаются из стали, но проходят разные уровни контроля. В итоге получают:
В итоге получают:
- черные — без оцинковки, часто используются при прокладке газопроводов;
- оцинкованные — готовые изделия оцинкованные — погруженные в расплав цинка.На внутренней и внешней поверхности изделия образуется защитный слой, предохраняющий от коррозии. Крупные водопроводы построены из оцинкованного полиэтилена высокой плотности.
Форма выпуска
Труба водогазопроводная ГОСТ 3262-75 выпускается:
- с резьбовыми концами (накаткой или нарезкой) — следует учитывать, что защитный слой повреждается при сварке, в связи с чем оцинкованные изделия монтируются только резьбовой метод;
- без резьбы — предполагается сварное соединение.
Сопротивление гидравлическому давлению
Толщина стенки водогазопровода определяет прочность и сопротивление определенному гидравлическому давлению. Классификация следующая:
- легкие – рабочее давление жидкости не должно превышать 25 кг/кВ. см;
- обыкновенный — предполагает такое же давление, но допускает гидравлический удар;
- усиленный — давление может достигать 32 кг/кВ. см.
 см.
см.Solar Tracker VGP PVHT 2106
Увеличение производства энергииТот факт, что трекер является одноосным, позволяет снизить затраты и увеличить производство энергии благодаря его перемещению с востока на запад.
Кроме того, наш эксклюзивный дизайн позволяет увеличить количество установленных модулей, увеличивая выходную плотность системы и тем самым повышая рентабельность вашего фотоэлектрического проекта.
С VGP PVHT 2106 мы предлагаем вам решение для строительства крупных, надежных, прибыльных и высокоэффективных солнечных электростанций.
Основные характеристики
— Одноосный трекер, установленный на столбе, с необслуживаемыми подшипниками и поворотным приводом. Надежные бесщеточные шаговые двигатели с низким энергопотреблением.
— Система непрерывного астрономического слежения для повышения надежности и снижения потребления. Вариант обратного хода.
— 12 сегментов по 9 модулей в сегменте, каждый сегмент основан на конструкционной квадратной стальной трубе.
— 6 рядов по 18 модулей в ряду.
— Использование 72-элементных солнечных фотоэлектрических модулей REC с эффективностью 16%, установленных в ландшафтном расположении, что способствует правильному срабатыванию байпасных диодов, когда исключается возможность обратного отслеживания.
— Встроенный трехфазный инвертор ABB PRO 33 с КПД 98% и контролем отдельных цепочек.Связь RS485/Modbus.
— Структура слежения, оптимизированная для фотоэлектрических модулей REC. Основные этапы сборки заключаются в склепке компонентов (крыльев к центральным квадратным трубам и модулей к крыльям), что ускоряет монтаж системы.
— Сварка или обрезка компонентов не требуется.
Технические характеристики
| Солнечная апертура | 210,6 м2 |
| Фотоэлементы | Квадрат 156 мм, поликристаллический |
| Количество ячеек на модуль | 72 |
| Количество модулей на систему | 108 |
| Поворотный пролет | -60/+60 градусов |
Характеристики постоянного тока (с использованием REC 315PE72)
| СТЦ | НОК | |
| Искр | 54,54 А | 43,86 А |
| Вок | 819 В | 772 В |
| Имп | 51,72 А | 41,16 А |
| Вмпп | 662 В | 625 В |
| Пмпп | 34. 020 Вт 020 Вт | 25,704 Вт |
| Эффективность | 16,10% | 15,20% |
AC Performance (с использованием ABB PRO 33)
| Макс. выходная мощность | 33 000 Вт |
| Эффективность ЕС | 98% |
| Номинальное напряжение | 400 В, три фазы, 50/60 Гц |
Размеры
| Длина | 73.796 мм |
| Ширина | 2,978 мм |
| Высота | 3,048 мм |
| Вес | 5.485,88 кг |
Требования к земле
| Минимум | Типичный | |
| След | 309 м2 | 441 м2 |
| Плотность мощности | 110 Вт/м2 | 77 Вт/м2 |
| Мощность установки 1 МВт | 0,91 Га | 1,29 га |
Чертежи
Посмотреть техпаспорт
виды, характеристики, применение Труба ВГП черная гост 3262 75
Водогазопроводная труба еще долго будет стальной. Альтернативные варианты – металлопластиковые водоводы, керамические, могут использоваться только в отдельных помещениях: местные водопроводы, самотечная канализация, коммуникации внутри здания. Однако при наземных установках трубопровод подвергается слишком сильным погодным условиям. Это исключает использование пластика или других продуктов.
Альтернативные варианты – металлопластиковые водоводы, керамические, могут использоваться только в отдельных помещениях: местные водопроводы, самотечная канализация, коммуникации внутри здания. Однако при наземных установках трубопровод подвергается слишком сильным погодным условиям. Это исключает использование пластика или других продуктов.
Характеристика АИВ
Трубы водогазопроводные изготавливаются из стальных заготовок — полос методом литья. Края заготовки свариваются. Шов усилен.Осмотр шва является первой задачей контроля качества, так как это зона повышенного риска. По ГОСТ 3262-75 для определения качества применяют рентгенографию.
Трубы водогазопроводные, как правило, изготавливаются продольно, так как для этих изделий более важным качеством является устойчивость к внутреннему давлению, а не устойчивость к внешним нагрузкам. На фото газопровод.
Преимущества:
- высокая прочность, что позволяет использовать изделия при любом способе монтажа и в любых помещениях;
- кислородонепроницаемость и газонепроницаемость – это именно те свойства, благодаря которым газопроводы строятся и будут строиться только из металлопродукции;
- низкий коэффициент расширения — на материал не влияют изменения температуры и влажности. Трубопровод не расширяется, что позволяет использовать жесткое крепление и не требует устройства компенсирующих устройств;
- долговечность — при правильном уходе составляет 50 лет;
- доступная стоимость.
 Трубопровод не расширяется, что позволяет использовать жесткое крепление и не требует устройства компенсирующих устройств;
Трубопровод не расширяется, что позволяет использовать жесткое крепление и не требует устройства компенсирующих устройств;Недостатки:
- достаточно большой вес, что усложняет монтаж и требует большого количества крепежа;
- необходимость профилактического обслуживания — металл накапливает электричество;
- необходимость теплоизоляции при прокладке в грунте — замерзающая жидкость расширяется, при этом параметры водовода остаются неизменными.Это приводит к повреждениям и слезам.
Параметры ВГП
Размеры и возможные отклонения регламентируются ГОСТ 3262-75.
- Наружный диаметр — от 33 до 165 мм.
- Толщина стенки — от 1 до 5,5 мм.
- Длина — нестандартная колеблется от 4 до 12 м, измеренная 4–8 или 8–12 м.
Так как речь идет о водопроводных трубах, то вместо размера внутреннего диаметра используется такой показатель, как номинальный проходной диаметр. Он указывается как в дюймах, так и в миллиметрах.
Он указывается как в дюймах, так и в миллиметрах.
Разновидности изделий
Разные способы прокладки трубопроводов и разные условия эксплуатации предполагают разные технические характеристики друг от друга. Прокат выпускает несколько модификаций.
Классификация материалов
Сырьем для изготовления водогазопроводных труб является углеродистая сталь различных марок. При этом ГОСТ 3262-75 регламентирует два вида изделий:
- водоводы из стали обычной точности — контролируются только механические качества изделия.Химический состав стали не изучен. Продукция используется для бытовых систем связи; Трубопровод стальной высокоточный
- — при изготовлении используется сталь оцинкованная, механические свойства нормированы ГОСТ 3262-75. Продукция используется при строительстве больших магистралей, где важна устойчивость к высокому давлению.
На самом деле оба типа водопроводных и газовых труб изготавливаются из стали, но проходят разные уровни контроля. В итоге получают:
В итоге получают:
- черные — без оцинковки, часто используются при прокладке газопроводов;
- оцинкованные — готовые изделия оцинкованные — погруженные в расплав цинка.На внутренней и внешней поверхности изделия образуется защитный слой, предохраняющий от коррозии. Крупные водопроводы построены из оцинкованного полиэтилена высокой плотности.
Форма выпуска
Труба водогазопроводная ГОСТ 3262-75 выпускается:
- с резьбовыми концами (накаткой или нарезкой) — следует учитывать, что защитный слой повреждается при сварке, в связи с чем оцинкованные изделия монтируются только резьбовой метод;
- без резьбы — предполагается сварное соединение.
Сопротивление гидравлическому давлению
Толщина стенки водогазопровода определяет прочность и сопротивление определенному гидравлическому давлению. Классификация следующая:
- легкие – рабочее давление жидкости не должно превышать 25 кг/кВ. см;
- обыкновенный — предполагает такое же давление, но допускает гидравлический удар;
- усиленный — давление может достигать 32 кг/кВ. см.
 см.
см.МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Официальное издание
Стандартинформ
УДК 669.14-462: 006.354
МЕЖГОСУДАРСТВЕННЫЙ
Группа B62
СТАНДАРТ
СТАЛЬНЫЕ ВОДО- И ГАЗОТРУБЫ
Технические условия
Трубы стальные водопроводные и газопроводные. Технические характеристики
ИСС 23.040.10 ОКП 13 8500, 13 8501
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с резьбой или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводов.
(Измененная редакция, Изменения № 2, 3, 5).
1. РАЗНООБРАЗИЕ
1.1. Трубы изготавливаются по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные для накатки резьбы, изготовляют по размерам и массе, приведенным в табл.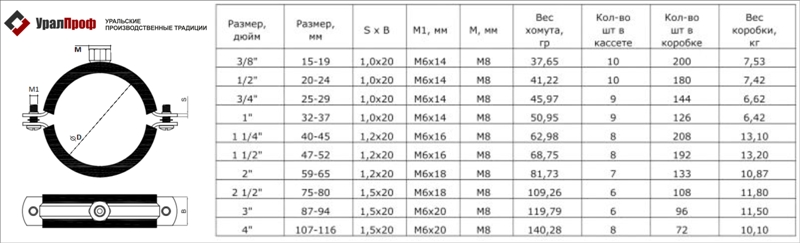 2.
2.
(Измененная редакция, Изменения № 1, 3).
1.2. Длина трубы изготавливается от 4 до 12 м:
мерные или кратные мерные длины с припуском на каждый срез 5 мм и продольным отклонением на всю длину плюс 10 мм;
немерная длина.
По согласованию изготовителя с потребителем в партии негабаритных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Официальное издание
Перепечатка запрещена
© Издательство «Стандарты», 1976 © Стандартинформ, 2007
Размеры, мм
Таблица 1
Толщина стенки трубы | Масса 1 м трубы, кг | ||||||
Таблица 2 Размеры, мм
Примечания:
1. Для резьбы, выполненной накатным способом, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Для резьбы, выполненной накатным способом, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб рассчитана при плотности стали равной 7,85 г/см 3. Оцинкованные трубы тяжелее неоцинкованных на 3%.
1.3. Предельные отклонения размеров труб не должны превышать указанных в табл. 3.
Таблица 3
Примечания:
1. Предельное отклонение в плюс по толщине стенки ограничено предельным отклонением по массе труб.
2. Трубы нормальной технологической точности применяются для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяются для деталей сооружений водоснабжения и газоснабжения.
1.4. Предельные отклонения по массе трубы не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5% — для партии;
10% — на отдельную трубу.
(Измененная редакция, Изменения No.2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включительно;
1,5 мм — с условным проходом свыше 20 мм.
1.6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
Условный проход, мм | Длина резьбы на спуск, мм | Условный проход, мм | Количество потоков при условном переходе | Длина резьбы на спуск, мм | |||
короткий | короткий | ||||||
Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя наматывают в бухты Примеры условного обозначения
Труба обыкновенная, неоцинкованная, нормальной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2. 8 мм, без резьбы и без муфты:
Труба 20х2,8 ГОСТ 3262-75
То же со сцеплением:
Труба М-20 х 2,8 ГОСТ 3262-75 То же, мерной длины, с резьбой:
Труба Р-20х 2,8-4000 ГОСТ 3262-75 То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20х 2,8 ГОСТ 3262-75 То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20х 2,8-4000 ГОСТ3262-75
Для труб под накатку после слова «труба» в условном обозначении указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д. Для труб повышенной точности изготовления после размера номинального прохода в условном обозначении указывается буква П.
(Измененная редакция, Дополнение № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготавливаются в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для частей сооружений водоснабжения и газоснабжения из стали по ГОСТ 1050.
2.2. По требованию потребителя на концах свариваемых труб с толщиной стенки 5 мм и более должна быть фаска под углом 35°-40° к торцу трубы. При этом следует оставить торцевое кольцо шириной 1-3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1, 2.2. (Измененная редакция, Изменения № 3, 4).
2.3. По требованию потребителя трубы комплектуются муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966, из расчета одна муфта на каждую трубу.
(Измененная редакция, Дополнение № 3).
2.4. На поверхности трубы не допускаются трещины, плены, вздутия и закаты.
Не допускается расслоение на концах труб.
Допускаются отдельные вмятины, рябь, риски, следы зачистки и другие дефекты, вызванные способом изготовления, если они не выводят толщину стенки за пределы минимальных размеров, а также слой окалины, не мешающий осмотру.
На трубах, изготовленных печной сваркой, допускается уменьшение наружного диаметра до 0,5 мм в шве при наличии в этом месте неглубокого утолщения не более 1,0 мм по внутреннему диаметру.
(Измененная редакция, Изменения № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности трубного шва заусенец должен быть срезан или сплющен, при этом высота заусенца или его следов не должна превышать 0.5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных печной сваркой и методом горячего обжатия, допускается наличие на внутренней поверхности пологих утолщений высотой не более 0,5 мм труб в зоне шва.
(Измененная редакция, Изменения № 2, 3, 4, 5, 6).
2.6. Концы труб необходимо обрезать под прямым углом. Величина скоса обуха допускается не более 2°. Остатки заусенцев не должны превышать 0.5 мм. При удалении заусенцев допускается образование притупления (закругления) торцов. Допускается резка труб в линии стана.
Допускается резка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных печной сваркой, допускаются заусенцы до 1 мм.
(Измененная редакция, Изменения № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на концах и резьбе труб.
На поверхности оцинкованных труб не допускаются вздутие и посторонние включения (твердый цинк, оксиды, нагар), отслаивание покрытия от основного металла.
Допускаются отдельные пятна флюса и следы захвата трубы грузоподъемными устройствами, шероховатости и незначительные локальные наплывы цинка.
Допускается правка отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изменения No.3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2 ) — трубы обычные и легкие;
3,1 МПа (32 кгс/см 2 ) — трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см 2 ).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на изгиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм — на оправке с радиусом, равным 3.5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на расширение:
для труб с условным проходом от 15 до 50 мм — не менее 7 %;
для труб с условным проходом 65 мм и более — не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра труб.
2.8, 2.9. (Измененная редакция, Изменения No.2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей сооружений водогазоснабжения должны соответствовать ГОСТ 1050.
2.11. Трубная резьба должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, класс точности В.
Трубы с цилиндрической резьбой применяются для сборки с уплотнениями.
2.10, 2.11. (Измененная редакция, Изменения № 3, 4).
2.12. В месте шва чернота на нитках допускается, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
На резьбе допускаются резьбы со снятой (на нарезку) или неполной (на накатку) резьбой при условии, что их общая длина не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
2.13. Допускается по резьбе уменьшение полезной длины резьбы (без убегания) до 15% по сравнению с указанной в табл. 4, а по требованию потребителя — до 10%.
2.12, 2.13. (Измененная редакция, Изменения No.2, 3, 5).
2.14. Нарезка на оцинкованных трубах осуществляется после оцинковки.
2.15. (Исключен, Изменение № 3).
2.16. По требованию потребителя сварные швы труб подвергают неразрушающему контролю.
(Измененная редакция, Дополнение № 5).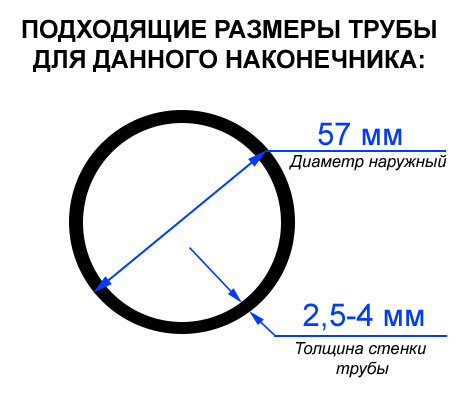
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного типоразмера, одной марки стали и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением на трубы, предназначенные для изготовления деталей водопроводных и газопроводов из стали по ст. ГОСТ 1050; химический состав и механические свойства стали — в соответствии с документом о качестве изготовителя заготовки.
Масса партии — не более 60 тонн.
(Измененная редакция, Изменения № 3, 4).
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
Допускается применять методы статистического контроля по ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по согласованию между изготовителем и потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от конца трубы.
(Измененная редакция, Изменения № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытаний на расширение, сплющивание, изгиб, высоту внутреннего заусенца, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механические свойства принимают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
(Измененная редакция, Изменения No.3, 4).
3.4. Все трубы проходят весовой контроль.
(Измененная редакция, Дополнение № 3).
3.5. Каждая труба подвергается испытанию гидравлическим давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
(Измененная редакция, Дополнение № 6).
3.6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности из партии берут две трубы.
(Измененная редакция, Дополнение № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из его показателей повторные испытания проводят на удвоенной выборке.
Результаты повторного тестирования применяются ко всей партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества из каждой отобранной трубы вырезается по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Вместо испытания на растяжение допускается проводить контроль механических свойств неразрушающими методами.
4.2. Осмотр поверхности трубы проводят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на изгиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают перед нанесением покрытия.
(Измененная редакция, Дополнение № 3).
4.4а. Испытание на расширение проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Допускается испытание на оправке с углом конусности 30°.
(Измененная редакция, Изменения № 3, 4).
ГОСТ Р 50779.71-99 действует на территории Российской Федерации.
4.46. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Дополнение № 3).
4.4с. Контроль сварного шва проводят неразрушающими методами в соответствии с нормативной документацией.
(Введен дополнительно, Изм.3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах на внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типа МТ-41НЦ, МТЗОН или типа «Импульс» по нормативные документы.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).
При этом мощность навинчивания несквозного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изменения № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по ИД.
(Измененная редакция, Изменения № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160 х 100 мм 3 класса по ГОСТ 3749, пластинчатыми щупами комплекта 4 по ИД или угломером по ГОСТ 5378. Фаска угол фаски контролируют угломером по ГОСТ 5378.
(Измененная редакция, Изменения № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507, штапельными калибрами по ГОСТ 2216 или ГОСТ 18360.
Толщину стенки, высоту внутреннего заусенца и высоту заусенцев измеряют микрометром по ГОСТ 6507 или стенометром по ГОСТ 11358 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502.Резьбу контролируют калибрами по ГОСТ 2533.
Контроль массы партии труб проводят в масштабе не более Юта с ценой деления не более 20 кг.
(Измененная редакция, Изменения № 3, 4, 5, 6).
4.10. Контроль сварного шва осуществляется неразрушающими методами согласно технической документации.
(Введен дополнительно, Изменение № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение осуществляют по ГОСТ 10692 с доп.
5.1.1. Трубная резьба должна быть защищена от механических повреждений и коррозии смазкой согласно нормативным документам.
сек. 5. (Измененная редакция, Дополнение № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР РАЗРАБОТЧИКИ
В И.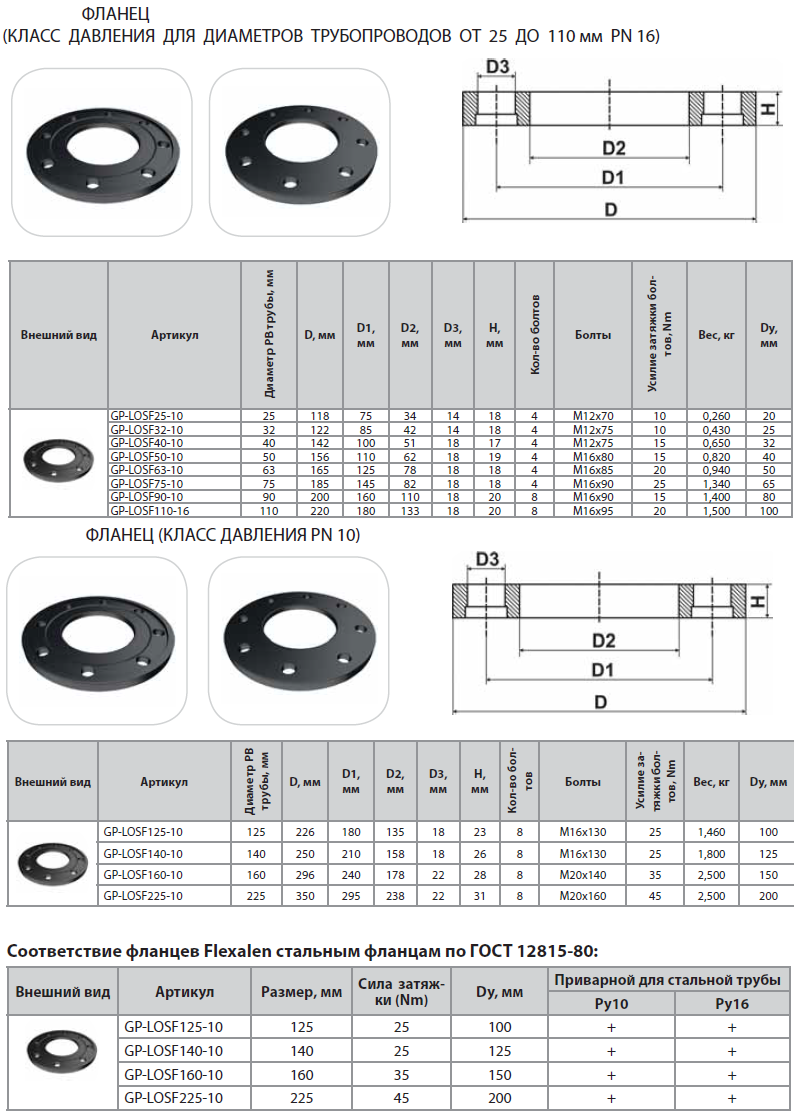 Стружка, канд. тех. науки; В.М. Кроу, кандидат. тех. науки; Ю.М. Миронов, канд. тех. науки; А.И. Постолова
Стружка, канд. тех. науки; В.М. Кроу, кандидат. тех. науки; Ю.М. Миронов, канд. тех. науки; А.И. Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 11.09.75 № 2379
3. Периодичность проверок — 5 лет
4. ВЗАМЕН ГОСТ 3262-62
49
49 СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Артикул | Артикул | ||
ГОСТ 9.301-86 | ГОСТ 7502-98 | ||
ГОСТ 9.302-88 | ГОСТ 8026-92 | ||
ГОСТ 9.307-89 | ГОСТ 8694-75 | ||
ГОСТ 8695-75 | |||
ГОСТ 1050-88 | ГОСТ 8944-75 | ||
ГОСТ 2216-84 | ГОСТ 8954-75 | ||
ГОСТ 2533-88 | ГОСТ 8965-75 | ||
ГОСТ 3728-78 | ГОСТ 8966-75 | ||
ГОСТ 3749-77 | ГОСТ 10006-80 | ||
ГОСТ 3845-75 | ГОСТ 10692-80 | ||
ГОСТ 5378-88 | ГОСТ 11358-89 | ||
ГОСТ 6357-81 | ГОСТ 18242-72 | ||
ГОСТ 6507-90 | ГОСТ 18360-93 |
6.
 Ограничение срока действия снято Постановлением Госстандарта СССР от 12.11.91 № 1726
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.11.91 № 17267. ИЗДАНИЕ (май 2007 г.) с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (НУС 1-78, 2-79, 4-87, 8-88, 2-90, 2-92)
Редактор Нахимова Л.И. Технический редактор Власова О.Н. Корректор Черноусова А.С. Компьютерная верстка И.А. Налейкина
Поставлен в набор 14.05.2007.Подписано в печать 05.06.2007. Формат 60 х 84 Vs — офсетная бумага. Гарнитура Таймс. Офсетная печать. Уэл. распечатать л. 0,93. Уч.-ред. л. 0,80. Тираж 126 экз. Зак. 421.С 4031.
ФГУП «СТАНДАРТИНФОРМ», 123995 г. Москва, Гранатный пер., д. 4. Набирается в ФГУП «СТАНДАРТИНФОРМ» на ПК
Отпечатано в филиале ФГУП СТАНДАРТИНФОРМ — тип. «Московский принтер», 105062 Москва, Лялин пер., 6
Трубы стальные водопроводные и газопроводные. Технические характеристики
ГОСТ 3262-75
ОКП 13 8500, ОКП 13 8501
Дата введения 01. 01.77
01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с резьбой или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводов.
(Измененная редакция, Изменения № 2, 3, 5).
1. РАЗНООБРАЗИЕ
1.1. Трубы изготавливаются по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные для накатки резьбы, изготовляют по размерам и массе, приведенным в табл.2.
(Измененная редакция, Изменения № 1, 3).
1.2. Длина трубы изготавливается от 4 до 12 м:
мерные или кратные мерные длины с припуском на каждый срез 5 мм и продольным отклонением на всю длину плюс 10 мм;
немерная длина.
По согласованию изготовителя с потребителем в партии негабаритных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Таблица 1
Таблица 2
ПРИМЕЧАНИЕ:
1. Для резьбы, выполненной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Для резьбы, выполненной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб рассчитана при плотности стали равной 7,85 г/см 3. Оцинкованные трубы тяжелее неоцинкованных на 3%.
1.3. Предельные отклонения размеров труб не должны превышать указанных в табл. 3.
Таблица 3
ПРИМЕЧАНИЕ:
1. Предельное отклонение в плюс по толщине стенки ограничено предельным отклонением по массе труб.
2. Трубы нормальной технологической точности применяются для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяются для деталей сооружений водоснабжения и газоснабжения.
1.4. Предельные отклонения по массе трубы не должны превышать +8%.
По требованию потребителя предельные отклонения по массе не должны превышать:
7,5% — для партии;
10% — на отдельную трубу.
(Измененная редакция, Изменения No. 2, 5).
2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включительно;
1,5 мм — с условным проходом свыше 20 мм.
1.6. Трубная резьба может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм наматываются по требованию потребителя.
ПРИМЕРЫ ОБОРУДОВАНИЯ
Труба обыкновенная, неоцинкованная, нормальной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2.8 мм, без резьбы и без муфты:
Труба 20 -2,8 ТОСТ 3262-75
То же со сцеплением:
Труба М-20 -2,8 ТОСТ 3262-75
То же, мерной длины, с резьбой:
Труба Р-20 2,8-4000 ТОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20 -2,8 ТОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20-2,8-4000 ТОСТ 3262-75
Для труб под накатку после слова «труба» в условном обозначении указывается буква Н.
Для труб с длинной резьбой после слова «труба» в условном обозначении указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Дополнение № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для частей сооружений водоснабжения и газоснабжения из стали по ГОСТ 1050.
2.2. По требованию потребителя на концах свариваемых труб с толщиной стенки 5 мм и более должна быть снята фаска под углом 35-40° к торцу трубы. При этом следует оставить торцевое кольцо шириной 1-3 мм.
По требованию потребителя на обычных и армированных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1, 2.2. (Измененная редакция, Изменения № 3, 4).
2.3. По требованию потребителя трубы комплектуются муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966, из расчета одна муфта на каждую трубу.
(Измененная редакция, Дополнение № 3).
2.4. На поверхности трубы не допускаются трещины, плены, вздутия и закаты.
Не допускается расслоение на концах труб.
Допускаются отдельные вмятины, рябь, риски, следы зачистки и другие дефекты, вызванные способом изготовления, если они не выводят толщину стенки за пределы минимальных размеров, а также слой окалины, не мешающий осмотру.
На трубах, изготовленных печной сваркой, допускается уменьшение наружного диаметра до 0,5 мм в шве при наличии в этом месте неглубокого утолщения не более 1,0 мм по внутреннему диаметру.
(Измененная редакция, Изменения № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности трубного шва заусенец должен быть срезан или сплющен, при этом высота заусенца или, следовательно, должна превышать 0,5 мм.
По требованию потребителя на трубах с условным проходом более 15 мм, изготовленных печной сваркой и методом горячего обжатия, допускается наличие пологих утолщений высотой не более 0.На внутренней поверхности труб в зоне шва допускается 5 мм.
(Измененная редакция, Изменения № 2, 3, 4, 5, 6).
2.6. Концы труб необходимо обрезать под прямым углом. Величина скоса затыльника допускается более 2°. Остатки заусенцев не должны превышать 0,5 мм. При удалении заусенцев допускается образование притупления (закругления) торцов. Допускается резка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных печной сваркой, допускаются заусенцы до 1 мм.
(Измененная редакция, Изменения № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на концах и резьбе труб.
На поверхности оцинкованных труб не допускаются вздутие и посторонние включения (твердый цинк, оксиды, нагар), отслаивание покрытия от основного металла.
Допускаются отдельные пятна флюса и следы захвата трубы грузоподъемными устройствами, шероховатости и незначительные локальные наплывы цинка.
Допускается правка отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изменения № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см 2 ) — трубы обычные и легкие;
3,1 МПа (32 кгс/см 2 ) — трубы армированные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4.9 МПа (50 кгс/см 2 ).
2.9. Трубы условным проходом до 40 мм включительно должны выдерживать испытание на изгиб на оправке радиусом, равным 2,5 наружного диаметра, а условным проходом 50 мм — на оправке радиусом, равным 3,5 наружного диаметра. диаметр.
По требованию потребителя трубы должны выдерживать испытание на расширение:
для труб с условным проходом от 15 до 50 мм — не менее 7%;
для труб с условным проходом 65 мм и более — не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра труб.
2.8, 2.9. (Измененная редакция, Изменения № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для частей сооружений водогазоснабжения должны соответствовать ГОСТ 1050.
2.11. Трубная резьба должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, класс точности В.
Трубы с цилиндрической резьбой применяются для сборки с уплотнениями.
2.10, 2.11. (Измененная редакция, Изменения № 3, 4).
2.12. В месте шва чернота на нитках допускается, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
На резьбе допускаются резьбы со снятой (на нарезку) или неполной (на накатку) резьбой при условии, что их общая длина не превышает 10 % требуемой длины резьбы, а по требованию потребителя — не более 5 %.
2.13. Допускается по резьбе уменьшение полезной длины резьбы (без убегания) до 15% по сравнению с указанной в табл. 4, а по требованию потребителя — до 10%.
2.12, 2.13. (Измененная редакция, Изменения № 2, 3, 5).
2.14. Нарезка на оцинкованных трубах осуществляется после оцинковки.
2.15. (Исключен, Изменение № 3).
2.16. По требованию потребителя сварные швы труб подвергают неразрушающему контролю.
(Измененная редакция, Дополнение № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимаются партиями. Партия должна состоять из труб одного типоразмера, одной марки стали и сопровождаться одним документом о качестве по ГОСТ 10692 с дополнением на трубы, предназначенные для изготовления деталей конструкций водопроводов и газопроводов, из стали в по ГОСТ 1050; химический состав и механические свойства стали — в соответствии с документом о качестве изготовителя заготовки.
Масса партии — не более 60 тонн.
(Измененная редакция, Изменения № 3, 4).
3.2. Поверхность, размеры и кривизна проверяются для каждой трубы в партии.
Допускается применять методы статистического контроля по ГОСТ 18242 с нормальным уровнем. Планы контроля устанавливаются по согласованию между изготовителем и потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от конца трубы.
(Измененная редакция, Изменения № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытаний на расширение, сплющивание, изгиб, высоты внутреннего заусенца, остатков заусенцев, прямого угла и угла скоса (для труб со скошенными кромками), механических свойств, берут не более более 1 %, но не менее двух труб из партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы из партии.
(Измененная редакция, Изменения № 3, 4).
3.4. Все трубы проходят весовой контроль.
(Измененная редакция, Дополнение № 3).
3.5. Каждая труба подвергается испытанию гидравлическим давлением. При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
При 100% контроле качества сварного шва неразрушающими методами допускается не проводить гидравлическое испытание давлением. При этом гарантируется способность труб выдерживать испытательное гидравлическое давление.
(Измененная редакция, Дополнение № 6).
3.6. Для проверки толщины цинкового покрытия на внешней поверхности и в доступных местах на внутренней поверхности из партии берут две трубы.
(Измененная редакция, Дополнение № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из его показателей повторные испытания проводят на удвоенной выборке.
Результаты повторного тестирования применяются ко всей партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества из каждой отобранной трубы вырезается по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Вместо испытания на растяжение допускается проводить контроль механических свойств неразрушающими методами.
4.2. Осмотр поверхности трубы проводят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на изгиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают перед нанесением покрытия.
(Измененная редакция, Дополнение № 3).
4.4а. Испытание на расширение проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Допускается испытание на оправке с углом конусности 30°.
(Измененная редакция, Изменения № 3, 4).
4.46. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Дополнение № 3).
4.4с. Контроль сварного шва проводят неразрушающими методами в соответствии с нормативной документацией.
(Введен дополнительно, Изменение №3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах на внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также с приборами типа МТ-41НЦ, МТЗОН или типа «Импульс» по нормативным документам.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).
При этом мощность навинчивания несквозного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изменения № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по НД.
(Измененная редакция, Изменения № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160-100 мм 3 класса по ГОСТ 3749, пластинчатыми щупами комплекта 4 по НД или угломером по ГОСТ 5378. Контролируют угол скоса угломером по ГОСТ 5378.
(Измененная редакция, Изменения № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507, штапельными калибрами по ГОСТ 2216 или ГОСТ 18360.
Толщину стенки, высоту внутреннего заусенца и высоту заусенцев измеряют микрометром по ГОСТ 6507 или стенометром по ГОСТ 11358 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502.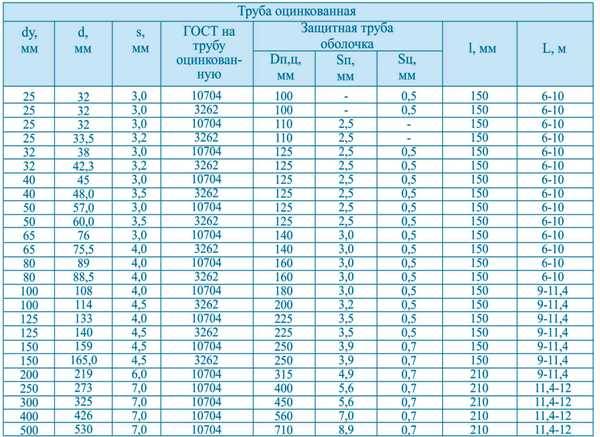 Резьбу контролируют калибрами по ГОСТ 2533.
Резьбу контролируют калибрами по ГОСТ 2533.
Контроль массы партии труб проводят в масштабе не более 10 тонн с градуировкой цены не более 20 кг.
(Измененная редакция, Изменения № 3, 4, 5, 6).
4.10. Контроль сварного шва осуществляется неразрушающими методами согласно технической документации.
(Введен дополнительно, Изменение № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение осуществляют по ГОСТ 10692 с доп.
5.1.1. Трубная резьба должна быть защищена от механических повреждений и коррозии смазкой согласно нормативной документации.
сек. 5. (Измененная редакция, Дополнение № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
Стружок В.И., канд. тех. науки; В. М. Ворона, канд. тех. науки; Ю.М. Миронов, канд. тех. науки; А. И. Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госкомитета СССР о стандартах от 11. 09.75 № 2379
09.75 № 2379
3. Периодичность осмотра — 5 лет
4.ЗАМЕНА ГОСТ 3262-62
5. СПРАВОЧНАЯ НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
6. Ограничение срока действия снято Постановлением Госстандарта от 12.11.91 № 1726
7. ИЗДАНИЕ с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. 2-90, 2-92)
На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Трубы категории ВГП — группа водогазопроводных труб из стали.Причем есть оцинкованные и неоцинкованные варианты. Полые трубы, цилиндрической формы, с продольным сварным швом.
Категория имеет три варианта толщины стенки — толстостенная, среднестенная и тонкостенная. Такой ассортимент позволяет использовать трубы, подходящие конкретно для данного проекта, в котором они используются.
Параметры продукта
Название говорит само за себя – трубу этого типа можно использовать как в системах водоснабжения, так и в газопроводах. В принципе труба ВХП считается универсальным вариантом для многих сфер применения.
В принципе труба ВХП считается универсальным вариантом для многих сфер применения.
Стандартные трубы имеют длину от 4 м до 12 м. Причем есть выбор материала — без резьбы, либо с цилиндрической или накатанной резьбой на концах. Причем он может быть коротким или длинным – все зависит от нюансов в использовании.
Обычно труба ВГП имеет три категории прочности:
- Обычный.
- Легкие.
- Усиленный.
Хотя такие трубы тяжелее неоцинкованных примерно на 3%, покрытие дает отличный результат при прохождении жидкостей по трубопроводу.Труба не ржавеет, а срок ее службы значительно продлевается.
Преимущества труб ВГП
- Трубы стандартные ВГП ГОСТ 3262 75 изготавливаются из высококачественной стали.
- Так называемые «черные трубы» ВГП имеют усиленный сварной шов.
- Трубы этого типа имеют три удобные для потребителя категории — легкие, армированные и обычные. Это позволяет подобрать нужный вариант для идеального оформления магистрали.
- Резьба на концах труб может быть длинной, короткой или наложенной, в зависимости от пожеланий заказчика, на нужную сторону по требуемым параметрам.
- Трубы этой категории поставляются как с муфтами, так и без них.
- Параметры трубы могут быть указаны в дюймах, что считается нормой.
- Реализуемые трубы проходят обязательный гидровихревой контроль, поэтому соответствие нормам можно считать практически идеальным.
- Низкая стоимость при отличном качестве продукции является гарантом заданных стандартов и норм.
- Универсальность в применении. Трубы правильного типа идеально подходят для монтажных и ремонтных работ практически любой категории.
- Огромный выбор типов труб — от бесшовных горячекатаных до холоднокатаных и электросварных вариантов.
- Наличие комплектующих элементов — фланцев, муфт, тройников, отводов, переходов и других, а также возможность их удобного использования в монтажных работах.
Как вы понимаете, стандартные трубы ВГП ГОСТ 3262 75 имеют широкий спектр применения.
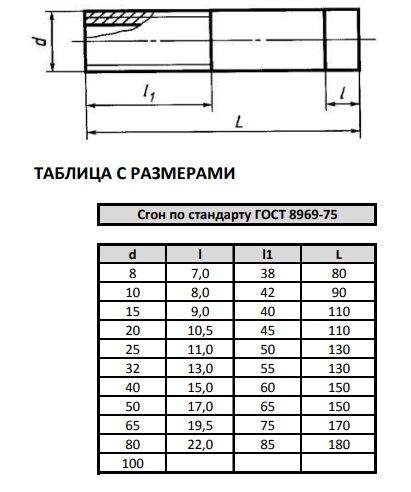
 Наличие не менее трех типов этого типа позволяет использовать их практически во всех областях трубопроводов.Более того, есть возможность выбрать категорию типа линии, с богатым выбором типа труб для ее монтажа.
Наличие не менее трех типов этого типа позволяет использовать их практически во всех областях трубопроводов.Более того, есть возможность выбрать категорию типа линии, с богатым выбором типа труб для ее монтажа.Труба ВГП, аббревиатура в названии которой расшифровывается как «водогазоснабжение», специально предназначена для прокладки водогазопроводных коммуникаций. Даже в наше время, когда современные производители предлагают огромный ассортимент труб из различных материалов, такая специализированная стальная трубная продукция пользуется большой популярностью у строительных и ремонтных организаций, предприятий, работающих в сфере ЖКХ.
Ознакомиться со всеми требованиями ГОСТ на стальные трубы ВГП вы можете, скачав этот документ в формате pdf по ссылке ниже.
Актуальность использования труб данной категории
Высокая популярность труб ВГП из стальных сплавов объясняется очень просто. Какими бы исключительными характеристиками ни пользовались сегодня популярные трубы из полимерных материалов, их использование во многих случаях просто невозможно. К таким случаям, в частности, относится установка трубопровода на открытом воздухе, где на него будет воздействовать масса негативных факторов.
К таким случаям, в частности, относится установка трубопровода на открытом воздухе, где на него будет воздействовать масса негативных факторов.
Востребованность такой продукции объясняется еще и тем, что по общепринятым требованиям трубопроводы для транспортировки газа и подачи его потребителям могут быть выполнены только из стальных труб. Именно поэтому трубы ВГП просто незаменимый материал в любой газовой отрасли.
Как делают трубы
Основным материалом, из которого изготавливаются трубы, относящиеся к категории ВГП, является углеродистая сталь. Технологический процесс их изготовления состоит из следующих стадий:
- сначала подготавливают стальные заготовки — полосы, представляющие собой длинные металлические полосы с требуемыми параметрами по толщине и ширине;
- затем из подготовленной полосы формируется труба, для чего используется специальное оборудование;
- стык, образованный на полученном изделии, сваривается с помощью электросварки.

Качественные характеристики, которым должны соответствовать трубы категории ВГП, изготовленные по данной технологии, предусмотрены положениями ГОСТ 3262-75.
Учитывая, что трубы данной категории эксплуатируются в достаточно тяжелых условиях, а к качеству сварного шва предъявляются очень высокие требования, место сформированного стыка необходимо проверять методами рентгенологического контроля.
Основное влияние на срок службы трубопроводов из водогазопроводных трубных изделий оказывают условия их эксплуатации, а также характеристики вещества, которое по ним транспортируется.Это объясняется тем, что транспортируемые вещества обладают разной химической активностью.
На что обратить внимание при выборе труб
Для конечного потребителя, которому такие стальные трубы нужны для решения конкретных задач, интерес представляют определенные эксплуатационные характеристики этих изделий, позволяющие подобрать их оптимальным образом.
Чтобы сделать правильный выбор таких труб и использовать их в соответствии с основным назначением, важно разобраться в классификации продукции.Критерии, по которым осуществляется такая классификация, предусмотрены положениями ГОСТ 3262-75.
Важными критериями сортировки труб категории ВГП являются материал и способ их изготовления, а также способ их обработки. Итак, в зависимости от этих параметров различают трубы:
- из черного металла, поверхность которого ничем не защищена; трубы
- , поверхность которых оцинкована.
Трубчатые изделия, на внутреннюю и наружную поверхности которых нанесен тонкий слой цинка, даже внешне отличаются от обычных, в чем можно убедиться, сравнив их фото.Такая обработка поверхности трубных изделий необходима для того, чтобы надежно защитить их от агрессивного воздействия окружающей среды. Трубы, покрытые тонким слоем цинка, благодаря химическим свойствам этого металла прекрасно противостоят коррозии и могут успешно эксплуатироваться даже в самых тяжелых условиях в течение длительного периода времени.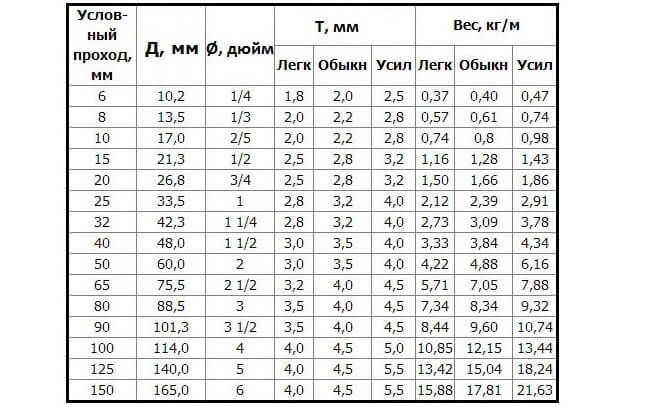
Важными параметрами таких труб, независимо от того, оцинкованные они или нет, являются их геометрические размеры: условное проходное сечение, которое обозначается аббревиатурой ДУ, а также толщина их стенки.
Все геометрические параметры труб категории ВГП, в том числе их диаметр, должны соответствовать требованиям, указанным в ГОСТ. Все геометрические размеры труб, которые выпускает современная промышленность, можно подобрать по соответствующим таблицам.
С конвейера производства водогазопроводная трубная продукция может выпускаться в двух модификациях:
- без резьбы;
- с готовой резьбой на обоих концах, наносимой накаткой или нарезкой.
Расшифровка цифр в обозначении позволяет узнать точный диаметр изделия. Так, изделия, в которых их ДУ обозначены цифрой 50 (труба ВГП ДУ50), имеют диаметр, равный двум дюймам. А для труб категории ВГП, в обозначении которых есть ДУ25, диаметр равен одному дюйму. Соответственно, в маркировке водопроводных и газовых труб указывается их диаметр в миллиметрах, и перевести его в дюймы не составит труда.
Классификация труб по классу точности
По классам точности водогазопроводные трубы делятся на две основные категории.
К первой относятся трубные изделия обычной точности. При изготовлении изделий данной категории не нормируются следующие параметры: химический состав материала изготовления, его механические характеристики. Трубы этой категории достаточно успешно применяются для обустройства магистральных газо- и водопроводов бытового назначения.
Ко второй категории относятся высокоточные водогазопроводные изделия. Оцинкованные трубы также относятся к этой категории.Из таких труб, у которых стандартизированы как химический состав материала изготовления, так и его механические характеристики, изготавливают детали для промышленных трубопроводов с повышенными требованиями к их надежности.
Дополнительные опции
Для удобства тех, кто собирается приобрести водогазопроводные трубы и использовать их в определенных целях, длина таких изделий также стандартизирована и может соответствовать одной из следующих категорий:
- интервал 4–12 метров — измеренная длина;
- длины труб, кратные их измеренному значению;
- немерной длины, которая, тем не менее, должна быть в пределах измеренного значения.

Потребители такой продукции должны иметь в виду, что цена на нее устанавливается не за единицу длины трубы, а за единицу ее веса. Также важно учитывать тот факт, что масса оцинкованных труб на 3% превышает массу изделий из незащищенной стали.
Стали, из которых изготавливают оцинкованные и неоцинкованные трубные изделия повышенной точности, должны соответствовать требованиям ГОСТ 1050, при этом химический состав и механические характеристики материала изготовления не подлежат нормированию.Сварные швы, с помощью которых происходит соединение водогазопроводных изделий после их формирования, должны быть усиленного типа.
Ассортимент водогазопроводных трубных изделий из черной стали предполагает их изготовление с несколькими вариантами толщины стенки. В зависимости от этого параметра такие изделия бывают:
- легкий класс;
- обычная категория;
- усиленного типа.
Толщина стенки таких изделий, которую в соответствии с ассортиментом можно выбрать из таблицы, нормируется требованиями ГОСТ 3262-75.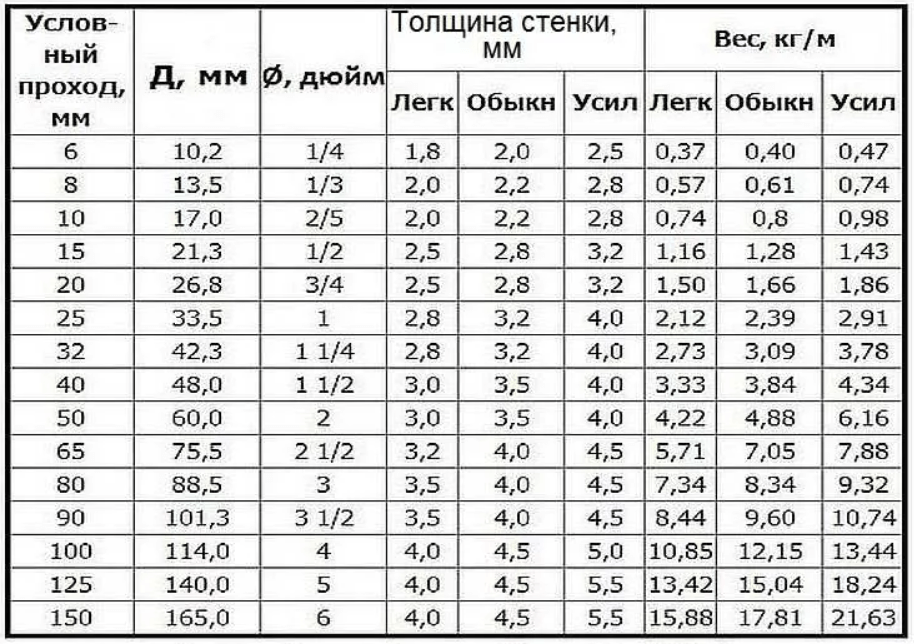 На основании этого нормативного документа формируется ассортимент трубной продукции; также оговаривается ряд других параметров, которым должны соответствовать такие изделия: номинальный диаметр, наружный диаметр, теоретическая масса одного погонного метра.
На основании этого нормативного документа формируется ассортимент трубной продукции; также оговаривается ряд других параметров, которым должны соответствовать такие изделия: номинальный диаметр, наружный диаметр, теоретическая масса одного погонного метра.
Трубы разных классов предназначены для работы при разных рабочих давлениях. Так, трубы, соответствующие легкой категории, могут эксплуатироваться при давлении не более 25 кгс/см2, а изделия усиленного типа – 32 кгс/см2.
По требованию заказчика партии водогазопроводных труб на их концы может наноситься длинная или короткая резьба. Оцинкованные трубные изделия могут поставляться заказчикам не только с нарезанной резьбой, но и комплектоваться муфтами для их монтажа.
Электросварные водогазопроводные трубы
Водогазопроводные трубные изделия, изготовленные с применением сварных соединений, успешно применяются для монтажа трубопроводов, по которым транспортируются как жидкие, так и газообразные среды. Для производства таких труб используются марки стали, хорошо соединяемые сваркой: 10, 20, 3СП, 3ПС. В зависимости от назначения и условий эксплуатации трубопровода, для монтажа которого будут использоваться такие изделия, после изготовления они могут дополнительно подвергаться термической обработке.
Для производства таких труб используются марки стали, хорошо соединяемые сваркой: 10, 20, 3СП, 3ПС. В зависимости от назначения и условий эксплуатации трубопровода, для монтажа которого будут использоваться такие изделия, после изготовления они могут дополнительно подвергаться термической обработке.
Мерная длина таких изделий находится в пределах 9-11,7 метров, а немеряная, которая должна быть в пределах мерной, составляет 4-11 м.
Допустимые отклонения размеров водогазопроводных труб зависят от длины и диаметра изделия.Так, при наличии предварительного согласования с заказчиком партии труб по их геометрическим параметрам допускаются следующие отклонения:
- 5 % — для труб, длина которых находится в пределах 1,5–4 метра;
- для трубных оцинкованных изделий, у которых резьба на концах нанесена по технологии накатки, допускается уменьшение диаметра на 10 % по всей площади ее расположения.
Существует общепринятая методика расчета веса трубы, где плотность стали, из которой она изготовлена, принимается равной 7.