Холодная ковка своими руками: станок, чертежи, процесс
Содержание
- Штамповка, ковка и гибка
- Станки и оснастка для холодной ковки
- Твистеры
- Улитки
- Видео: станок для художественной ковки своими руками просто
- Как построить завиток?
- Торсионы
- Видео: самодельный электрический станок для холодной ковки
- Волна и зигзаг
Глядя на заборы, ворота и калитки, как на рис., при домах явно не элитного класса, человек, имеющий некоторое представление об оборудовании кузницы и характере работы там, может подумать: откуда у них денег столько? У более сведущего в кузнечном ремесле такого вопроса не возникнет: эти красоты, равно как и металлический декор мебели, легких садовых строений, качелей, скамеек и т.д., созданы способом холодной ковки.
Образцы художественной холодной ковки
Кованая подставка для цветов
Цены на холодную художественную ковку доступны, потому что производственные расходы и начальные затраты на оборудование невелики, а производительность труда неплоха для кустарных условий.
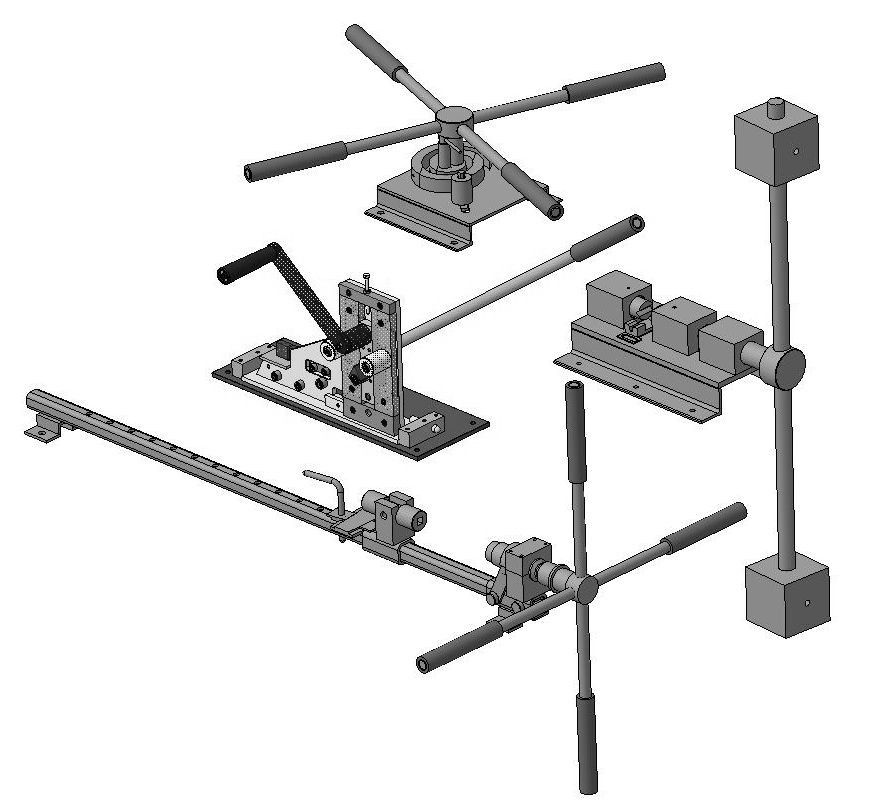
Основа «холодной кузни» – станок для холодной ковки. Для полного производственного цикла, способного удовлетворить любые мыслимые фантазии свои или заказчика, станков потребуется 5-7 видов, 3-5 основных из которых можно сделать своими руками. Однако вначале, прежде чем тратиться на станок или материалы для него, весьма желательно освоить начала кузнечного дела. Поэтому далее будут рассмотрены также некоторые приемы изготовления деталей художественной ковки без станка и оснастка для них, которую можно быстро изготовить из подручных материалов.
Штамповка, ковка и гибка
Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
Чертежи станка-улитки для художественной ковки со спецификацией деталей даны на рис. О размерах звеньев (сегментов) раскладного лемеха поговорим далее, а пока обратите внимание на марки сталей: на лемех приходятся большие нагрузки. Если сделать его из обычной конструкционной стали, шаблон поведет на середине калитки или секции забора.
Чертежи станка-улитки для холодной ковки
Примечание: более подробные чертежи станка-улитки сходной конструкции с описанием и деталировкой см. по ссылке: http://dwg.ucoz.net/publ/osnastka/instrument_dlja_kholodnoj_kovki/5. Там же вы найдете чертежи самодельного гнутика и приспособления для гибки колец.
Материал для складного поворотного лемеха, как и сложность его изготовления– не единственные слабые места станка-улитки с воротом. Еще серьезнее проблема сочленения звеньев лемеха (показаны красными стрелками на рис. справа). Сочленения сегментов лемеха должны:
Конструкция складного лемеха станка-улитки для холодной ковки
Быть достаточно точны, чтобы выдерживалась форма изготовляемых деталей;
- При нажиме снаружи соединения сегментов должны становиться в положение мертвой точки, создавая устойчивую конфигурацию;
- По снятии рабочей нагрузки сочленения должны саморасклиниваться;
- Конструкция и материал сочленений поворотного лемеха должна обеспечивать многократное повторение цикла по пп.


Выполнить все эти условия вместе сложно и в хорошо налаженном и оборудованном промышленном производстве, поэтому ресурсы складных шаблонов для холодной ковки в общем много меньше, чем позволил бы их материал сам по себе. Плохое использование свойств материала – серьезный недостаток. Кроме того, по тем же причинам другое слабое место станка-улитки с воротом – эксцентриковый зажим детали. Поэтому у начинающих кузнецов-самодельщиков успешнее работают самодельные станки-улитки для художественной ковки, выполненные по рычажной схеме.
Улитка с рычагом
Рычажная улитка для холодной ковки устроена аналогично всем известному трубогибу. Самодельный станок-улитка рычажного типа с неподвижным шаблоном по производительности существенно уступает улитке с воротом. Рабочая нагрузка в нем полнее передается на основание, поэтому необходима прочная станина из спецстали или толстой плиты из стали обычной, надежно закрепленная на опорной поверхности.
- Все детали, кроме прижимного ролика, могут быть выполнены из обычной стали.
- В качестве прижимного ролика возможно использовать типовой роликовый подшипник.
- Использование свойств материала деталей практически полное: шаблон и станина из обычной стали выдерживают более 1000 рабочих циклов.
- Гнуть можно как по шаблону (поз. 1 на рис. ниже), так и по проставкам, поз. 2 там же.
Станки-улитки для холодной ковки
- При гнутье по проставкам можно оперативно менять форму получаемой детали и выводить обратные изгибы, что при гнутье по лемеху в принципе невозможно.
Закрепление конца заготовки в станке-улитке для холодной ковки
Для получения изделий того же качества точность изготовления деталей рычажной улитки может быть на порядок ниже, чем улитки с поворотным лемехом.
- Конец обрабатываемой детали можно крепить, просто вкладывая его в выемку шаблона, см. рис. справа. Уширяют закрепляемый конец наваркой или сгибанием пополам.

Кроме того, рычажный станок-улитка позволяет использовать технологический прием, считающийся прерогативой промышленных станков-твистеров: шаблон смещают вбок, а в центре ставят проставку, поз. 3 на рис. Таким образом получается мелкий обратный изгиб в ядре завитка. Деталь выглядит эффектнее и, при работе на продажу, изделие ценится дороже.
Гибка стальной полосы плашмя
Есть у рычажной улитки еще один довольно жирненький плюсик: на таком станке можно гнуть плоские завитки с маленьким ядром из полосы, уложенной плашмя. Улитка
Как сделать станок для холодной ковки своими руками
Большая востребованность кованых металлических изделий поднимает спрос на изготовленный своими руками станок для холодной ковки. Красивые металлические двери, ворота, забор и иные элемента декора способствуют развитию бизнеса для домашних мастеров. Для него потребуется купить или сделать самостоятельно некоторые узлы.
Красивые металлические двери, ворота, забор и иные элемента декора способствуют развитию бизнеса для домашних мастеров. Для него потребуется купить или сделать самостоятельно некоторые узлы.
Проектирование станка в домашних условиях
В процессе проектирования оборудования рекомендуется предусмотреть многовариантный тип аппарата, позволяющий выпускать изделия различной сложности. Помогает в этом применение множества сменных насадок.
При разработке учитываются факторы:
- базой служит металлическое полотно, габариты его зависят от количества применяемых узоров;
- поверх полотна размещаем шаблоны так, чтобы не мешать работе с другими заготовками;
- крепятся шаблоны как простые (с одним поворотом), так и модели, позволяющие делать узоры как улитка лемешного типа;
- используем для мобильных частей высокопрочный материал;
- смена насадок осуществляется благодаря прорези прямоугольной формы, куда ставятся шаблоны для ковки.
Насадки крепятся болтовыми соединениями.
Сборка агрегата
Пошаговая сборка состоит из пунктов:
- собирается опорная стойка из отрезков трубы равного размера, у которой патрубок приваривается к верхнему и нижнему краю;
- нарезаем круги и 4 равносторонних треугольника, последние свариваем в пирамиду, основание которой фиксируем сваркой в центре окружности;
- 4 горизонтальные планки болтами крепим к кругу;
- из нескольких металлических прутов сооружаем рукоятку;
- к концу рычага монтируем подшипники, а также к отрезку внизу конструкции;
- верхний отрез монтируем горизонтально, чтобы он позволил гнуть металл;
- в нижней части отрезка, где свободный конец, делает отверстие по сечению трубы.
Финишной операцией служит соединение рукоятки с “пирамидой” с помощью гайки большого диаметра. Улитку фиксируем для шаблона сваркой.
youtube.com/embed/QcHOiSZph_Q» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
станок для холодной ковки своими руками
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
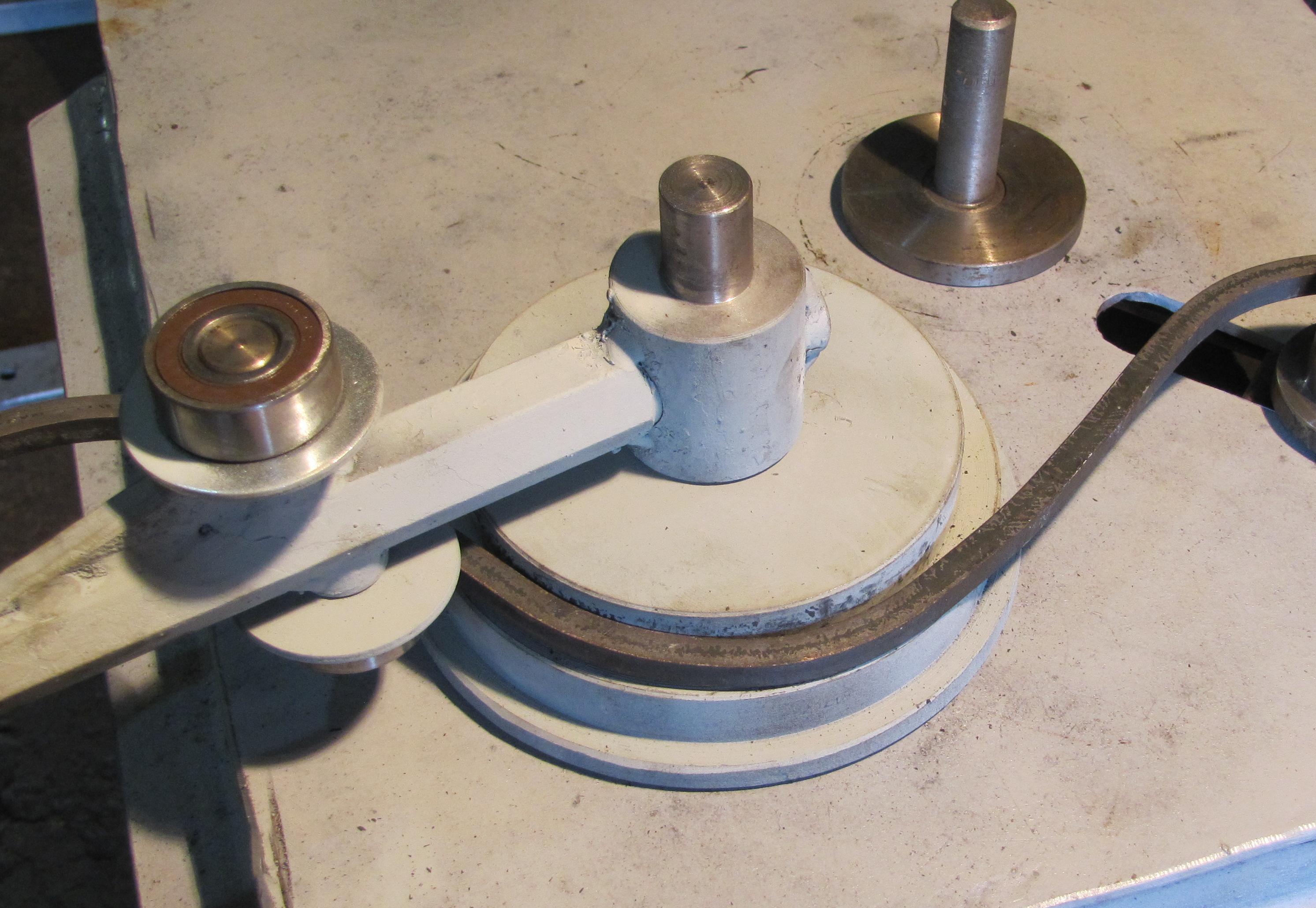
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
https://www.youtube.com/watch?v=rUTdr5Cb9SE
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
https://rutube.ru/video/1508d4b5bf549c0204f22b5135a4df45/?ref=logo&bmstart=3
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
д.
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
https://www. youtube.com/watch?v=O3u8yDDzsAM
youtube.com/watch?v=O3u8yDDzsAM
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки
Приспособления для ковки «гусиных лапок»
https://www.youtube. com/watch?v=HL0aAjztrsI
com/watch?v=HL0aAjztrsI
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Аппарат для холодной сварки, Аппарат для электроискровой сварки (аппарат для сварки электростатическим разрядом), Аппарат для сварки серого чугуна, Сварочное оборудование для серого чугуна, Сварочное оборудование для алюминия, Сварочный аппарат для меди, Аппарат для ремонта металла, Аппарат для сварки дефектов пористости, Аппарат для сварки дефектов отливки
AWE-19US (новый)
ВЫСОКОСКОРОСТНАЯ УЛЬТРАЗВУКОВАЯ МАШИНА ДЛЯ ХОЛОДНОЙ СВАРКИ
Ультразвуковые вибрационные высокочастотные разряды со скоростью более 20000 в секунду позволяют AWE-19US устранять различные дефекты литья с высокой скоростью и высоким качеством.
Используется для сварки дефектных отверстий отливки / Сварка дефектов бывшего в употреблении оборудования / Ремонт стальных форм / Упрочнение поверхности из вольфрамовой стали и т. Д.
Qingdao Atom Welding Equipments Co., Ltd. (Китай) — ведущая в мире компания по исследованию технологий холодной сварки и производству оборудования.
У нас более 10 лет опыта в этой области, и мы постоянно обновляем нашу технологию холодной сварки и улучшаем характеристики оборудования.
Производство аппарата для холодной сварки (аппарат для электроискровой сварки ESD) и интеллектуального прецизионного сварочного аппарата (аппарат для сварки тонкой нержавеющей стали, аппарат для сварки канальных букв и букв) достиг международного уровня отраслевой специализации.
Аппарат для холодной сварки в основном используется для ремонта всех видов дефектов литья, таких как дефекты песчаных отверстий, дефекты вздутия, дефекты пористости, небольшие дефекты усадки, дефекты трещин и т. Д., Подходит для высокопрочного чугуна, серого чугуна, алюминия, стали, меди. Широко используется в автомобильной промышленности; промышленность по производству электроприборов; медицинское оборудование; строительство; промышленность металлоконструкций; мостостроение и другие отрасли.
Д., Подходит для высокопрочного чугуна, серого чугуна, алюминия, стали, меди. Широко используется в автомобильной промышленности; промышленность по производству электроприборов; медицинское оборудование; строительство; промышленность металлоконструкций; мостостроение и другие отрасли.
Интеллектуальный прецизионный сварочный аппарат в основном используется для сварки тонкой нержавеющей стали, с очень блестящей сварочной поверхностью, без черной кромки, без полировки.
Ключевые слова: Аппарат для холодной сварки, Аппарат для электроискровой сварки, Аппарат для аргонодуговой сварки, Аппарат для сварки дефектов отливки, Аппарат для сварки дефектов из ковкого чугуна (SG чугуна), Аппарат для сварки дефектов серого чугуна, Аппарат для сварки дефектов алюминиевого литья, Сварка медного литья Машина, Сварочный аппарат из нержавеющей стали, Сварочный аппарат для дефектов дырки, Сварочный аппарат для дефектов песочных отверстий, Аппарат для термоусадочной сварки, сварщик, сварочный пистолет, сварочный электрод, аппарат для холодной сварки, сварочные принадлежности, Сварка дефектов насоса, Сварка дефектов автозапчастей
Станок холодной ковки — Продукция
Использование и характеристика:
1. Самосмазывающиеся подшипники, не содержащие масла, предназначены для увеличения срока службы и сопротивления истиранию вала муфты, а также для снижения энергопотребления.
Самосмазывающиеся подшипники, не содержащие масла, предназначены для увеличения срока службы и сопротивления истиранию вала муфты, а также для снижения энергопотребления.
2. Схема для преобразователя плюс ПЛК, а не только бесступенчатая трансмиссия, машина может работать в автоматическом обнаружении отключения при неисправности.
3. Использование пневматической воздушной муфты для запуска тока, плавного торможения, за исключением перемещения ползунка, иначе внешняя сторона может остановить время, чтобы остановиться после смерти, чтобы обеспечить достаточно места для маневра.
4 、 Для уменьшения загрязнения рабочей среды брызгами горячего нефтяного газа спроектировано и разработано закрытое ограждение.
5. Машина устанавливает устройства защиты линии подачи масла под давлением, чтобы обеспечить полную смазку всех частей машины. Установите устройство защиты от давления воздуха, защиту машины от перегрузки, увеличьте срок службы пресс-формы.
6. Убедитесь, что машина может быть проверена с удобством, тогда для безопасности персонала большое значение имеют также защитные двери здания и обучение операторов выполнению стандартных операций.
Модель | Ед. изм | SJBF-42S | SJBF-62S | SJBF-63S | SJBF-83S | SJBF-83L | SJBF-103S |
|---|---|---|---|---|---|---|---|
Ковка станция | Нет. | 2 | 2 | 3 | 3 | 3 | 3 |
Ковка сила | килограммы | 15 000 | 35 000 | 38 000 | 65 000 | 65 000 | 80 000 |
Максимум диаметр отсечки. | мм | Φ5 | Φ8 | Φ8 | Φ10 | Φ10 | Φ12 |
Максимум длина обрезки | мм | 55 | 85 | 85 | 85 | 135 | 110 |
Скорость Спектр | шт / мин | 260–300 | 180–280 | 160–280 | 140–250 | 110–180 | 120–220 |
П. | мм | 10 | 12 | 12 | 20 | 16 | 15 |
К.О. Инсульт | мм | 50 | 75 | 75 | 68 | 115 | 85 |
Основной ход скольжения | мм | 100 | 110 | 110 | 106 | 192 | 150 |
Основной мотор | кВт | 5.5 | 11 | 11 | 15 | 18,5 | 22 |
Отрезной умирают размер | мм | Φ20 * 30 л | Φ30 * 45L | Φ30 * 45 л | Φ53 * 56 л | Φ30 * 50 л | Φ45 * 59 л |
Удар размер кристалла | мм | Φ32 * 60 л | Φ40 * 90L | Φ40 * 90 л | Φ45 * 95 л | Φ45 * 140 л | Φ53 * 115 л |
Основной размер кристалла | мм | Φ38 * 60 л | Φ50 * 85L | Φ50 * 85 л | Φ60 * 80 л | Φ60 * 150 л | Φ75 * 108 л |
Умереть подача | мм | 48 | 60 | 60 | 70 | 70 | 90 |
Размер машины (Д * Ш * В) | см | 301 * 112 * 111 | 328 * 146. | 320 * 200 * 150 | 360 * 220 * 180 | 450 * 220 * 200 | 410 * 250 * 190 |
Машина вес (приблизительно) | Тонна | 3 | 6.5 | 7,5 | 10 | 14 | 14 |
Обычный размер болта | мм | M4 | 3-6 | 3-6 | 5-8 | 5-8 | 6-10 |
Хвостовик длина бланка | мм | 10-50 | 10-70 | 8-65 | 10-60 | 20–110 | 15-70 |
 К.О
Инсульт
К.О
Инсульт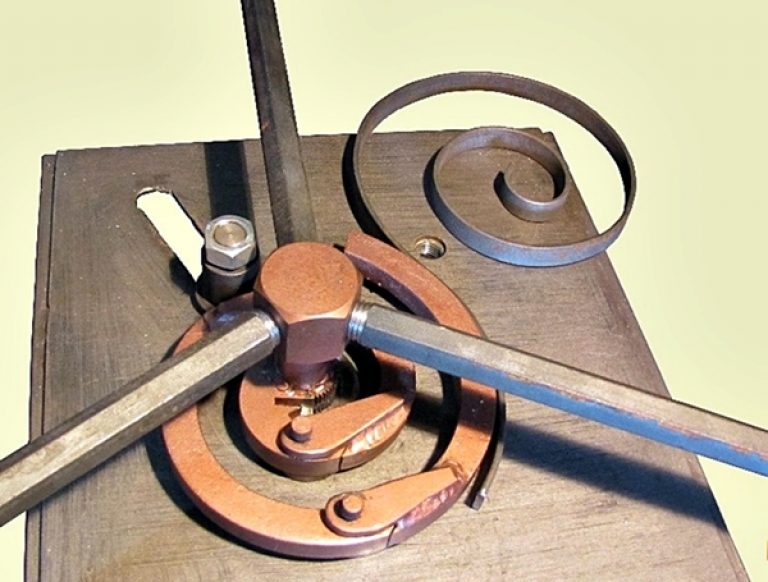 5 * 140
5 * 140Модель | Ед. | SJBF-103L | SJBF-133S | SJBF-133L | SJBF-163S | SJBF-203L |
|---|---|---|---|---|---|---|
Ковка станция | Нет. | 3 | 3 | 3 | 3 | 3 |
Ковка сила | килограммы | 80 000 | 120 000 | 120 000 | 200 000 | 350 000 |
Максимум диаметр отсечки. | мм | Φ12 | Φ15 | Φ15 | Φ18 | Φ22 |
Максимум длина обрезки | мм | 195 | 145 | 250 | 200 | 240 |
Скорость Спектр | шт / мин | 85–160 | 90–160 | 60-110 | 70-120 | 50-80 |
П. | мм | 15 | 30 | 30 | 40 | 50 |
К.О. Инсульт | мм | 165 | 115 | 230 | 170 | 220 |
Основной ход скольжения | мм | 280 | 200 | 350 | 260 | 346 |
Основной мотор | кВт | 22 | 30 | 30 | 55 | 75 |
Отрезной умирают размер | мм | Φ45 * 59 л | Φ63 * 69 л | Φ55 * 70 л | Φ60 * 90 л | Φ75 * 120 л |
Удар размер кристалла | мм | Φ53 * 112 л | Φ60 * 130 л | Φ60 * 179L | Φ75 * 185 л | Φ90 * 215 л |
Основной размер кристалла | мм | Φ75 * 200 л | Φ86 * 135 л | Φ86 * 265 л | Φ100 * 190 л | Φ125 * 240 л |
Умереть подача | мм | 90 | 98 | 110 | 120 | 140 |
Размер машины (Д * Ш * В) | см | 570 * 250 * 230 | 460 * 260 * 200 | 780 * 260 * 270 | 650 * 290 * 250 | 760 * 300 * 300 |
Машина вес (приблизительно) | Тонна | 19. | 19,5 | 31 год | 36 | 55 |
Обычный размер болта | мм | 6-10 | 8-13 | 8-13 | 10–18 | 12–22 |
Хвостовик длина бланка | мм | 25–160 | 20–110 | 70-210 | 20–160 | 25-210 |
 изм
изм К.О
Инсульт
К.О
Инсульт 5
5Модель | Ед. изм | SJBF-44S | SJBF-44L | SJBF-64S | SJBF-84S |
|---|---|---|---|---|---|
Ковка станция | Нет. | 4 | 4 | 4 | 4 |
Ковка сила | килограммы | 15 000 | 15 000 | 45 000 | 75 000 |
Максимум диаметр отсечки. | мм | Φ5 | Φ5 | Φ8 | Φ10 |
Максимум длина обрезки | мм | 55 | 70 | 100 | 110 |
Скорость Спектр | шт / мин | 160–250 | 160–250 | 140–250 | 120–220 |
П. | мм | 10 | 10 | 15 | 26 |
К.О. инсульт | мм | 45 | 65 | 85 | 100 |
Основной ход скольжения | мм | 100 | 100 | 136 | 140 |
Основной мотор | кВт | 11 | 11 | 15 | 22 |
Отрезной умирают размер | мм | Φ20 * 30 л | Φ20 * 30 л | Φ30 * 45 л | Φ35 * 50 л |
Удар размер кристалла | мм | Φ32 * 60 л | Φ32 * 60 л | Φ40 * 90 л | Φ45 * 115 л |
Размер основного кристалла | мм | Φ38 * 60 л | Φ38 * 75L | Φ50 * 110 л | Φ60 * 120 л |
Умереть подача | мм | 48 | 48 | 60 | 80 |
Размер машины (Д * Ш * В) | см | 260 * 170 * 130 | 277 * 185 * 118. | 350 * 200 * 170 | 420 * 230 * 190 |
Машина вес (приблизительно) | Тонна | 5 | 5.5 | 10 | 14 |
Обычный размер болта | мм | 2-4 | 2-4 | 3-6 | 5-8 |
Хвостовик длина бланка | мм | 10-45 | 10-60 | 10-70 | 15-77 |

 К.О
Инсульт
К.О
Инсульт 5
5Модель | Блок | SJBF-104S | SJBF-104L | SJBF-134S | SJBF-134L | SJBF-134LL |
|---|---|---|---|---|---|---|
Ковка вокзал | № | 4 | 4 | 4 | 4 | 4 |
Ковка сила | кг | 85 000 | 85 000 | 120 000 | 130 000 | 130 000 |
Макс. | мм | Φ12 | Φ12 | Φ15 | Φ15 | Φ15 |
Макс. длина обрезки | мм | 135 | 190 | 145 | 200 | 300 |
Скорость Диапазон | шт / мин | 95–180 | 80–150 | 100–160 | 75-130 | 50-90 |
П. | мм | 30 | 30 | 30 | 40 | 40 |
К. О. Инсульт | мм | 115 | 170 | 115 | 170 | 280 |
Главный ход скольжения | мм | 190 | 280 | 200 | 270 | 380 |
Главный двигатель | кВт | 30 | 30 | 30 | 37 | 37 |
Отрезной штамп размер | мм | Φ45 * 59L | Φ45 * 59L | Φ63 * 69L | Φ63 * 69L | Φ55 * 70L |
Пуансон размер матрицы | мм | Φ53 * 115L | Φ53 * 115L | Φ60 * 130L | Φ60 * 130L | Φ60 * 229L |
Размер основной матрицы | мм | Φ75 * 135L | Φ75 * 185L | Φ86 * 135L | Φ86 * 190L | Φ86 * 305L |
Умереть шаг | мм | 94 | 94 | 98 | 110 | 110 |
Размеры машины (Д * Ш * В) | см | 450 * 260 * 210 | 520 * 260 * 230 | 460 * 270 * 200 | 530 * 280 * 230 | 710 * 310 * 260 |
Станок вес (приблизительно) | Тонна | 18 | 21 | 21 | 26 | 38 |
Нормальный размер болта | мм | 6-10 | 6-10 | 8-12. | 8-14 | 8-14 |
Хвостовик длина заготовки | мм | 15-110 | 20–160 | 20-110 | 25–160 | 60-260 |
 диаметр отсечки.
диаметр отсечки. К.О
Инсульт
К.О
Инсульт 7
7Модель | Ед. изм | SJBF-164S | SJBF-164LL | SJBF-164UL | SJBF-204L | SJBF-204LL |
|---|---|---|---|---|---|---|
Ковка станция | Нет. | 4 | 4 | 4 | 4 | 4 |
Ковка сила | килограммы | 220 000 | 220 000 | 230 000 | 380 000 | 380 000 |
Максимум
диаметр отсечки. | мм | Φ18 | Φ18 | Φ23 | Φ22 | Φ22 |
Максимум длина обрезки | мм | 200 | 350 | 510 | 240 | 360 |
Скорость Спектр | шт / мин | 70-110 | 40-70 | 35-50 | 50-90 | 40–65 |
П.К.О Инсульт | мм | 45 | 45 | 60 | 50 | 50 |
К.О. Инсульт | мм | 170 | 320 | 510 | 220 | 320 |
Основной ход скольжения | мм | 260 | 490 | 670 | 346 | 496 |
Основной мотор | кВт | 55 | 55 | 75 | 75 | 75 |
Отрезной умирают размер | мм | Φ60 * 90 л | Φ64 * 100 л | Φ74 * 120 л | Φ75 * 120 л | Φ75 * 120 л |
Удар размер кристалла | мм | Φ75 * 185 л | Φ75 * 185 л | Φ75 * 250 л | Φ90 * 215 л | Φ90 * 215 л |
Размер основного кристалла | мм | Φ100 * 190 л | Φ100 * 345 л | Φ100 * 510 л | Φ125 * 240 л | Φ125 * 345 л |
Умереть подача | мм | 120 | 120 | 120 | 140 | 140 |
Размер машины (Д * Ш * В) | см | 650 * 310 * 260 | 870 * 320 * 300 | 1000 * 320 * 340 | 760 * 320 * 300 | 870 * 320 * 320 |
Машина вес (приблизительно) | Тонна | 43 | 60 | 80 | 62 | 76 |
Обычный размер болта | мм | 10–16 | 10–16 | 12-20 | 12-20 | 12-20 |
Хвостовик длина бланка | мм | 20–160 | 70-310 | 150-490 | 25-210 | 70-310 |

Модель | Блок | SJBF-254SL | SJBF-254LL | SJBF-304L | SJBF-304LL | SJBF-384L |
|---|---|---|---|---|---|---|
Ковка вокзал | № | 4 | 4 | 4 | 4 | 4 |
Ковка сила | кг | 450 000 | 450 000 | 600 000 | 600 000 | 800 000 |
Макс. | мм | Φ28 | Φ28 | Φ36 | Φ36 | Φ42 |
Макс. длина обрезки | мм | 260 | 380 | 400 | 450 | 450 |
Скорость Диапазон | шт / мин | 40-80 | 35-60 | 30-60 | 25-50 | 30-50 |
П. | мм | 40 | 45 | 50 | 60 | 60 |
К. О. Инсульт | мм | 210 | 315 | 330 | 390 | 380 |
Главный ход скольжения | мм | 330 | 510 | 520 | 580 | 570 |
Главный двигатель | кВт | 110 | 110 | 132 | 132 | 200 |
Отрезной штамп размер | мм | Φ80 * 130L | Φ99 * 150 л | Φ118 * 180 л | Φ118 * 180 л | Φ120 * 150 л |
Пуансон размер матрицы | мм | Φ120 * 270L | Φ120 * 270L | Φ140 * 270L | Φ140 * 300L | Φ145 * 320L |
Размер основной матрицы | мм | Φ140 * 250 л | Φ148 * 345L | Φ185 * 355L | Φ185 * 420L | Φ190 * 450 л |
Умереть шаг | мм | 160 | 160 | 200 | 200 | 216 |
Размер машины (Д * Ш * В) | см | 830 * 430 * 330 | 980 * 420 * 350 | 1000 * 470 * 460 | 1100 * 480 * 480 | 1100 * 520 * 400 |
Станок мы |
 диаметр отсечки.
диаметр отсечки. К.О
Инсульт
К.О
ИнсультSMS group — Эффективные решения для заводов, машин и услуг
- SMS group
- О нас
- Миссия / видение
- Менеджмент
- История
- Местоположение
- SMS group Campus
- Соответствие требованиям
- О нас
- Участие в промышленности
- Карьера 2 932 932 932 932 932 932
- Специалисты и менеджеры
- Карьерные послы
- Легкость. NRW
- AddSteel
- ASRA
 NRW
NRW- Все заводы
- Технологическая прокатка
- Первичная прокатка
- Металлургия 932 932 932 932 932 932 932 932 932 Горячее литье / процессы прессования
- Производство труб и труб
- Гальваническое производство
- Чугун и сталь
- Алюминий
- Цветные металлы
- Медь и медные сплавы
- Кремний и специальная металлургия
- 932 932
- Цифровизация
- Техническое обслуживание
- О нас
- Запасные части и логистика
- Техническое обслуживание и ремонт
- Модернизация и модернизация
- Консультации и обучение систем и автоматизации 932 932 932 932 932 932 932 932 Электрооборудование
- Введение
- Продукты и решения
- Plug & Work
- Эксплуатация и визуализация
- Модернизация
- Референции
- X-Pact ® Service
- Дизайн и производство
- Модернизация
- «Под ключ»
- Консультационные услуги
- Обзор
- Обучение технологиям
- Обучение обслуживанию 9323 5
- Тренинги по технологии растений
- Индивидуальные тренинги
- E-Learning тренинги
- Все тренинги
- Ecoplants
- Водоподготовка
- Энергетические и экологические технологии

- Media
- Видеогалерея
- Изображения
- Загрузки
- Пресс-релизы
- Годовой отчет
- Информационный бюллетень
- SMS group connect
- Поиск контактов
- Адреса
- Онлайн-форма
- 932 932 932 932 932 932 932 932 930 Карьера
- Закупки и логистика
- Электронный бюллетень
- EN
- DE
Результаты не найдены.
Страницыпоказать все Продукцияпоказать все Новостипоказать все SMS-журналыпоказать все Событияпоказать все Показать все Контактыпоказать все Скачатьпоказать все Видеопоказать все Курспоказать все Войдите в SMS-группу Connect.