Станок для холодной ковки своими руками: чертежи самодельного
Кузнечное дело – это хобби, которое может приносить существенную прибыль. Как минимум, с помощью такого мужского дела можно создавать красивый интерьерный и приусадебный декор. В настоящее время повсеместно используется технология холодной ковки, которая подразумевает придание определенной формы металлической заготовке методом механического усилия.
Художественная ковка
В продаже можно найти электрический и ручной станок для холодной ковки металла, но даже в механическом исполнении набор кузнечного инструмента стоит не менее 1,5 тыс. долларов. Возникает целесообразный вопрос, можно ли такое оборудование сделать самостоятельно? На практике, оказывается, – да.
Ручное и электрооборудование для холодной и горячей ковки
Что представляет собой конструкция оборудования? Это каркас, который позволяет жестко зафиксировать заготовку, поддающуюся механическому воздействию (ее просто гнут) по заданной форме.
Существует множество элементов и вариантов изгибания металлического профиля, уголка, квадрата или трубы. Самыми популярными являются завитки, улитки, скрученный металлический прут. Это проделывается с помощью специальных сменных форм – улиток, которые крепятся на ручной или электромеханический инструмент в качестве основы.
В самом распространенном случае станок, изготовленный своими руками, должен иметь:
- приспособление для крепления улиток;
- конструкцию для жесткого крепления заготовок;
- радиальную конструкцию для скручивания.
Виды ковки
Основное конструкционное решение должно обеспечивать концентрированное механическое усилие с минимальными трудозатратами для рабочего. Очевидно, что изготовление декоративных изделий из железа требует часто богатырских усилий, особенно, если не усовершенствована механика. По этой причине применяются инструменты с электрическим приводом, что позволяет минимизировать трудовые усилия.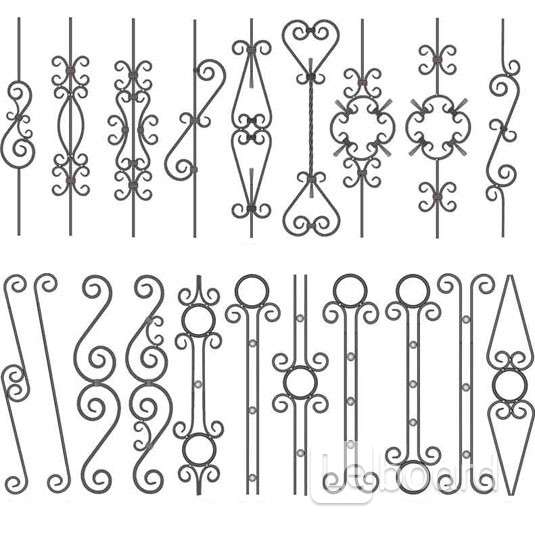
Конструкция станков
Довольно простая реализация может подразумевать целый ряд самодельных конструкционных решений и часто принципиально разные чертежи.
Из них можно всегда выбрать максимально оптимальную модель, отличающуюся:
- низким уровнем трудоемкости и простотой использования;
- низкой стоимостью реализации и простотой;
- небольшими габаритами;
- универсальностью (возможностью использования для нескольких операций).
Насадки для станков
Станки выполняются из черного проката – уголка, листа и профиля, отдельные элементы соединяются с помощью сварки. Оборудование может устанавливаться на стол и иметь тяжелую раму, предварительно закрепленную опору, или подразумевать крепления, которые фиксируются своими руками при установке оборудования на стол.
Изначально стоит начинать с простых станков, затем всегда можно продолжить и конструировать полупрофессиональные станки, которые позволят выполнять больший объем работ. Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Самодельные станки для ковки металла – усовершенствованные:
Самодельный станок
Профессиональное оборудование для холодной и горячей ковки металла:
Горячая ковка
Конструкции и чертежи станков холодной ковки для начинающих
«Гнутик» для гибки металлического прута
Рассмотрим станок холодной ковки для гибки профиля – в дополнении к приспособлениям, с помощью которых изготавливаются завитки (с помощью улиток разных форм). С этим приспособлением выполняется целый ряд видов декоративных элементов – от балконных ограждений, до перил внутренних лестниц, козырьков или решеток.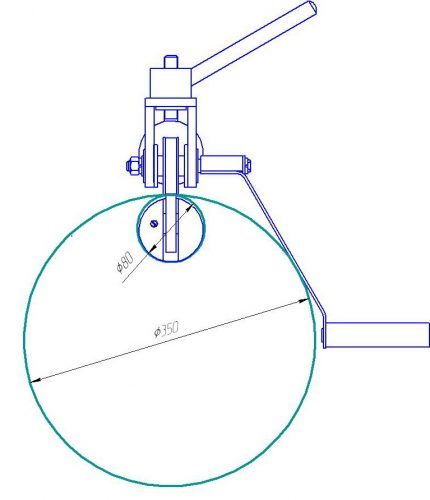
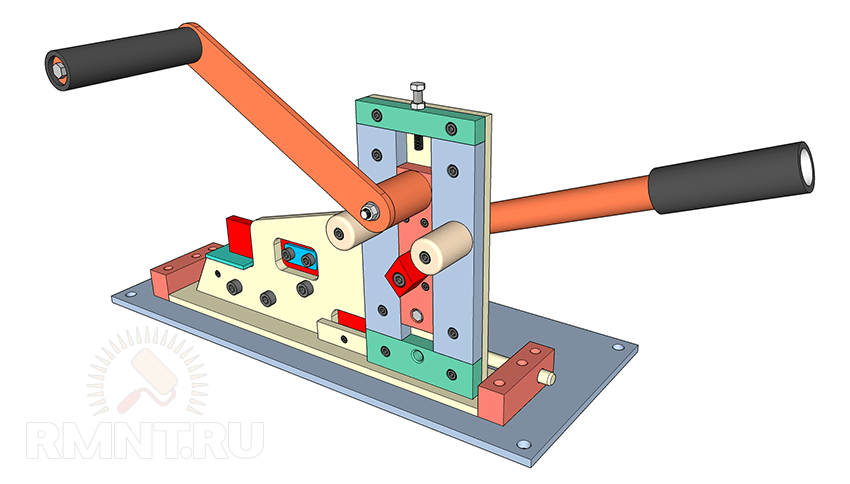
В работе станок выглядит так, как показано на фото:
Чтобы выполнить самодельный вариант, потребуется объемный и обычный чертеж (модель).
Этот вариант холодной ковки фигурных элементов отличается универсальностью, при установке оснастки можно гнуть не только дуги, но и зубцы.
Выполните станок для холодной ковки по чертежам, вы получите внешний вид приспособления как на фото.
«Твистер» для скручивания прутков
«Твистер» – это специальное приспособление, позволяющее скручивать металлические изделия по оси. Используется для квадратных прутков. Модифицированная версия применяется для изготовления декоративных корзинок из металла.
«Твистер» потребуется, чтобы сделать решетки, оградки и мебель. На фото показан самодельный вариант с электроприводом, который также может использоваться вручную.
Для скручивания завитков при помощи улиток
Чертеж для скручивания завитков выглядит следующим образом. Это самый простой в реализации инструмент, который позволит делать необходимый минимум операций, чтобы изготавливать большинство кованых украшений.
В итоге инструмент будет выглядеть так. Он рассчитан на изготовление завитков определенного типа и размера и не отличается универсальностью.
Данный самодельный станок для холодной ковки позволяет изгибать пруты улиткой с поперечным размером до 12 мм.
Описанные варианты кузнечных приспособлений, включая станок-улитка для холодной ковки, позволят самостоятельно изготавливать широкий ассортимент кованых изделий с минимальными затратами на расходные материалы. При желании можно выполнять работу на заказ, так хобби станет прибыльным делом, когда красивый декор можно сделать не только для себя, но и других.
Как сделать станок для холодной ковки. Станки для холодной ковки: назначение, виды, изготовление
Металлические конструкции пользуются большой популярностью при обустройстве частных домов и квартир. Изогнутые изделия приносят необычайный колорит в интерьер и ландшафтный дизайн и позволяют создать очень привлекательную художественную картину.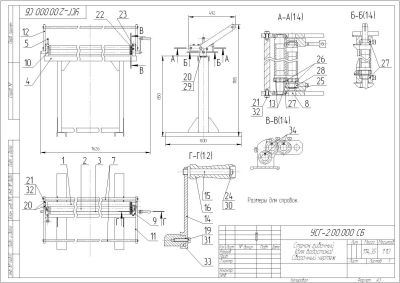 Многие владельцы собственных коттеджей стремятся сделать их уникальными, а для этой цели не подходят штампованные детали. Универсальные и специальные инструменты от производителей стоят достаточно дорого. Поэтому возникает уместный вопрос: как сделать станок для холодной ковки своими руками из подручных материалов.
Многие владельцы собственных коттеджей стремятся сделать их уникальными, а для этой цели не подходят штампованные детали. Универсальные и специальные инструменты от производителей стоят достаточно дорого. Поэтому возникает уместный вопрос: как сделать станок для холодной ковки своими руками из подручных материалов.
Зачем нужен инструмент для холодной ковки?
Процесс холодной ковки отличается большей простотой и безопасностью, чем горячей. В первую очередь за счет того, что не требуется накаливание металла и строгое соблюдение температурного режима на протяжении всей работы.
Самодельный станок для холодной ковки может быть универсальным или предназначенным для изготовки деталей определенного формата. Независимо от того, какой вариант вам больше подходит, изготовленный своими руками инструмент позволит решить несколько задач:
- получение идеальной геометрии деталей для конкретной дизайн-идеи;
- экономия расходов;
- создание полного набора деталей с уникальным узором;
- сэкономить на выборе подходящего помещения — для холодной ковки не требуется особых условий и большого пространства, станок можно установить даже в гараже.

Важно! Перед тем как приступать к разработке чертежа, просмотрите фото готовых станков холодной ковки, чтобы знать, какой вам нужен результат.

Что можно сделать на станке холодной ковки?
Для художественной холодной ковки чаще всего используют мягкие металлы — это:
- дюралюминий;
- медь;
- сталь;
- латунь;
- магниевые сплавы;
- сплавы на основе никеля.
Важно! Выбор конкретного варианта зависит от цветовой гаммы и использованных материалов для всех окружающих предметов в интерьере или на придомовой территории.
Ассортимент возможных изделий из кованого металла не имеет каких-либо ограничений — все зависит от вашей личной фантазии и возможностей. Чаще всего используют ажурные детали для:
- организации лестниц;
- сборки ограждений и заборов;
- установки мангалов;
- украшение каминов;
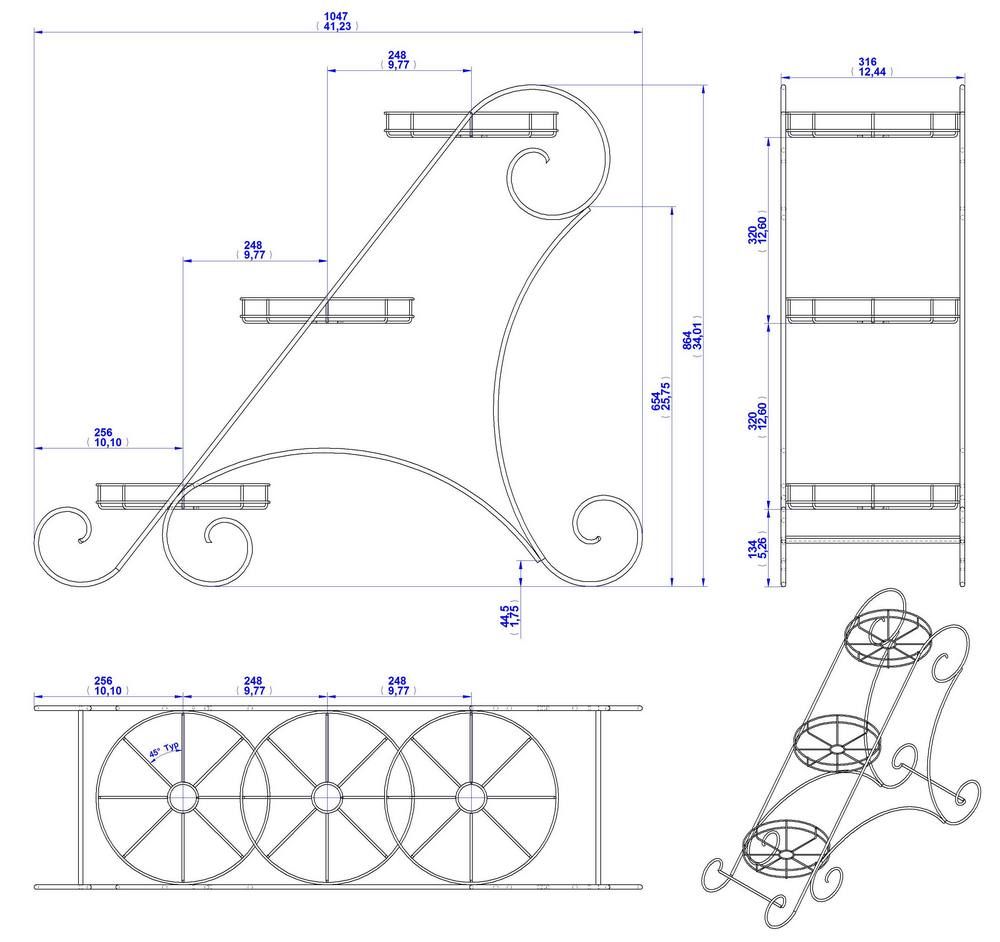
- создания отдельных декоративных элементов — подставок для цветов, украшения стен и т.

Какие бывают станки для холодной ковки?
Разновидностей станков для холодной ковки очень много:
- Гнутик — прибор для изгибания деталей под заданным углом или для дуговой гибки.
- Улитка — шаблон (цельнолитой или со съемными деталями разного размера) для создания спиралевидных элементов.
- Твистер — инструмент, с помощью которого загиб исходной детали делают вдоль оси.
- Волна — с помощью этого станка холодной ковки создают волнообразные детали из прута.
- Инструмент для формовки колец.
- Пресс — для матричного отпечатка с путем прессования.
- Универсальные инструменты для резки, придания объема, клепания.
Важно! Функционировать такие станки могут как с применением ручной силы, так и посредством электродвигателя. Второй вариант позволяет выполнить всю работу немного быстрее, но тоже потребует от работника определенных усилий и навыков.
Как сделать станок для холодной ковки своими руками?
На сегодняшний день существует много конструктивных решений для изготовления самодельного станка холодной ковки. Домашние умельцы используют самые неожиданные инструменты и оборудование для переделки под нужный инструмент. В этой статье ниже вы найдете чертежи наиболее популярных вариантов инструментов для ручной ковки металла и подробные инструкции сборки.
Домашние умельцы используют самые неожиданные инструменты и оборудование для переделки под нужный инструмент. В этой статье ниже вы найдете чертежи наиболее популярных вариантов инструментов для ручной ковки металла и подробные инструкции сборки.
Чертежи станков для холодной ковки
Как сделать станок цельной улитки в домашних условиях?
Очень часто при сборке любых ажурных конструкций из металла используют спиралевидные элементы. Именно для изготовления таких деталей одного размера подойдет этот станок.
Инструменты
Для выполнения работы подготовьте:
- листовую сталь;
- стальные полосы;
- прутки;
- профильную трубу;
- болгарку;
- сварочный аппарат;
- наждак;
- рулетку;
- маркер;
- плоскогубцы;
- бумагу и карандаш.
Инструкция сборки цельного станка
Чтобы получить в результате своей работы надежный инструмент с подходящими параметрами, действуйте так:
- Сделайте на бумаге рисунок будущей спирали на 3 витка.
- Выверьте параметры таким образом, чтобы в резьбу вставлялся армирующий прут сечением в 10 мм.
- Вырежьте из листа стали 2 пластины: одна — 100*100 мм, вторая — 130*130 мм.
- Сделайте 3 отрезка длиной 7 см из профильной трубы.
- Подготовьте 3 полосы стали и 3 см прута.
- Все детали предварительно обработайте по краям наждаком, чтобы убрать заусенцы по срезу.
- Изогните стальную полосу по шаблону — легче всего это сделать плоскогубцами. В итоге у вас должно получиться 3 спиральные пластины разной длины.
- Приварите все детали по схеме, установив в начало самой короткой спирали пруток — он обеспечит надежную фиксацию.
- Самой последней приварите по центру снизу профильную трубу.
Важно! Очень ответственно выполняйте все сварочные работы — от качества фиксации напрямую зависит износостойкость инструмента.
Видео
В результате выполненных работ у вас получится такой станок для холодной ковки, как в ниже приложенном видео. Там же вы можете наглядно просмотреть последовательность ваших действий при сборке.
Там же вы можете наглядно просмотреть последовательность ваших действий при сборке.
Как сделать станок наборной улитки?
Основа конструкции наборной улитки мало чем отличается от предыдущего станка. Также потребуется вырезать из стального листа основу-пластину, на которую будут в дальнейшем крепиться наборные детали. Дальше сделайте следующее:
- Из стальной пластины сформируйте плоскогубцами центральный (начальный) элемент для загиба спирали.
- Прикладывайте полосы к основе и отмечайте маркером на подложке места отверстий для сверления — в них вы будете затем фиксировать разные детали комплекта.
- Зачистите все срезы на заготовках наждаком.
- Приварите центральный элемент к основе или закрепите на этой детали фиксаторы из прутков и просверлите дырку в месте установки.
- Приварите профильную трубу и пруток.
Важно! Учтите, что при изготовлении этого станка для холодной ковки очень важно максимально четко выдержать все параметры заготовок и обозначить места их будущего крепления.
В противном случае у вас не получится ажурная деталь нужного размера.
 В противном случае у вас не получится ажурная деталь нужного размера.
В противном случае у вас не получится ажурная деталь нужного размера.Видео
В готовом виде ваша улитка будет выглядеть следующим образом.
Как сделать станок торсион?
Для такого инструмента холодной ковки подготовьте:
- листовую сталь;
- тиски;
- болгарку;
- крепежи — гайки с болтами;
- понижающий редуктор;
- электродвигатель;
- цепь;
- сварочный аппарат;
- двутавр.
Чтобы быстро собрать станок, придерживайтесь следующей последовательности действий:
- Возьмите в качестве основы двутавр.
- Приварите с одной стороны к нему стальной лист.
- К нему закрепите тиски — приварите и закрепите болты с гайками.
- К тискам приварите пластины сверху и снизу — это исключит выскальзывание металла при натяжении.
- С другой стороны двутавра закрепите ролики, а на них установите платформу.
- Сверху на этой конструкции установите и закрепите еще одни тиски, но с подвижной центральной частью.
- Сверьте, чтобы оба узла по разные стороны двутавра располагались на одной высоте.
- Приделайте ручку из стальных прутков — обод, прокручиванием которой вы и будете загибать металл.
- Соедините асинхронный двигатель с понижающим редуктором болтами.
- С обратной стороны рабочего узла — обода штурвала, торсиона протяните цепь.
- Закройте ее кожухом из стали.
Важно! В результате такой работы у вас получится станок с 2-мя блоками, один из которых неподвижный, второй — подвижный.

Видео
В этом видео наглядно показана конструкция торсиона к собранном виде и принцип работы на таком станке. Внимательно ознакомьтесь с ним, чтобы облегчить себе работу.
Заключение
Как вы уже убедились, при наличии элементарных навыков работы с инструментами и четкой разработке предварительного чертежа станка, собрать его несложно. Правильно поставьте цель, выберите подходящий тип конструкции и смонтируйте инструмент, действуя последовательно. В этом случае качественный результат вам гарантирован — вы легко сделаете все ажурные детали из металла для украшения своего дома.
Правильно поставьте цель, выберите подходящий тип конструкции и смонтируйте инструмент, действуя последовательно. В этом случае качественный результат вам гарантирован — вы легко сделаете все ажурные детали из металла для украшения своего дома.
Холодная ковка станки своими руками
Холодная ковка своими руками – это тема, которая в настоящее время обсуждается достаточно часто. При этом подобный вопрос интересует не только новичков в данной области, но также специалистов, так как на данный момент присутствует достаточно стремительное развитие разнообразных технологий. Для того чтобы более подробно ознакомиться с информацией такого плана, достаточно посетить соответствующий электронный ресурс, где, как правило, представлены чертежи станков для холодной ковки.
Что такое холодная ковка металла
Если предположить, что таким вопросом, как холодная ковка своими руками интересуется не специалист, но человек, который хочет попробовать себя в данном процессе, то прежде чем изучать чертежи и делать станки своими руками, стоит узнать положительные характеристики и недостатки декоративной, холодной ковки.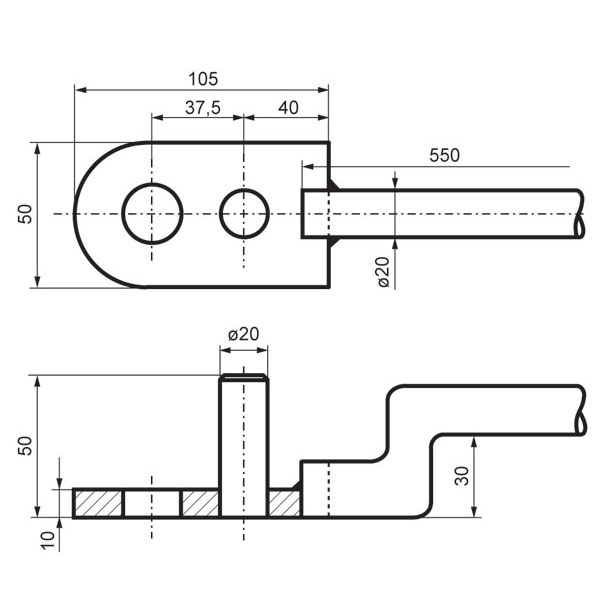
Для начала важно обратить внимание, что холодная ковка не имеет ничего общего с самим процессом ковки. Но данные работы осуществляются с одной общей целью – создание привлекательной, декоративной, конструкции, украшенной художественной ковкой. Если создать своими руками самодельные станки для ковки, к которым можно смело отнести гидравлический аппарат, пресс для ковки, молот и иные комплектующие, можно создать для своего загородного дома или квартиры довольно симпатичные изделия. С их помощью можно выгодно украсить интерьер помещения и прилагаемую территорию. При этом холодная ковка своими руками, произведенная на самодельных станках для холодной ковки не потребует траты большого количества материальных средств.
Полученные умения помогут не только оформить в помещении привлекательный декор, но также появится возможность открыть свой небольшой бизнес. Здесь все достаточно просто, так как все что необходимо – изучить тщательно все чертежи, а затем на их основании создать универсальный, гидравлический или иной самодельный станок, предназначенный для художественной ковки.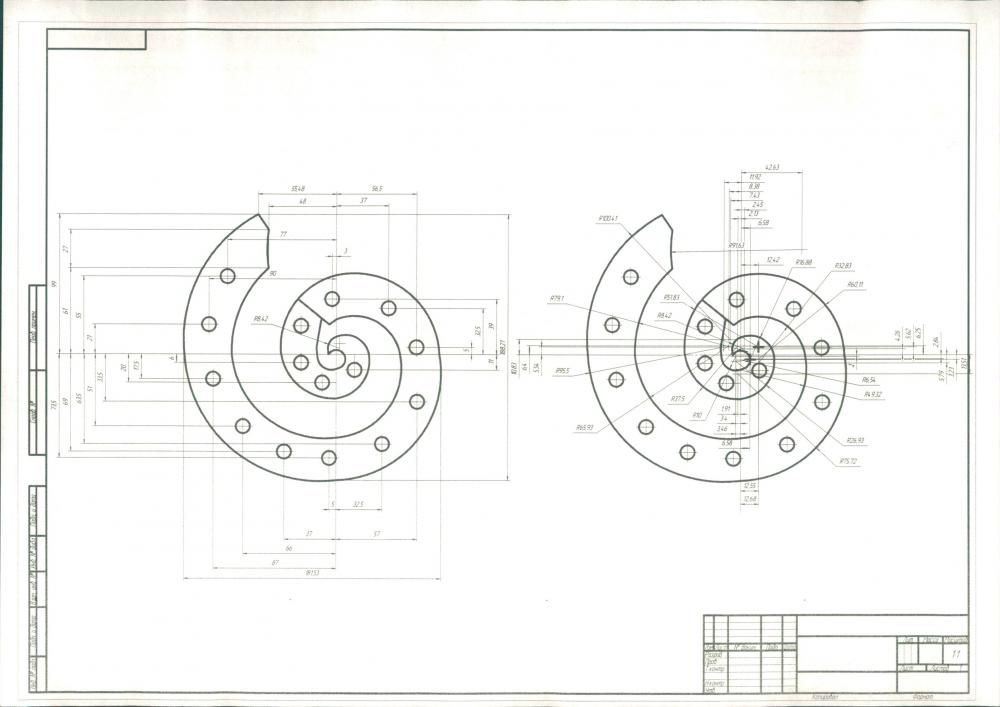 Именно по той причине, что подобный процесс не имеет ничего общего с обычной кузнечной ковкой, не потребуется никакого сложного оборудования. Все что потребуется – приобрести необходимые комплектующие и изготовить универсальный самодельный станок.
Именно по той причине, что подобный процесс не имеет ничего общего с обычной кузнечной ковкой, не потребуется никакого сложного оборудования. Все что потребуется – приобрести необходимые комплектующие и изготовить универсальный самодельный станок.
По сути, холодная ковка представляет собой процесс сгибания достаточно тонкого проката металла, причем предварительного нагревания для этого не потребуется. Для того чтобы осуществить данный процесс, потребуется изучить чертежи и соорудить минимум три устройства — самодельные станки. Сделать их совершенно не сложно даже тому человеку, который совершенно не имеет опыта, но знает, что представляет собой обычный металлический прут.
Что можно сделать посредством холодной ковки
Используя самостоятельно выполненный пресс, гидравлический аппарат, молот и иные самодельные станки можно изготовить такие изделия, как ажурный привлекательные, художественные решетки, заборы и иные ограждения. При открытии бизнеса данного направления можно быть уверенным в быстрой окупаемость продукции, так как стоимость сырья мала, комплектующие, пресс, молот и иные станки также по стоимости не такие дорогие.
При открытии бизнеса данного направления можно быть уверенным в быстрой окупаемость продукции, так как стоимость сырья мала, комплектующие, пресс, молот и иные станки также по стоимости не такие дорогие.
После того, как тщательно изучены чертежи станков и иного оборудования, а также найдено помещение, где можно установить пресс, молот и гидравлический аппарат, можно начать изготавливать продукцию из металла. Кроме ограждения и заборов есть возможность производить такие вещи, как:
— элементы лестницы;
— мангалы;
— наборы для каминов;
— подставки для цветов и иные предметы, посредством которых можно оформить декор помещения.
Продукция, выполненная посредством художественной ковки во все времени будет пользоваться спросом.
Основные особенности производственного процесса
Производственный процесс, касающийся такого процесса, как художественная ковка, имеет несколько преимуществ. Прежде всего, это минимальные затраты на оборудование, потому продукция такого плана, предназначенная для того чтобы оформить декор помещения и территории, по стоимости довольно доступна. Если произвести самостоятельно такие вещи для художественной ковки, как молот, пресс, гидравлический аппарат, все примерно от недели до месяца окупится. Производственный процесс холодной ковки, который обеспечивает привлекательный декор, можно организовать в каком угодно помещении, так как нет необходимости нагревать металл. Самостоятельно выполненные станки при необходимости можно в течении одного дня транспортировать на другое место.
Если произвести самостоятельно такие вещи для художественной ковки, как молот, пресс, гидравлический аппарат, все примерно от недели до месяца окупится. Производственный процесс холодной ковки, который обеспечивает привлекательный декор, можно организовать в каком угодно помещении, так как нет необходимости нагревать металл. Самостоятельно выполненные станки при необходимости можно в течении одного дня транспортировать на другое место.
Для того чтобы начать выпускать продукцию, выполненную из металла, не требуется наличия определенных знаний и навыков, так как освоить пресс, молот и иной необходимый аппарат довольно просто. Также низкая стоимость является преимущественной, так как при самостоятельном изготовлении оборудовании, затраты будут примерно в 10 раз меньше, приобретенного. Достаточно изучить специальные схемы, приобрести на их основании необходимые комплектующие и сделать по ним такой аппарат, как пресс, молот и можно оформить декор не только своего помещения, но также пустить продукцию на поток, получив при этом серьезную прибыль. Холодная ковка своими руками отличается простотой, при этом декор имеет высокие показатели привлекательности, а также присутствуют высокие показатели практичности.
Холодная ковка своими руками отличается простотой, при этом декор имеет высокие показатели привлекательности, а также присутствуют высокие показатели практичности.
Лосиная кузница
Старая книжная полка
Ниже представлена коллекция книг по различным аспектам кузнечного дела, которые доступны для скачивания или чтения в Интернете.
Официальные публикации правительства США
«Работа правительства Соединенных Штатов, согласно определению закона об авторском праве Соединенных Штатов, — это работа, подготовленная должностным лицом или служащим» федерального правительства «в рамках официальных обязанностей этого лица». В целом, согласно разделу 105 Закона об авторском праве, такие произведения не подлежат защите авторских прав на национальном уровне в соответствии с законом U.закона S. и, следовательно, являются общественным достоянием».
«Этот закон применяется только к внутреннему авторскому праву США, поскольку это является частью федерального закона США. Правительство США утверждает, что оно все еще может владеть авторскими правами на эти произведения в других странах».
Правительство США утверждает, что оно все еще может владеть авторскими правами на эти произведения в других странах».
«Публикация произведения, охраняемого иным образом правительством США, не делает это произведение общественным достоянием. Например, правительственные публикации могут включать произведения, защищенные авторским правом подрядчиком или получателем гранта; материалы, защищенные авторским правом, переданы США.С. Правительство; или защищенная авторским правом информация из других источников.»
Базовое кузнечное дело- Основы кузнечного дела — введение в изготовление инструментов из местных материалов
Дэвида Харриса и Бернхарда Хеера - Кузнечная мастерская — устройство и оборудование — ковка крюков и сварка цепей; Справочник машин 61
- Практическое кузнечное дело в иллюстрациях (авторское право 1891)
- Руководство по ковке с практическими инструкциями по ручной ковке из кованого железа, машинной стали и инструментальной стали; Ковка; и термическая обработка стали, включая отжиг, закалку и отпуск (авторское право 1919)
- Заметки по практике кузнечного цеха — курс для средних школ (авторское право 1910)
- Металлоконструкции декоративные – некоторые аспекты дизайна и техники
- Фермерское кузнечное дело (авторское право 1901)
- Кузнечное дело и термообработка стали (авторское право 1919)
- Ручная ковка и декоративные изделия из кованого железа (авторское право 1911)
- Справочник по машинам для механических цехов и чертежных цехов (авторское право 1915)
- The Smith’s Pocket Companion — содержит полезную информацию и таблицы по железу и стали для использования Smiths and Steel Workers (авторское право 1883)
- Обработка стали и правка инструментов — руководство с практической информацией для кузнецов и всех других рабочих по стали и чугуну (авторское право 1914)
- Учебник по передовой работе с машинами — подготовлен для учащихся технических, ремесленных и ремесленных училищ, а также для учеников в мастерской (авторское право 1915)
- Полный практический механик: работа на токарном станке, работа с тисками, сверление и сверление, метчики и штампы, закалка и отпуск, изготовление и использование инструментов, заточка инструментов, разметка и т. д.(авторское право 1887)
- Эталонная серия машин
 д.(авторское право 1887)
д.(авторское право 1887)Кузнечное ремесло, Декоративные изделия из металла, Декоративные изделия из металла, Ремесло Тэтчер, Руководство кузнеца, иллюстрированное Лиллико, Каталог рисунков: Ворота из кованого железа, Каталог рисунков для кованых изделий, Каталог рисунков: Флюгеры
Мама, смотри, что я еще нашла!
Немецкий станок для художественной ковки.Станки для художественной ковки. Основные приспособления и машины
Профессионально занимается художественной ковкой? Вы изготавливаете (или только планируете открыть свой бизнес и производить) сложные изделия из кованых элементов (заборы, ворота, ограды, заборы, перила, решетки, навесы и козырьки, мангалы, подставки для цветов, кованая мебель и скамейки и т.д.)? Тогда вы посетили наш сайт! Наша компания может предложить Вам полный спектр качественного оборудования для художественной ковки BlackSmith , официальным дилером которого является наша компания — Невское оборудование !
Каталог станков и оборудования BlackSmith. можно посмотреть и скачать :
можно посмотреть и скачать :
Примеры художественной продукции:
Краткие видеообзоры кузнечных инструментов и станков:
Полный спектр ручного инструмента для холодной и художественной ковки. Это надежный и качественный инструмент: для гибки завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов методом ручного прессования, для гибки уголков и колец, для изготовления декоративных «корзиночек». и торсионные, для стягивания и растяжения краев листового металла и т. д.д.
Нагреватели индукционные кузнечные для быстрого локального нагрева заготовок при последующей ковке или термообработке стальных деталей. Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем. Нагрев подходит для изделий из токопроводящих материалов. Основным преимуществом данного оборудования является высокая скорость нагрева деталей, а также то, что оно дает возможность нагревать определенную часть заготовки.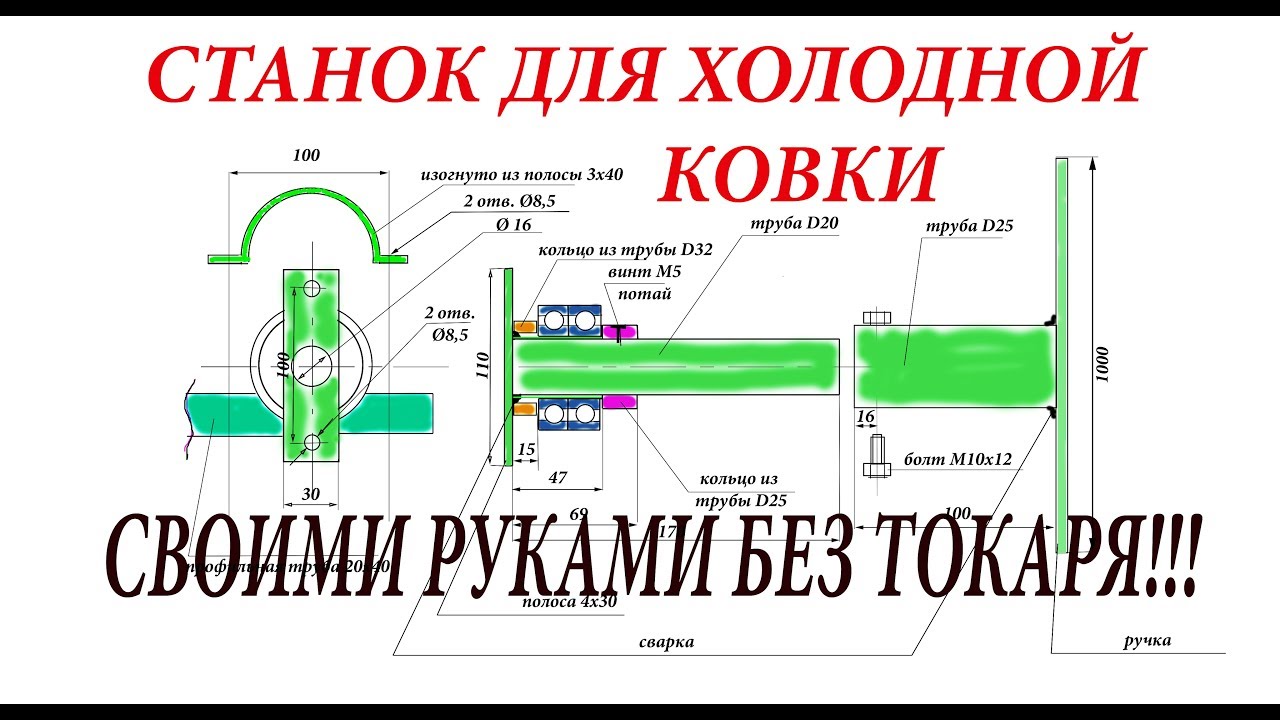
Целый ряд различных станков для холодной и художественной ковки изделий.Используется в серийном и мелкосерийном производстве поковок. Это специализированные многофункциональные машины для:
- художественный прокат I. гибкие локоны;
- продольное скручивание и кручение;
- кольца гибочные изготовление «лапок» и «корзинок»;
- Трубы насосные Прокат «Ребордс» на профильные трубы;
А также станки для гибки и резки стержня, квадрата, гидравлический пресс для штамповки различных кованых элементов (например, «БАЛАСИН») и др.
Серия клиновидных молотков с пневматическим приемом (масса падающих частей от 16 до 25 кг). Будет полезен как в небольших мастерских, так и на коричневом производстве в качестве вспомогательного оборудования для ковки поковок из черных, цветных металлов и сплавов. Главная особенность данных Молотова: простота и надежность, удобная система управления, высокая частота и точность удара, а также, что немаловажно, низкая цена (одна из самых низких для кузнечного оборудования).
Отлично! Текст на зеленом фоне — к хорошим новостям 🙂
Станки для холодной ковки металлов.
Компания Фэнтези является официальным дилером по продаже станков для холодной ковки металла.Имеется собственный склад в Москве по адресу ул. Вересаева дом 18, стр.1, где покупатель может выбрать кузнечное оборудование для холодной ковки, устроив в его технических характеристиках.
Предлагаем ручные станки для холодной ковки металла «Каро-Универсал», Сталекс, Кузнец для гибки элементов ажурных металлических изделий из полосы, прутка, квадрата.
С помощью ручного инструмента без нагрева можно изготовить детали художественных изделий из металла по типу решеток и ограждений, предметов интерьера.
Инструмент прост в обслуживании, не предусматривает электропривод.
Ручной инструмент может применяться в промышленных и индивидуальных частных производствах, как в стационарных условиях, так и в дороге, что особенно удобно при выполнении отдельных заказов и восстановительных работ.
Инструмент ручной работы позволяет из полосы, бруска, квадрата различного сечения без нагрева изготавливать дугообразные, кольцевые, криволинейные витые заготовки, производить резку и клепку металла.
Предоставляем Вам возможность освоить изготовление настоящих металлических изделий под «ковку» в домашних условиях, которые будут радовать глаз своим дизайном, а разнообразие сборных форм — его бесконечность.
Широколинейное оборудование.
Бизнес-задачи:
- Организация производства элементов художественной ковки и готовых изделий;
- Получение максимальной прибыли при минимальных трудозатратах.
Наше понятие «законченное дело» включает:
- Рекомендации по подбору оборудования;
- Рекомендации для промышленной зоны;
- Образцы готовой продукции;
- Расчет затрат и прибыли.
На сегодняшний день элементы художественной ковки применяются повсеместно при изготовлении заборов, ограждений, оконных решеток, садовой мебели и прочего. Не секрет, что для быстрого изготовления изделий массового спроса, украшенных художественной ковкой, выгодно применять стандартные элементы декора. Как правило, эти элементы изготавливаются методом «холодной» ковки – и их закупочная цена, даже при обширном рынке сбыта, устраивает высокая. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки все более привлекательным.
Не секрет, что для быстрого изготовления изделий массового спроса, украшенных художественной ковкой, выгодно применять стандартные элементы декора. Как правило, эти элементы изготавливаются методом «холодной» ковки – и их закупочная цена, даже при обширном рынке сбыта, устраивает высокая. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству кузнечных изделий методом холодной ковки все более привлекательным.
Продажа готовых металлических изделий, а также оказание услуг по металлообработке — вид бизнеса, который вполне по силам малым и средним предприятиям, т.к. при правильном подборе оборудования не требует больших капитальных вложений и значительных производственных площадей.
Для организации современного и технологичного производства кузнечных элементов предлагаем безкузовное оборудование купить несколько вариантов комплектации мастерской. Очень важно охватить максимально широко выполняемые операции – по изготовлению элементов различных форм и размеров.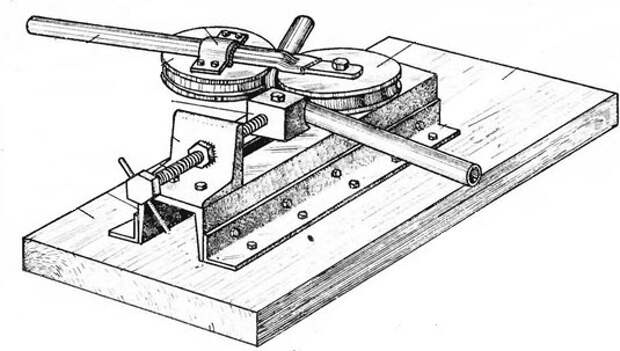 В зависимости от выбранного вами оборудования список выпускаемой продукции будет меняться.
В зависимости от выбранного вами оборудования список выпускаемой продукции будет меняться.
Кроме того, по вашему желанию любой комплект может быть переформирован (в случае наличия других единиц оборудования на нашем складе).
Предлагаю 3 варианта набора кузнечных Для изготовления кузнечных элементов различных форм и размеров.
На наших инструментах и станках можно изготавливать различные изделия: Улитки, кольца, торсионы, «корзинки», пики, «гусиные лапки», арки и арки, прижимы, текстурное нанесение; Также комплекты для комплектации готовой продукции (секции ограждений, лестниц, перил).
В зависимости от выбранного вами оборудования будет меняться список товаров, а также варианты готовых изделий.
Вариант 1: Покупка оборудования на сумму 77500 руб. Выручка от 158 000 рублей в месяц.
Вариант 2: Покупка оборудования на сумму 643250 руб. Выручка от 775110 руб. в мес.
Вариант 3: Приобретение оборудования на сумму 1529700 руб. Выручка от 1281490 руб. в мес.
Выручка от 1281490 руб. в мес.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды устройств и фигурки, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать цех холодной ковки и хотите избежать больших затрат, самостоятельное изготовление станков и приспособлений поможет создать свой небольшой бизнес без чрезмерных затрат.
Основные приспособления и машины
Станки холодной ковкипредназначены в основном для гибкой дуги или угла, а также для скручивания. Они могут быть ручными или с электроприводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарик
Устройство «Гнутик»
Купленный или изготовленный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол стержня. Представляет собой основание с ползунком, который ориентируется под углом (90° или другим, по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся в сторону, противоположную углу.
Представляет собой основание с ползунком, который ориентируется под углом (90° или другим, по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся в сторону, противоположную углу.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия устройств GNUTIC — вертикальное расположение
Чтобы сжать габариты, подведите нижнюю линию днища этой «Гнутки».
Планка Нижняя
Это универсальное устройство. С помощью насадок на него можно не только гнуть, но и резать, и прокалывать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Конфетке»
Взгляд на «Candy»
Так выглядит самодельный «Гнутик»:
Устройство «Твистер»
Твистер — инструмент для скручивания стержней, преимущественно квадратного сечения, вдоль продольной оси. Это простое приспособление может быть ручным и с электроприводом.Принцип действия: Оба конца стержня фиксируются, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Это простое приспособление может быть ручным и с электроприводом.Принцип действия: Оба конца стержня фиксируются, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Внешний вид покупки ручной «Твистер»
Посмотрите фото самодельного «твистера» с электроприводом, собранного с использованием бывшего в употреблении электрооборудования:
Для изготовления «фонариков» и «конусов» есть специальный станок, но для начала можно и «твистер», как показано на видео (англоязычный, но все предельно понятно).
Видео: Как сделать заготовку под «фонарик» на «Твистер»
Устройство «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Существуют различные конструкции.
Один из вариантов оформления: 1 — Улитки ЛЕМЕх; 2 — основание машины; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — палец для фиксации лемхеов; 7 — канавки под родной валик; 8 — рычаг управления осью; 9 — пружина прижимного ролика; 10 — фиксатор заготовки; 11 — Улитка Лемче Лемех; 12 — главная ось; 13 — Рычаги
В итоге должно получиться вот такое устройство:
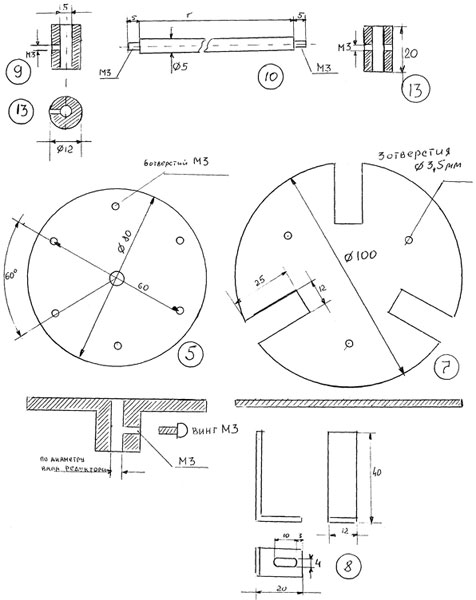
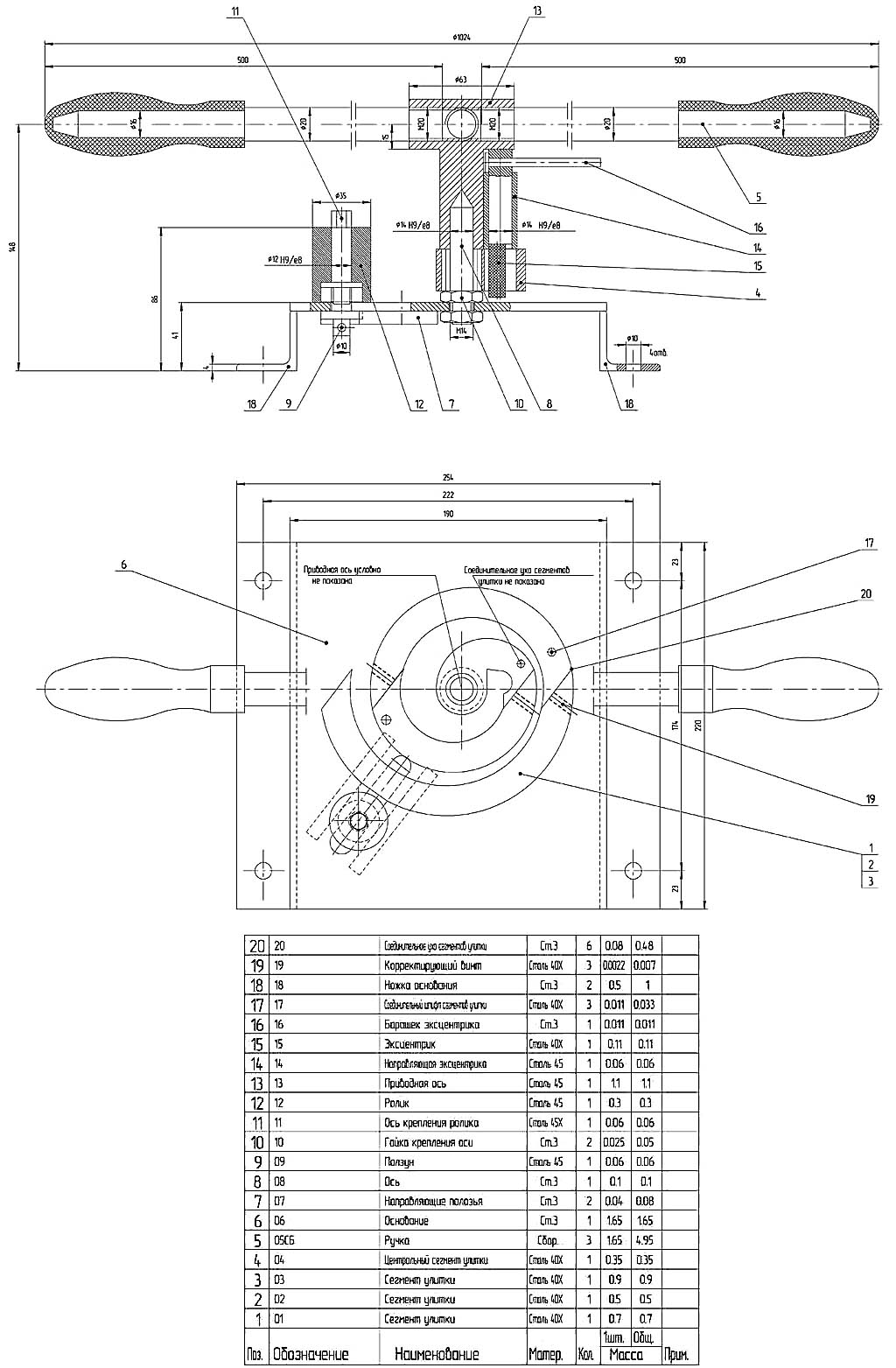
Другая облегченная конструкция для гибки проката сечением до 12 мм:
1 — Сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющая полироли; 6 — ось; 7 — ползунок; 8 — Осевая гайка; 9 — ролик крепления оси; 10 — ролик; 11 — ось привода; 12 — направляющий эксцентрик; 13 — центральный сегмент улитки; 14 — штанги эксцентрика; 15 — основная ножка; 16 — штифт соединительных сегментов стойла; 17 — корректирующий винт; 18 — Соединительная проушина сегментов улитки
Часто устройство «улитка» делается на опоре, особенно если нужно согнуть толстый прокат.
Несколько полезных видеоматериалов по самодельным станкам «Улитки».
Производство улиток
Рабочая машина
Подробнее о таких конструкциях мы поговорим ниже.
Прибор «Глобус»
Такое приспособление похоже на школьный транспорт и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала один конец заготовки фиксируется сгибом, затем он сгибается по всей длине шаблона.Принцип действия чем-то похож на работу запайщика для консервации.
Внешний вид устройства
О видеоработе на «Глобусе»
Исключительно мускульной силой можно изготовить дугу большого диаметра по шаблону, прикрученному или приваренному к верстаку. Полоса хорошо гнётся, труба тонкостворчатая и т.д.
Шаблон
Устройство «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубы можно на аппарате «Волна».Деформация заготовки происходит между вертикальными валками путем прокручивания.
Приспособление для волн и полученные продукты
Устройство в действии
Крепление «фонарик»
На данном станке изготавливают заготовки элементов «фонариков» или «конусов», которые могут состоять из 4, 6, 8 и более стержней. По принципу работы машина похожа на «Твистер», но здесь заготовки огибают направляющий вал, что формирует более правильную и точную конфигурацию изделия.
Крепление «фонарик»
Приспособление для изготовления «фонарика»
Крепление для элемента холодной ковки «ЧОМУТ»
Элемент холодной ковки «ЧОМУТ» предназначен для крепления между другими элементами конструкции.
Устройство для гибкости «Зажим» может быть выполнено по прилагаемым чертежам.
Устройства для выполнения «гусиных лапок»
«Гусиная лапка» — рихтовка с нанесением красивых нот на концах заготовок для придания большей изящности конструкции или с целью уменьшения толщины при различных соединениях.
Торцы элементов украшены «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или устройством и тяжелым кузнечным молотом на наковальне. Оба варианта мы приводим в виде видеоматериалов.
Станок для изготовления «гусиных лапок»
Приспособление для ковки «Гусиницы»
Подробный процесс изготовления штампа
Под прокатным станком для выполнения той же операции.
Станок для прокатки «гусиных лапок» (расстояние между роликами регулируется).Материалы для прокатного станка: шестерни и валы — Запчасти от комбайна б/у
Принцип действия
Продукция «Улитка» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для стрелы максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт/1000 об/мин работает на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улиток вытягивают из круглой заготовки ст. 45 без термической обработки высотой 25 мм и толщиной 20 мм. На валу на подшипниках от заднего колеса мотоцикла — 7204 прибита улитка. Опорный ролик закреплен на качке в канавку. Шкивы устанавливаются между двигателем и коробкой передач.
Выполняет 6 оборотов вала в минуту. Сегменты улиток вытягивают из круглой заготовки ст. 45 без термической обработки высотой 25 мм и толщиной 20 мм. На валу на подшипниках от заднего колеса мотоцикла — 7204 прибита улитка. Опорный ролик закреплен на качке в канавку. Шкивы устанавливаются между двигателем и коробкой передач.
Ниже приведены чертежи сегментов улиток.
Элемент улитка 1.
Элемент улитка 2.
Элемент улитки 3.
Центральный элемент Улитка
Для более массивного штока (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об/мин, дающая выходную мощность на вал около 10 об/мин. Это машина для профессионального использования. Применен редуктор б/у, матрица вырезается из заготовки толщиной 30 мм — наиболее трудоемкий процесс.
Для холодной ковки также понадобятся наковальня и молот. Гора не нужна, она нужна только для горячих кузниц.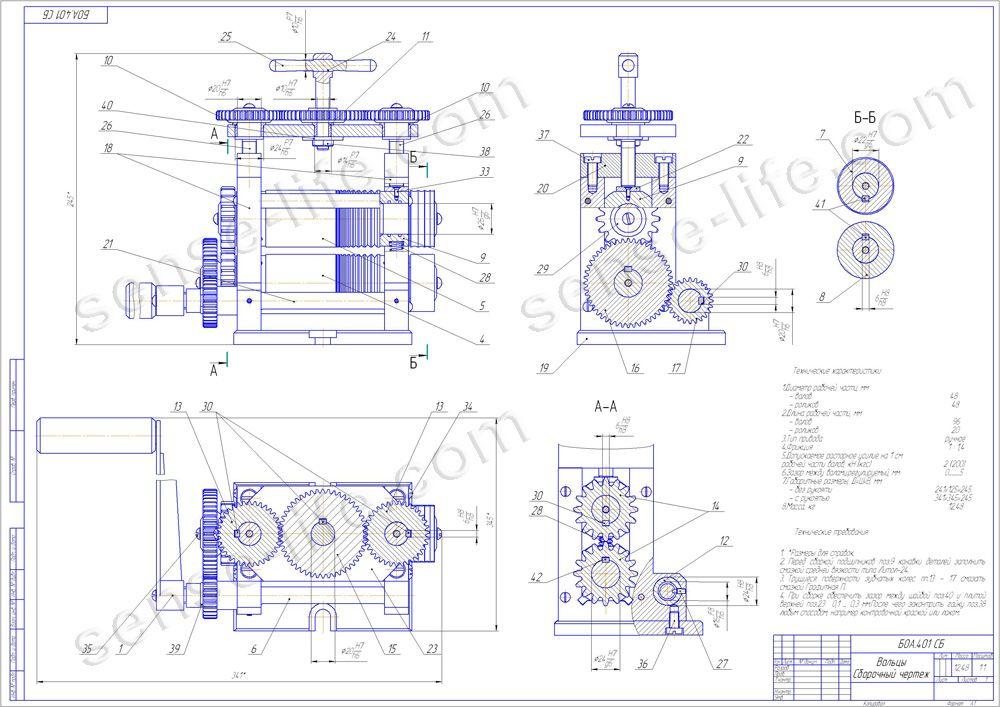
Совет! Перед началом работы нарисуйте эскиз будущей конструкции к разновидности. Он поможет подогнать элементы и не перепутать при сборке.
Издавна люди научились изготавливать из металла изящное фасонное изделие. Это могут быть подходящие фонари, козырьки, элементы каминов, кованая мебель, навесы и ограждения.До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без теплового нагрева. Преимущество ручной холодной ковки в том, что теперь для работы с металлом не обязательно владеть какой-то сложной техникой и прилагать физические усилия. Достаточно будет знать, как работает оборудование, и как им правильно пользоваться.
Оборудование для холодной ковки металла ручной работы
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные приспособления.
С помощью различного ручного оборудования для ковки можно делать отдельные декоративные элементы и собирать сложные кованые конструкции в виде заборов, калиток, ворот и т.д.
Ручной инструмент для ковки. Цена
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой. Наиболее доступной в использовании является цена ручного инструмента для холодной ковки, купить который можно в специализированных магазинах.
Ручная машинка для гибких локонов Минконсолидации В. 1 Позволяет изготавливать базовые кованые изделия различной конфигурации. В его комплект входит опора для работы с длинными заготовками, прижимные эксцентрики для квадрата и полосы, оправка для изготовления завитков. Цена оборудования от 19 700 руб.
Ручной инструмент продольного закручивания МЗ-Т Р. Создан для работы в бытовых условиях. Применяется чаще всего с целью изготовления разного рода решеток, металлических кованых заборов, перил, при отделке лоджий и балконов.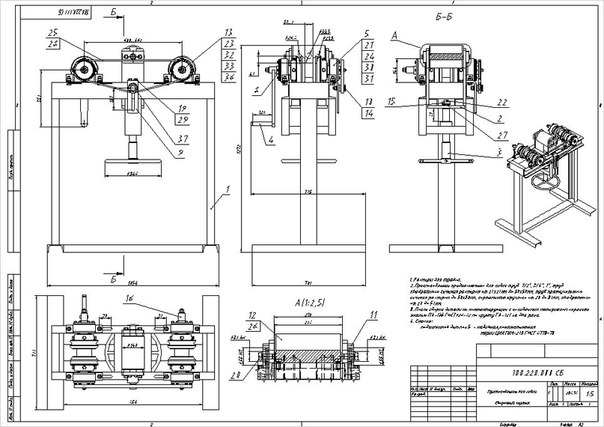 В комплект с устройством входят специальные оправки для скручивания квадратов и полос. Стоит МЗ-Т Р 16 920 рублей.
В комплект с устройством входят специальные оправки для скручивания квадратов и полос. Стоит МЗ-Т Р 16 920 рублей.
Ручное оборудование МВ20-12. С помощью которого гибкие металлические элементы гибки с малым сечением (полосы, стержни, проволока и т.п.). Подходит для лепки и других работ с тонким материалом. Цена станка МВ20-12 — 6 390 руб.
МВ10-6 — Это небольшой ручной инструмент, которым удобно сгибать металл в кольцо или дугу. Его используют при изготовлении подставок для цветов, бра, люстр и других светильников.Используются полосы и стержни, проволока из черного или цветного металла диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок был оснащен ручкой длиной 340 мм и верхним роликом с точной регулировкой. Такое оборудование пригодится самодельщикам при создании ажурных изделий и металлоконструкций, мастерам по художественному металлу, кустарям, школам. Это mV10-6 — 9 045 руб.
Ручной станок МО5-GX Предназначен для легкого и быстрого изготовления наиболее популярных в поковке элементов — «хомутов».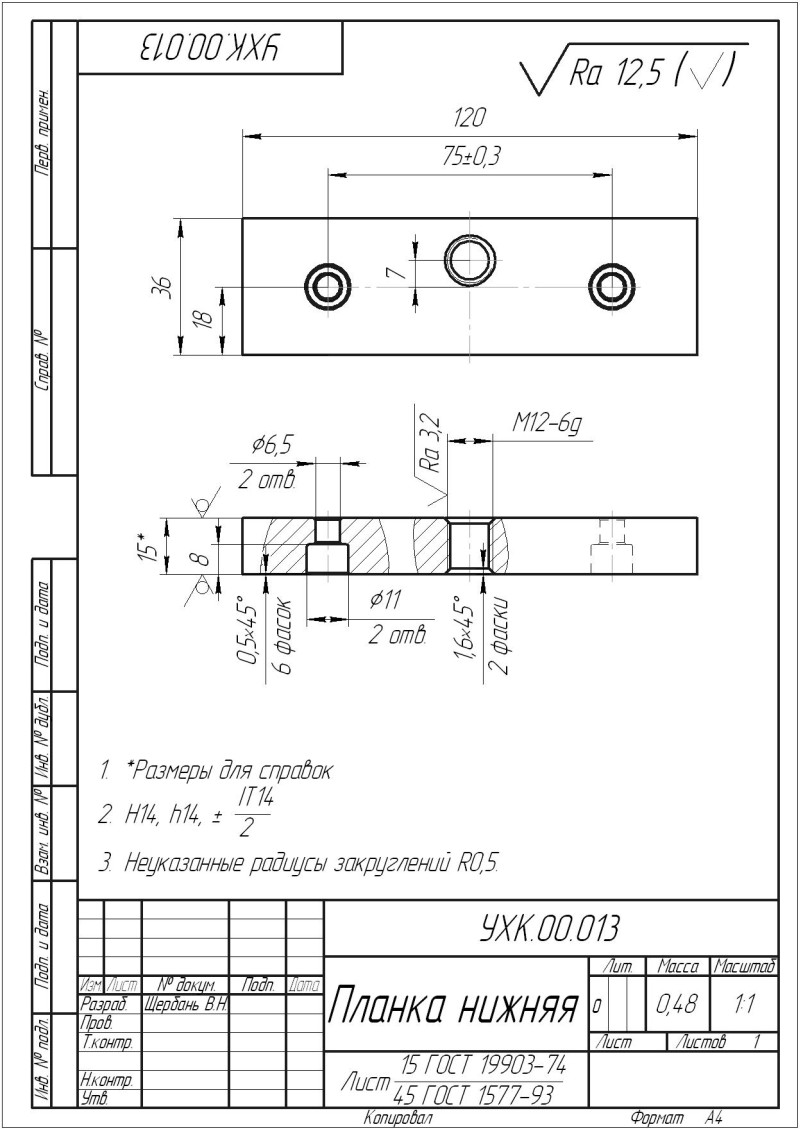 При его применении больших навыков в кузнечном деле не требуется, так как он совсем не сложный. Цена такой машины 10 692 рубля.
При его применении больших навыков в кузнечном деле не требуется, так как он совсем не сложный. Цена такой машины 10 692 рубля.
Гибочный станок универсальный МВ30-6Х50 Будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, стержней, полос. С его помощью можно сделать множество вариантов гибки в разных плоскостях и разных конфигурациях. Инструмент для ковки оснащен удобными упорами и гибочными оправками.Это мВ30-6х50 — 11 385 руб.
Трубогиб ручной МО7-Т G. Отличное решение для мобильных работ на месте установки изделия. Его можно использовать при изготовлении калитки, калитки, перголы, навеса, теплицы и других легких металлоконструкций. Приспособлением можно гнуть арки, кольца, арки из труб прямоугольного и квадратного сечения, полос, стержней, квадрата. Цена трубогиба МО7-Т Г — 29 160 руб.
Станок ручной универсальный МВ32-25 — Это надежная и прочная конструкция, с помощью которой трубы можно гнуть по любому заданному радиусу. Инструмент позволит дешево и легко выполнять не только разовые, но и мелкосекционные работы на гибких профилях и трубах. Стоимость МВ32-25 — 44 820 руб.
Инструмент позволит дешево и легко выполнять не только разовые, но и мелкосекционные работы на гибких профилях и трубах. Стоимость МВ32-25 — 44 820 руб.
Станок BlackSmit. Пн. 4 А. — Кр. Применяется при изготовлении «корзиночек» и продольном скручивании изделий. Ковка корзины производится из предварительно сваренных заготовок одинаковой длины. Изделия на участке 500 мм скручиваются, однако длину можно увеличить самостоятельно.Цена такого устройства составляет 35 577 рублей.
Станок «Улитка» своими руками
Некоторые самодельные умельцы изготавливают ручное оборудование для холодной ковки самостоятельно. Используя чертежи в интернете, можно довольно легко собрать машинку-улитку.
Необходимые инструменты и металлические детали:
В первую очередь необходимо нанести рисунок спирали с тремя витками. После этого необходимо выверить размеры, чтобы армированный стержень помещался диаметром 10 мм. Теперь можно переходить к изготовлению станка.
Теперь можно переходить к изготовлению станка.
- Пластина вырезается из стального листа со стекловолокном: 130х130 мм и 100х100 мм.
- Далее срезы трех стальных полос и трехкамерного стержня зачищают едками.
- По шаблону пассатижами сгибают стальные полосы так, чтобы получились три спирали разной длины.
- Все детали станка сварены по схеме.
- Внизу по центру инструмента приварена стальная труба.
Сварочные работы должны быть выполнены качественно, так как именно от них зависит срок службы машины.
Заключение
Несмотря на то, что стоимость станков, с помощью которых производится поковка металла, немаленькая, некоторые виды ручного оборудования вполне доступны. Те, у кого есть опыт такой работы и начинающие кузнецы, без труда подберут недорогой вариант инструмента, который поможет создать отдельное изделие.
Кроме того, некоторые виды станков можно изготовить самостоятельно.
Автоматизированное проектирование осесимметричных горячештамповочных штампов
- С. К. Бисвас
- В. А. Найт
Резюме
Описана система программ для проектирования осесимметричных горячештамповок и штампов. Входными данными для системы является геометрическое описание требуемой детали после механической обработки, из которой проектируется соответствующая поковка на основе сохраненных правил проектирования и файлов материалов. Затем автоматически определяются размер заготовки, ковочная нагрузка, геометрия заусенца и допуски на ковку в соответствии с BS 4114.
В системе используются стандартные наборы штампов, со сменными вставками, профиль которых накладывается на оттиск поковки, и вычерчивается сборочный чертеж набора штампов. Другими выходными данными являются чертежи поковки, детальные чертежи различных компонентов штампа и координатный лист для облегчения ручного программирования ЧПУ для изготовления деталей штампа. Дополнительная программа может быть использована для разработки подходящих преформ для компонентов, если требуется достаточное количество, чтобы сделать это экономически оправданным.
Дополнительная программа может быть использована для разработки подходящих преформ для компонентов, если требуется достаточное количество, чтобы сделать это экономически оправданным.
Это предварительный просмотр содержимого подписки.
Войдите в систему, чтобы проверить доступ.
Предварительный просмотр
Невозможно отобразить предварительный просмотр. Скачать превью PDF.
Ссылки
1.
C. C. Gallagher and W. A. Knight.
Группа технологий. Butterworth, 1973.
Google Scholar2.
W. A. Knight. Групповая технология в ковке и штамповке.
Металлургия и обработка металлов давлением(1971)
38, 245.
Google Scholar3.
W. A. Knight. Методы семейства деталей для объемной штамповки металла.
Проц. 2-й междунар. Произв. Рез. Конф. Копенгаген, (1973).
Google Scholar4.
Б. Стейскал.
Aplikace Skupinove Technologie pri Kovani, Братислава, 1966.
Google Scholar5.
Камнев П.В.
Групповой Метод Производство Поковок, Лениздат, 1961.
Google Scholar6.
Л. Т. Чан, С. А. Тобиас и Ф. Бахтар. Конструкция и тактико-технические характеристики машин Petro-Forge mk I и mk II.
Проц. I. Мех. Engnrs. (1969)
184, 1097.
Google Scholar7.
Т. Алтан и Х. Дж. Хеннинг. Поковка в закрытых штампах круглых форм – гладкий дизайн и экономия материала.
Металлургия и обработка металлов давлением(1972)
39, 83.
Google Scholar8.
Дж. А. Шей. Принципы оформления ковки.
Обработка металлов(1966)
33, 263.
Google Scholar9.
Hening A. M. Sabroff, F. J. Bougler and H.
Материалы и практика ковки. Reinholt Book Corp (1966).
Google Scholar10.
DIN 7523.
Gestaltung von Gesenkschmiedestücken(1972)
1-3.
Google Scholar11.
Британский институт стандартов.
Допуски для стальных штампованных и прессованных поковок и стальных высаженных поковок, изготовленных на горизонтально-ковочных машинахBS 4114, (1967).
Google Scholar12.
К. Вьерреге.
Die gestaltung der Gratspaltsan schmiedegesent. Industrie-Anzeiger(1970)
76, 65, 1561.
Google Scholar13.
Тетерин Г.П. и др. Критерии сложности формы поковок.
Кузнечно-Стамповочное Производство(1966)
7, 6.
Google Scholar14.
Министерство технологий.
Исследование британской промышленности по производству штампов и пресс-форм, 1970.
Google Scholar15.
Ф. Бахтар. Экономика высокоэнергетической ковки.
Инженер(1969)
227, 302.
Google Scholar16.
Национальная ассоциация кузнецов и штамповщиков.
Рекомендации по единообразной калькуляции, 1953.
Google Scholar17.
Унсков Е.П.
Инженерная теория пластичности. Butterworths, 1961.
Google Scholar18.
Т. Алтан, Х. Дж. Хеннинг и Р. Дж. Флорентино. Применение аналитических методов для прогнозирования нагрузок и напряжений при штамповке в закрытых штампах.
Заключительный отчет «Исследование механики штамповки в закрытых штампах». Battelle Memorial Institute, 1969.
Google Scholar19.
С. Кобаяши, В. Макдональд и Э. Г. Томсен. Некоторые аспекты штамповки в закрытых штампах.
Междунар. Дж. Мех. Наука. (1960)
1, 282.
CrossRefGoogle Scholar20.
С. К. Саманта. Динамическое сжатие сталей при повышенных температурах.
Проц.11-я MTDR Conf. 1970.
Google Scholar21.
С. К. Бисвас и Б. В. Рукс. Применение метода компьютерного моделирования для оценки нагрузки и энергии при ковке.
Проц. 13-я МТДР. Конф. 1972.
Google Scholar22.
К. Фон Шпис. Промежуточные формы в штамповке и их изготовление методом профилирования.
West Deutscher Verlag, Cologne(перевод Министерства технологий, 1969 г.), 1959 г.
Google Scholar23.
А. Шамуар.
Estampage et Forge. Dunod (Paris), 1964.
Google Scholar24.
Н. Акгерман, Дж. Р. Беккер и Т. Алтан. Конструкция преформы в штамповке в закрытых штампах.
Metal-Lughia и металлообработка(1973)
(1973)
, 135.
Google Scholar



Авторская информация ИНФОРМАЦИЯ
© Macmillan Publishers Limited 1975
4 Авторы и принадлежности- W. A. Knight
 org/Person» itemprop=»author»> С.K. Biswas
org/Person» itemprop=»author»> С.K. Biswas- 1. Факультет машиностроения Университета Бирмингема UK
Надежный и автоматизированный ручной ковочный пресс
Откройте для себя мощную коллекцию надежных и эффективных ручных ковочных прессов com, предназначенный для решения различных задач промышленного прессования или ковки металлов. Машины оснащены последними достижениями в области технологий и превосходно сконструированы для работы в тяжелых условиях.Эти невероятно прочные и профессиональные ручные ковочные прессы оснащены чрезвычайно продвинутыми характеристиками для точного выполнения всех видов промышленных металлообработок. Ведущие ручные ковочные прессы поставщиков и оптовиков на сайте предлагают эти впечатляющие продукты по доступным ценам.
Усовершенствованный ручной ковочный пресс изготовлен из прочных материалов, которые обеспечивают исключительную долговечность и стабильную оптимальную производительность.Они компактны по своим размерам и конструкции для удобного размещения в любом месте мастерской. Имея полностью автоматическую и интегрированную систему, эти ручные ковочные прессы очень производительны и просты в использовании. Ручной ковочный пресс оснащен пневматическими механизмами захвата, которые обеспечивают стабильную силу зажима во время работы.
Alibaba.com предлагает множество ручных ковочных прессов различных форм, размеров и конструкций, которые учитывают требования различных пользователей.Они оснащены сенсорным экраном, а также основными и вспомогательными рычагами из износостойких сплавов. Эти ручные ковочные прессы имеют антикоррозийные и высокотемпературные характеристики, а также многофункциональный механизм захвата, который помогает удобно менять захват. Ручной ковочный пресс также оснащен гидравлическими предохранителями от перегрузок, системой управления с ПЛК и вертикальным коленчатым валом.
Ручной ковочный пресс также оснащен гидравлическими предохранителями от перегрузок, системой управления с ПЛК и вертикальным коленчатым валом.
Просмотрите различные серии ручных ковочных прессов на Alibaba.ком и получить эти продукты в рамках ваших экономических целей. Эти продукты соответствуют высоким стандартам качества и нормативным требованиям для сертификации. Их установка очень проста, а послепродажное обслуживание гарантирует, что они немедленно принесут вам пользу.
Ручные гидравлические обрезные прессы Santec для горячей штамповки, 600000 рупий / тонна
О компании
Год основания1999
Юридический статус фирмы Limited Company (Ltd./Pvt.Ltd.)
Характер деятельностиПроизводитель
Количество сотрудников от 26 до 50 человек
Годовой оборотRs. 10–25 крор
10–25 крор
IndiaMART Член с сентября 1999 г.
GST06AAHCS7908K1ZX
Код импорта-экспорта (IEC) 05030 *****
Экспорт в Непал
Santec Group входит в число ведущих производителей и экспортеров промышленных прессов в Индии.Ассортимент продукции состоит из гидравлических прессов, прессов для компрессионного формования, прессов для глубокой вытяжки, прессов для трансфера и литья под давлением, вакуумных формовочных прессов, машин для литья пластмасс под давлением, пакетировочных прессов для металлолома, формовочных прессов SMC и т. д. Продукция либо поставляется отдельно. системы или полная установка системы на месте выполняется под ключ. Компания также предоставляет запасные части, а также регулярное послепродажное обслуживание. Основанная в 1999 году, Santec Group укрепила свою долю на индийском и зарубежных рынках, разумно используя свои ресурсы, этические методы ведения бизнеса и агрессивные маркетинговые стратегии.Обладая деловой хваткой и профессиональным мастерством, компания стремится достичь и сохранить позицию лидера, разрабатывая инновационные и функциональные технологии. Но при этом компания по-прежнему привержена делу защиты окружающей среды, принимая экологически чистые меры. Santec Group никогда не упивается прошлыми лаврами и похвалами и постоянно расширяет границы возможного, чтобы обеспечить удовлетворение клиентов? каждый раз и каждый раз. Компания стремится достичь желаемых целей, инвестируя в передовые технологии, нанимая совместимые человеческие ресурсы, создавая образ бренда и оставаясь в состоянии одержимости клиентов.Именно поэтому Santec Group ручается за удовлетворение уникальных потребностей своих клиентов путем сравнительного анализа качества и обслуживания клиентов.
Но при этом компания по-прежнему привержена делу защиты окружающей среды, принимая экологически чистые меры. Santec Group никогда не упивается прошлыми лаврами и похвалами и постоянно расширяет границы возможного, чтобы обеспечить удовлетворение клиентов? каждый раз и каждый раз. Компания стремится достичь желаемых целей, инвестируя в передовые технологии, нанимая совместимые человеческие ресурсы, создавая образ бренда и оставаясь в состоянии одержимости клиентов.Именно поэтому Santec Group ручается за удовлетворение уникальных потребностей своих клиентов путем сравнительного анализа качества и обслуживания клиентов.Видео компании
Forging Machines I Автоматизированные высадочные машины — Ajax-CECO — Flip eBook Pages 1-16
ForgingMachinesI AutomateUdpsetters
~ БЮЛЛЕТЕНЬ65G
6 @]>~<
r — «»~- — !II
Будь то ~ ~ ~~
стандартный кузнечный станок для различных требований кковки
,
или установка для высадки труб
для высадки труб большого диаметра или
автоматическая ковочная машина
для крупносерийного производства
Ajax Manufacturing Co.
имеет опыт и конструктивные возможности
для удовлетворения
ваших производственных спецификаций.
КОВЕА. Ремни заднего моста изготавливаются автоматически
по норме 600 петОл.лт на высокоскоростных ковочных станках AjSx
. $tcW:cJardot — автомобильная промышленность.
2
Преимущества01Ковка с помощью AJax
Компания Ajax, лидер в производстве современных ковочных машин, для изготовления шпилек без подъемных зажимов
стала пионером в разработке и производстве ковочных станков во время смены штампа.Машины Ajax также могут использовать кузнечное оборудование
с 1875 года. Ajax представил «дюймовый» привод для экономии времени, а
— первая кузнечная машина общего назначения и ручное усилие.
продолжает свое лидерство, создавая передовые ковочные машины
, которые обеспечивают максимальную производительность. Машины Ajax удобны в эксплуатации, дополнительно
и минимизируют стоимость деталей. способствуя продуктивности.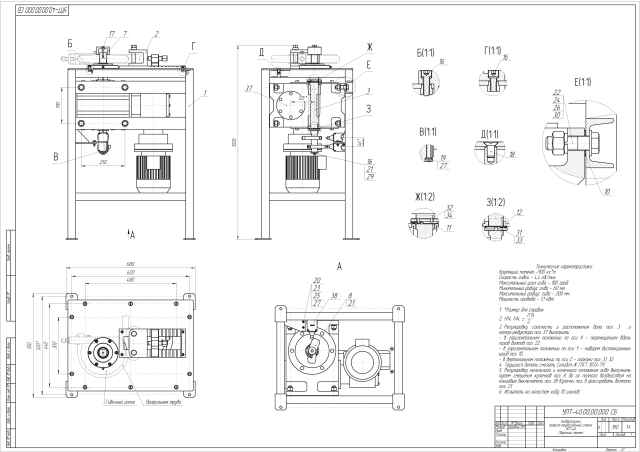 Отверстие горловины и рабочая высота
Отверстие горловины и рабочая высота
обеспечивают легкий доступ к штампам
Линейка оборудования Ajax включает поковку, поэтому оператор может стоять в сбалансированном положении
на машинах с рабочим объемом от 2 до 10 дюймов без помех со стороны стяжной тяги.Форвард
и трубчатые осадки популярных размеров. Движение поковочного материала также сведено к минимуму. Станки
также могут быть оборудованы различными
передаточными механизмами для автоматического производства многих деталей.
УВЕЛИЧЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ Кузнечно-прессовые станки Ajax работают надежно и точно в течение длительного времени, даже при
станки Ajax предназначены для надежной работы в неблагоприятных условиях. Движущиеся части защищены
и максимально производительны.Разработанный Ajax из накипи и воды с помощью тяжелых стальных щитов Пневматическая муфта прямого действия
обеспечивает мгновенный отклик, которые имеют дверцы на петлях для доступа к жизненно важным
и плавный, мягкий запуск в высоких рабочих зонах, где
скоростей осмотра и планового обслуживания
для максимальной производительности . Точно можно сделать. Регулировка крутящего момента
Точно можно сделать. Регулировка крутящего момента
обеспечивает защиту от перегрузок
во время курса.
Для планового технического обслуживания и обслуживания в случае необходимости. Жесткость, мощность и точное выравнивание необходимы, все компоненты легко доступны.Эксклюзивная конструкция подмышек Ajax
позволяет производить неизменно точные поковки, благодаря чему эксцентриковый подшипник сошки
легко требует минимальной вторичной обработки, дополнительного осмотра и смазки. Коленчатый вал может быть
, повышающим производительность. Смещение металла удаляется без нарушения салазок жатки и
во время прошивки очень точно и концентрично. кулачковый салазок можно снять, не нарушая
Точное выравнивание салазок жатки удерживает инструменты на салазках жатки или коленчатом валу.
центрируется в отпечатке штампа, уменьшая истирание
и износ при пилотировании. Маховик, вал-шестерня, сцепление и тормоз
расположены над уровнем пола в удлинителе рамы
Большая высота матрицы для размеров 6 дюймов и больше
обеспечивает пространство для дополнительных операций ковки на задней части картера коленчатого вала.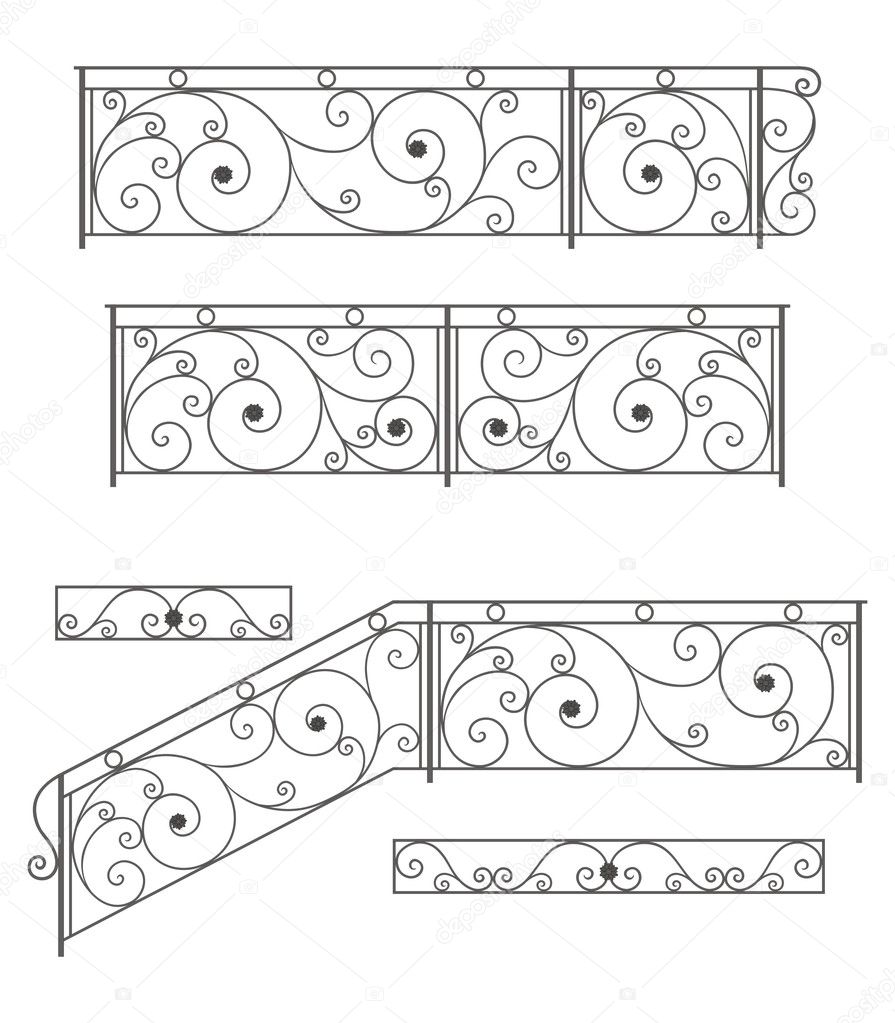 Муфта
Муфта
для изготовления более сложных кованых деталей, а часть подшипников вала закрыта крышками, поэтому узел вала
, особенно выгодный для автоматизированных машин, может быть снят с минимальной стороны машины
в этих размерах.клиренс.
Приблизительно 60% хода ползуна жатки приходится на все подшипники
машины, которые обычно доступны для сбора запасов. Это может быть спроектировано и изготовлено из тщательно отобранного сплава
, может быть увеличено или уменьшено для специальных материалов для сохранения точности и обеспечения длительных сроков службы по усмотрению заказчика. жизнь. Система смазки под давлением является стандартным оборудованием
на станках диаметром от 2 до 10 дюймов.
Максимальное время производства, поскольку конструкция станка Ajax
сводит время настройки к минимуму.Ковочные станки Ajax просты в обслуживании
Зажимы со скользящими хвостовиками обеспечивают все функции удержания и могут быть полностью разобраны всего за
, занимая немного больше места, чем они занимают.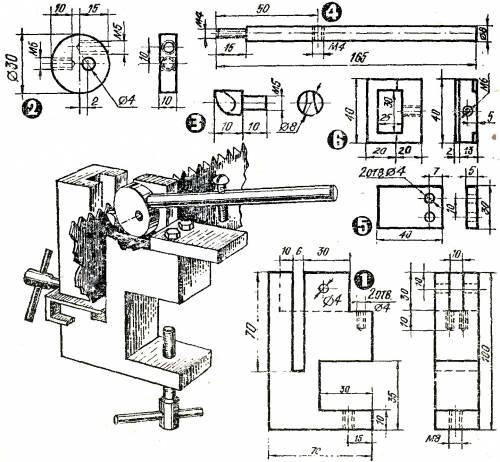 Для фундамента требуется плоская железобетонная плита марки
Для фундамента требуется плоская железобетонная плита марки
соответствующей площади и толщины
.
3
…….. —
Основные компоненты
oJlheAjax
поковка. achine
КУЛАЧОК ДЛЯ ЗАКРЫТИЯ МАТРИЦЫ
профиль обеспечивает большое отверстие матрицы
и плотно удерживает матрицы
закрытыми во время ковки.
ВЫСОКАЯ ОСНОВНАЯ ВЕРХ. НЕСКОЛЬКО
ПЕРЕКЛЮЧАЕМЫХ ПОДВЕСНЫХ МАТРИЦ
МАТРИЦЫ SLIDE
И СПЛАВА могут осаживаться или выдавливаться в горячем состоянии или
СТАЛЬНЫЕ ШТИФТЫ с внешними направляющими для идеального холодного запаса. Исключительное выравнивание
со стационарной матрицей.
обеспечивает опору Длинная пластина челнока с полной опорой поддерживает жесткость машины, обеспечивая
по всей длине движущейся матрицы под нагрузкой. точное выравнивание матрицы.
вся высота штампа.
4
МОЩНЫЙ ПРИВОД С КЛИНОВЫМ РЕМНЕМ ДЛЯ ЗАЖИМА МАТРИЦ
лучше всего подходит для кузнечного оборудования. Автономный предохранитель может выбрасывать двигатели и передает полный двигатель
Автономный предохранитель может выбрасывать двигатели и передает полный двигатель
в любом месте хода закрытия для защиты крутящего момента.
станок и оснастка.
ПНЕВМАТИЧЕСКАЯ МУФТА
И ЛЕНТОЧНЫЙ ТОРМОЗ
обеспечивают быстрый и плавный пуск и
остановку. Консервативный дизайн
обеспечивает долгий срок службы и точность.
ПОЛНОСТЬЮ ЛЕГКОСПЛАВНЫЕ ГЛАВНЫЕ И ШЕСТЕРНИ
ЭКСЦЕНТРИЧНЫЙ КОЛЕНЧАТЫЙ ВАЛ СТАЛЬ PITMAN
изготовлен из эксклюзивной легированной стали и имеет стандартную обработку
с зубьями 3, 4 и 5 дюймов. Вал-шестерня имеет антифрикционные станки
.Полный эксцентрик, состоящий из двух частей, является носовым подшипником, который
является дополнительным для 6 дюймов и больше. принимает кузнечные подшипники и главная передача двойная-
машин. Стандартные коленчатые валы могут нагружать и сводить к минимуму шпонку коленчатого вала.
можно снять, не нарушая напряжения на штифте запястья. Слайд заголовка
.
С ВЕРХНЕЙ ПОДВЕСКОЙ
НАПРАВЛЯЮЩАЯ
ДЛЯ ЖАТКИ
выдвигается для производства
точных поковок при любой нагрузке
.
ЖЕСТКАЯ СТАЛЬНАЯ ОСНОВА
представляет собой цельную стальную отливку с толстой стенкой и тяжелым оребрением
.Неразрезные корпуса подшипников коленчатого вала отлиты за одно целое из сплава
, чтобы свести к минимуму прогиб коленчатого вала.
5
11111C(lIUrm~~ljffi;]~] ?(lIUruJr’~~
ЖЕСТКАЯ СТАЛЬ
Рама B-e-dF-
Стальная рама кузнечно-прессового станка Ajax с разгрузкой от натяжения, цельная Толстые стенки и тяжелое оребрение
выдерживают огромные силы захвата и подъема
. Компактная рама получает дополнительную поддержку
из тяжелых поперечных ребер, усиленных тяжелым поперечным зажимом
.На более крупных машинах
используются два зажима. Зажимы обеспечивают поперечную жесткость для захвата заготовки
и удерживают штампы в плотно закрытом состоянии для производства поковок без заусенцев
. Они не мешают работе машины.
Они не мешают работе машины.
Продольная жесткость достигается за счет тяжелого ребра, которое
проходит над верхней частью подшипника коленчатого вала, и
продольной поперечной рулевой тяги большого диаметра. Вместе они
усиливают направляющую штампа, обеспечивая превосходное соответствие штампа
для неизменно точных поковок.
Неразрезные корпуса подшипников коленчатого вала отлиты за одно целое из сплава
для минимального прогиба коленчатого вала. Бронзовые втулки большого диаметра
распределяют нагрузки
, возникающие при ковке и реверсировании. Непрерывные опорные поверхности
также обеспечивают непрерывную смазочную пленку
, которая снижает износ
и обеспечивает точную и долгую службу.
Поперечный хомут и продольная тяга большого диаметра Цельный корпус подшипника коленчатого вала
Шатуны Главная шестерня и зубья шестерни изготовлены из легированной стали
и подвергнуты термообработке
для повышения прочности и износостойкости
при движении.
Шестерня
AI’
Коленчатый вал большого диаметра представляет собой поковку из легированной стали, подвергнутую термообработке
для обеспечения надлежащей твердости поверхности и сопротивления усталости
. Коленчатый вал с полным эксцентриком (показан) соответствует стандарту
для машин с диаметром 3, 4 и 5 дюймов. Главная шестерня
соединена с коленчатым валом двойной шпонкой. Коленчатые валы из кованого сплава
входят в стандартную комплектацию 2-, 2-1/2, 6-дюймовых и более ковочных машин
.
Эксклюзивная конструкция направляющей жатки Ajax
позволяет разбирать и собирать коленчатый вал
без снятия направляющей жатки, а
обеспечивает легкий доступ к подшипнику сошки для осмотра и смазки
.
Маховик, вал-шестерня, сцепление и тормоз
расположены над уровнем пола на удлинении рамы до
задней части картера коленчатого вала.
ям в полу не требуется, а минимальная площадь пола теряется из-за
нависающих частей.
7
—
УДЛИНИТЕЛЬ.НАПРАВЛЯЕМАЯ
Салазки жаткиОсновной корпус салазок жатки несет на себе держатель инструмента,
цапфу и соединение с запястьем и имеет прочную
конструкцию, предотвращающую деформацию от сил, возникающих при движении жатки.Конструкция удлинителя
повышает точность ковки
независимо от нагрузки, а конструкция подмышек делает все основные компоненты
видимыми и доступными.
Опциональные державки удерживаются l Большая опорная поверхность удерживает направляющую жатки
надежно за счет прорези. точно позиционируется даже при нецентральной нагрузке
двустороннего зажима, который от множественных оттисков умирает. Концентрические, внутренне
опоры на резцедержателе смещаются, а глубоко пробитые поковки легко
у концов паза.произведено, потому что инструменты рубки точно соответствуют
оттискам штампа.
1»:1
I -‘»
tJ
Удлинитель
поддерживает точное
положение салазок для обеспечения
точного положения поковок
независимо от нагрузки.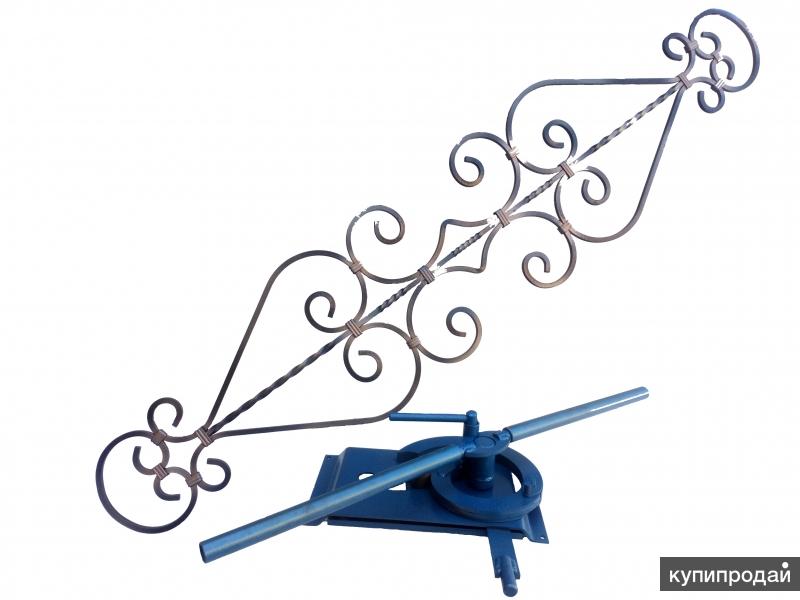
закаленные, отшлифованные стальные кромочные вкладыши
обеспечивают точную и надежную работу по всей длине перемещения салазок жатки
для обеспечения нагрузки
.
упорный подшипник сошки.
8
~ Pitman
Носовой подшипник машины Эксклюзивная конструкция Ajax pitman
с поверхностью зацепления отличается большой носовой частью
салазок жатки, упорным подшипником, который воспринимает
, устраняя нагрузку на головку и сводя к минимуму
концентрационное напряжение на палец. Втулки
вокруг пальца. для поршневого штифта
подрезана передняя поверхность, так что упорный подшипник
принимает на себя полную нагрузку
направления. Болты крышек подшипников из легированной стали
используются для преодоления усилий отрыва из стали
.
С НАПРАВЛЕНИЕМ НА ВЫДВИЖЕНИИ Направляющая жатки направляется на выдвижении со всех четырех сторон в i
ненагруженной части станины, где на нее не действуют ковочные нагрузки J
AT НЕЙТРАЛЬНО.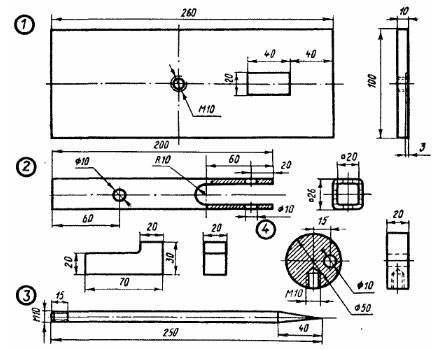 Чугунные удлиненные направляющие обеспечивают точную ковку f
Чугунные удлиненные направляющие обеспечивают точную ковку f
РАМА независимо от условий нагрузки и могут быть выверены и
фунтов стерлингов
,: 1
Х..
~..’-~-
Салазки входят в стандартную комплектацию
Прорезь для хвостовика зажимы нужны
Подвешивается сверху, чтобы не отрываться от шпилек
Длинные, широкие сплав бронзы при смене штампов.
губ.
Ole Slide
С ЧЕЛНОКОМ
ОПОРНАЯ ПЛАСТИНА
Опорная пластина челнока * Внешнее удлинение направляющей
перемещается вместе с ползуном матрицы
, обеспечивая поддержку, которая удерживает подвижную матрицу в идеальном положении
по отношению к совмещению направления с неподвижной матрицей.
сила после закрытия штампов.
* 3 дюйма и больше размеры
Прочный подмышечный элемент соединяет
основной корпус ползуна матрицы с внешней направляющей
практически без прогиба
Вид сзади на опорную пластину челнока
подвижный штамп предотвращает отклонение
10
Матричная направляющая подвешена сверху, а внешняя пластина прикреплена к матричной направляющей на крайней
направляющей для обеспечения идеального совмещения с левым концом, что обеспечивает продольное дыхание. Стационарная матрица
Стационарная матрица
. Две длинные, широкие кромки воздействуют на опорную пластину с полным челноком, подкрепленную бронзовыми вкладышами из закаленной стали длиной
для поддержки вкладышей на станине по всей ее площади.
скользит по всему ходу. Прочный подлокотник
соединяется с основным корпусом ползуна и внешней направляющей БЫСТРАЯ И ПРОСТАЯ ЗАМЕНА МАТРИЦЫ Подшипник
и направляется для разгрузки поковок Зажимы с щелевым хвостовиком удерживают стационарные и движущиеся
и надежно отводят охлаждающую воду, содержащую накипь, от штампов на месте, но не обязательно быть подняты
наружных опорных поверхностей.от шпилек при смене плашек. Высота штампа
на станках размером 6 дюймов и более обеспечивает место для
Внешняя направляющая полностью обрамлена большим количеством оттисков штампа, а вместе с тяжелым оребрением Ajax
в ненагруженной части быстродействующей муфты позволяет выполнять ковку в
машинная кровать. Эта система поддержки штампа предотвращает использование нескольких оттискных штампов за одну плавку.
провисает и удерживает подвижную матрицу параллельно стационарной матрице
для обеспечения стабильной точности. Выравнивание ползуна матрицы удобно.Тяжелые поковки
хорошо подобраны. Стальная опорная пластина на раме за пластиной челнока
может быть снята для правки с помощью направляющей
RIGID DIE SUPPORT на месте. Противоположная сторона ползуна матрицы
покрыта бронзовым вкладышем, который легко
Опорная пластина челнока, разработанная Ajax, удерживается на регулировочной шайбе, чтобы восстановить правильную посадку ползуна. Четыре литые
подвижные штампы от качания под внешними направляющими пластинами утюга заголовка могут быть проложены до нагрузки
. Опытные пользователи считают, что эта функция обеспечивает надлежащий рабочий зазор с кареткой
и является самым большим улучшением кузнечного оборудования.
т.к. пневмомуфта. Длинная опора челнока
11
,
DieGriP Кулачковая направляющая представляет собой прочную сталь Пружины в отливке кулачковой направляющей
. Он предназначен для установки на
Он предназначен для установки на
С АВТОМАТИКОМ, имеет значительную прочность
БЕЗОПАСНОСТЬ на откат. опорные стержни на обоих концах
для безопасности
Автономная безопасность
выбрасывает из полного открытия штампа
и автоматически сбрасывает
.
!I Механизм захвата штампа с кулачковым приводом Литая легированная сталь
кулачок подвергается механической обработке
II прочный, эффективный и закаленный.Его
захват без вспомогательных механизмов.
‘I Профиль кулачка обеспечивает гладкий профиль матрицы, производит
скользящее движение во время открывания и большого раскрытия матрицы
I, закрывая, а точный круглый кулачок
удерживает матрицы плотно закрытыми во время плавного движения
I по направлению. Пружина возвратного ролика
поддерживает контакт между кулачком из литого сплава
Ii, изготовленным механическим способом во время открывания штампа, и закрывающим элементом. Ролики из кованой стали
. Кулачок и ролики
Кулачок и ролики
12 закалены для увеличения срока службы.
В случае неуместного запаса или других
препятствий, автономный предохранительный механизм
выбрасывает в любом месте
весь ход закрытия, приводя в действие концевой выключатель
, который останавливает машину.
Процедура толчкового перемещения используется для сброса механизма
при возврате ползуна жатки
.
Салазки кулачка поддерживаются направляющими
как спереди, так и сзади коленчатого вала
, который он соединяет с помощью тройного соединения
. Его можно легко
снять, не нарушая
направляющую жатки или коленчатый вал.
Высокие главные цапфы Ajax выдерживают
огромных нагрузок, развиваемых в
Главных замыкающих и удерживающих плашках в закрытом состоянии.
Toggle Штифты большого диаметра из легированной стали
обеспечивают опору по всей высоте матрицы
СО СРЕДНИМИ
ПОДДЕРЖИВАЕМЫМИ ШТИФТАМИ. Все штифты имеют
свободных концевых опорных поверхностей для —
Предохранительный механизм
на кулачковом ползунке представляет собой подпружиненный рычаг
, предотвращающий вращение или опускание во время обслуживания. Все подшипники имеют конструкцию
Все подшипники имеют конструкцию
, которая индивидуально и автоматически
содержится в кулачке, смазываемом и защищенном от скольжения
, и рассчитана на срабатывание
по шкале значения силы и воды из тяжелой стали
, определяемой щитками штампа.
положение слайда. Переключатель геометрии
и пружина. Зажим штампа на кузнечных станках Ajax
рассчитан на машины настолько мощные, что
каждый размер машины до
производит надлежащий ход, может использоваться для ограниченного сдвига,
вне характеристик. пробивка, штамповка, продольная резка и
операций ковки между
BED FRAMEPIN штампов.
Основная часть из твердосплавной стали
Перекидной штифт, средний
, закрепленный на раме кровати.
КУЛАЧОК ДЛЯ ЗАКРЫТИЯ МАТРИЦЫ
Ii !!
I
III
ЗАПАТЕНТОВАННЫЙ КЛИНОВОЙ РЕМЕНЬ ПРЯМОГО ДЕЙСТВИЯ
AirClutch -o-
AND HEAVY DUTY -D— Rive центр, многоклиновой ременный привод
Ковочные машины Ajax в начале 1930-х годов, используется на кузнечных машинах Ajax. Эта
Эта
одна из самых важных разработок в системе привода лучше всего подходит для ковки истории оборудования
. Мгновенный отклик и за счет того, что двигатель
передает полный крутящий момент плавного, мягкого пуска на высоких скоростях и обеспечивает необходимую для
амортизацию, позволяет выполнять кузнечное производство с более оптимальными характеристиками.
операций в одной плавке.
Электрическое управление с помощью ряда реле
Пневматическая муфта Ajax действует как предохранитель для защиты разрешений в трех режимах работы:
также от перегрузки.При рекомендуемом ОДНОХОДНОМ, НЕПРЕРЫВНОМ и
давлениях воздуха крутящий момент регулируется таким образом, ДЮЙМ. Трехрежимная возможность
, при которой сцепление будет проскальзывать при перегрузке. повышает универсальность производства, а
минимизирует время настройки.
Встроенная система вентиляции и низкое рабочее давление
поддерживают температуру сцепления. На большинстве
с низким коэффициентом трения используется двигатель с короткозамкнутым ротором, что продлевает срок службы материала. Прочные машины. Двигатель типа пуансонного пресса с конструкцией
включает стальной привод с малым интервалом проскальзывания от пяти до восьми процентов. Рекомендуется
для высокоскоростной работы на больших листах
, обработанных неметаллическими износостойкими машинами.Реверсивный двигатель выполнен из фрикционного материала
. Диски сцепления легко снимаются
. рекомендуется для толчковых целей.
Консервативный ленточный тормоз шарнирного типа
с пружинным приводом и пневматическим цилиндром.
Тормозной барабан отлит из стойкой к задирам легированной стали
. Предусмотрен отдельный тормоз для остановки маховика
.
Технические характеристики
1″ 1% » 2″ 21/2″ 3″ 4″ 5″ 6″ 7″ g» 10″
Площадь пола 8 футов 10 футов 8 дюймов 11 футов 6 дюймов 14 футов 5 дюймов 16 футов 1 дюйм 20 футов 4 дюйма 23 фута 9 дюймов 25 футов 26 футов 9 дюймов
x 6 футов 6 дюймов x 7 футов x 7 футов 7 дюймов x 9 футов x 10 футов 2 дюйма
xx 13 футов 4 дюйма x 14 футов 7 дюймов x 14 ‘8 x 17’ 11 дюймов
Двигатель/900 об/мин 15 л. с. 20 л.с. 30 л.с. 40 л.с. 125 л.с. 150 л.с.С. 200 л.с.
с. 20 л.с. 30 л.с. 40 л.с. 125 л.с. 150 л.с.С. 200 л.с.
Ходов в мин. :!:60 ❗ 55 ❗ 45 ❗ 35 ❗ 25 ❗ 23 ❗ 20
Вес/фунты 39.000 50.000 93.000 151.000 205.000 377.000 500.002 735.000 Molor R PM 720 или 750
14
Automation Inslru enllallon
AND
Control
Точность и надежность, присущие кузнечным машинам Ajax, имеют все стандартные станки
, что делает их идеальными для автоматизации. Когда оборудование необходимо для большинства применений,
и предназначены для принятия различных
объемов производства, контрольно-измерительные приборы и системы управления ковочными машинами Ajax.
может быть оснащен различными передаточными механизмами, которые делают производство поковок полностью автоматическим. Необходимость контролировать функции станка
Поскольку стоимость ковки труда и материалов растет с увеличением скорости производства, автоматизация Ajax
является одним из способов повысить производительность и прибыль. Кузнечно-прессовые станки могут комплектоваться автоматизированной ковочной машиной Ajax
. Это лучший способ сделать это. системы, чтобы предоставить эту информацию оператору
. Инженерный персонал Ajax
Инженеры по автоматизации Ajax готовы к индивидуальному проектированию, могут спроектировать систему для мониторинга и отображения
системы автоматизации для вашего конкретного приложения.температура основного подшипника, скорость вращения маховика, ток и мощность двигателя
или напряжения в
Ajax Service есть, шатун, рама и механизм закрытия штампа.
тоже, чтобы поддержать его с работой системы смазки, можно даже контролировать последующую установку
. а в случае сбоя может мгновенно отключить машину
.
Инструментальные функции машины могут
отображаться на панели и использоваться для подачи сигнала оператору
о неисправности, предоставляя машине возможность «
самодиагностики».
Автоматическая 10-дюймовая ковочная машина, используемая для производства
полуосей для фургонов и легких грузовиков с возможностью изготовления
фланцев диаметром до 9 дюймов со скоростью
примерно 600 штук в час. Общий вес машины
Общий вес машины
составляет ок. 700 000 фунтов стерлингов. Эта 10-дюймовая машина составляет
, способную оказывать силу заголовка 2500 тонн.
~ <~~
Opllonael Qulpmenl
III
«…
для информации
на AJAX TUBE
отправить за бюллетенем
No.93
-КОВКА -КОВКА -ПРОВОЛОКА -КОВКА
ПРЕССОВЫЕ ВАЛИКИ
ВОЛОЧИЛЬНЫЕ МАШИНЫ
ОБОРУДОВАНИЕ
TheAJax. ANULLCLURLNG COMPINY
1441 Chardon Road, North
Cleveland, Ohio 44117
Pnnted in USA
кузнец | слесарь | Britannica
кузнец , также называемый кузнец , мастер, который изготавливает предметы из железа методом горячей и холодной ковки на наковальне. Кузнецов, которые специализировались на ковке подков для лошадей, называли кузнецами.Термин кузнец происходит от железа, ранее называвшегося «черный металл», а кузнец — от латинского ferrum, «железо».
Железо заменило бронзу для использования в инструментах и оружии в конце 2-го и 1-м тысячелетии до нашей эры, и с тех пор до промышленной революции кузнецы изготавливали вручную большую часть предметов из кованого железа, используемых в мире. Основное оборудование кузнеца состоит из горна или печи, в которой расплавленное железо нагревается так, что его можно легко обрабатывать; наковальня, тяжелый, прочно закрепленный блок со стальной поверхностью, на котором работает кусок железа; щипцы для удержания железа на наковальне; а также молотки, долота и другие инструменты для резки, придания формы, выравнивания или сварки железа в желаемый объект.
Основное оборудование кузнеца состоит из горна или печи, в которой расплавленное железо нагревается так, что его можно легко обрабатывать; наковальня, тяжелый, прочно закрепленный блок со стальной поверхностью, на котором работает кусок железа; щипцы для удержания железа на наковальне; а также молотки, долота и другие инструменты для резки, придания формы, выравнивания или сварки железа в желаемый объект.
Кузнецы изготовляли огромное разнообразие обычных предметов, используемых в быту: гвозди, шурупы, болты и другие крепежные детали; серпы, лемеха, топоры и другие сельскохозяйственные орудия; молотки и другие инструменты, используемые ремесленниками; подсвечники и другие предметы быта; мечи, щиты и доспехи; колесные диски и другие металлические детали вагонов и вагонов; каминная фурнитура и принадлежности; шипы, цепи и тросы, используемые на кораблях; и изделия из железа, как функциональные, так и декоративные, используемые в мебели и в строительстве.( См. также изделия из железа. )
)
Однако наиболее частым занятием кузнеца было кузнечное дело. При подковывании кузнец сначала очищает и формирует подошву и обод копыта лошади с помощью рашпилей и ножей, процесс, безболезненный для животного из-за жесткого, рогового и лишенного нервов характера копыта. Затем он выбирает из своего запаса U-образный железный башмак соответствующего размера и, нагревая его докрасна в горне, изменяет его форму, чтобы он подходил к копыту, охлаждает его, закаливая в воде, и прикрепляет к копыту гвоздями. .
В большинстве городов и деревень была кузница, где подковывали лошадей и ремонтировали инструменты, сельскохозяйственный инвентарь, фургоны и кареты. О повсеместном распространении профессии в англоязычном мире можно судить по распространенности фамилии «Смит». Кузнецы также стали универсальными ремонтниками сельскохозяйственного оборудования и другой техники в 19 веке. К тому времени, однако, кузнечное дело уже пришло в упадок, поскольку все больше и больше металлических изделий, ранее изготавливавшихся вручную, формовалось на фабриках с помощью машин или производилось с помощью недорогих процессов литья.