Распашные и откатные ворота с элементами ковки — фото, эскизы, цена
Ворота с элементами ковки смотрятся изысканно и респектабельно, гармонично вписываясь в любой экстерьер участка загородного дома или дачи. При производстве в нашей студии задействуется профессиональное кузнечное оборудование для создания оригинальных форм художественной ковки и качественной обработки металла.
Ворота и калитки с элементами ковки
Ворота и калитки с элементами ковки могут изготавливаться из различных материалов — металл прекрасно комбинируется с деревом, кирпичом, профнастилом, камнем и стеклом.
Отличия сварных и кованых ворот
Сварные ворота не отличаются разнообразием форм и узоров — в таких изделиях преобладают простые геометрические фигуры, а при ближайшем рассмотрении заметен сварной шов. В отличие от сварки, где особого таланта и навыков мастера не требуется, создание элементов художественной ковки происходит вручную, поэтому такие изделия выглядят более утонченно и разнообразно.
Отличия распашных и откатных ворот с элементами ковки
По типу конструкции и способу монтажа ворота делятся на два вида: распашные и откатные. Конструкция распашных ворот состоит из двух створок, фиксирующихся по бокам проема петлями.
Преимущества распашных ворот:
- невысокая стоимость;
- разнообразие форм;
- простота в монтаже, ремонте и эксплуатации;
- отсутствие дорогостоящих комплектующих.
Из минусов отметим, что ворота чувствительны к ветровой нагрузке и требуют достаточно свободного пространства для открывания створок.
Откатные ворота с элементами ковки
Конструкция откатных ворот предполагает открытие путем сдвигания створок в сторону. В нашей студии по металлу вы можете купить откатные ворота с элементами ковки, которые в сравнении с распашными конструкциями имеют ряд неоспоримых достоинств:
- устойчивы к ветровым нагрузкам;
- комплектуются механизмом, который рассчитан на длительную эксплуатацию;
- не требуют свободного места для открытия створок;
- комплектация автоматикой обходится дешевле в сравнении с распашными воротами.


При монтаже откатных ворот следует предусмотреть 5-ти метровый запас пространства вдоль забора, а также установить консольную фурнитуру.
Цена ворот с элементами ковки
Стоимость ворот формируется с учетом нескольких факторов: используемый металл и сопутствующие материалы, фурнитура, покраска и другие виды отделки, сложность узора ковки. В нашей мастерской Вы можете заказать ворота по цене от 3 500 ₽ за м². Рассмотрим основные критерии ценообразования подробней:
- Узор ковки. Конструкция может быть украшена элементами, выполненными в технике горячей или холодной ковки. Также на цену влияет сложность рисунка и трудоемкость работы мастера.
- Сечение металла. При изготовлении ворот из профнастила с элементами ковки в качестве основы для каркаса используется профильная труба разного сечения — это влияет на прочность и конечную стоимость.
- Дополнительная отделка. Грунтовка для защиты от коррозии, патинирование для придания эффекта старины и другие виды отделки также влияют на конечную стоимость работ.

Установка ворот с элементами ковки и рекомендации по уходу
Наша студия по металлу принимает заказы на изготовление и установку конструкций из профнастила, кирпичных или деревянных ворот с элементами ковки. Выполним все работы по монтажу под ключ: сварку и сборку конструкции, крепление направляющих, монтаж системы устройств с автоматическим управлением. Комплектуем ворота качественной фурнитурой, даем гарантии на все виды проведенных работ. Ухаживать за нашими воротами легко, так как все металлические элементы обрабатываются специальным покрытием для защиты от коррозии. Достаточно раз в год смазывать подвижные элементы маслом. Очищать загрязнения можно влажной губкой, смоченной в мыльном растворе. Не рекомендуем использовать абразивные средства, чтобы не повредить защитное покрытие, покраску или патину.Эскизы, фотографии готовых ворот с элементами ковки
В этом разделе мы собрали фото ворот с элементами ковки — изделий, которые с нуля были изготовлены нашими мастерами. Разработка эскиза с учетом пожелания клиента, выбор материала, фурнитуры, узора, изготовление и монтаж на участке — все работы мы берем на себя.
Разработка эскиза с учетом пожелания клиента, выбор материала, фурнитуры, узора, изготовление и монтаж на участке — все работы мы берем на себя.
Если вам понравилось какое-то изделие на фотографии, мы можем повторить этот проект для вас, по желанию внеся небольшие корректировки. Также есть возможность изготовления деревянных ворот с ковкой по оригинальному проекту — дизайнер разработает новый эскиз, а мастера воплотят в жизнь все ваши задумки. Больше эскизов можете просмотреть на странице с эскизами ворот.
Преимущества работы с нашей студией:
- принимаем заказы любой сложности;
- даем гарантию на все изделия сроком на 5 лет;
- разрабатываем уникальные проекты;
- предоставляем услуги в режиме 24/7 — монтаж и замеры в удобное для клиента время.
Наша команда возрождает забытые традиции художественной ковки, демонстрируя уникальные возможности этого ремесла. Готовы взяться за ваш проект — звоните!
Кованые калитки
Главная / Ворота и Калитки / Кованые калиткиКрасивый, уютный домик, ухоженная территория участка – это значит, что в доме есть настоящий хозяин, о гостеприимстве, которого говорит не только каменная тропинка до дома, но и изящная калитка
. Наша организация предлагаем владельцам загородных домов и приусадебных участков, приобрести и установить недорогие и элегантные кованые калитки и въездные ворота, которые впишутся в общую картину оформления частного дома.
Наша организация предлагаем владельцам загородных домов и приусадебных участков, приобрести и установить недорогие и элегантные кованые калитки и въездные ворота, которые впишутся в общую картину оформления частного дома.Кованые калитки для дачи и загородного дома.
Обладая современным кузнечным оборудованием для изготовления изделий методом холодной ковки. Компания ДэКа изготавливает кованые калитки, как по собственным эскизам, так по эскизам и рисункам заказчика. При изготовлении учитывается, не только внешний вид калитки, но и то, как она будет установлена, и каким устройством будет закрываться. Дополнительно к комплектации с калиткой поставляются два металлических столба, один петлевой, другой для запирания. При этом столбы бетонируются, крепятся к уже существующему забору, либо к каменным или металлическим столбам. Закрыть кованую калитку можно при помощи врезного замка, который помещается в специальный металлический короб, прикрывающийся с двух сторон изысканной декоративной накладкой.
Материал для изготовления кованых калиток.
Каркас для металлических кованых калиток, выполнен из профильной трубы, сечением 40 * 25 мм, с применением кованых элементов и стальным квадратом сечением 10-12 мм. Верхняя часть калитки, по желанию заказчика может быть сделана в виде арки или наоборот вогнута. А кованые или литые пики разнообразных форм создадут дополнительную сложность и неудобство недоброжелателям при возможной попытке перелезть. Притворная часть каркаса оснащается стальной полосой, которая обеспечивает плотное примыкание створки калитки при закрывании. Размеры калитки и длина столбов определяются заказчиком самостоятельно и зависят от ширины существующего проема и от способа установки.
Основываясь на богатейший опыт наших специалистов, возможно изготовить кованую калитку с применением другого, более усиленного металлопроката. Специалисты компании ДэКа стремятся к тому, чтобы заказанное Вами изделие не только радовало своим изящным внешним видом, но и обеспечивало защиту от проникновения, учитывая все Ваши требования и пожелания.
Кованые калитки по низкой цене
Рассчитать полную стоимость кованых калиток по вашим размерам, вы можете на странице прайс-листа, позвонив по телефону: 8 (343) 455-01-02.
Кованые калитки
Такой элемент ограждения как калитка выполняет защитную и эстетическую функцию. Конструкция обеспечивает доступ к территории и является важной составляющей архитектуры. Оригинальные кованые калитки подчеркнут достоинства экстерьера и ландшафта, произведут приятное впечатление на гостей. При визуальной хрупкости калитка кованая характеризуется прочностью и стойкостью к деформации.
Современные калитка оборудуются доводчиками, домофоном с электро- и видеозвонком. Для кованых ворот с калиткой применяется заграждение из поликарбоната, металла или профнастила. Художественная ковка позволяет изготавливать калитки в различных стилях, будь то классицизм, ампир, готика, кантри или винтаж. В зависимости от пожеланий заказчика калитка с ковкой украшается различными декоративными деталями: листьями, цветами, лозой, вензелями.
Изящные калитки с элементами ковки гармонируют с зелеными растениями и окружающим ландшафтом, не скрывая, а только подчеркивая его красоту. Для придания винтажного эффекта кованые изделия покрываются декоративной патиной бронзового, золотого или серебряного оттенка. Особенно эффектно кованая калитка будет смотреться в ансамбле с навесами, лестницами, лавочками, фонарями. Цена на калитки зависит от габаритов конструкции, используемых материалов, сложности узоров.
Почему выбирают кованые калитки
Кованые калитки обладают рядом функциональных преимуществ:
— Использование прочного закаленного металла обеспечивает высокую надежность и долговечность изделия.
— За счет специальной обработки лакокрасочными материалами кованые калитки не подвержены образованию коррозии, не боятся влаги и солнечных лучей.
— Конструкции просты в установке и комфортны в использовании.
— Калитки кованые удачно сочетаются с различными материалами: деревом, камнем, бетоном, поликарбонатом.
Кованые калитки на заказ от мастерской «Данила Мастер»
Мастерская «Данила Мастер» изготавливает калитки с элементами ковки для частных и общественных сооружений. Рассчитать цены готовых изделий можно в разделе прайс-листа. При заказе кованых калиток мы разработаем подробные эскизы и предложим наиболее подходящее оформление. Методом горячей и холодной ковки можно выполнить простые и сложные узоры, которые придадут изделию по-настоящему уникальный вид.
Красивые калитки с фото из нашего каталога помогут определиться с дизайном будущего проекта. Мы предлагаем бесплатный выезд специалиста на объект, точное соблюдение сроков заказа, гарантию на производственные и монтажные работы.
Наши кованые калитки купить можно в Екатеринбурге, Нижнем Тагиле, Верхней Салде или заказать в другой город. Заказать красивые кованые калитки вы можете, заполнив форму на сайте или связавшись с нами по телефонам 8 (343) 288-29-73 и 8 (343) 455-01-02.
95 фото современных технологий изготволения
Ни один загородный дом не обходится без надежного и прочного ограждения по периметру участка. При этом нужно обустроить вход и въезд на территорию земельного надела. Вы можете заказать калитку или ворота заводского изготовления, но лучше оригинально оформить входной комплекс своими руками.
А как это сделать правильно, какие материалы можно использовать, вы узнаете из нашей статьи.
Краткое содержимое статьи:
Материал для изготовления калиток
Сооружая ограждение на территории дачи, необходимо заранее задуматься над тем, каким будет вход. Решение данного вопроса поможет сделать ваш забор единой композицией, выполненной в одном стиле.
Вы можете предусмотреть отдельно стоящую калитку, а также спроектировать ее расположение рядом с воротами для автомобиля. Часто собственники домов обустраивают усложненную конструкцию – ворота с встроенной в них калиткой.
Для изготовления можно использовать разнообразные материалы. Существует возможность их комбинирования и декорирования. Наиболее часто можно встретить такие варианты решений:
- установка профильной трубы с покрытием сеткой рабицей – простой, но не слишком оригинальный и эстетически привлекательный способ обустройства;
- сооружение прочного металлического каркаса с обшивкой долговечным профнастилом с возможным украшением дополнительным декором;
- элегантная конструкция из дерева;
- престижная кованая калитка, которая не только имеет длительный срок эксплуатации, но и обладает неповторимым внешним видом;
- комбинирование разных материалов.
Внешний вид таких изделий, преимущества и недостатки вы можете увидеть на представленных фото калитки. Вариантов обустройства существует много, каждый дачник принимает решение, исходя из собственных пожеланий и стиля оформления загородного ландшафта.
Вариантов обустройства существует много, каждый дачник принимает решение, исходя из собственных пожеланий и стиля оформления загородного ландшафта.
Проектирование конструкции
Дверь, ведущая во двор частного дама, может открываться в любую сторону. Однако рекомендуется проектировать таким образом, чтобы она открывалась все-таки внутрь. Так вам не придется думать о возможности нанесения травмы гостю или просто прохожему. Особенно, если забор стоит вблизи к проезжей части или пешеходной дорожке.
Для обеспечения защиты дома и безопасности жильцов петли должны быть прикрыты в обязательном порядке. При этом нужно надежно закрепить замок на калитку.
Размер должен быть максимально удобным как для проходящего человека, так и для людей, заносящих, например, предметы мебели или стройматериалы. Именно поэтому рекомендуют проектировать ширину конструкции не менее 750-1000 мм. Столбы учитывать не надо. А вот по высоте дверь должна быть ориентировочно 1,8-2 м.
Но следует учесть особенности и габариты самого забора, чтобы композиция смотрелась максимально естественно. Многие начинающие мастера ошибаются и делают расчеты, исходя из крепления полотна к столбам вплотную. Это неверно. Между ними должен быть промежуток:
- от петель 6 мм;
- по направлению с земли не менее 8 мм;
- с остальных сторон более 2 мм.
Классический вариант из дерева
Сделать деревянную калитку своими руками достаточно просто. Используемый материал отлично поддается строительным манипуляциям, а получившаяся конструкция всегда будет смотреться оригинально. К тому же ее легко декорировать. Но желательно, чтобы и сам забор были изготовлен из аналогичного материала.
Сначала изготавливаются опоры. Для этого нужно подготовить асбестовые трубы. Боковины, на которые будет крепиться калитка, можно сделать из сосны. После того как доски будут выверены в вертикальном направлении, их надо закрепить на опорах при помощи саморезов.
Раму следует собирать из заранее окрашенных досок. Все элементы крепятся на углы. Для фиксации применяют латунные планки и саморезы. Зубчатые пластины из металла обеспечат более высокую жесткость.
На опорном каркасе фиксируются петли. Если рама хорошо проходит в проем, то нужно сделать подкос и закрепить его на основании. Рама крепится на петли. После этого ставят обшивочные доски. Для этого используют саморезы. Угловые планки требуют более прочного крепления в три самореза. Затем можно делать задвижку и ручку.
Установка калитки из древесины может быть произведена и следующим образом:
- режется профильная труба, из которой сваркой обустраивают каркас с последующей шлифовкой;
- крепятся петли;
- на раме раскладываются доски, сверлятся отверстия с последующим креплением при помощи болтов;
- калитка навешивается, грунтуется, покрывается лаком.
Использование профнастила для ворот
Если вы хотите, чтобы ваша калитка прослужила вам не один десяток лет, сохранив свой первоначальный вид, то стоит обратить внимание на такой материал, как профнастил. Он обладает еще и такими преимуществами:
Он обладает еще и такими преимуществами:
- высокая прочность;
- устойчивость к коррозии;
- легкость в монтаже;
- стойкость под действием ультрафиолета.
Чтобы быстро и качественно изготовить калитку из профнастила, надо руководствоваться следующим порядком действий:
- Возведение опорных столбов
- Изготовление рамочного каркаса сварочным методом из профильной трубы 60х30 мм. В центре необходимо приварить перемычку, на которую и будут крепиться листы.
- При помощи саморезов профнастил крепится к раме. Вкручивание производится через каждую волну. Рекомендуется крепить у трех уровнях – снизу, сверху и посредине.
- Обшитая калитка крепится к опорам на петлях.
- Фиксация замка или задвижек.
Оформление ковкой
Помогут украсить интерьер загородного участка кованые калитки, излучающие благородство и старину. Чтобы их сделать самостоятельно, придется немного потрудиться.
Кроме того, от вас потребуется дополнительное оборудование – тиски, наковальня, горн, сварочный аппарат, станки для ковки холодного типа.
Вам поможет наша инструкция, как сделать калитку:
- нарисуйте эскиз конструкции;
- скуйте все элементы отдельно друг от друга;
- процедура ковки такая – нагрейте болванку, обожмите, заготовьте, а затем отделайте в окончательном виде;
- подготовьте фигурные декоративные узоры;
- соедините профили в каркас прямоугольной формы;
- приварите базовые элементы к изготовленному каркасу;
- отшлифуйте все швы;
- закрепите дверь на навесах точечного типа;
- зачистите поверхность конструкции, прогрунтуйте и прокрасьте.
Кованый вариант украшения забора станет не только оригинальным завершением строительства на участке, но и прекрасной защитой для дома. Распашные калитки с элементами ковки особенно популярны в комбинации с металлическими каркасами заборов.
Металлическая конструкция с сеткой рабицей
Удобный и прочный вариант калитки с полотном из рабицы часто используется дачниками, которые не слишком хотят тратиться на обустройство забора. Эта конструкция достаточно легко монтируется, не требует сложного ухода, может эксплуатироваться в течение длительного периода времени.
Однако есть и определенные недостатки, связанные с низким уровнем шумоизоляции. Кроме того, сложно будет укрыться от посторонних взглядов, не будет создан барьер от проникновения мусора на участок.
После того, как вы создали эскиз, произвели расчет расхода материала и фурнитуры, подготовили инструмент, надо приступать к монтажу металлической калитки:
- нарежьте профильную трубу в соответствии с нужными размерами;
- при помощи сварочного аппарата соберите каркас;
- прикрепите петли;
- установите сетку к раме и закрепите ее на ней;
- навесьте створку;
- установите ручку, замок накладного типа;
- отшлифуйте, прогрунтуйте и покрасьте конструкцию.

Когда вы самостоятельно изготовите красивую калитку по собственному эскизу, то она будет не только выполнять свое основное назначение, но и станет самой настоящей гордостью мастера. Дополнительно ее можно украсить декоративными элементами – аркой, перголой, навесом. Интерьер загородного дома только выиграет от ваших оригинальных решений.
Фото калитки для дачи
Сохраните статью себе на страницу:Пост опубликован: 12.10
Присоединяйтесь к обсуждению: Copyright © 2022 LandshaftDizajn. Ru — портал о ландшафтном дизайне №1
***Сайт принадлежит Марии Козак
Ru — портал о ландшафтном дизайне №1
***Сайт принадлежит Марии Козак
Кованые калитки и ворота сделать самому своими руками
Кованые ворота, калитки, заборы используются уже не первое десятилетие в повседневной жизни. Сегодня они не являются особой редкостью, но по-прежнему остаются малодоступными для большинства наших сограждан. В основном, они несут декоративную функцию, хотя и применяются по главному своему назначению — для отгораживания территории определенного владельца от иного пространства.
Разновидности кованых калиток
Калитка, выполненная с элементами художественной ковки, может быть прозрачной, открывающей вид двора, или сплошной, когда лицевая сторона закрывается металлическим листом, на котором могут переплетаться орнаментные узоры как с одной, так и обеих сторон.
Для облегчения конструкции может применяться полупрозрачный поликарбонат. Он более доступен по цене и достаточно хорошо выглядит.
Еще более дешевы, но также практичны и эстетичны калитки с элементами ковки.
Самостоятельная работа по изготовлению данных изделий достаточно сложна, однако при существовании определенного терпения можно воплотить эскизы кованых калиток в жизнь.
Создаем проект и закупаем материалы
В данном случае проект называется эскизом. Кованые ворота, калитки и иные товары, изготовленные подобным образом, должны его иметь. Он может быть придуман самим изготовителем или же подобран из соответствующих каталогов.
После определения внешнего вида будущей калитки необходимо закупить материалы, предназначенные для воплощения эскиза в жизнь. Раму можно создать из профиля, имеющего в сечении размеры 30х20 мм.
Из более толстого материала делают прутья. Мелкие завитушки изготавливают из квадратного прута, имеющего небольшое сечение.
Подготовка материала
Для изготовления кованых калиток закупленный материал необходимо подготовить. Достижение этой цели осуществляется с применением болгарки (нарезка профильной трубы и прута) и трубогиба. При разрезании для получения ровного края материалы необходимо переворачивать.
При разрезании для получения ровного края материалы необходимо переворачивать.
Трубогиб используется в тех случаях, когда эскиз калитки предусматривает в каркасе изогнутую верхнюю планку. При этом нужно учитывать, что края должны с обеих сторон оставаться ровными не менее, чем на 10 см.
Подготовка деталей
К ней приступают после подготовки всех деталей каркаса. Ее осуществляют на какой-либо ровной поверхности. Все детали раскладываются в соответствующем порядке и свариваются в единую конструкцию.
При невозможности распечатки рисунка узора на эскизе забора и кованых калиток (первый можно использовать, поскольку декор в данных изделиях может быть одинаковым) в настоящем размере его рисуют на любой ровной поверхности. Потом при помощи гибких измерительных приборов измеряют длину металлического каркаса, расходуемого на завитки по отдельности.
Далее необходимо разогреть газовый горн, в который помещают подготовленные заготовки одним концом. Он разогревается до того состояния, когда его можно начать обрабатывать. После этого его переносят на станок, именуемый эксцентриком. В случае, если заготовка не поддается раскатыванию, разогрев повторяют.
После этого его переносят на станок, именуемый эксцентриком. В случае, если заготовка не поддается раскатыванию, разогрев повторяют.
Завитки изготавливают на станке, именуемом «улиткой». Несмотря на то, что они более тонкие, их лучше также разогревать. При необходимости создания симметричных завитков их закручивают одинаково, попеременно с каждой стороны, стараясь соблюдать симметрию.
При присутствии в конструкции элементов в форме пики для их изготовления используют станок «эксцентрик». Их производство должно сопровождаться переворотом заготовки каждый раз на прямой угол. Пики начинают изготавливать отрезанием ромбовидных или квадратных заготовок от листового металла. Объемность данным элементам придают подогревом на высокотемпературном огне до появления на металле белого цвета. После этого с помощью клещей переносят на наковальню, где большим молотом заплескивают. Остывание полученных элементов производят либо в естественных условиях, либо с целью закалки в холодной воде.
Хомуты, скрепляющие завитки либо листья, делают из металлических пластин, имеющих небольшие размеры (20х2 мм), которые придают законченный вид кованому изделию и скрывают места сварки.
Прутья кованой калитки закручивают для придания им витой формы на станке, именуемом торсионом. Для того чтобы получить одинаковые заготовки, каждая из них должна быть прокручена на нем одинаковое число раз.
Сборка конструкции
Кованую калитку собирают не торопясь, постоянно обращаясь к эскизу, чтобы не допустить погрешностей при приваривании различных элементов.
После того как сборщик удостоверится в правильности и симметричности узора, детали скрепляются небольшими сварочными швами, а далее их зачищают щеткой по металлу и шлифовальным кругом.
При наличии в эскизе ворот или калиток сложных элементов типа листьев или цветов их лучше приобрести в той торговой точке, где они реализуются. Приваривание их осуществляется в последнюю очередь.
Покраска ворот и калитки
После приваривания элементов и их обезжиривания в местах сварки приступают к покраске. Сначала, если не используется смесь «три в одном», наносится грунтовка, а после ее высыхания — краска. При этом применяется ее матовая разновидность, как правило, черного цвета. Некоторые элементы рассматриваемых конструкций могут быть покрыты патиной или посеребрены.
Сначала, если не используется смесь «три в одном», наносится грунтовка, а после ее высыхания — краска. При этом применяется ее матовая разновидность, как правило, черного цвета. Некоторые элементы рассматриваемых конструкций могут быть покрыты патиной или посеребрены.
Ворота и калитки могут быть оставлены ажурными или частично (полностью) зашиваются профлистом, карбоксилом.
Представленный способ требует сноровки, навыков работы с металлом, а также терпения.
Рассмотрим более простой способ самостоятельного изготовления кованых калиток и ворот.
Второй способ изготовления
Основную сложность при изготовлении рассматриваемых изделий представляют кованые элементы. Но в настоящее время их можно не делать самостоятельно, а просто приобрести в специализированных торговых точках.
Это не отменяет создания эскиза будущих ворот или калитки. Внимательно его изучив и посчитав количество необходимых элементов, идут в данную торговую точку для осуществления покупки.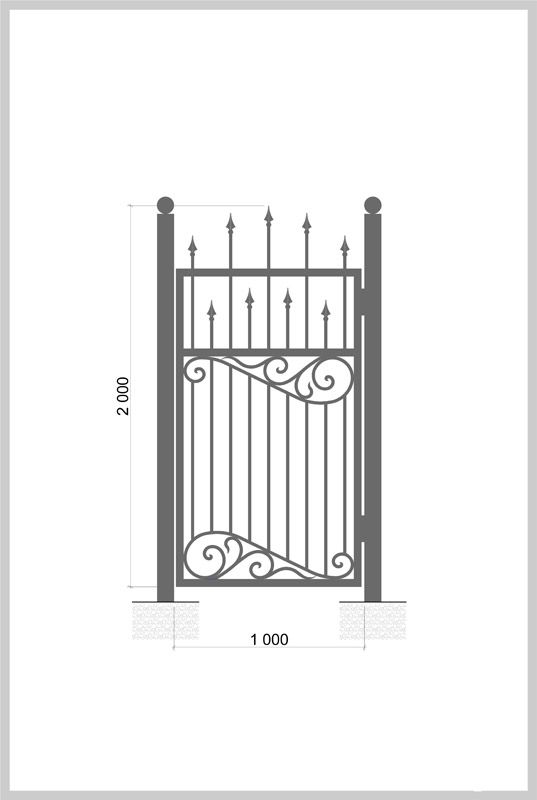
Из профиля или металлической трубы делают каркас калитки. В этом случае вам все равно понадобятся навыки сварки.
После этого кованые элементы раскладываются в необходимом порядке, проверяется симметричность и осуществляется их прихватывание сварочными швами.
Дальнейшие действия такие же, как и в предыдущем способе. Фото калиток кованых приведены в статье.
Монтирование кованых конструкций
Ворота и калитки навешивают на металлические или бетонные столбы. Первые должны иметь больший диаметр по сравнению с профилем, используемым при изготовлении кованых конструкций.
Сначала выкапывают яму с помощью лопаты или бура. Глубина копки определяется типом почвы, ее механическим составом, глубиной промерзания. Засыпают песок и щебень для создания соответствующей подушки. Столбы вставляются строго вертикально. Свободное пространство засыпают битым кирпичом или щебнем, после чего заливают цементно-песочным раствором (1:3) или бетоном. Он застывает в течение 3 суток.
Столбы могут быть и из камня. Их обязательно нужно армировать металлическими прутами и устанавливать на фундамент.
Количество петель на створку определяется тем, насколько тяжелые ворота получились. Обычно их навешивают 2 штуки, для более тяжелых используют три. Нижнюю петлю располагают на расстоянии 40 см от края рамки створки.
Ворота должны быть навешены таким образом, чтобы до поверхности грунтовой площадки оставалось не менее 8 см.
Фото кованых ворот и калиток приведены на рисунке ниже.
Типы кованых ворот
Выделяют следующие виды рассматриваемых изделий:
- распашные — наиболее распространенные, створки раскрываются в обе стороны;
- откатные — цельное полотно с откатыванием вдоль забора;
- автоматические — могут быть и распашными, и откатными — используются для их открытия с пульта.
В отличие от калитки, которую иногда делают открытой, ворота в большинстве случаев изготавливают закрытыми.
Положительные и отрицательные качества кованых изделий
Плюсом является то, что они всегда смотрятся изысканно, являются долговечными и надежными. Помимо этого они являются экологичными и сочетаются с любыми уличными элементами.
Помимо этого они являются экологичными и сочетаются с любыми уличными элементами.
Однако им присущи и недостатки:
- процесс монтирования достаточно сложен;
- высокая стоимость изделий.
Уход за коваными конструкциями
Он заключается в их протирании, периодическом подкрашивании при отслаивании старой краски, смазке подвижных элементов для предотвращения скрипа. При наличии большого количества кованых элементов мытье производят мощной струей воды.
В заключение
Кованые калитки и ворота имеют изысканный вид. Самостоятельное их изготовление и установка требуют наличия определенных навыков, прежде всего способности совершать некустарную сварку в случае покупки кованых элементов, а также наличия определенных станков. Изготовление металлических кованых конструкций является творческим занятием, доставляющим немалое удовольствие создавшему их мастеру в том случае, если все получилось удачно.
Забор с элементами ковки фото
Воплощение любых фантазий — забор с элементами ковки
В загородном доме всё может быть необычным и чуть-чуть более смелым. Вы можете воплощать любые фантазии и то, о чем вы мечтали в детстве.
Вы можете воплощать любые фантазии и то, о чем вы мечтали в детстве.
Что же касается декора, то красивые кованные элементы в сочетании с массивными столбами из декоративного кирпича — только начало для пробуждения творческих свершений.. Ведь это — ваш персональный мир. И он точно — объект для фантазий. Именно поэтому, если появляется возможность, здесь стоит придумать что-нибудь действительно необычное, но обязательно близкое Вам.
На этом сайте представлены 60 фото различных сварных заборов от экономичных минималистских до нарядных и оригинальных. Это разные стили и конструкции, цветовая гамма и декор. Но все они отличаются от того, что может появиться в других домах.
Найдите идею, которая понравится вам, и пусть это поможет Вам жить радостно!
Материалы и размеры секций и столбов
Изготовим ограждение из других типоразмеров профильной трубы, полосы, прутка (20х20, 15х30, 25х25, 25х40, 50х25, полоса 20х4, 30х4, 40х4, квадрат 10, квадрат 12), стоимость рассчитывается индивидуально.
Предлагаем изменить высоту и длину секций в соответствии с Вашими пожеланиями.
Столб по Вашему выбору: столб из профильной трубы 80х80, 100х100, столб выложенный из кирпича или бетонных блоков.
Сроки изготовления 7 секций в день, минимальное время изготовления 5 дней с момента поступления платежа. Вы получите сварной забор высокого качества и в кратчайшие сроки.
Декоративные столбы
Бетонные столбы и цокольные панели для заборов изготовлены методом сухого прессования песчано-цементной смеси (мытый карьерный песок, цемент М-500). Бетонные изделия армируются 4-мя прутками Ст-3 диаметром 6 мм (рядные столбы и цокольные панели) и 8 мм (воротные столбы). В столбах предусмотрены технологические отверстия для прокладки электрического кабеля под освещение, воротную автоматику и домофоны. На столбах имеются посадочные места для цокольных панелей.
Декоративные столбы из бетонных наборных блоков, которые выполняют роль несъёмной опалубки.
Ворота и калитки
Изготовим ворота и калитку по рисунку ограждения. Ворота распашные и откатные.
Установим автоматику ворот.
Монтаж
Способы монтажа: полное бетонирование, бутование, ленточный фундамент, винтовые сваи.
Как заказать?
Позвоните по одному из наших телефонов, назовите общую длину ограждения, ширину ворот , количество калиток и местоположение участка.
Мы рассчитаем стоимость Вашего ограждения «под ключ» и подготовим договор.
Наш офис расположен рядом с площадью Александра Невского – подробно в Контактах.
В офисе Вы получите ответы на все вопросы и осмотрите образцы.
Обязательно созвонитесь и согласуйте время Вашего прихода в офис.
Калитка из кованых элементов — sdelayzabor.ru
Изделия из кованого металла были популярны еще несколько веков назад. И до сих пор такие изделия не утратили своей актуальности. В полной мере это относится к калиткам, которые являются обязательными атрибутами любого участка.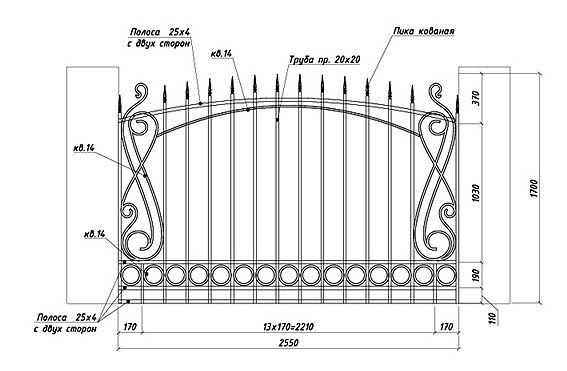 Помимо эстетичного внешнего вида, художественная ковка подчеркивает изысканный вкус хозяев, а также является надежной защитой от проникновения на участок. Читайте далее про кованые калитки — их достоинства и недостатки, особенности конструкции, как сделать своими руками и многое другое.
Помимо эстетичного внешнего вида, художественная ковка подчеркивает изысканный вкус хозяев, а также является надежной защитой от проникновения на участок. Читайте далее про кованые калитки — их достоинства и недостатки, особенности конструкции, как сделать своими руками и многое другое.
Особенности кованой калитки
Перед началом изготовления кованой калитки следует обратить внимание на некоторые ее особенности:
- Важно, для чего она предназначена. Например, если целью является просто защита участка, то декоративных элементов можно использовать минимум, не особо стараясь вписать их в общий дизайн. Если же главное предназначение заключается в подчеркивании стиля и индивидуальности, то каждый элемент необходимо продумать, подобрать в соответствии с общим видом ворот и ограждения.
- Трудозатраты на изготовление могут существенно различаться. Кованые калитки могут быть облегченными, со встроенной штамповкой, а могут полностью изготавливаться вручную. Все зависит от вкуса хозяев, их предпочтений и бюджета.
- Калитка может быть полностью прозрачной, состоящей только из кованых элементов, а может быть закрыта каким-либо материалом. В первом случае видимость двора будет открыта. Имеется также альтернативный вариант. Верхняя часть калитки закрывается, а нижняя часть оставляется прозрачной. В последнее время именно такой выбор делают многие владельцы участков.
 Все зависит от вкуса хозяев, их предпочтений и бюджета.
Все зависит от вкуса хозяев, их предпочтений и бюджета.Плюсы и минусы конструкции
Калитка из ковки на кирпичных столбахВначале поговорим о положительных моментах:
- Обеспечивается надежная защита от проникновения на огражденную территорию. Один только вид железной преграды способен отбить охоту у злоумышленников проникнуть на чужую территорию.
- Калитки кованые обеспечат индивидуальность, привнесут элемент старины и изысканности. А если еще и ворота будут коваными, то стиль и вкус владельцев непременно оценят.
- Долговечность. Металлическая конструкция способна радовать своим видом владельцев на протяжении десятилетий.
- Изделие не нуждается в постоянном уходе. Достаточно 1 раз в несколько лет подкрасить металл и иногда смазывать петли.
- Разрушить такую надежную преграду будет очень непросто, в отличие, например, от изделия из штакетника.
- Кованые изделия впишутся в любой дизайн ограждения и всего участка.
- Можно создать любой орнамент или узор, какой только возможен.

А теперь несколько минусов:
- Калитка из ковки будет обладать значительным весом. Для ее нормальной эксплуатации необходимы прочные опоры, на которых она будет закреплена. В противном случае ее может перекосить через несколько лет.
- Стоимость изготовления превышает цену изделий из дерева, профлиста, поликарбоната и прочих материалов. Но оно того стоит по всем параметрам.
- Индивидуальная работа и выполняется более длительное время.
- Придется поискать хорошего мастера, если решено приобрести готовое изделие.
Как выбрать кованую калитку
Сегодня разнообразие кованых калиток реально велико.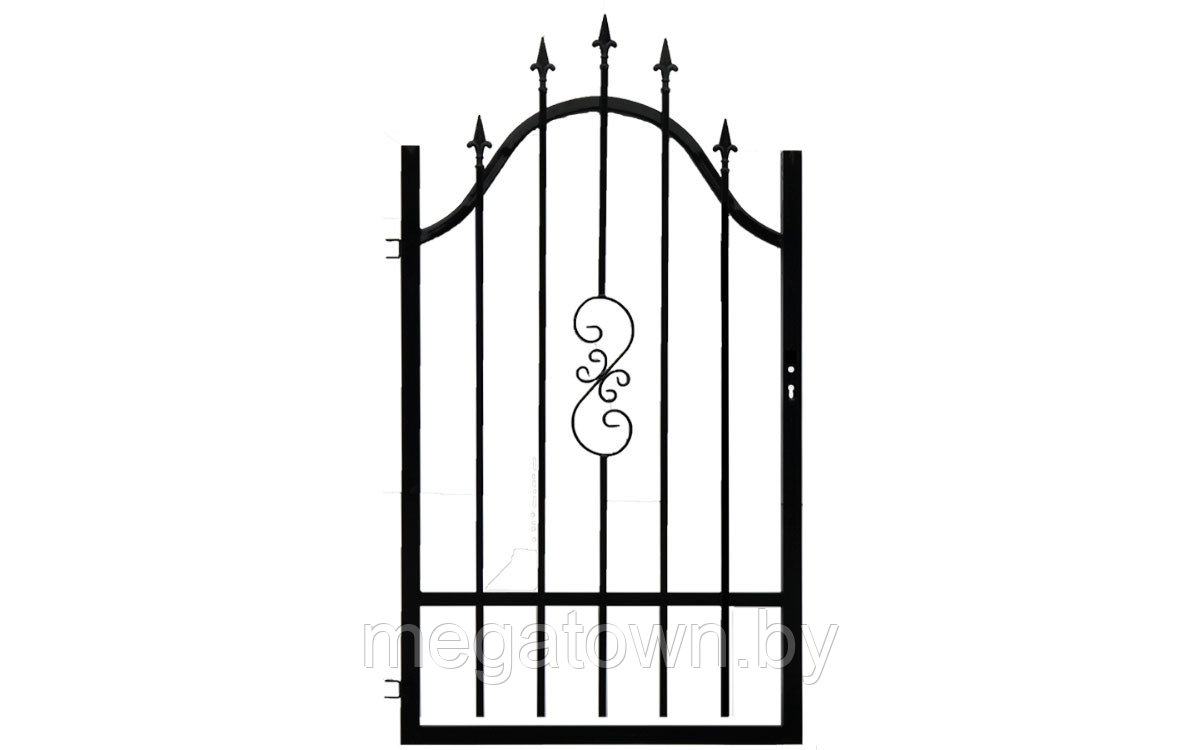 Множество мастеров предлагают свои услуги, предоставляя образцы своих изделий. Среди этого многообразия трудно сориентироваться, сделать правильный выбор. Каждый должен определиться со своими вкусами и финансовыми возможностями.
Множество мастеров предлагают свои услуги, предоставляя образцы своих изделий. Среди этого многообразия трудно сориентироваться, сделать правильный выбор. Каждый должен определиться со своими вкусами и финансовыми возможностями.
Если вы хотите полностью закрыть видимость улицы, выберите закрытый вариант. Кованая калитка будет закрыта листом профнастила или поликарбоната. Данные материалы удачно сочетаются между собой и долго служат. Гораздо реже калитку закрывают деревом. Важно лишь подобрать сорт древесины, который прослужит максимально долго.
В случае, если решено сохранить калитку прозрачной, следует определиться с такими нюансами:
- Метод изготовления кованых элементов. Более простым и дешевым вариантом будет холодная ковка. Горячий метод изготовления требует больших трудозатрат и времени, поэтому стоимость будет выше.
- Сочетание с другими элементами. Металл отлично сочетается с каменными и кирпичными столбами, а также с другим металлом.
При выборе готового изделия позаботьтесь о том, чтобы все элементы калитки соответствовали выбранному стилю. В частности, кованые ручки для калитки, навесы и петли должны удачно сочетаться с прочими деталями.
В частности, кованые ручки для калитки, навесы и петли должны удачно сочетаться с прочими деталями.
Материалы для изготовления калитки
Калитка с элементами ковки обычно изготавливается из обычной стали, а затем декорируется посредством нанесения на нее различных покрытий. Элементы ковки могут изготавливаться вручную или быть штампованными. Во втором случае они обладают более низкой стоимостью. Вручную элементы изготавливаются методом горячей или холодной ковки. Все элементы собираются на каркасе калитки в единую композицию.
Примерные образцы кованных элементов от одной из фирмКованые калитки своими руками
Изготовить кованую конструкцию достаточно сложно, если не имеется необходимого опыта и соответствующего инструмента. Но, при большом желании и терпении, кованые калитки своими руками — дело вполне решаемое. И вовсе не обязательно становиться кузнецом для их изготовления, ведь сейчас имеется множество инструментов, с помощью которых можно своими руками создать неповторимое творение.
Первым делом подбирают эскиз будущего изделия. Его можно нарисовать самостоятельно или выбрать из каталога. Исходя из этого, производится закупка необходимых материалов для изготовления каркаса. Также выполняется подборка отдельных элементов отделки.
Готовый эскиз трех вариантов калиткиРассмотрим, как изготовить калитку из уже готовых кованых элементов. Для начала работы необходимо подготовить идеально ровную поверхность, на которой будет свариваться калитка. Из инструментов понадобятся:
- Сварочный аппарат.
- Болгарка, отрезной и зачистной круги.
- Измерительный и чертежный инструмент.
- Тиски или струбцины.
- Молоток.
- Наждачная бумага.
Работа выполняется в такой последовательности:
- Изготавливается рама. Для этого лучше всего подойдет профильная труба 20 х 30 мм. Вырезанные куски трубы свариваются между собой.
- К каркасу привариваются наиболее массивные элементы (пруты, кольца и прочие детали).
- На калитке раскладываются все декоративные элементы. На этом этапе еще не поздно как-то изменить рисунок. Важно соблюсти симметрию и какой-то узор.
- Все разложенные элементы закрепляются на каркасе методом сварки.
- Выполняется зачистка и шлифовка всех швов. Особое внимание уделяется сварным швам, так как именно в этих местах металл коррозирует наиболее быстро.
- Поверхность калитки обезжиривается.
- Выполняется покраска изделия. Вначале наносится слой грунтовки, которая должна обладать антикоррозионными свойствами. После ее высыхания наносится слой краски. Обычно выгодно смотрится черная матовая эмаль.
- Отдельные элементы можно чем-либо выделить на черном фоне. Например, золотом или серебром.
- Полностью высохшая калитка навешивается на постоянное место.
- Проверяется работа изделия, устанавливаются замки и козырек.

Рекомендации по уходу за коваными калитками
Несмотря на то, что кованая калитка нуждается в самом минимальном уходе, необходимо изредка поддерживать ее работоспособность и внешний вид. Заключается это в следующем:
Заключается это в следующем:
- Петли калитки постоянно находятся в работе, поэтому нуждаются в периодической смазке. Для этой процедуры подойдет любое минеральное масло (литол, солидол, графитовая смазка). В крайнем случае можно воспользоваться жидким машинным маслом.
- На металлических поверхностях калитки через несколько лет эксплуатации могут появиться следы коррозии. Даже невзирая на несколько слоев хорошей краски. Рекомендуется 1 раз в 3-4 года обновлять красочное покрытие.
- Уход за опорами. Даже самые монолитные опоры со временем могут смещаться или проседать. Это ведет к смещению створки относительно притвора. Поэтому периодически нужно обследовать столбы, обращая внимание на все отклонения, восстанавливая прежнюю нерушимость опор.
Бесшовные трубы – обзор
02.01 Медь и медные сплавы
B21/B21M-01e1. Стандартная спецификация для морских латунных стержней, стержней и профилей.
Б42-02. Стандартная спецификация на бесшовную медную трубу стандартных размеров.
В43-98. Стандартная спецификация на бесшовную трубу из красной латуни стандартных размеров.
В61-02. Стандартная спецификация для паровых или клапанных бронзовых отливок.
В62-02. Стандартная спецификация для составных бронзовых или металлических отливок.
В68-02. Стандартная спецификация для бесшовных медных труб светлого отжига.
Б68М-99. Стандартная спецификация на бесшовную медную трубу светлого отжига (метрическая).
Б75М-99. Стандартная спецификация для бесшовной медной трубы (метрическая).
Б75-02. Стандартная спецификация для бесшовных медных труб.
В88-02. Стандартная спецификация бесшовных медных водопроводных труб.
Б88М-99. Стандартная спецификация для бесшовных медных водопроводных труб (метрических).
Б96/Б96М-01.Стандартная спецификация на плиты, листы, полосы и катаные прутки из медно-кремниевого сплава общего назначения и сосудов под давлением.
Б98/Б98М-03. Стандартная спецификация для стержней, стержней и профилей из медно-кремниевого сплава.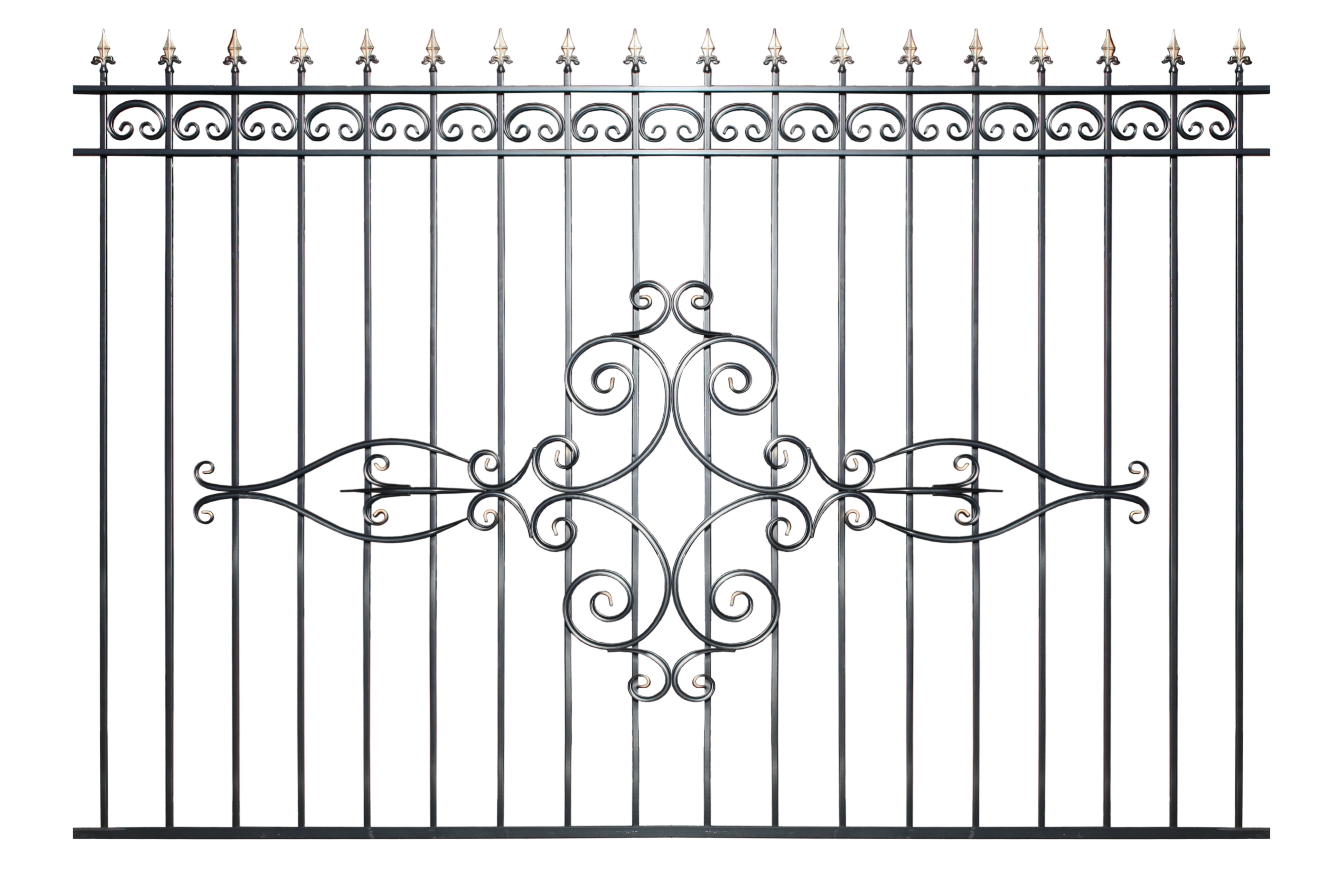
В148-97(2003). Стандартная спецификация для литья в песчаные формы из алюминия и бронзы.
Б150/Б150М-03. Стандартная спецификация для алюминиевых бронзовых стержней, стержней и профилей.
Б152/Б152М-00. Стандартная спецификация для медного листа, полосы, плиты и проката.
Б169/Б169М-01. Стандартная спецификация для листа, полосы и проката из алюминиевой бронзы.
Б171/Б171М-99е2. Стандартная спецификация на пластины и листы из медных сплавов для сосудов высокого давления, конденсаторов и теплообменников.
Б187/Б187М-03. Стандартная спецификация для меди, шин, стержней и профилей, а также стержней, стержней и профилей общего назначения.
В280-02. Стандартная спецификация бесшовных медных труб для кондиционирования воздуха и холодильного оборудования.
В283-99а.Стандартная спецификация на штамповки из меди и медных сплавов (горячепрессованные).
B466/B466M-98 Стандартные технические условия на бесшовные медно-никелевые трубы и трубки.
B467-88(2003) ТУ на сварную медно-никелевую трубу.
B584-00 Стандартная спецификация для литья в песчаные формы из медного сплава общего назначения.
02.02 Алюминиевые и магниевые сплавы
B26/B26M-03. Стандартная спецификация для литья алюминиевых сплавов в песчаные формы.
В209-02а.Стандартная спецификация для листов и пластин из алюминия и алюминиевых сплавов.
Б209М-03. Стандартная спецификация для листов и пластин из алюминия и алюминиевых сплавов (метрическая система).
Б210-02. Стандартная спецификация для тянутых бесшовных труб из алюминия и алюминиевых сплавов.
Б210М-02. Стандартная спецификация для тянутых бесшовных труб из алюминия и алюминиевых сплавов (метрическая система).
Б211-02. Стандартная спецификация для стержней, стержней и проволоки из алюминия и алюминиевых сплавов.
Б211М-02.Стандартная спецификация для прутка, прутка и проволоки из алюминия и алюминиевого сплава (метрическая система).
Б221М-02. Стандартная спецификация для прессованных стержней, стержней, проволоки, профилей и труб из алюминия и алюминиевых сплавов (метрическая система).
Б221-02. Стандартная спецификация для прессованных стержней, стержней, проволоки, профилей и труб из алюминия и алюминиевых сплавов.
Б241/Б241М-02. Стандартная спецификация для бесшовных труб из алюминия и алюминиевых сплавов и бесшовных экструдированных труб.
В247-02а. Стандартная спецификация для штампованных поковок из алюминия и алюминиевых сплавов, ручной поковки и поковок с катаным кольцом.
Б247М-02а. Стандартная спецификация для штампованных поковок из алюминия и алюминиевых сплавов, ручной поковки и поковок с катаным кольцом (метрическая).
Б345/Б345М-02. Стандартная спецификация для бесшовных труб из алюминия и алюминиевых сплавов, а также бесшовных экструдированных труб для систем транспортировки и распределения газа и нефти.
В361-02. Стандартная спецификация для сварных фитингов из кованого алюминия и алюминиевых сплавов заводского изготовления.
Б491/Б491М-00. Стандартная спецификация для экструдированных круглых труб из алюминия и алюминиевых сплавов общего назначения.
02.04 Цветные металлы — никель, кобальт, свинец, олово, цинк, кадмий, драгоценные, химически активные, тугоплавкие металлы и сплавы; Материалы для термостатов, электрических нагревательных и резистивных контактов и разъемов
B127-98. Стандартная спецификация для пластин, листов и полос из никель-медного сплава (UNS N04400).
В160-99. Стандартная спецификация для никелевого стержня и стержня.
Б161-03. Стандартная спецификация для никелевых бесшовных труб и труб.
В162-99. Стандартная спецификация для никелевых пластин, листов и полос.
Б164-03. Стандартная спецификация для прутка, прутка и проволоки из никель-медного сплава.
В165-93. Стандартная спецификация для бесшовных труб из никель-медного сплава (UNS N04400)*.
Б166-01. Никель-хром-железные сплавы стандартной спецификации (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и никель-хром-кобальт-молибденовый сплав (UNS N06617) прутки, прутки и проволока.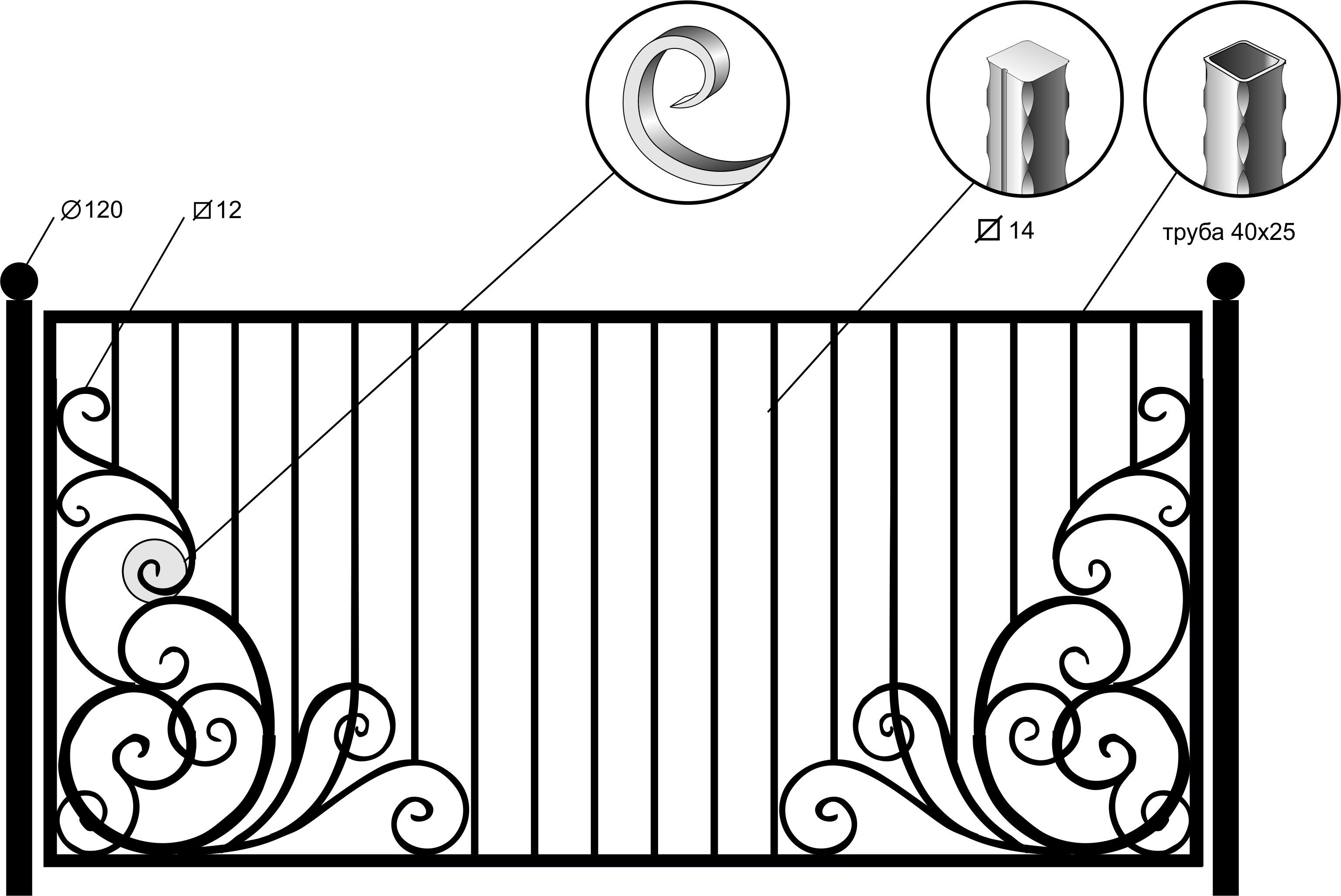
Б167-01. Стандартная спецификация для бесшовных труб и труб из сплавов никель-хром-железо (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и сплава никель-хром-кобальт-молибден (UNS N06617).
Б168-01. Стандартная спецификация для сплавов никель-хром-железо (UNS N06600, N06601, N06603, N06690, N06693, N06025 и N06045) и сплава никель-хром-кобальт-молибден (UNS N06617) пластин, листов и полос.
Б265-02. Стандартная спецификация для полосы, листа и плиты из титана и титанового сплава.
В333-03. Стандартная спецификация для пластин, листов и полос из никель-молибденового сплава.
В335-03. Стандартная спецификация на стержень из никель-молибденового сплава.
В338-02. Стандартная спецификация на бесшовные и сварные трубы из титана и титановых сплавов для конденсаторов и теплообменников.
В363-03. Стандартные технические условия на бесшовные и сварные фитинги из нелегированного титана и сварочных фитингов из титановых сплавов.
В381-02. Стандартная спецификация для поковок из титана и титановых сплавов.
В407-01. Стандартная спецификация для бесшовных труб и труб из никель-железо-хромового сплава.
В409-01. Стандартные технические условия на пластины, листы и полосы из сплава никель-железо-хром.
Б435-03. Стандартная спецификация для пластин, листов и полос UNS N06002, UNS N06230, UNS N12160 и UNS R30556.
B443-00e1. Стандартная спецификация для пластин, листов и полос из сплава никель-хром-молибден-колумбий (UNS N06625) и сплава никель-хром-молибден-кремний (UNS N06219).
В444-03. Стандартная спецификация для труб и труб из сплавов никель-хром-молибден-колумбий (UNS N06625) и сплава никель-хром-молибден-кремний (UNS N06219).
В446-03.Стандартная спецификация для сплава никель-хром-молибден-колумбий (UNS N06625), сплава никель-хром-молибден-кремний (UNS N06219) и сплава никель-хром-молибден-вольфрам (UNS N06650) стержня и прутка.
В462-02. Спецификация на кованые или катаные UNS N06030, UNS N06022, UNS N06200, UNS N08020, UNS N08024, UNS N08026, UNS N08367, UNS N10276, UNS N10665, UNS N10675 и UNS R20033 фланцы для труб из сплава, кованые фитинги, клапаны и детали для агрессивных сред обслуживание при высоких температурах.
В463-99. Стандартная спецификация для плит, листов и полос из сплава UNS N08020, UNS N08026 и UNS N08024.
В464-99. Стандартная спецификация для сварных труб из сплава UNS N08020, UNS N08024 и UNS N08026.
В493-01(2003). Стандартная спецификация для поковок из циркония и циркониевых сплавов.
B514-95(2002)e1. Стандартная спецификация для сварных труб из никель-железо-хромового сплава.
В517-03. Стандартная спецификация для сварных труб из сплава никель-хром-железо (UNS N06600, UNS N06603, UNS N06025 и UNS N06045).
Б523/Б523М-02. Стандартная спецификация для бесшовных и сварных труб из циркония и циркониевых сплавов.
Б550/Б550М-02. Стандартная спецификация для стержней и проволоки из циркония и циркониевых сплавов.
Б551/Б551М-02. Стандартная спецификация для полосы, листа и плиты из циркония и циркониевого сплава.
В564-00а. Стандартная спецификация для поковок из никелевого сплава.
В574-99а. Спецификация на низкоуглеродистый никель-молибден-хром, низкоуглеродистый никель-хром-молибден, низкоуглеродистый никель-молибден-хром-тантал, низкоуглеродистый никель-хром-молибден-медь, низкоуглеродистый никель-хром-молибден — стержень из вольфрамового сплава.
В575-99а. Спецификация на низкоуглеродистый никель-молибден-хром, низкоуглеродистый никель-хром-молибден, низкоуглеродистый никель-хром-молибден-медь, низкоуглеродистый никель-хром-молибден-тантал, низкоуглеродистый никель-хром-молибден — пластины, листы и полосы из вольфрамового сплава.
B619-00. Стандартные технические условия на сварные трубы из никеля и никель-кобальтового сплава.
В620-03. Стандартная спецификация для пластин, листов и полос из сплава никель-железо-хром-молибден (UNS N08320).
В621-02. Стандартная спецификация для стержня из никель-железо-хромомолибденового сплава (UNS N08320).
B622-00. Стандартная спецификация для бесшовных труб и труб из никеля и никель-кобальтового сплава.
В625-99. Стандартная спецификация для пластин, листов и полос UNS N08904, UNS N08925, UNS N08031, UNS N08932, UNS N08926 и UNS R20033.
Б658/Б658М-02. Стандартные технические условия на бесшовные и сварные трубы из циркония и циркониевых сплавов.
В675-02. Стандартная спецификация для сварной трубы UNS N08367.
В688-96. Стандартная спецификация для пластин, листов и полос из хром-никеля-молибдена-железа (UNS N08366 и UNS N08367).
В690-02. Стандартная спецификация для бесшовных труб и труб из сплавов железа, никеля, хрома и молибдена (UNS N08366 и UNS N08367).
В705-00. Стандартная спецификация для сварных труб из никелевого сплава (UNS N06625, UNS N06219 и UNS N08825).
В725-93. Стандартная спецификация для сварных никелевых (UNS N02200/UNS N02201) и труб из никель-медного сплава (UNS N04400).
B729-00. Стандартная спецификация для бесшовных труб из никелевого сплава UNS N08020, UNS N08026 и UNS N08024.
Проект ворот | Сад | Friends of Villa Terrace
by Eric Moebius
Проект Demmer/Neptune Gate представляет собой уникальный опыт современного кузнечного дела. Сотрудничество трех художников с очень разными стилями и опытом было главным препятствием для преодоления.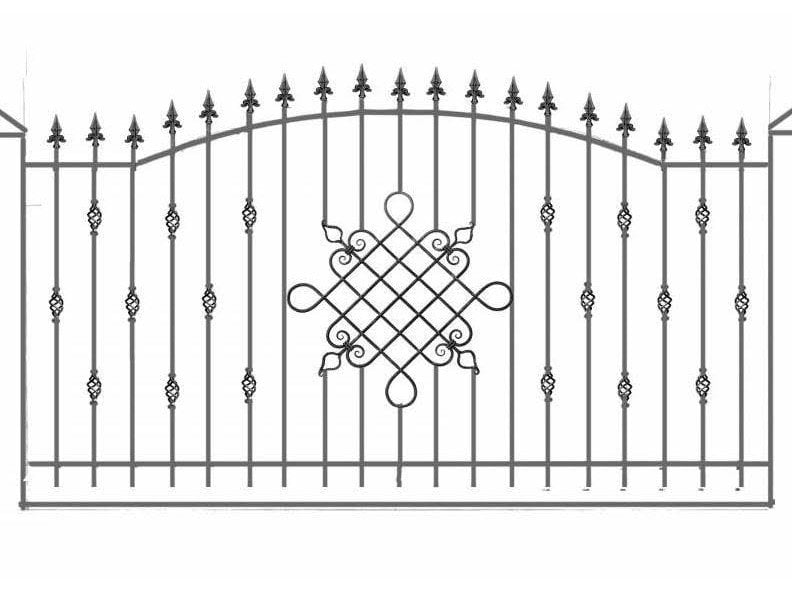 Во время ранних обсуждений дизайна и масштабов проекта мы начали обнаруживать рабочие отношения.Кузнецы по своей природе очень независимые существа, и у всех у нас разные пути к готовой работе.
Во время ранних обсуждений дизайна и масштабов проекта мы начали обнаруживать рабочие отношения.Кузнецы по своей природе очень независимые существа, и у всех у нас разные пути к готовой работе.
Процесс проектирования начался с базового плана, предоставленного Villa Terrace и Деннисом Бюттнером, ландшафтным архитектором. Бюджет и масштаб проекта были определены, и мы приступили к разработке концепции дизайна. Дэн и Том представили несколько концепций дизайна, некоторые из которых взяты из справочников по итальянскому Возрождению. В феврале 2000 года я представил группе полный дизайн.Мы единогласно решили продолжить этот проект. В дизайн включены некоторые элементы из предыдущих эскизов. Я нарисовал большой презентационный рисунок, и мы представили его совету директоров Villa Terrace. Они одобрили дизайн, и мы получили добро на этот проект.
Мой многолетний опыт создания архитектурных проектов и ворот определил, что я буду выковывать весь каркас и ворота. Я бы создал места для декоративных элементов, которые должны были бы сделать Том и Дэн.
Я бы создал места для декоративных элементов, которые должны были бы сделать Том и Дэн.
Летом 2000 года завод Moebius Iron Works начал проект в качестве генерального подрядчика.
Эрик Мебиус кованые детали
нажмите, чтобы увеличить
Каркас ворот принял форму
нажмите, чтобы увеличить
Изготовлены полномасштабные чертежи и макеты всего изделия. Задача сделать раму и добиться того, чтобы общий вид сочетался с очень замысловатыми элементами дизайна, была невероятной. Каждый стержень нужно было нагреть, отбить, текстурировать и сварить вместе.Хотя использовались современные методы сварки, я хотел, чтобы стыки были мягкими, закругленными, без острых углов. Через три месяца мы закончили рамы и смогли дать Дэну и Тому точные места и размеры для их работы. Я считаю, что структура является самой сложной частью для выполнения.
В ноябре Том и Дэн начали работу над своими частями. Я смог начать ворота и изогнутые секции между колоннами. Теперь началось самое интересное — ворота! У меня 25-летний опыт работы в традиционном строительстве ворот, и я считаю этот вид работы очень полезным.Рамы ворот соединяются с помощью метода, называемого врезной и шиповой конструкцией. Этот традиционный метод использовался до того, как были изобретены современные методы сварки. Соединения такие же, как и в деревообработке. Врезка (прямоугольное отверстие) пробивается в стержне на ребро с помощью молотка и долота, пока металл раскален до желтого цвета. На конце соединительной детали выковывается соответствующий шип, который точно подходит к отверстию. При соединении под углом 90 градусов шип проходит через отверстие в пазу и выходит за его пределы, нагревается и забивается молотком, образуя головку заклепки.Это соединение неразрывно и дает зрителю еще один элемент, о котором нужно задуматься.
Теперь началось самое интересное — ворота! У меня 25-летний опыт работы в традиционном строительстве ворот, и я считаю этот вид работы очень полезным.Рамы ворот соединяются с помощью метода, называемого врезной и шиповой конструкцией. Этот традиционный метод использовался до того, как были изобретены современные методы сварки. Соединения такие же, как и в деревообработке. Врезка (прямоугольное отверстие) пробивается в стержне на ребро с помощью молотка и долота, пока металл раскален до желтого цвета. На конце соединительной детали выковывается соответствующий шип, который точно подходит к отверстию. При соединении под углом 90 градусов шип проходит через отверстие в пазу и выходит за его пределы, нагревается и забивается молотком, образуя головку заклепки.Это соединение неразрывно и дает зрителю еще один элемент, о котором нужно задуматься.
Весь каркас ворот с его уникальными методами соединения можно сделать только одним способом. Эта техника включает в себя работу с ручными инструментами, стамесками и кузнечным бойком.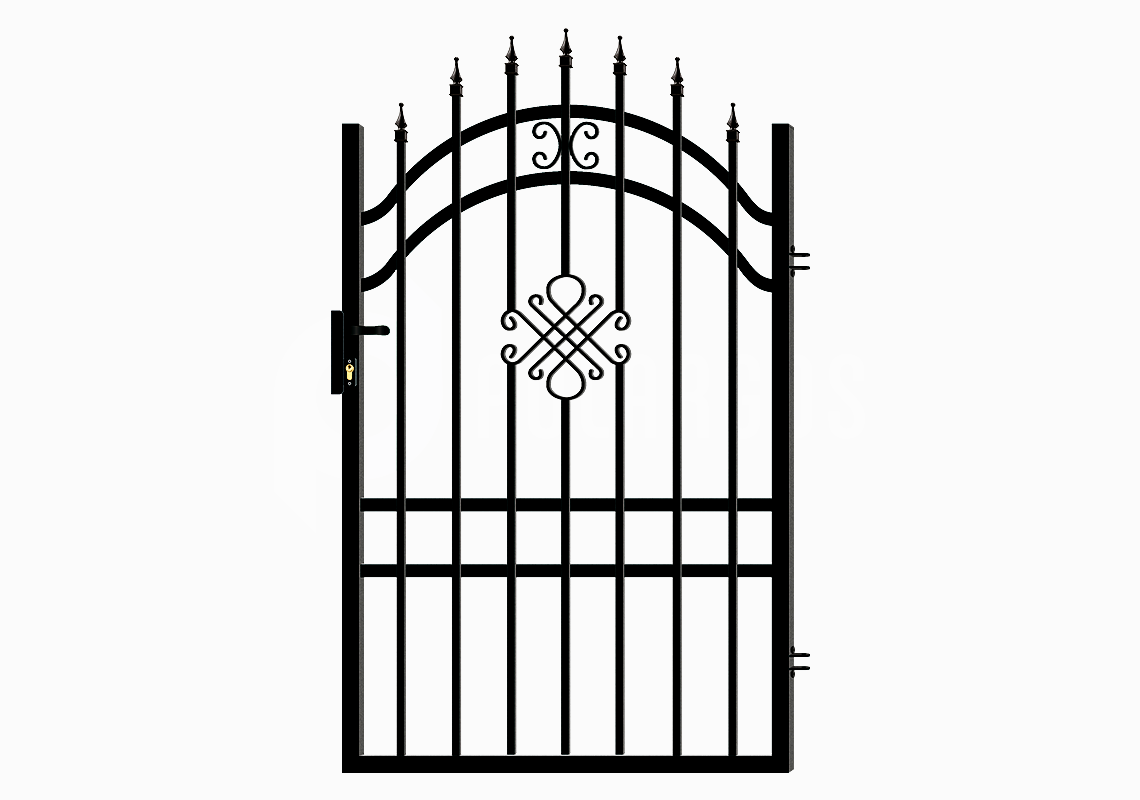 Работая на наковальне, мастер-кузнец держит нагретый брусок и кладет ручные инструменты на место, требующее работы.
Работая на наковальне, мастер-кузнец держит нагретый брусок и кладет ручные инструменты на место, требующее работы.
В стержне пробивается паз
нажмите, чтобы увеличить
нажмите, чтобы увеличить
Нападающий ударяет большой кувалдой по инструменту, выполняющему работу.Это быстрая и яростная работа, требующая полного понимания происходящего как от кузнеца, так и от нападающего. Это слишком быстро для словесных указаний, поэтому кузнец и его боек вырабатывают комбинацию сигналов между собой. Мне повезло, что я уже 25 лет работаю с самым талантливым нападающим в кузнечном деле, моим братом Джеффри Мебиусом.
Изогнутые участки рамы включали изготовление витых стержней, нижних четырехлистников и ответвлений вверху. Скрученные стержни были изготовлены путем нагрева секций и фиксации одного конца стержня в больших тисках.Специальная перекладина для скручивания захватывает противоположный конец, и скручивание осуществляется за счет чистой физической силы. Нижние четырехлистники были выполнены в стиле с использованием небольших воротников (полосок), надетых на две соединяемые части. Ошейники горячие, и когда металл остывает, он сжимается, чтобы крепко держаться. Делать верхние ветки было одно удовольствие. Все большие листья изготовлены методом горячей ковки вручную. Изготовление листьев требует обратного мышления. Сначала вы должны мысленно представить себе окончательную форму листа, а затем вернуться к тому, как будет выглядеть плоский узор.Для создания моделей требуется многолетний опыт работы, чтобы понять, как движется металл.
Нижние четырехлистники были выполнены в стиле с использованием небольших воротников (полосок), надетых на две соединяемые части. Ошейники горячие, и когда металл остывает, он сжимается, чтобы крепко держаться. Делать верхние ветки было одно удовольствие. Все большие листья изготовлены методом горячей ковки вручную. Изготовление листьев требует обратного мышления. Сначала вы должны мысленно представить себе окончательную форму листа, а затем вернуться к тому, как будет выглядеть плоский узор.Для создания моделей требуется многолетний опыт работы, чтобы понять, как движется металл.
Всю зиму и весну продолжалась работа над различными декоративными элементами. Я работал над двумя вазами, чтобы войти в центральные колонны.
Заключительный этап заключался в изготовлении всех элементов и листьев, которые вошли в ворота. Вертикальные стержни в форме шара были выкованы с помощью инструмента, который я сделал для своего кузнечного молота Nazel. Ковка 72 створок для ворот производилась с помощью молотков, донных инструментов и форм.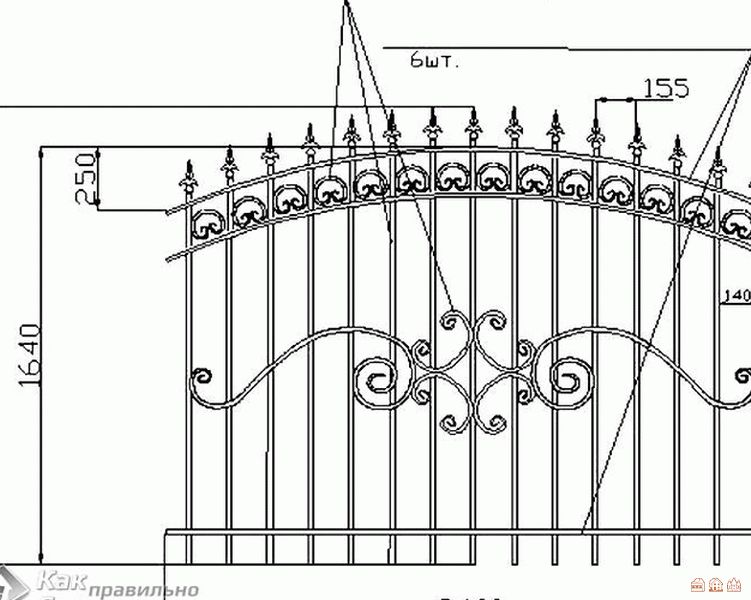 Горячая ковка листьев позволяет художнику манипулировать формами и формами, создавая тени и естественный вид. Общий эффект очень драматичен.
Горячая ковка листьев позволяет художнику манипулировать формами и формами, создавая тени и естественный вид. Общий эффект очень драматичен.
нажмите, чтобы увеличить
Шип, нагретый и забитый
нажмите, чтобы увеличить
Различные элементы этой конструкции содержат много символов. Изогнутые секции приблизят вас и позволят войти в железную конструкцию. Ворота не говорят «Не входить!» потому что изогнутые секции подобны протянутым рукам, приглашающим вас войти.Внешние колонны включают в себя некоторые органические формы (листья), но в основном представляют собой традиционные формы из железа. Внутренние колонны используют вазу, символизирующую Землю, источник всей жизни. Вертикальный элемент показывает переход растущих растений к трезубцу. Трезубец указывает путь в водный мир и явно имеет отношение к нашему Великому озеру. Фигура Нептуна на внутренней стороне ворот на фоне озера — визуальное наслаждение при входе в сад. Я хотел использовать наиболее реалистичные формы растений в нижней части ворот, чтобы отразить насаждения в саду.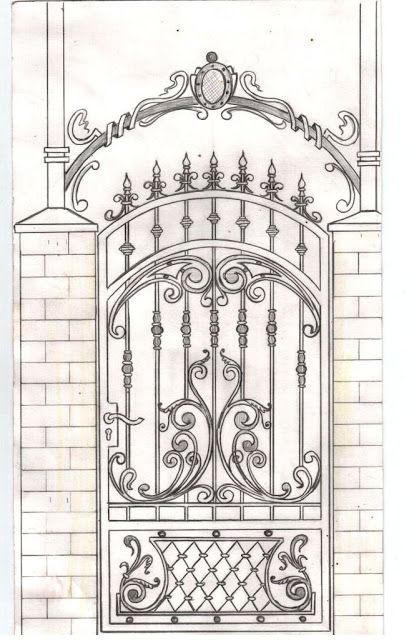 По мере продвижения вверх формы становятся более стилизованными под переход в мир Нептуна.
По мере продвижения вверх формы становятся более стилизованными под переход в мир Нептуна.
Я имел удовольствие работать и наблюдать за Вратами Деммера/Нептуна более года. Я в восторге от того, что инсталляция находится в таком красивом общедоступном месте. Я с нетерпением жду посещения ворот в смене сезонов. Мы втроем вложили в эту работу гораздо больше, чем время и силы. Это наша попытка создать новый эталон для металлоконструкций в 21 веке.
Я хочу поблагодарить правление Villa Terrace за возможность работать над этим проектом. Для нас большая честь, что фонды Деммера оказали финансовую поддержку этим воротам в качестве подарка сообществу Милуоки. Особая благодарность команде Moebius Ironworks за их вклад и исключительную работу над Demmer/Neptune Gate.
Изогнутые части рамы
нажмите для увеличения
Нагрев и скручивание их вручную
нажмите для увеличения
Детали Demmer Neptune Gate
нажмите для увеличения
нажмите для увеличения
5Станки ПРОФИ-2ЭМ для «художественной ковки»
доллар США
10. 0 — 10000.0/шт
0 — 10000.0/шт
MMO Титановый анод Наименование продукта: Титановый анод. Материал основания: Gr1 Gr2 Покрытие: оксид рутения-иридия, покрытие рутений-титан; Титановые листы анода/электрода с покрытием PT/IR/Ru Титановые листы Анод/электрод Размер Dsa: Толщина ≥ 1,5 мм, ширина ≤ 1200 мм, длина ≤ 6000 мм Размер лотка: 20*960*960 мм Размер титановой сетки: 1,5*887*887 мм Перегородки: Gr2 Толщина пластины Ti 2,0 мм. Доступны размеры на заказ. Формы: лист, пластина, круглая, трубка, сетка, титановая корзина для гальваники / корзина Ti; Индивидуальные формы Статус: отожженный Применение: производство бумаги, продовольствие, строительство, океан, аэрокосмическая промышленность, авиация, электроника, металлургия, фармация, соль, химия, нефть Титановые аноды с активным покрытием (DSA) Фирма Титан может изготавливать различные размеры и формы в соответствии с разработанным чертежом клиентов, чтобы получить наилучшие результаты.Титановое анодное покрытие, состоящее из смешанного оксида металла (MMO), такого как RuO2 (рутений) — толщина покрытия RuO2 ≥ 10 мкм, IrO2 (иридий) — толщина покрытия IrO2 ≥ 10 мкм, TiO2, Ta2O5 (тантал), Pt (Платина) — 0,5-5 микрон, PbO2 — толщина покрытия PbO2 0,6-1 мм, может заметно снизить напряжение ячейки во время электролиза выделения хлора, выделения кислорода и иметь замечательный энергосберегающий эффект и более длительный срок службы. Подложка представляет собой титановый материал GR1 или GR2, который можно использовать повторно и переоценивать.Титановый анод также называют DSA или нерастворимым титановым анодом из-за стабильности его размеров и высокой коррозионной стойкости. Обладая такими преимуществами, титановый анод не загрязняет систему электролиза и повышает чистоту конечного продукта, снижает затраты на техническое обслуживание оборудования. Области применения титанового анода DSA: регенерация меди в травильной жидкости, электродиализная промышленность, катодная защита MMO, очистка сточных вод, дезинфекция плавательных бассейнов, электролиз, генератор гипохлорита натрия, хлорно-щелочное производство, антикоррозийная обработка водонагревателей, электролиз ионизированной воды, гальваника, гидрометаллургия.Доступные формы титанового анода DSA: лист, проволока, сетка, трубка, кольцо, полоса, сетчатая корзина и т. Д. Титановый анод, используемый для хлорно-щелочной промышленности
Подложка представляет собой титановый материал GR1 или GR2, который можно использовать повторно и переоценивать.Титановый анод также называют DSA или нерастворимым титановым анодом из-за стабильности его размеров и высокой коррозионной стойкости. Обладая такими преимуществами, титановый анод не загрязняет систему электролиза и повышает чистоту конечного продукта, снижает затраты на техническое обслуживание оборудования. Области применения титанового анода DSA: регенерация меди в травильной жидкости, электродиализная промышленность, катодная защита MMO, очистка сточных вод, дезинфекция плавательных бассейнов, электролиз, генератор гипохлорита натрия, хлорно-щелочное производство, антикоррозийная обработка водонагревателей, электролиз ионизированной воды, гальваника, гидрометаллургия.Доступные формы титанового анода DSA: лист, проволока, сетка, трубка, кольцо, полоса, сетчатая корзина и т. Д. Титановый анод, используемый для хлорно-щелочной промышленности
Кованый декор в экстерьере
Кузнечное дело
это настоящая магия. Стихия огня и мятежный металл сливаются воедино в
умелые руки мастера, рождающие изысканные произведения искусства. Кованый
декор и его фрагменты завораживают неповторимостью рисунка.
Стихия огня и мятежный металл сливаются воедино в
умелые руки мастера, рождающие изысканные произведения искусства. Кованый
декор и его фрагменты завораживают неповторимостью рисунка.
Композиции из художественной ковки в саду, аксессуары для камина, кованые перила, лестничные и балконные перила, изящные калитки и массивные калитки – это единое целое мир кованого декора, царство прочного и красивого материала во всей его проявления.
Магия декора из художественная ковка
Дом истинный аристократ – отражение утонченных вкусов владельца. То кованые элементы подобны предметам консервативной роскоши, сочетающим величественное сталь и утонченная грация. А декор для забора или любого другого ограждения будет гармонично украсить и дополнить двор и сад.
Есть в
напрасно думать о металле как о грубом и скучном материале для винтов и труб.
Современные железные украшения демонстрируют чудеса изящества, органично дополняя
фасад здания, ворота или крыша. Детали, дополняющие ворота, будут
мгновенно преобразить внешний вид сайта.
Детали, дополняющие ворота, будут
мгновенно преобразить внешний вид сайта.
Заполните дом с очарованием средневековых легенд, украсив кованым железом окна, перила и лестницы. Современный кованый декор – это не грубое ремесло, а филигранная работа искусного художника, которая украсит любой пейзаж уникальность и оригинальность.
Кованый внешний вид частный и городской ландшафт
давно поставлено на поток производство художественной ковки – декоративного проката продукты лежат в основе производства продуктов.
Штампованный кованый декор – крайне выгодный для потребителя вариант. Развитый воображение и кузнечные навыки позволяют создавать уникальные дизайнерские замыслы. Многие сложные модели металлоконструкций можно собрать из готовых элементы, соединенные сваркой с применением простой ручной обработки.
- Заборы декоративные маленькие, максимум
высота не превышает одного метра. Их используют для оформления и зонирования территорий
для личных, коммерческих, административных и общественных целей. С их помощью,
можно украсить участок, эффектно огородить клумбы, разделить огород
или огород на отдельные участки. Ограждения стандартного типа, т.е.
1,5-2 метра высотой, они выполняют еще и декоративную функцию, но конструкции
очень ценятся именно из-за охраны территории
от нежелательных гостей.
- Заборы любого типа имеют небольшую высоту, поэтому каждый из вариантов можно отнести к декоративным конструкциям.Заборы различают по назначению: лестницы и террасы, веранды, газоны и ритуальные. То Разнообразие форм, цветов и рисунков делает ограждения идеальными для экстерьера и интерьер практически любого помещения или здания.
- Кованые решетки защищают окна
квартиры и офисы, расположенные на нижних этажах зданий. Это решение
повышает общую безопасность и украшает фасад любого здания. Покупатели часто
не хватает воображения представить себе богатое разнообразие решеток: от изящных, почти
легкие, до массивных с многочисленными декоративными элементами, от замысловатых ампир
стилевые решетки до самых минималистичных. Это может быть стандартный, настенный
или съемная решетка. Особенно привлекательным дизайном обладают
объемные, на которых можно разместить цветочниц или возгонки с живыми
растения. Независимо от стиля решетка успешно выполняет защитные функции.
функции.
- Декоративные панели бывают самых разных размеров. формы и размеры. Это может быть небольшая полоска, то есть круглые или квадратные элементы связаны друг с другом. Или изделие средних размеров (не более 50 на 50 см), состоящая из нескольких завитков, удачно дополненных накладками, листиками, вершины или другие элементы.Или крупногабаритные изделия, размер которых достигает 1-1,5 метра, которые используются для создания различных видов ограждений и декоративных детали интерьера, например, перегородки. Независимо от типа панели, она отличается оригинальностью, оригинальностью и изысканностью. Панели гармонично смотрятся на различных фактурах – металле, камне, дереве, кирпиче.
- Кованый декор в отделке ворот
дополняется различными элементами, составленными в витиеватый узор. Балясины,
характеризуются разнообразием форм, рисунков и линий, представляют собой детали вытянутой формы
в высоту.Волюты и завитки отличаются своей универсальностью, поэтому они
можно встретить в орнаментах различного дизайна и расположения в строении.
- Крышки, заглушки (заглушки) служат завершающей деталью столбов ворот (а также заборов, калиток). Пики в виде капли, цветок, пламя, заостренный, стандартный и другие используются для дополнения дизайна. Кованые ворота часто окружают зеленые насаждения, поэтому отличное решение для украшение заключается в использовании компонентов соответствующего типа: цветов, листьев, виноград.Накладки способствуют гармоничному сочетанию различных элементы в единый орнамент.
- Отдельные элементы для поручней обязательны,
конструкции невозможно представить без стоек, поручней и окончаний. Перила
секции создаются с использованием балясин, стоек, винограда и листьев, лиан,
цветы, в том числе розы и завитки. Таким образом, одни и те же элементы используются для
украсить ограждающие конструкции, но возможно их комбинирование в
различные способы получения оригинальных композиций.
 С их помощью,
можно украсить участок, эффектно огородить клумбы, разделить огород
или огород на отдельные участки. Ограждения стандартного типа, т.е.
1,5-2 метра высотой, они выполняют еще и декоративную функцию, но конструкции
очень ценятся именно из-за охраны территории
от нежелательных гостей.
С их помощью,
можно украсить участок, эффектно огородить клумбы, разделить огород
или огород на отдельные участки. Ограждения стандартного типа, т.е.
1,5-2 метра высотой, они выполняют еще и декоративную функцию, но конструкции
очень ценятся именно из-за охраны территории
от нежелательных гостей. Это может быть стандартный, настенный
или съемная решетка. Особенно привлекательным дизайном обладают
объемные, на которых можно разместить цветочниц или возгонки с живыми
растения. Независимо от стиля решетка успешно выполняет защитные функции.
функции.
Это может быть стандартный, настенный
или съемная решетка. Особенно привлекательным дизайном обладают
объемные, на которых можно разместить цветочниц или возгонки с живыми
растения. Независимо от стиля решетка успешно выполняет защитные функции.
функции.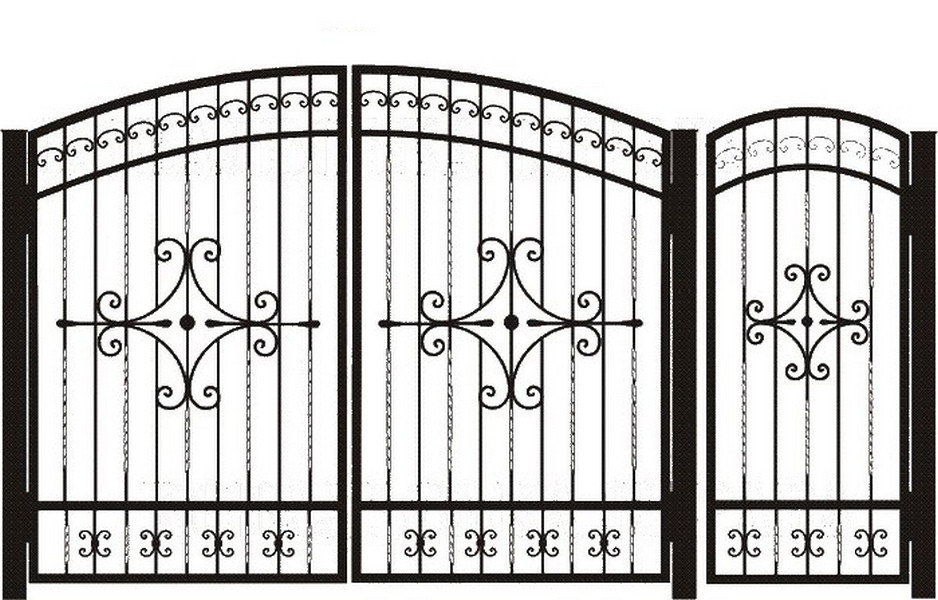 Балясины,
характеризуются разнообразием форм, рисунков и линий, представляют собой детали вытянутой формы
в высоту.Волюты и завитки отличаются своей универсальностью, поэтому они
можно встретить в орнаментах различного дизайна и расположения в строении.
Балясины,
характеризуются разнообразием форм, рисунков и линий, представляют собой детали вытянутой формы
в высоту.Волюты и завитки отличаются своей универсальностью, поэтому они
можно встретить в орнаментах различного дизайна и расположения в строении.
Компания Artdeco® — один из крупнейших производителей элементов и изделий в Украине. Поэтому приобрести товар можно не только в розницу, но и в масса. Для того, чтобы выбрать наиболее понравившийся кованый декор, вы можете выбрать его на сайте и просто положите его в корзину, оформите заказ. Менеджер будет связаться с вами для уточнения деталей.
КаталогЗадвижки Введение
Задвижки
Задвижкив первую очередь предназначены для запуска или остановки потока, а также когда требуется прямолинейный поток жидкости и минимальное ограничение потока.В процессе эксплуатации эти клапаны обычно либо полностью открыты, либо полностью закрыты.
Диск задвижки полностью снимается, когда задвижка полностью открыта; диск полностью втянут в крышку клапана. Это оставляет отверстие для потока через клапан того же внутреннего диаметра, что и трубопроводная система, в которой установлен клапан. Задвижка может использоваться для широкого спектра жидкостей и обеспечивает герметичность в закрытом состоянии.
Конструкция задвижки
Задвижкисостоят из трех основных частей.. кузов, капот и отделка. Корпус обычно соединяется с другим оборудованием с помощью фланцевых, резьбовых или сварных соединений. Крышка, содержащая движущиеся части, прикреплена к корпусу, как правило, с помощью болтов, для обеспечения возможности обслуживания. Трим клапана состоит из штока, затвора, диска или клина и седловых колец.
Задвижка клиновая из литой стали для нефтяной и газовой промышленности
Диски задвижки
Задвижки доступны с различными дисками или клиньями.Классификация задвижек обычно производится по типу используемого клина.
Наиболее распространенными были..
- Сплошной клин является наиболее часто используемым диском из-за его простоты и прочности.
Клапан с этим типом клина может быть установлен в любом положении и подходит практически для всех жидкостей. Сплошной клин представляет собой цельную цельную конструкцию и практически рассчитан на турбулентное течение. - Гибкий клин представляет собой цельный диск с прорезью по периметру для улучшения возможности исправления ошибок или изменения угла между посадочными местами.
Уменьшение будет различаться по размеру, форме и глубине. Неглубокий, узкий разрез дает небольшую гибкость, но сохраняет прочность.
Более глубокая и широкая прорезь или залитая выемка оставляет мало материала посередине, что обеспечивает большую гибкость, но снижает прочность. - Разрезной клин саморегулируется и выравнивается по обеим сторонам сиденья. Этот тип клина состоит из двух частей, которые располагаются между коническими седлами в корпусе клапана. Этот тип клина подходит для обработки неконденсирующихся газов и жидкостей при нормальных температурах, особенно агрессивных жидкостей.

Наиболее распространенные клинья в задвижках
Шток задвижки
Шток, соединяющий маховик и диск друг с другом, отвечает за правильное позиционирование диска.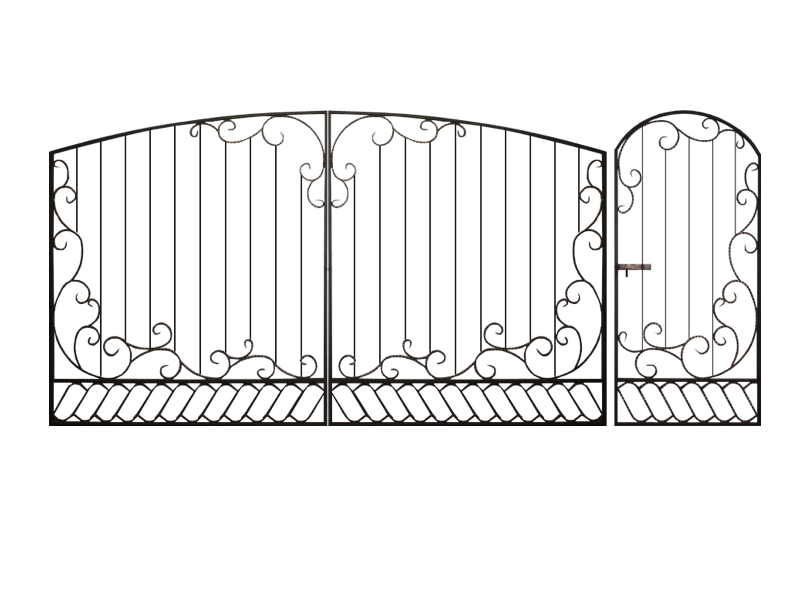 Стержни обычно кованые и соединены с диском резьбой или другими способами. Для предотвращения утечек в области уплотнения необходима тонкая обработка поверхности штока.
Стержни обычно кованые и соединены с диском резьбой или другими способами. Для предотвращения утечек в области уплотнения необходима тонкая обработка поверхности штока.
Задвижки классифицируются как..
- Поднимающийся стержень
- Не поднимающийся шток
Для клапана с поднимающимся штоком: если клапан открыт, шток поднимается над маховиком.Это происходит потому, что шток имеет резьбу и сопрягается с резьбой втулки хомута. Хомут является составной частью клапана с выдвижным штоком и крепится к крышке.
Для клапана с неподнимающимся штоком отсутствует движение штока вверх, если клапан открыт. Шток ввинчивается в диск. Когда маховик на штоке вращается, диск перемещается по резьбе вверх или вниз по штоку, в то время как шток остается вертикально неподвижным.
В главном меню «Клапаны» вы найдете ссылки на подробные (крупные) чертежи обоих типов штока.
Задвижка с выдвижным штоком
Седла задвижки
Седла для задвижек изготавливаются либо за одно целое с корпусом клапана, либо в виде седлового кольца. В конструкции седлового кольца предусмотрены седла, которые либо ввинчиваются в нужное положение, либо вдавливаются в нужное положение, а уплотнение приваривается к корпусу клапана. Последняя форма конструкции рекомендуется для эксплуатации при более высоких температурах.
В конструкции седлового кольца предусмотрены седла, которые либо ввинчиваются в нужное положение, либо вдавливаются в нужное положение, а уплотнение приваривается к корпусу клапана. Последняя форма конструкции рекомендуется для эксплуатации при более высоких температурах.
Встроенные седла обеспечивают седло из того же материала, что и корпус клапана, в то время как запрессованные или резьбовые седла допускают различные варианты.Кольца с твердым покрытием могут быть поставлены для применения, где они необходимы.
Преимущества и недостатки задвижек
Преимущества..
- Хорошая функция отключения
- Задвижки двунаправленные, поэтому их можно использовать в двух направлениях
- Потеря давления через клапан минимальна
Недостатки..
- Их нельзя быстро открыть или закрыть
- Задвижки не подходят для регулирования или дросселирования потока
- Чувствительны к вибрации в открытом состоянии
курсов PDH онлайн.
 PDH для профессиональных инженеров. ПДХ Инжиниринг.
PDH для профессиональных инженеров. ПДХ Инжиниринг.«Мне нравится широта ваших курсов HVAC; не только экологичность или энергосбережение
курсы.»
Рассел Бейли, ЧП
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам
для раскрытия мне новых источников
информации.»
Стивен Дедак, ЧП
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
очень быстро отвечают на вопросы.
Это было на высшем уровне. Буду использовать
еще раз. Спасибо.»
Блэр Хейворд, ЧП
Альберта, Канада
«Легкий в использовании веб-сайт.Хорошо организовано. Я действительно воспользуюсь вашими услугами снова.
Я передам вашу компанию
имя другим на работе.»
Рой Пфлейдерер, ЧП
Нью-Йорк
«Справочный материал был превосходным, и курс был очень информативным, тем более что я думал, что уже знаком
с реквизитами Канзас
Авария в городе Хаятт.»
Майкл Морган, ЧП
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится возможность просмотреть текст перед покупкой. Я нашел класс
информативный и полезный
на моей работе.»
Уильям Сенкевич, Ч.Е.
Флорида
«У вас большой выбор курсов и очень информативные статьи.Вы
— лучшее, что я нашел.»
Рассел Смит, ЧП
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, предоставляя время для проверки
материал. »
»
Хесус Сьерра, ЧП
Калифорния
«Спасибо, что разрешили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от сбоев.»
Джон Скондрас, ЧП
Пенсильвания
«Курс был хорошо составлен, и использование тематических исследований является эффективным
способ обучения.»
Джек Лундберг, ЧП
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; т.э., что позволяет
студент для ознакомления с курсом
материал перед оплатой и
получение викторины.»
Арвин Свангер, ЧП
Вирджиния
«Спасибо, что предлагаете все эти замечательные курсы. Я, конечно, выучил и
очень понравилось. »
»
Мехди Рахими, ЧП
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материала и простотой поиска и
подключение к Интернету
курсы.»
Уильям Валериоти, ЧП
Техас
«Этот материал в значительной степени оправдал мои ожидания. Курс был легким для понимания. Фотографии в основном давали хорошее представление о
обсуждаемые темы.»
Майкл Райан, ЧП
Пенсильвания
«Именно то, что я искал. Нужен 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, ЧП
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых кредитов PDH. Это был
информативно, выгодно и экономично.
Очень рекомендую
всем инженерам. »
»
Джеймс Шурелл, ЧП
Огайо
«Я ценю, что вопросы «реального мира» и имеют отношение к моей практике, и
не основано на какой-то непонятной секции
законов, которые не применяются
— «обычная» практика.»
Марк Каноник, ЧП
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы использовать его в своем медицинском устройстве
организация.»
Иван Харлан, ЧП
Теннесси
«Материал курса имеет хорошее содержание, не слишком математический, с хорошим акцентом на практическое применение технологии.»
Юджин Бойл, П.Е.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо представлена,
а онлайн формат был очень
доступно и просто до
использование. Большое спасибо.»
Большое спасибо.»
Патрисия Адамс, ЧП
Канзас
«Отличный способ добиться соответствия непрерывному образованию PE в рамках временных ограничений лицензиата.»
Джозеф Фриссора, ЧП
Нью-Джерси
«Должен признаться, я действительно многому научился. Распечатанная викторина помогает во время
обзор текстового материала. я
также оценил просмотр
фактические случаи предоставлены.»
Жаклин Брукс, ЧП
Флорида
«Документ Общие ошибки ADA в проектировании помещений очень полезен.
Тесттребовал исследования в
документ но ответы были
всегда в наличии.»
Гарольд Катлер, ЧП
Массачусетс
«Это было эффективное использование моего времени.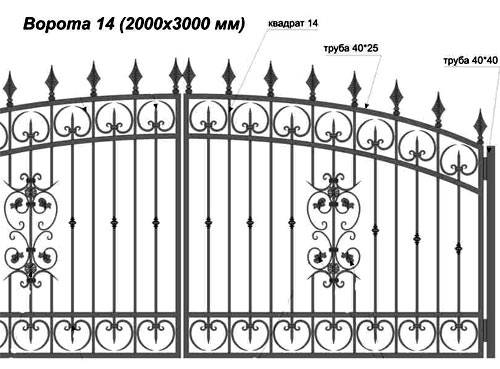 Спасибо за разнообразие выбора
Спасибо за разнообразие выбора
в дорожной технике, что мне нужно
для выполнения требований
Сертификация PTOE.»
Джозеф Гилрой, ЧП
Иллинойс
«Очень удобный и доступный способ заработать CEU для выполнения моих требований в штате Делавэр.»
Ричард Роудс, ЧП
Мэриленд
«Узнал много нового о защитном заземлении. До сих пор все курсы, которые я проходил, были отличными.
Надеюсь увидеть больше 40%
курсы со скидкой.»
Кристина Николас, ЧП
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду дополнительных
курсы. Процесс прост, и
намного эффективнее, чем
необходимость путешествовать.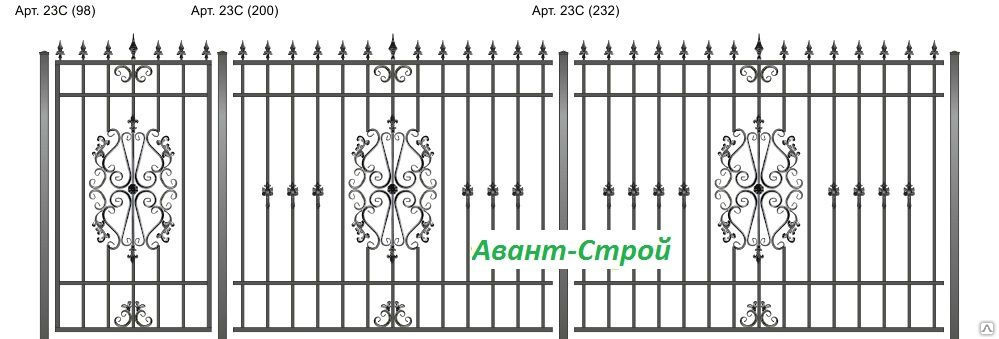 »
»
Деннис Мейер, ЧП
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для профессионалов
Инженеры для приобретения блоков PDH
в любое время.Очень удобно.»
Пол Абелла, ЧП
Аризона
«Пока все было отлично! Поскольку я постоянно работаю матерью двоих детей, у меня не так много
пора искать куда
получить мои кредиты от.»
Кристен Фаррелл, ЧП
Висконсин
«Это было очень информативно и поучительно.Простой для понимания с иллюстрациями
и графики; определенно делает его
легче впитывать все
теории.»
Виктор Окампо, инженер.
Альберта, Канада
«Хороший обзор принципов полупроводников. Мне понравилось проходить курс по номеру
Мне понравилось проходить курс по номеру
мой собственный темп во время моего утра
метро
на работу.»
Клиффорд Гринблатт, ЧП
Мэриленд
«Просто найти интересные курсы, скачать документы и получить
викторина. Я бы очень рекомендую
вам в любой PE нуждающийся
Единицы CE.»
Марк Хардкасл, ЧП
Миссури
«Очень хороший выбор тем во многих областях техники.»
Рэндалл Дрейлинг, ЧП
Миссури
«Я заново узнал то, что забыл. Я также рад помочь финансово
по ваш рекламный адрес электронной почты который
сниженная цена
на 40%. »
»
Конрадо Касем, П.Е.
Теннесси
«Отличный курс по разумной цене. Буду пользоваться вашими услугами в будущем.»
Чарльз Флейшер, ЧП
Нью-Йорк
«Это был хороший тест, и он фактически показал, что я прочитал профессиональную этику
Кодыи Нью-Мексико
правила.»
Брун Гильберт, П.Е.
Калифорния
«Мне очень понравились занятия. Они стоили времени и усилий.»
Дэвид Рейнольдс, ЧП
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
при необходимости дополнительного
Сертификация.»
Томас Каппеллин, П.Е.
Иллинойс
«У меня истек срок действия курса, но вы все равно выполнили обязательство и дали
мне то, за что я заплатил — много
спасибо!»
Джефф Ханслик, ЧП
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы
для инженера. »
»
Майк Зайдл, П.Е.
Небраска
«Курс был по разумной цене, а материал был кратким и
хорошо организовано.»
Глен Шварц, ЧП
Нью-Джерси
«Вопросы соответствовали урокам, а материал урока
хороший справочный материал
для дизайна под дерево.»
Брайан Адамс, П.Е.
Миннесота
«Отлично, я смог получить полезную информацию с помощью простого телефонного звонка.»
Роберт Велнер, ЧП
Нью-Йорк
«У меня был большой опыт прохождения курса «Строительство прибрежных зон — Проектирование»
Корпус Курс и
очень рекомендую.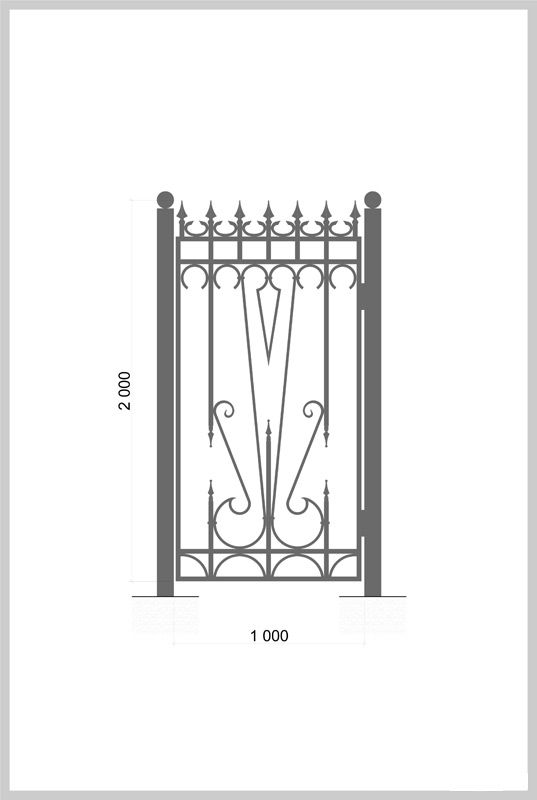 »
»
Денис Солано, ЧП
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики штата Нью-Джерси были очень
прекрасно приготовлено.»
Юджин Брэкбилл, ЧП
Коннектикут
«Очень хороший опыт. Мне нравится возможность загружать учебные материалы на
обзор везде и
когда угодно.»
Тим Чиддикс, ЧП
Колорадо
«Отлично! Поддерживайте широкий выбор тем на выбор.»
Уильям Бараттино, ЧП
Вирджиния
«Процесс прямой, никакой чепухи. Хороший опыт.»
Тайрон Бааш, П.Е.
Иллинойс
«Вопросы на экзамене были пробными и демонстрировали понимание
материала. Тщательный
Тщательный
и всеобъемлющие.»
Майкл Тобин, ЧП
Аризона
«Это мой второй курс, и мне понравилось то, что курс предложил мне, что
поможет в моей линии
работы.»
Рики Хефлин, ЧП
Оклахома
«Очень быстрая и простая навигация. Я определенно воспользуюсь этим сайтом снова.»
Анджела Уотсон, ЧП
Монтана
«Прост в исполнении. Никаких недоразумений при подходе к сдаче теста или записи сертификата.»
Кеннет Пейдж, П.Е.
Мэриленд
«Это был отличный источник информации о нагревании воды с помощью солнечной энергии. Информативный
и отличное освежение.»
Луан Мане, ЧП
Коннетикут
«Мне нравится подход к подписке и возможности читать материалы в автономном режиме, а затем
вернись, чтобы пройти тест.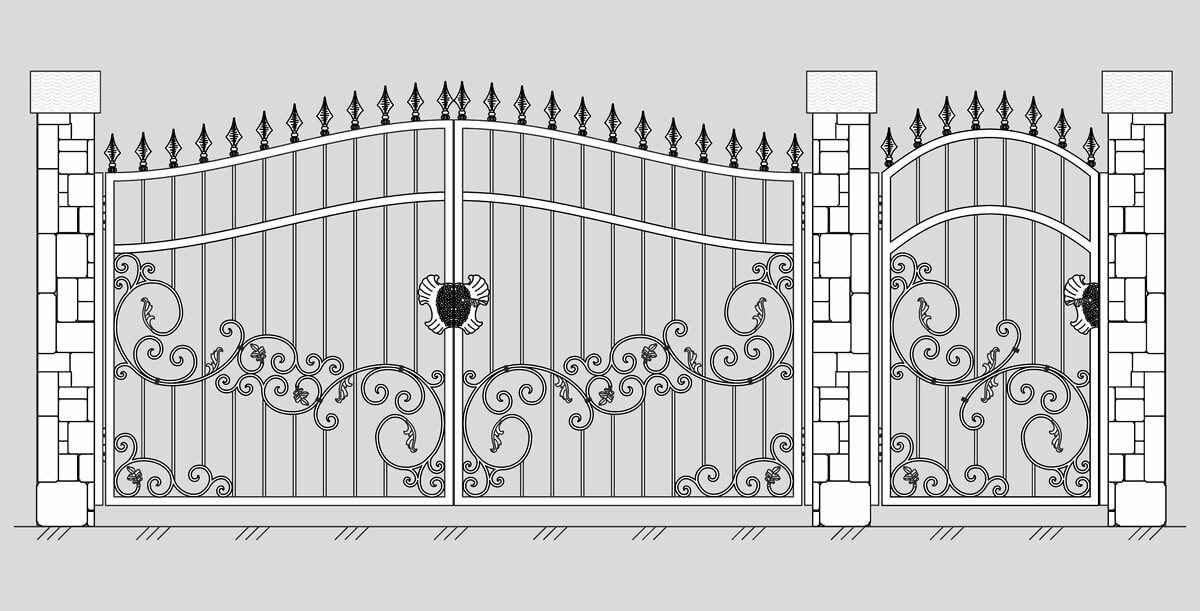 »
»
Алекс Млсна, П.Е.
Индиана
«Я оценил количество информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях.»
Натали Дерингер, ЧП
Южная Дакота
«Материалы обзора и образец теста были достаточно подробными, чтобы я мог
успешно завершено
курс.»
Ира Бродская, ЧП
Нью-Джерси
«Веб-сайт прост в использовании, вы можете скачать материал для изучения, а затем вернуться
и пройти тест. Очень
удобный а на моем
собственное расписание .»
Майкл Гладд, ЧП
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.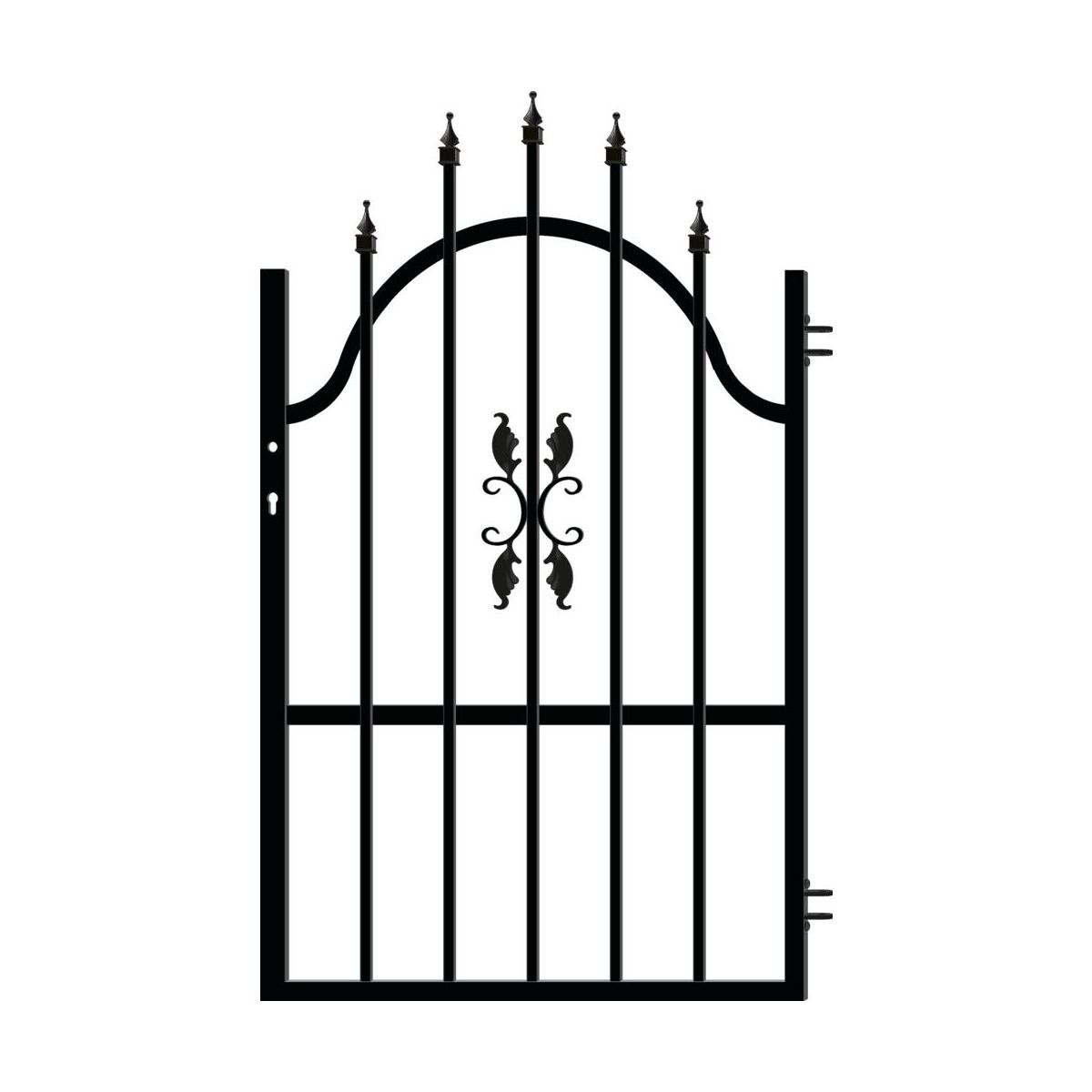 »
»
Деннис Фундзак, ЧП
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
сертификат. Спасибо за создание
процесс простой.»
Фред Шайбе, ЧП
Висконсин
«Положительный опыт.Быстро нашел подходящий мне курс и прошел его
PDH за один час в
один час.»
Стив Торкилдсон, ЧП
Южная Каролина
«Мне понравилась возможность загрузки документов для ознакомления с содержанием
и пригодность до
наличие для оплаты
материал .»
Ричард Ваймеленберг, ЧП
Мэриленд
«Это хорошее пособие по ЭЭ для инженеров, не являющихся электриками. »
»
Дуглас Стаффорд, ЧП
Техас
«Всегда есть место для улучшения, но я ничего не могу придумать в вашем
процесс, который требует
улучшение.»
Томас Сталкап, ЧП
Арканзас
«Мне очень нравится удобство прохождения викторины онлайн и получения немедленного
Сертификат.»
Марлен Делани, ЧП
Иллинойс
«Обучающие модули CEDengineering — очень удобный способ доступа к информации по
многие различные технические области внешние
по собственной специализации без
необходимость путешествовать.»
Гектор Герреро, ЧП
Грузия
Ручная ковка | Твердое кованое железо
Металлургические процессы на протяжении всей истории
Цветочный процесс
Кованое железо изначально производилось с помощью различных процессов плавки, которые сегодня называются криминальными заводами. В разных местах и в разное время использовались разные формы блумари. Блюмери был загружен древесным углем и железной рудой, а затем зажжен. Воздух вдувался через фурму, чтобы нагреть блумри до температуры несколько ниже точки плавления железа.В ходе плавки шлак плавился и вытекал, а окись углерода из древесного угля восстанавливала руду до железа, которое образовывало губчатую массу. Железо оставалось в этом твердом состоянии. Если блумери нагреть до такой степени, чтобы расплавить железо, углерод растворился бы в нем и образовал бы чугун или чугун, но это не входило в намерения.
В разных местах и в разное время использовались разные формы блумари. Блюмери был загружен древесным углем и железной рудой, а затем зажжен. Воздух вдувался через фурму, чтобы нагреть блумри до температуры несколько ниже точки плавления железа.В ходе плавки шлак плавился и вытекал, а окись углерода из древесного угля восстанавливала руду до железа, которое образовывало губчатую массу. Железо оставалось в этом твердом состоянии. Если блумери нагреть до такой степени, чтобы расплавить железо, углерод растворился бы в нем и образовал бы чугун или чугун, но это не входило в намерения.
После того, как плавка была завершена, блюм был удален, и процесс можно было начать снова. Таким образом, это был периодический процесс, а не непрерывный.Губчатая масса содержала железо, а также силикаты (шлаки) из руды; это был железный налет, от которого техника получила свое название. Блюм нужно было выковать механически, чтобы закрепить его и придать ему форму бруска, удаляя при этом шлак.
В Средние века в этом процессе использовалась сила воды, вероятно, сначала для приведения в действие мехов, и только позже для молотов для ковки блюмов. Однако, хотя точно известно, что использовалась энергия воды, подробности этого остаются неопределенными.Это было кульминацией непосредственного процесса производства железа. Он сохранился в Испании и на юге Франции как каталонские кузницы до середины 19 века, в Австрии как штюкофен до 1775 года и недалеко от Гарстанга в Англии примерно до 1770 года; он все еще использовался с горячим дутьем в штате Нью-Йорк в 1880-х годах.
Однако, хотя точно известно, что использовалась энергия воды, подробности этого остаются неопределенными.Это было кульминацией непосредственного процесса производства железа. Он сохранился в Испании и на юге Франции как каталонские кузницы до середины 19 века, в Австрии как штюкофен до 1775 года и недалеко от Гарстанга в Англии примерно до 1770 года; он все еще использовался с горячим дутьем в штате Нью-Йорк в 1880-х годах.
Процесс Осмонда
Железо Осмонда состояло из шариков из кованого железа, полученных путем плавления чугуна и улавливания капель на посохе, который вращался перед потоком воздуха, чтобы как можно больше подвергать его воздействию воздуха и окислять его углерод. содержание.Полученный шар часто перековывали в прутки на молотковой мельнице.
Кузница украшений в 15 веке Доменная печь распространилась на территории нынешней Бельгии и была улучшена. Оттуда он распространился через Пэи-де-Брей на границе Нормандии, а затем в Уилд в Англии. Вместе с ним распространилась кузница нарядов. Они переплавляли чугун и (фактически) сжигали углерод, производя блюм, из которого затем выковывали прутковый чугун. Если требовалась катанка, использовалась продольно-резательная мельница.
Вместе с ним распространилась кузница нарядов. Они переплавляли чугун и (фактически) сжигали углерод, производя блюм, из которого затем выковывали прутковый чугун. Если требовалась катанка, использовалась продольно-резательная мельница.
Процесс изготовления нарядов существовал в двух немного отличающихся друг от друга формах. В Великобритании, Франции и некоторых частях Швеции использовался только валлонский процесс. При этом использовались два разных очага: отделочный очаг для рафинирования железа и очаг из грецкого ореха для его повторного нагрева в процессе вытягивания цветка в стержень. В украшениях всегда сжигали древесный уголь, но каменный уголь можно было топить каменным углем, так как его примеси не причиняли вреда железу, когда оно находилось в твердом состоянии. С другой стороны, в немецком процессе, используемом в Германии, России и большей части Швеции, использовался один очаг для всех стадий.
Введение кокса для использования в доменной печи Абрахамом Дарби
В 1709 году (или, возможно, в других немного раньше) изначально мало повлиял на производство кованого железа. Только в 1750-х годах коксовый чугун стал использоваться в значительных масштабах в качестве сырья для кузнечных мастерских. Тем не менее, древесный уголь продолжал служить топливом для нарядов.
Только в 1750-х годах коксовый чугун стал использоваться в значительных масштабах в качестве сырья для кузнечных мастерских. Тем не менее, древесный уголь продолжал служить топливом для нарядов.
Заливка и штамповка с конца 1750-х годов — Компания Ironmasters начала разрабатывать процессы производства пруткового железа без использования древесного угля.Для этого был запатентован ряд процессов, которые сегодня называются заливкой и штамповкой. Самые ранние из них были разработаны Джоном Вудом из Ведсбери и его братом Чарльзом Вудом из Лоу-Милл в Эгремонте и запатентованы в 1763 году. Другой был разработан братьями Крэнэдж для Coalbrookdale Company. Другой важной была игра Джона Райта и Джозефа Джессона из «Вест Бромвича».
Схематический чертеж печи для пудлинговой обработки (металлургия)
Ряд процессов изготовления кованого железа без древесного угля был разработан с началом промышленной революции во второй половине 18 века.Наиболее удачным из них было пудлингование с использованием пудлинговой печи (разновидность отражательной печи).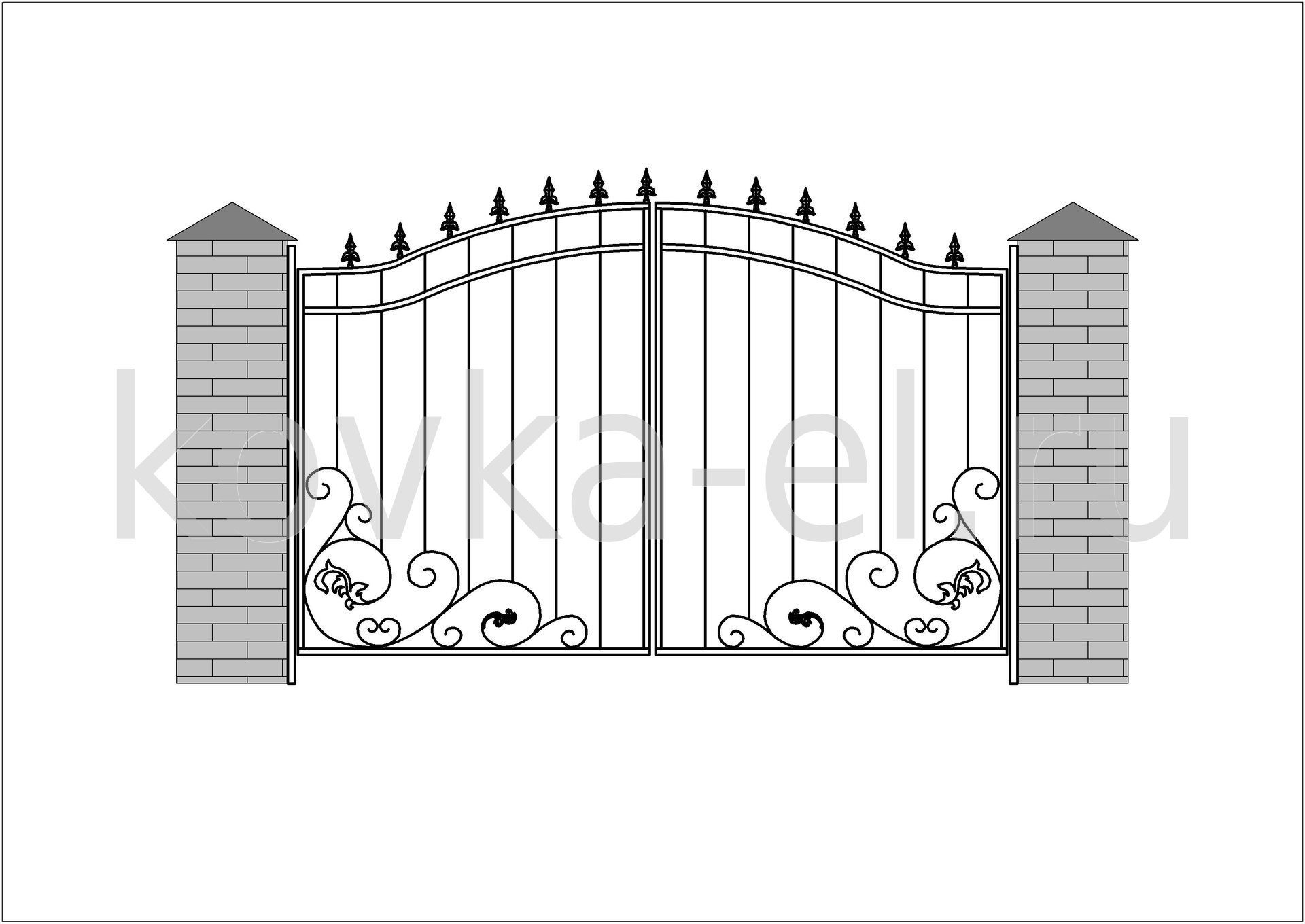 Это было изобретено Генри Кортом в 1784 году. Позже оно было улучшено другими, включая Джозефа Холла. В печах этого типа металл не соприкасается с топливом и поэтому не загрязняется содержащимися в нем примесями. Пламя от огня отражается или направляется обратно на металл на пожарном мостике печи.
Это было изобретено Генри Кортом в 1784 году. Позже оно было улучшено другими, включая Джозефа Холла. В печах этого типа металл не соприкасается с топливом и поэтому не загрязняется содержащимися в нем примесями. Пламя от огня отражается или направляется обратно на металл на пожарном мостике печи.
Если в качестве сырья не используется белый чугун, передельный чугун или другое сырье сначала необходимо переработать в рафинированное железо или более тонкий металл.Это будет сделано на нефтеперерабатывающем заводе, где сырой уголь используется для удаления кремния и преобразования углерода из графитовой формы в комбинированную форму. Этот металл помещали в горн пудлинговой печи, где он плавился. Очаг был облицован окислителями, такими как гематит и оксид железа. Эта смесь подвергается сильному потоку воздуха и перемешивается длинными стержнями, называемыми лужеными стержнями или брусками, через рабочие дверцы. Воздух, перемешивание и «кипящее» действие металла помогают окислителям максимально окислять примеси и углерод из чугуна. По мере того, как примеси окисляются, удерживающий материал затвердевает в виде губчатых шариков из кованого железа, называемых шариками-лужами.
По мере того, как примеси окисляются, удерживающий материал затвердевает в виде губчатых шариков из кованого железа, называемых шариками-лужами.
Черепица (металлургия)
В шариках-лужицах все еще остается немного шлака, поэтому, пока они еще горячие, их необходимо покрыть черепицей, чтобы удалить оставшийся шлак и пепел. Это может быть достигнуто путем ковки шаров механическим молотом или сдавливания блюма в машине. Материал, полученный в конце гонта, известен как блюм, и он все еще раскален докрасна. В таком виде цветки бесполезны, поэтому их необходимо свернуть в конечный продукт.
Иногда европейские металлургические заводы полностью пропускали этот шаг и катали шарики из лужи. Единственным недостатком этого является то, что края необработанных стержней не так хорошо сжаты. При повторном нагреве чернового бруска кромки могут отделиться и потеряться в печи.
Прокатный стан
Блюм пропускают через желобчатые валки и производят плоские прутки. Эти стержни из кованого железа были низкого качества, их называли грязевыми стержнями или лужеными стержнями. Чтобы улучшить качество кованого железа, эти стержни разрезали, складывали в кучу и связывали вместе проволокой, процесс, известный как фагготинг или штабелирование.Затем их снова нагревали и снова скручивали в торговые рулоны. Этот процесс можно повторять несколько раз, чтобы получить кованое железо желаемого качества. Кованое железо, прокатанное несколько раз, называется торговым слитком или торговым железом.
Эти стержни из кованого железа были низкого качества, их называли грязевыми стержнями или лужеными стержнями. Чтобы улучшить качество кованого железа, эти стержни разрезали, складывали в кучу и связывали вместе проволокой, процесс, известный как фагготинг или штабелирование.Затем их снова нагревали и снова скручивали в торговые рулоны. Этот процесс можно повторять несколько раз, чтобы получить кованое железо желаемого качества. Кованое железо, прокатанное несколько раз, называется торговым слитком или торговым железом.
Ланкаширский процесс
Преимущество пудинга заключалось в том, что в качестве топлива использовался уголь, а не древесный уголь. Однако в Швеции, где не хватает угля, это было небольшим преимуществом. Густав Экман наблюдал за украшениями из древесного угля в Улверстоне, которые сильно отличались от всех в Швеции.После своего возвращения в Швецию в 1830-х годах он экспериментировал и разработал процесс, похожий на пудлинг, но с использованием дров и древесного угля, который в последующие десятилетия получил широкое распространение в Бергслагене.
Процесс Астон
В 1925 году Джеймс Астон из США разработал процесс быстрого и экономичного производства кованого железа. Он включает в себя забор расплавленной стали из бессемеровского конвертера и заливку ее в более холодный жидкий шлак. Температура стали составляет около 1500 °C, а жидкий шлак поддерживается при температуре около 1200 °C.Расплавленная сталь содержит большое количество растворенных газов, поэтому, когда жидкая сталь попадает на более холодные поверхности жидкого шлака, газы выделяются. Затем расплавленная сталь замерзает, образуя губчатую массу с температурой около 1370 °C. Эта губчатая масса затем должна быть обработана гонтом и раскатана, как описано выше. С помощью этого метода можно перерабатывать от трех до четырех тонн за партию.
Кованое железо больше не производится в промышленных масштабах. Последнее производство кованого железа было закрыто в 1969 году.В 1960-х годах цена производства стали падала из-за вторичной переработки, и даже производство кованого железа с использованием процесса Aston было трудоемким процессом. Было подсчитано, что производство кованого железа стоит примерно в два раза дороже, чем производство низкоуглеродистой стали.
Было подсчитано, что производство кованого железа стоит примерно в два раза дороже, чем производство низкоуглеродистой стали.
В микроструктуре кованого железа видны включения темного шлака в феррите (железе). Шлаковые включения в кованом железе придают ему свойства, не встречающиеся в других формах черного металла. На квадратный дюйм приходится около 250 000 включений.Свежий перелом имеет отчетливый голубоватый цвет с сильным шелковистым блеском и волокнистым внешним видом.
В кованом железе отсутствует углерод, необходимый для закалки путем термической обработки, но в тех областях, где сталь была редкостью или неизвестна, инструменты иногда подвергались холодной обработке (отсюда холодное железо), чтобы укрепить их. Преимуществом его низкого содержания углерода является его отличная свариваемость. Кроме того, листовое кованое железо не может сгибаться так сильно, как стальной лист (при холодной обработке).
Кованое железо можно отливать
Однако технических преимуществ по сравнению с чугуном нет; чугун намного легче производить и, следовательно, дешевле, поэтому его предпочитают исключительно кованому железу.
Из-за различий в происхождении железной руды и производстве железа кованое железо может быть хуже или лучше по коррозионной стойкости по сравнению с другими сплавами железа. За этой коррозионной стойкостью стоит множество механизмов. Чилтон и Эванс обнаружили, что полосы обогащения никелем уменьшают коррозию. Они также обнаружили, что в луженой, кованой и свайной обработке чугуна распространяются примеси меди, никеля и олова, которые создают электрохимические условия, замедляющие коррозию.
Было показано, что включения шлака рассеивают коррозию в виде ровной пленки, препятствующей точечной коррозии.Другое исследование показало, что шлаковые включения являются путями коррозии. Другие исследования показывают, что примеси серы в кованом железе снижают коррозионную стойкость, а фосфор повышает коррозионную стойкость. Окружающая среда с высокой концентрацией ионов хлора также снижает коррозионную стойкость кованого железа.
Кованое железо имеет шероховатую поверхность, поэтому оно лучше удерживает гальванику и покрытие. Например, покрытие из гальванического цинка примерно на 25-40% толще, чем такое же покрытие на стали.В таблице 1 химический состав кованого железа сравнивается с составом чугуна и углеродистой стали. Хотя кажется, что кованое железо и простая углеродистая сталь имеют схожий химический состав, это заблуждение. Большая часть марганца, серы, фосфора и кремния включена в шлаковые волокна, присутствующие в кованом железе, поэтому кованое железо действительно чище, чем обычная углеродистая сталь.
Например, покрытие из гальванического цинка примерно на 25-40% толще, чем такое же покрытие на стали.В таблице 1 химический состав кованого железа сравнивается с составом чугуна и углеродистой стали. Хотя кажется, что кованое железо и простая углеродистая сталь имеют схожий химический состав, это заблуждение. Большая часть марганца, серы, фосфора и кремния включена в шлаковые волокна, присутствующие в кованом железе, поэтому кованое железо действительно чище, чем обычная углеродистая сталь.
