Сварочная проволока | Проволока
Сварочная проволока это проволока низкоуглеродистой, высоколегированной и легированной стали. Сварочная проволока применяется в процессе сварки как проволока для сварки и в виде электродов. Поверхность сварочной может быть или нет покрытой медью. Покрытие медью и толщина слоя определяется соответственно последующим условиям использования. Проволока сварочная легированная это проволока марок: Св-08ГС, Св-08ГСМТ, Св-18ХМА и т.д. Высоколегированная проволока для сварки это проволока марок: Св-13Х25Н18, СВ-20Х13, СВ-12Х13, Св-10Х17Т и т.д. Проволока для сварки низкоуглеродистая это проволока марок: Св-10ГА, Св-08АА, Св-08 и т.д. сварочная проволока имеет диаметр от 0,3 мм до 12 мм.
Проволока сварочная низкоуглеродистая с диаметром 0,5 мм – 2 мм и 6мм – 8мм, а также легированная проволока сварочная диаметром в пределах 0,8 мм – 4 мм выпускается в мотках до 80 кг. Низкоуглеродистая сварочная проволока диаметром 2,5 мм – 5 мм выпускается в бухтах по 500 кг – 1200 кг.
Преимущества сварочной проволоки это аккуратность и надежность швов, непрерывность процесса сварки, стабильное горение дуги, низкий расход материалов и т.д. Выбор сварочной проволоки зависит от того, что необходимо сварить. Для разного вида задачей требуется разные виды сварочной проволоки. Главные требования к сварочной проволоки это: чистая проволока, без окислений и грязи, проволока должна иметь такой же состав, как и метал, который сваривается, также у них должна совпадать температура плавления.
Чем ниже содержание углерода в сварочной проволоке, тем она пластичней. Соответственно марки стали, в составе проволоки входят разные легирующие элементы (кремний, никель, марганец, титан хром и т. д.). Также в составе проволоки входят примеси фосфора и серы.
Виды сварочной проволоки это наплавочная порошковая проволока, сварочная стальная проволока, и сварочная стальная проволока с покрытием из меди. Наплавочная порошковая проволока применяется для наплавки под флюсом таких деталей, которые используются при высоком давлении, высоких температурах, подвержены изнашивании и ударным нагрузкам.
Проволока сварочная с покрытием из меди используется для сварки металлов, которые имеют невысокое содержание углерода. Омедненная сварочная проволока позволяет сделать качественные и прочные швы, которые выдерживают нагрузки и высокие температуры, имеют высокое сопротивление к разрывам. Такая проволока применяется для сварки труб с большим диаметром, емкостей, которые находятся под давлением, а также для судостроительной и конструкционной стали. Сварочная омедненная проволока хороша тем, что понижает уровень разбрызгивания при сварке и повышает устойчивость горения дуги.
Сварочная проволока может быть порошковой, активированной и сплошного сечения. Проволока сварочная сплошного сечения используется для изготовления прутиков и электродов, а также для полуавтоматической и автоматической сварки. Сварочная проволока для наплавки может быть изготовлена из стали, меди, алюминия и их сплавов. Самая распространенная все же это стальная проволока сварочная.
Активированная проволока для сварки имеет в своем составе порошковые добавки, но в меньшем количестве по сравнению с порошковой сварочной проволокой. Порошковые активированные добавки внедряются специальными механизмами в проволоку в виде фитилей. Используется активированная проволока сварочная для сварки в углекислом газе, а также в его смесях. Главное преимущество активированной сварочной проволоки перед порошковой сварочной проволоки это возможность использования того же самого оборудования что и при сварки с проволокой сплошного сечения. Также активированная проволока для сварки позволяет перегибы при сварке, не сплющивается и не сминается.
Последние компании
Последние объявления
Советы по выбору проволоки для (MIG) сварки
Советы по выбору проволоки для MIG сварки
Свариваемость
При определении сварочных характеристик проволоки для процесса MIG учитываются перечисленные ниже параметры.
- Прочность металла шва
- Текучесть сварочной ванны
- Форма шва и смачиваемость кромок
- Склонность к разбрызгиванию
Прочность металла шва предполагает низкую пористость, высокое качество сплавления и отсутствие растрескивания. Пористость, основная причина низкой прочности сварочного шва, вызывается избытком кислорода в атмосфере, защитном газе, а также в примесях в базовой плите, которые в сочетании с углеродом в металле шва образуют пузырьки оксида углерода (CO) — угарного газа. Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Процесс
Контроль пористостиЧтобы свести к минимуму образование CO и, соответственно, обеспечить наименьший уровень пористости, необходимо раскисление сварочной ванны. Для этого в проволоку Spoolarc добавляются элементы, которые «связывают» кислород, не давая ему соединяться с углеродом и образуя вместо этого безвредный шлак. Эти элементы называются восстановителями. К ним относятся марганец (Mn), кремний (Si), титан (Ti), алюминий (Al) и цирконий (Zr). Алюминий, титан и цирконий — мощные восстановители: они примерно в пять раз эффективнее марганца и кремния.
Текучесть сварочной ванны, форма шва и разбрызгивание
Текучесть расплава в сварочной ванне важна по несколькими причинам. Текучая ванна обычно равномерно смачивает края, благодаря чему формируется плоский и гладкий шов (это особенно важно для угловых сварных швов). Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Текучая ванна обычно равномерно смачивает края, благодаря чему формируется плоский и гладкий шов (это особенно важно для угловых сварных швов). Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Внимание! Слишком высокая текучесть ванны может привести к сложностям при сварке из неудобного положения или формировании ослабленных горизонтальных угловых швов.
Влияние марганца и кремния
Выбор содержания марганца и кремния в проволоке для сварочного процесса MIG — это, как правило, основное решение, принимаемое оператором. Увеличение количества марганца и кремния влияет на текучесть ванны, форму шва и другие факторы. Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Влияние защитного газа и напряжения дуги
Использование защитного газа CO2 ведет к неравномерному переходу металла с проволоки на основной металл, делает профиль шва более выпуклым и увеличивает потери от разбрызгивания.
Защитные газы на базе аргона делают переход металла с проволоки на шов более ровным и равномерным, улучшают форму шва, сводят к минимуму потери от разбрызгивания и уменьшают образование пара.
Повышение напряжения дуги увеличивает текучесть ванны, делает швы более плоскими, усиливает смачиваемость кромок и разбрызгивание. Более высокое напряжение также уменьшает глубину провара и может вести к значительной потере легирующих элементов.
Проволоки Spoolarc предлагаются с медным покрытием, которое наносится с использованием патентованного производственного процесса ЭСАБ HI DEP III, или без покрытия (медной оболочки).
Проволоки Spoolarc с медным покрытием или без него обеспечивают отличную подачу и стабильность дуги в самых жестких производственных условиях и сценариях применения даже при высокой скорости подачи проволоки, что, в свою очередь, уменьшает время простоя и повышает производительность.
Примечание. Проволоки Spoolarc без покрытия — оптимальный выбор для заказчиков, которым не требуется медное покрытие.
Повышение качества подачи с материалами ЭСАБ
Проволоки Spoolarc- Все проволоки Spoolarc для сварочного процесса MIG проходят очистку после протяжки. С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
- Проволока Spoolarc HI DEP III обладает матовой поверхностью с тонким (обычно 0,05 % от веса) медным покрытием, которое отличается плотным прилеганием и исключает образование медных хлопьев.

- В отличие от покрытия многих традиционных видов проволоки для сварки MIG, покрытие проволоки Spoolarc не блестит. Блестящая проволока не обеспечивает высоких сварочных характеристик. Такие проволоки содержат больше меди в покрытии (до 0,30 % от веса), и на них могут образовываться медные хлопья, что снижает их эксплуатационные характеристики.
- Высокопрочная проволока менее склонна к потере устойчивости под сжимающими нагрузками. В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.

- Выбирая для работы проволоку Spoolarc от компании ЭСАБ, вы сводите к минимуму разбрызгивание — распространенную проблему других проволок для процесса MIG.
- Проволоки Spoolarc образуют высококачественные мягкие дуги при более низком напряжении, что позволяет точно контролировать сварку, снизить содержание водорода в металле шва и улучшить проплавление.
- Проволоки Spoolarc продлевают срок службы контактного наконечника. Запатентованный производственный процесс компании ЭСАБ помогает улучшить передачу тока, снизить дугообразование и уменьшить разрушение контактного наконечника, особенно при сильном токе и высокой скорости подачи проволоки. Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.

Проволоки Spoolarc от компании ЭСАБ для сварочных швов с низким содержанием водорода. Как правило, водород попадает в шов из влаги на поверхности электрода, особенно при использовании прутковых электродов. Проволоки Spoolarc для сварочного процесса MIG не имеют поглощающего покрытия и поэтому не вбирают влагу. Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
ВНИМАНИЕ! Не забудьте проверить шов
Данные, содержащиеся в этом руководстве, основаны главным образом на испытаниях AWS, проводимых в стандартных условиях эксплуатации. Однако фактические результаты обычно отличаются от указанных в той мере, в какой условия выполнения работ отклоняются от стандартных. На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
- Химический состав основного металла
- Толщина основного металла
- Размер сварного шва
- Растворение металла шва в основном металле
- Интенсивность теплоотвода (влияет на скорость охлаждения шва)
В связи с этим важно проверить выбранное сочетание проволоки и газа в месте конкретного сварного соединения и при тех условиях, которые создаются непосредственно в ходе производственного процесса. В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
Основы сварки самозащитными порошковыми проволоками
Основы сварки самозащитными порошковыми проволоками: высокая скорость, отсутствие необходимости в газовых баллонах
Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов дуговой сварки.
Авторы: Том Майерс (Tom Myers) и Фрэнк Драголич Мл. (Frank Dragolich, Jr.)
Сварка порошковой самозащитной проволокой (FCAW-S) – это самый универсальный процесс в отрасли дуговой сварки. Такая проволока самостоятельно выделяет защитный газ, удаляет загрязняющие вещества на стали, образует отвечающее всем нормативным требованиям наплавление и быстрозастывающий шлак.
Метод FCAW-S скорее напоминает ручную руговую сварку штучными электродами (SMAW), чем сварку газозащитными порошковыми проволоками. Сварщики с большим опытом ручной дуговой сварки обычно очень быстро овладевают процессом FCAW-S, в то время как тем, кто знаком только с процессом газозащитной сварки контролируемыми короткими замыканиям (GMAW), на это приходится потратить чуть больше времени.
Как и РДС, FCAW-S не требует использования внешнего источника защитного газа, поэтому этот процесс хорошо подходит для сварки под открытым небом (см. Рисунки 1 и 2). Тем не менее, в отличие от РДС, процесс сварки самозащитной порошковой проволокой имеет намного более высокую производительность наплавки. Она аналогична, а в некоторых случаях даже превышает производительность сварки газозащитной проволокой. В случае штучных электродов марки E6010 и E6013 производительность наплавки составляет 1-1,5 кг металла в час. Для E7018 этот показатель составляет 2-2,5 кг. Что касается процесса FCAW-S, то в его случае сварщик может наплавить до 4 кг металла при вертикальной сварке и более 6 кг при сварке в горизонтальном и нижнем положении, в зависимости от используемой проволоки. Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
Рисунок 1: Самозащитная порошковая проволока часто используется для сварки в неудобных пространственных положениях. |

Рисунок 2: Благодаря отсутствию необходимости в газовых баллонах процесс FCAW-S часто используется для сварки в монтажных условиях или под открытым небом как более эффективная альтернатива РДС. |
Основные сведения о процессе
Для GMAW (MIG) и сварки газозащитной порошковой проволокой (FCAW-G) лучше всего подходит постоянный ток обратной полярности (DC+). Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
В случае GMAW сцепление для бесперебойной подачи проволоки обеспечивается гладкой V-образной насечкой на приводных роликах механизма подачи. К сожалению, такая насечка может повредить порошковые проволоки. Для того, чтобы обеспечить такое же толкающее усилие без сильного сжатия проволоки, в случае FCAW-S используются приводные ролики с V-образным гофрированием, которое захватывает оболочку проволоки и обеспечивает ее плавную подачу без деформаций.
К сожалению, такая насечка может повредить порошковые проволоки. Для того, чтобы обеспечить такое же толкающее усилие без сильного сжатия проволоки, в случае FCAW-S используются приводные ролики с V-образным гофрированием, которое захватывает оболочку проволоки и обеспечивает ее плавную подачу без деформаций.
Обратите внимание: если после сварки порошковой проволокой Вы возвращаетесь к режиму GMAW, не забудьте заменить приводные ролики на ролики с гладкой V-образной насечкой. Ролики с гофрированием могут повредить медное покрытие сплошных проволокок и привести к его расслоению. Сейчас эта проблема не так актуальна, как раньше, но о ней все равно не стоит забывать.
Напряжение
Все самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольтамперной характеристике (CV). В некоторых случаях сварка газозащитной проволокой имеет более широкий диапазон допустимого напряжения. В случае FCAW-S Вы должны точно придерживаться необходимого напряжения.
В случае FCAW-S Вы должны точно придерживаться необходимого напряжения.
При сварке самозащитной проволокой во время работы дуги между расплавленным металлом наплавления и окружающим воздухом нет ничего, кроме шлака и выделенного самой проволокой газа. Повышенное напряжение приводит к увеличению длины дуги, что, в свою очередь, увеличивает ширину конуса дуги. Соответственно, дуга большой длины и ширины более подвержена воздействию атмосферы. Из-за этого длина дуги имеет крайне большое значение, а источники питания на жесткой ВАХ позволяют сохранять ее на постоянном уровне.
Обратите внимание, что, если расплавленный металл вступит контакт с окружающим воздухом (который содержит 79% азота, 20% кислорода и 1% процент других элементов), он начнет поглощать азот и кислород. Если этому никак не помешать, после застывания металла часть этих газов улетучится и оставит после себя отверстия (т. е. пористость). Оставшиеся внутри газы приведут к образованию очень ломкого металла с низкими механическими характеристиками. Поэтому расплавленный металл нужно защищать от контакта с воздухом, пока он не застынет. Это относится ко всем процессам сварки.
Поэтому расплавленный металл нужно защищать от контакта с воздухом, пока он не застынет. Это относится ко всем процессам сварки.
Теперь представьте, как от самозащитной проволоки отделяется расплавленная капля. Практически сразу же вокруг нее образуется тонкий слой шлака. Материал проволоки включает определенные элементы, которые вступают в химическую реакцию с азотом и кислородом (т. е. денитрификаторы или восстановители) и затягивают их в шлак, тем самым не давая им попасть в металл наплавления. Также при этом образуются другие побочные продукты реакций в дуге, например, двуокись углерода, которая замещает собой воздух. Эти две особенности защищают расплавленную каплю металла во время ее перемещения к сварочной ванне.
Но чем больше длина дуги, тем большее расстояние должны пройти капли металла и тем сильнее становится воздействие азота, кислорода и других составляющих воздуха. Если оно становится слишком большим, системы защиты проволоки с ним не справятся и газ окажется поглащен металлом наплавления.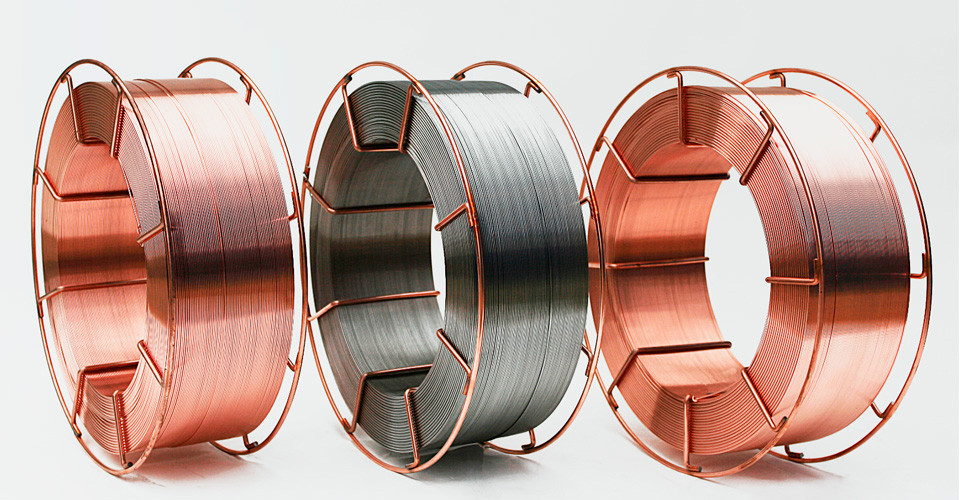 Эти примеси скажутся на механических свойствах наплавления, в том числе ударной вязкости. Для ее измерения проводится тест по Шарпи с V-образным надрезом. Когда содержание примесей достигает определенного порогового значения, в металле возникает пористость. Слишком низкое напряжение, напротив, приводит к чрезмерному укорачиванию дуги. В таком случае проволока втыкается в пластину, что приводит к образованию неровного сварного шва.
Эти примеси скажутся на механических свойствах наплавления, в том числе ударной вязкости. Для ее измерения проводится тест по Шарпи с V-образным надрезом. Когда содержание примесей достигает определенного порогового значения, в металле возникает пористость. Слишком низкое напряжение, напротив, приводит к чрезмерному укорачиванию дуги. В таком случае проволока втыкается в пластину, что приводит к образованию неровного сварного шва.
В случае FCAW-S после завершения сварки над кончиком проволоки образуется маленький шарик шлака, который выступает в роли изолятора и мешает зажиганию дуги при возобновлении сварки. Поэтому для упрощения зажигания дуги кончик проволоки нужно аккуратно отломить или отрезать кусачками.
Также проверьте расстояние, на которое выступает проволока от контактного наконечника. Для стандартных процедур сварки эта величина обычно составляет 19-25 мм, иногда до 95 мм в случае высокопроизводительной сварки на спуск. Вылет электрода так же важен, как и длина дуги. Для сохранения стабильности дуги его колебания не должны превышать ±3 мм. Силшком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Для сохранения стабильности дуги его колебания не должны превышать ±3 мм. Силшком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Также никогда не ведите сварку с упреждающим наклоном горелки. Это не сварка GMAW короткими замыканиями. При сварке самозащитной проволокой используется шлак, поэтому Вы можете использовать старый принцип: удерживайте шлак, направляя на него поток газа. Если горелку расположить под небольшим углом на отставание, она будет удерживать шлак позади дуги. Если направить горелку вперед, она будет подталкивать расплавленный шлак перед сварочной ванной. Из-за этого возникнет риск того, что он окажется погружен под слоем металла.
Особенности сварки в сложных пространственных положениях
Производительность наплавки и общие сварочно-технологические характеристики зависят от использованной проволоки. Проволоки класса AWS E71T-8–которые подходят для сварки в любых пространственных положений на постоянном токе прямой полярности–имеют схожий металлургический состав, но при этом каждая из них имеет свои особенности.
Проволоки класса AWS E71T-8–которые подходят для сварки в любых пространственных положений на постоянном токе прямой полярности–имеют схожий металлургический состав, но при этом каждая из них имеет свои особенности.
Самое большое влияние оказывает система шлакообразования проволоки. Она представляет собой вещества, которые вступают в реакцию с другими химическими элементами, застывают быстрее металла наплавления и всплывают к поверхности соединения, чтобы защитить его от атмосферного воздуха (см. Рисунок 3). Некоторые проволоки имеют щелочную систему шлакообразования на основе фторидов, аналогичных использованных в электродах марки E7018. В других используется более кислая система, которая вступает в реакцию и застывает быстрее. Именно она помогает сварщикам достигунть упомянутой производительности 4 кг/час (чтобы узнать о системах шлакообразования подробнее, см. Техническое письмо: Обзор составов шлака ниже).
Техническое письмо: Обзор составов шлака
При сварке самозащитной порошковой используются другие системы шлакообразования. Большей частью они основаны на восстановлении алюминия и магния и деазотировании системы. Эти элементы попадают в сварочную ванну и образуют оксид алюминия и оксид магния, которые имеют высокие температуры плавления. Если к этому добавить элементы шлака с низкими температурами плавления, можно получить эффективную систему шлакообразования. Элементы шлака–оксид алюминия и оксид магния–быстро плавятся и всплывают к поверхности сварочной ванны, защищая наплавление от атмосферного воздуха.
Большей частью они основаны на восстановлении алюминия и магния и деазотировании системы. Эти элементы попадают в сварочную ванну и образуют оксид алюминия и оксид магния, которые имеют высокие температуры плавления. Если к этому добавить элементы шлака с низкими температурами плавления, можно получить эффективную систему шлакообразования. Элементы шлака–оксид алюминия и оксид магния–быстро плавятся и всплывают к поверхности сварочной ванны, защищая наплавление от атмосферного воздуха.
Процесс FCAW-S имеет очень высокую усойчивость к азоту именно благодаря системам шлакообразования. Молекулы алюминия и магния привлекают к себе атомы кислорода и азота, в результате образуются оксиды алюминия и магния. Эти легкие вещества с высокой температурой плавления (т. е. быстрозастывающие) быстро поднимаются на поверхность сварочной ванны. По сути, система шлакообразования превращает азот и кислород–потенциальные загрязняющие вещества–в химические соединения, которые защищают наплавление.
Во многих проволоках FCAW-S используется одна из двух систем шлакообразования – основная или кислотная. В основных системах фторид кальция вместе с соединениями алюминия и магния образует систему, которая немного напоминает шлак, образующийся при сварке штучными электродами, например, класса E7018. В кислотных системах вместо фторида кальция используется оксид железа.
В основных системах фторид кальция вместе с соединениями алюминия и магния образует систему, которая немного напоминает шлак, образующийся при сварке штучными электродами, например, класса E7018. В кислотных системах вместо фторида кальция используется оксид железа.
Основные системы имеют хорошие характеристики очистки. Они больше подходят для сварки конструкций ответственного назначения, имеют высокую ударную вязкость при низких температурах и другие прочностные характеристики. Кислотные системы отличаются плавным и быстрым процессом сварки.
Это связано с тем, как кислотные и основные элементы вступают в реакцию с другими элементами в металле наплавления. Это сводится к тому, как быстро происходят химические реакции. Во время сварки молекулы ионизируются, что заставляет атомы покидать одни молекулы и присоединяться к другим. В разных системах шлакообразования для этого требуется разная температура. Во фторидных системах на разделение молекул требуется очень много тепла. Для разделения кислотных, железооксидных молекул, напротив, нужна меньшая температура. Быстрая химическая реакция в таком случае приводит к более быстрому застыванию шлака и, в конечном итоге, большей производительности наплавки.
Быстрая химическая реакция в таком случае приводит к более быстрому застыванию шлака и, в конечном итоге, большей производительности наплавки.
Рисунок 3: Самозащитная проволока FCAW имеет внешнюю оболочку, которая защищает сердечник из флюсообразующих веществ. Она немного похожа на вывернутый наизнанку штучный электрод.
Техника сварки зависит от рекомендаций производителя, обратитесь к нему за более подробными инструкциями. Техника также зависит от основного металла и поставленной задачи, но при этом у всех проволок есть некоторые общие свойства.
Возьмем, например, две проволоки класса E71T-8 – Innershield® NR-203MP и NR-203 Nickel (1%), в которых используется основная (некислотная) система шлакообразования. Проволоки NR-203 напоминают электроды марки E7018, за исключением более высокой производительности наплавки и, разумеется, отсутствия необходимости в смене электродов. Проволоки можно использовать в любых пространственных положениях, проводить сварку по открытому зазору и создавать соединения с очень высокой ударной вязкостью при низких температурах. Кроме того, они позволяют проводить сварку на спуск.
Проволоки можно использовать в любых пространственных положениях, проводить сварку по открытому зазору и создавать соединения с очень высокой ударной вязкостью при низких температурах. Кроме того, они позволяют проводить сварку на спуск.
При сварке V-образных или угловых соединений проволокой NR-203 нужно использовать технику поперечных колебаний. Направьте проволоку на кромку лицевой поверхности шва и сделайте небольшую паузу–это обеспечит большую глубину проплавления и даст шлаку время подняться к поверхности–и затем быстро переместитесь на другую сторону шва и опять сделайте паузу. Будьте внимательны: если слишком задержитесь в центре шва, Вы можете наплавить слишком много металла и создать шов выпуклой формы, который не только ухудшит механические характеристики, но и сделает соединение более уязвимым к таким дефектам, как подрезание.
Всегда старайтесь точно сфокусировать дугу на сварочной ванне. Такое волнообразное движение–паузы у кромок шва и затем быстрое перемещение на другую сторону–позволяет металлу наплавления поступать с обеих сторон. Кроме этого, небольшая пауза у одной кромки шва позволяет застыть шлаку с другой. Если сравнивать с другими самозащитными проволоками, NR-203 образует довольно тонкий слой флюса, который может удерживать лишь ограниченный объем металла. Поэтому производительность наплавки составляет всего 2,5-3 кг/час–больше, чем при ручной сварке, но меньше, чем у остальных самозащитных проволок,
Кроме этого, небольшая пауза у одной кромки шва позволяет застыть шлаку с другой. Если сравнивать с другими самозащитными проволоками, NR-203 образует довольно тонкий слой флюса, который может удерживать лишь ограниченный объем металла. Поэтому производительность наплавки составляет всего 2,5-3 кг/час–больше, чем при ручной сварке, но меньше, чем у остальных самозащитных проволок,
например, NR-232 и NR-233. Эти проволоки имеют кислотную систему шлакообразования, которая очень быстро вступает в реакцию в металле наплавления и образует более тяжелый шлак, что делает возможной сварку с производительностью 3,5-4 кг/час даже в неудобных пространственных положениях.
В отличие от сварки проволокой NR-203, когда Вы следите за сварочной ванной, с NR-232 и NR-233 нужно обратить внимание на образующуюся позади переднего края дуги линии шлака. Вместо традиционного метода воспользуйтесь сваркой узкими валиками с небольшими колебаниями. Если линия шлака получается неровной, Вы сможете быстро сделать исправление. Например, если линия шлака с левой стороны оказалась ниже, Вы должны немного сдвинуть горелку влево, выровнять ее и затем продолжить сварку узкими валиками. При вертикальной сварке на подъем представьте, что Вы создаете «полку» с наплавленным металлом и штабелируете валики друг на друга.
Например, если линия шлака с левой стороны оказалась ниже, Вы должны немного сдвинуть горелку влево, выровнять ее и затем продолжить сварку узкими валиками. При вертикальной сварке на подъем представьте, что Вы создаете «полку» с наплавленным металлом и штабелируете валики друг на друга.
Скорость штабелирования определяет скорость сварки. Если Вы будете это делать слишком быстро и расположите дугу немного выше сварочной ванны, проволока может проникнуть в пластину и даже привести к прожиганию.
Также нельзя забывать о контроле тепловложения. Для этого можно регулировать вылет электрода – такая техника сварки используется не только при сварке FCAW-S, но и любых других процессах на жесткой ВАХ. Если Вы, например, ведете вертикальную сварку на подъем, опираясь на «полку» из расплавленного металла наплавления NR-232, Вы можете почувствовать, что ванна становится слишком горячей, а дуга проникает внутрь пластины. В таком случае Вы можете немного увеличить вылет электрода – это приведет к падению силы тока и немного охладит сварочную ванну. И наоборот, если температура слишком мала и у Вас не получается обеспечить нужную глубину проплавления, вылет электрода можно немного уменьшить – это увеличит силу сварочного тока и глубину проплавления.
И наоборот, если температура слишком мала и у Вас не получается обеспечить нужную глубину проплавления, вылет электрода можно немного уменьшить – это увеличит силу сварочного тока и глубину проплавления.
Гибкие, мобильные и эффективные
Процесс сварки FCAW-S завоевал большую популярность в США – стране, которая постоянно работает над улучшением инфраструктуры. Он сочетает мобильность, способность противостоять тяжелым погодным условиям,эффективность сварки проволокой и гибкость РДС. Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов сварки.
Том Майерс – это старший технический специалист, а Фрэнк Драголич Мл. – техник компании Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100.
Технические данные предоставлены компанией Lincoln Electric
Как выбрать проволоку для сварки
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.

Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Сварочная проволока, как выбрать — статья от Сталь ТМК
Сварочная проволока, как выбрать
Не смотря на то, что сварочные работы требуются в основном в производственной сфере, иногда возникает необходимость что-то приварить в быту. В связи с этим возникают вопросы, как это сделать и что для этого потребуется. Способ сварки и расходные компоненты напрямую будут зависеть от того, какие именно материалы необходимо приварить. Для работы с тугоплавкими или цветными металлами нужно тщательно подбирать определенный тип сварочного материала. Нередко вопрос о том, какую именно нужно купить сварочную проволоку ставит в тупик начинающих сварщиков. Рассмотрим подробнее, какая она бывает и как ее правильно подобрать.
В связи с этим возникают вопросы, как это сделать и что для этого потребуется. Способ сварки и расходные компоненты напрямую будут зависеть от того, какие именно материалы необходимо приварить. Для работы с тугоплавкими или цветными металлами нужно тщательно подбирать определенный тип сварочного материала. Нередко вопрос о том, какую именно нужно купить сварочную проволоку ставит в тупик начинающих сварщиков. Рассмотрим подробнее, какая она бывает и как ее правильно подобрать.
Маркировка
Самое главное в сварочной проволоке – химический состав. Это определяющий критерий. Определяют его из буквенно-цифровой маркировки. ООО «Сталь ТМК» предлагает изделия по ГОСТу 2246-70 со следующими обозначениями:
- А (N) – азот.
- Б (Nb) – ниобий.
- В (W) — вольфрам.
- Д (Cu)– медь.
- Г (Mn) – марганец.
- М (Mo) — молибден.
- Н (Ni)– никель.
- С (Si) – кремний.
- Т (Ti) — титан.
- Ф (V) — ванадий.
- Х (Cr) – хром.
- Ц (Zr) – цирконий.
- Ю (Al) — алюминий.

В конце маркировки буква А свидетельствует о небольшом количестве примесей (фосфор и сера) и стали высокого качества. Комбинация АА – показывает, что примесей еще меньше. Гораздо проще прочитать маркировку полностью станет после рассмотрения примера.
СВ-08Г2С в расшифровке читается так:
- СВ – сварная проволока.
- 08 – содержание углерода 0,08%.
- Г2 – в составе проволоки присутствует марганец. Не более 2%.
- С – присутствует кремний. Поскольку цифры рядом не стоит, это значит, что количество элемента колеблется от 0,5% до 1%.
Категории сварочной проволоки
Купить сварочную проволоку необходимо строго по области применения:
- Для низкоуглеродистых сталей. Существует 6 марок низколегированной проволоки с содержанием легирующих элементов до 2,5%
- Для углеродистых сталей. 30 марок. Легирующих элементов в ней от 2,5% до 10%. К ней относится рассмотренная выше СВ-08Г2С, поскольку в ней 2% марганца и более 0,5% кремния.
- Для цветных металлов и сварки под флюсом. 41 марка. Более 10% легирующих элементов.
 К ней относится рассмотренная выше СВ-08Г2С, поскольку в ней 2% марганца и более 0,5% кремния.
К ней относится рассмотренная выше СВ-08Г2С, поскольку в ней 2% марганца и более 0,5% кремния.
Критерии выбора
Сварочная проволока – присадочный материал, к которому есть вполне определенные требования:
- Сходный химический состав. Он должен быть максимально близок к составу тех материалов, которые нужно сварить.
- Температура плавления. Она должна совпадать или быть чуть ниже температуры плавления свариваемых материалов.
- Толщина. Проволока должна быть одинаковой толщины со скрепляемыми деталями.
- Отсутствие окалины, ржавчины, следов краски, масла и пр. загрязнений.
- Равномерность плавления без брызг.
Присадочную сварочную проволоку покупают в бухтах. Перед использованием выпрямляют и разрезают на отрезки требуемой длины.
Порошковая проволока
Для оптимизации процесса сваривания в полевых условиях или открытых участках используют порошковую проволоку. На более качественные швы расходуется меньше сил. Разделяют на: газозащитную и самозащитную.
На более качественные швы расходуется меньше сил. Разделяют на: газозащитную и самозащитную.
К преимуществам газозащитной относят:
- Разбрызгивание на низком уровне.
- Шлаковая корка легко отделима.
- Сопротивляемость пористости и шлаковым включениям высокая.
- Струйный перенос стабилен.
Предназначена такая проволока для сварки низколегированных и углеродистых сталей в среде защитного газа. Это может быть углекислый газ ли его смесь с аргоном.
Самозащиная проволока называется еще флюсовой. В ее сердечнике содержится необходимые шлакообразующие, защитные и деоксидирующие присадки. Применение для сварки баллонного газа не требуется.
К преимуществам относят:
- Возможность отслеживать, перенаправлять наплавляемый металл, благодаря открытой дуге.
- Гарантия идеального состава шва.
- Проведение сварочных работ в любом положении.
- Компактность оборудования.
- Специальная смазка, покрывающая проволоку, противостоит механическому давлению роликов, подающих материал в область сварки.
Единственное ограничение при сварке такой проволокой – режим полуавтомата No Gas. В остальном технология не отличается от применения сплошной присадочной проволоки
Как маркируется проволока для сварочных электродов
Нередко при покупке сварочной проволоки для сварки Вы можете задаваться вопросом, что означают буквы в маркировке сварочных электродов. Сварочная проволока производится различными диаметрами, а также предусмотрена государственными стандартами.
ГОСТ устанавливает 77 марок сварочной проволоки. Диаметр такой проволоки колеблется от 0,3 до 12 миллиметров. Сварочную проволоку, которая в диаметре составляет от 2 до 6 миллиметров, используют для полуавтоматической и автоматической сварки под флюсом. Проволока диаметром от 1,6 до 12 миллиметров используется для изготовления стержней для сварочных электродов. Проволоку диаметром от 0,3 до 1,6 миллиметров используют для проведения сварочных работ в защитном газе с использованием автоматической или полуавтоматической сварки.
Итак, с использованием сварочной проволоки уже все понятно. Теперь подходим к рассмотрению маркировки проволоки для сварки. Буквы «Св», которые стоят в самом начале маркировки, означают, что данная проволока является сварочной. После этих букв следуют цифры и буквы, значение которых мы сейчас рассмотрим.
Цифры, находящиеся сразу после сочетания букв «Св», указывают на процентное содержание углерода в составе металла сварочной проволоки. Содержание указывается в сотых долях процента. Буква «А», стоящая после цифр означает, что данный металл имеет повышенную чистоту по содержанию серы и фосфора. Буква «Г» указывает на то, что в составе металла проволоки содержится марганец, «С» — кремния, «Х» — содержание хрома и т.д.
Так как первые две цифры указывают на содержание углерода в стали в сотых процента, цифры, находящиеся после буквы указывают количество данного элемента в химическом составе проволоки. Если после буквенного элемента отсутствуют, то это означает, что данного элемента в составе проволоки не более 1%.
Если после буквенного элемента отсутствуют, то это означает, что данного элемента в составе проволоки не более 1%.
Сварочную проволоку используют для проведения сварочных работ различных марок сталей, поэтому производить сваривание специальными электродами высоколегированных, углеродистых и легированных сталей вполне возможно. Для каждого из этих видов стали изготавливаются специальные электроды, которые полностью соответствуют государственным стандартам и допускаются для использования при сварке различных конструкций.
Сварочная проволока поставляется в мотках, а для произведения механизированной сварки – в кассетах. Сварочную проволоку марок Св-08 и Св-08А (углеродистую) используют для проведения автоматической сварки под слоем флюса.
Например, сварочная проволока Св-08ГС является легированной проволокой и предназначена для проведения сварочных работ малоуглеродистых сталей, которые находятся в среде газообразной двуокиси углерода (углекислого газа). А сварочную проволоку Св-08Г2С используют для сваривания ответственных конструкций из низколегированной и малоуглеродистой стали, которая может находиться в среде углекислого газа.
А сварочную проволоку Св-08Г2С используют для сваривания ответственных конструкций из низколегированной и малоуглеродистой стали, которая может находиться в среде углекислого газа.
Выбираем сварочную проволоку
2 декабря 2020
Сегодня многие производственные процессы не могут обойтись без использования различных способов сварки металлов или тугоплавких материалов. Для этих целей используются технические газы, сварочное оборудование и различные расходные материалы, в частности сварочная проволока.
Так как сварочная проволока применяется там, где необходимо достичь качественного результата соединений деталей, то ее выбору уделяется особое внимание. Правильно подобранная сварочная проволока делает сварочный шов прочным, ровным, пластичным и устойчивым к коррозии и разрывам.
Приобретая данный сварочный материал, необходимо помнить, что сварочная проволока подразделяется на виды по некоторым признакам, включающим в себя такие параметры, как химический состав, строение стержня, а также наличие легирующего компонента. По этим признакам можно выделяют три основных группы сварочной проволоки: сварочная проволока, содержащая мало углерода; сварочная проволока с незначительным содержанием легирующих элементов и проволока, в составе которой высокое содержание легирующих компонентов. Эти три группы подразделяются еще и на подвиды по строению проволоки.
По этим признакам можно выделяют три основных группы сварочной проволоки: сварочная проволока, содержащая мало углерода; сварочная проволока с незначительным содержанием легирующих элементов и проволока, в составе которой высокое содержание легирующих компонентов. Эти три группы подразделяются еще и на подвиды по строению проволоки.
В разных сварочных процессах используется как стальная проволока, так и омедненная или наплавочная порошковая. Чтобы выбрать необходимый вид сварочной проволоки, следует читать маркировочную строку, в которой указываются все существенные параметры, оказывающие воздействие на производственный сварочный процесс.
Если Вам необходима сварка под флюсом ответственных деталей, которые будут испытывать большие нагрузки в процессе использования, то приобретайте наплавочную порошковую сварочную проволоку. С помощью этой проволоки можно осуществлять все производственные процессы по соединению металлических деталей из углеродистой стали. Изделия, которые обработаны с использованием такой проволоки, выдерживают воздействия высокого давления и температур.
Если же Вы приобретаете проволоку для сварки низколегированных сталей, то лучше всего покупайте стальную сварочную проволоку, имеющую омедненную поверхность. Это не только защищает поверхность сварочного шва, но и предотвращает от возникновения абразивных и коррозионных процессов. Кроме того, такая проволока повышает устойчивость сварочной дуги и уменьшает степень разбрызгивания при сварке. Стальную сварочную проволоку с неомедненной поверхностью, как правило, лучше всего использовать для сварки легированной стали и металлов, имеющих низкое содержание углерода.
Если Вы выбрали вид сварочной проволоки, то обратите внимание на ее диаметр, ведь он зависит от толщины свариваемых металлических или стальных листов.
По материалам справочника «Индустрия бизнеса».
Различные типы проволоки для сварки MIG — что нужно знать
Проволока для сварки MIG состоит из намотанного на катушку электрода, который подается через «пистолет» для сварки MIG и нагревается для плавления металла и соединения заготовок. Звучит достаточно просто, верно?
Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Flux-Core в сравнении со сплошной сварочной проволокой MIGСуществует два основных типа сварочной проволоки MIG: проволока с флюсовым сердечником и сплошная сварочная проволока MIG.
Порошковая проволока представляет собой металлический электрод, который содержит «флюсовую смесь» внутри электрода. Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, электроды из цельной проволоки представляют собой именно то, на что они похожи, — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от области применения оба типа проволоки для сварки MIG (сплошная и с флюсовой сердцевиной) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Что следует учитывать при выборе проволоки для сварки MIG Хотите знать, на что следует обратить внимание при выборе проволоки для сварки MIG? Ни один из типов не превосходит другой — скорее, правильный выбор зависит от вашей ситуации и предпочтений. Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
- Требуемая чистота сварного шва – Как правило, сплошная проволока для сварки MIG в среде защитных газов обеспечивает более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой.Брызги не обязательно влияют на качество сварного шва, но может потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
- Материал заготовки – Для разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
- Окружающая среда — В очень ветреных или сложных условиях окружающей среды лучше использовать проволоку с флюсовым сердечником. Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
- Толщина проволоки – Как правило, для более толстых заготовок рекомендуется более толстая проволока.Проволока диаметром 0,35 дюйма является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
- Мощность сварочного аппарата — тесно связана с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG. Более низкая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и созданию качественного сварного шва. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
 Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.Независимо от того, какой тип проволоки для сварки MIG вы покупаете, вы всегда должны покупать высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более надежный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Нужна помощь в поиске подходящей проволоки для сварки MIG? Свяжитесь с Vern Lewis Welding SupplyVern Lewis Welding Supply предлагает широкий ассортимент сварочной проволоки и газов для сварки MIG.Свариваете ли вы сталь, алюминий, медь или любой другой материал, мы можем предоставить вам сварочную проволоку и газы, необходимые для выполнения работы.
Нужна помощь в выборе подходящей продукции? Свяжитесь с нами для получения дополнительной информации о вашей работе и вашей ситуации, и наша команда экспертов будет рада помочь.
Сварочная проволока – проволока Mig, порошковая проволока
Сварочная проволока : доступна в широком диапазоне размеров и типов, разновидность сварочного материала, используемого в качестве токопроводящей проволоки или присадочного металла.
- Материалы: проволока из мягкой стали , нержавеющая сталь, алюминиевый сплав, серебро и т. д.
- Диаметр проволоки: 0,5–2,0 мм.
- Удлинение: ≥ 22%.
- Сварочный ток: 80 — 250А, 120 — 300А, 160 — 400А, 190 — 450А.
Особенности:
- Хорошая износостойкость, отличная термостойкость, устойчивость к низким температурам.
- Высокопрочный, антикоррозийный.
- Малая сварочная деформация.
- Хорошая адаптируемость, легко реализуемая непрерывная автоматизированная сварка.
Сварочная проволока широко используется в нефтяной, электронной и машиностроительной промышленности.
Типы: Сварочная проволока для нержавеющей стали, порошковая сварочная проволока, сварочная проволока MIG, сварочная проволока TIG, алюминиевая сварочная проволока, медная сварочная проволока, серебряная сварочная проволока, CO 2 сварочная проволока.
Применение:
- Используется в качестве наполнителя и токопроводящей проволоки.
- Используется в нефтяной, электронной, машиностроительной, горнодобывающей промышленности и так далее.
Упаковка:
- Обычно в свернутом виде для реализации механизации и автоматизации.
- Мешки пластиковые, тканые мешки; коробки, поддоны.
Хранение:
- Держите его сухим.
- Держите его подальше от коррозионно-активных веществ.
- Хранить по классификациям.
- Положите его на деревянные поддоны.
- Не подвергайте его прямому воздействию воздуха.
- После открытия использовать в течение одной недели.

Сварочная проволока из нержавеющей стали
Проволока для сварки нержавеющей стали , также называемая проволокой для сварки нержавеющей стали.
- Типы: порошковая проволока из нержавеющей стали , сплошная проволока из нержавеющей стали.
- Особенности: небольшие брызги, хорошая стабильность дуги, коррозионная стойкость.
Сварочная проволока из нержавеющей стали имеет мало брызг и хорошую стабильность дуги.
Серебряная сварочная проволока
- Особенности: низкая температура плавления, низкая плотность.
- Применение:
Используется в точных инструментах, таких как кондиционеры, электроника. Обычно используется в области аэрокосмической, электронной, машиностроительной.
Серебряная сварочная проволока широко используется для сварки точных инструментов.
Медная сварочная проволока
Медная сварочная проволока также называется сварочной проволокой с медным покрытием.
- Особенности: высокая эффективность сварки, хорошие механические свойства, антикоррозийная, износостойкая.
- Заявка:
- Используется при сварке меди или медных сплавов.
- Используется для изготовления сосудов под давлением, водогрейных котлов и сельскохозяйственного оборудования.
Медная сварочная проволока обладает высокой эффективностью сварки и хорошими механическими свойствами.
Алюминиевая сварочная проволока
- Содержание алюминия: ≥99.5%.
- Основные типы:
- С301, ЭР1100
- С331, ЭР5183
- С5356, ЭР5356
- С311, ЭР4043
- Особенности: отличная коррозионная стойкость, высокая теплопроводность, хорошая электропроводность.
- Применение: Алюминиевая сварочная проволока в основном используется для пайки материалов из сплавов алюминия, Al-Mn, Al-Si-Mg.
Алюминиевая сварочная проволока обладает высокой теплопроводностью и хорошей электропроводностью.
Проволока MIG
Проволока для сварки MIG , также называемая проволокой для сварки MIG, в качестве защитной среды используется инертный газ или газ, обогащенный аргоном.
- Диаметр проволоки: обычно 0,6 мм, 0,8 мм, 1,0 мм.
- Типы: нержавеющая проволока MIG, алюминиевая проволока MIG, медная проволока MIG.
- Особенности:
- Стабильное и надежное качество сварки.
- Отличная лепка швов.
- Подходит для сварки цветных металлов, таких как алюминий, медь, титан.
- Подходит для сварки нержавеющей стали, жаропрочной стали и низколегированной стали.
MIG широко используется при сварке материалов из цветных металлов и нержавеющей стали.
Сварочная проволока MIG из нержавеющей сталипредставляет собой разновидность сварочной проволоки MIG.
Сварочная проволока TIG используется для сварки тугоплавких активных металлов и цветных металлов.
Проволока для ВИГ
Проволока TIG , также называемая сварочной проволокой TIG, представляет собой разновидность сварочной проволоки.
- Техника: Неметаллическая дуговая сварка вольфрамовым электродом в среде инертного газа.
- Особенности: лучшая герметичность после сварки, хорошая гибкость и регулируемость.
- Заявка:
- Используется при сварке нержавеющей стали.
- Используется при сварке некоторых цветных металлов, которые легко окисляются, таких как алюминий, алюминиевый сплав, магний, магниевый сплав.
- Применяется для сварки тугоплавких активных металлов, таких как молибден, ниобий, цирконий.
Порошковая проволока
Порошковая проволокаможет использоваться для сварки многих видов металлов, таких как углеродистая сталь, легированная сталь.
- Диаметр проволоки: 1,0–1,6 мм.
- Сварочный ток: 80 — 250, 120 — 300, 160 — 400, 190 — 450А.
- Технология: в основном сварка MAG.

Особенности:
- Сварочные характеристики и эффективность лучше, чем у сплошной сварочной проволоки.
- Подходит для сварки различных видов стали.
- Составы сплавов гибки в настройке.
- Подходит для быстрой сварки вертикально вверх, плоской сварки, сварки оцинкованных или трудносвариваемых сталей.
- Доступен в различных материалах и размерах.
Применение:
- Используется при сварке углеродистой стали, низколегированной стали.
- Применяется для сварки жаропрочных сталей, высокопрочных сталей.
- Используется для сварки высокопрочной закаленной и отпущенной стали, нержавеющей стали и других износостойких сталей с твердой поверхностью.
CO
2 Сварочная проволокаCO 2 Проволока обладает высокой производительностью и хорошей формовкой шва.
CO 2 сварочная проволока , также называемая CO 2 проволока, разновидность сварочной проволоки в газовой среде, в процессе сварки в качестве защитного газа используется двуокись углерода.
- Диаметр проволоки: 0.5 — 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.
- Особенности:
- Высокая эффективность производства.
- Хорошая лепка швов.
- Дешево, экономично.
- Простота в эксплуатации, подходит для работы в помещении.
- Провода разного диаметра соответствуют разным токам и напряжениям.
- Доступны различные типы для различных применений.
- Применение: широко используется при автоматической сварке и круговой сварке.
Запрос на наш продукт
При обращении к нам укажите свои подробные требования.
Это поможет нам дать вам действительное предложение.
по сравнению с аккумуляторным кабелем
Сварочные и аккумуляторные кабели имеют много общего. По сравнению с другими кабелями, оба являются гибкими, одножильными, пропускают одинаковый ток или силу тока и имеют высокие температурные характеристики, до 105ºC или выше. Несмотря на это, они имеют несколько существенных отличий, связанных с их применением.
Несмотря на это, они имеют несколько существенных отличий, связанных с их применением.
Что такое сварочный кабель?
Сварочные кабели очень гибкие, с большим количеством очень тонких жил из медной проволоки. Они изолированы синтетическими каучуковыми материалами, включая этилен-пропилен-диеновый мономерный каучук (EPDM) и неопрен. Внешнее покрытие относительно мягкое, устойчивое к истиранию и способное выдерживать сгибание и неправильное обращение. Сварочные кабели сохраняют свою гибкость при очень низких температурах и выдерживают высокие температуры.Вы можете использовать сварочные кабели в цепях до 600 вольт.
Что такое аккумуляторный кабель?
Аккумуляторные кабели относительно жесткие, с более толстыми медными жилами, чем сварочные кабели. Изоляционными материалами являются ПВХ и сшитый полиэтилен (XLPE). Кабели аккумуляторных батарей трудно согнуть, но однажды сформированные, они сохраняют свою форму. Их изоляция выдерживает тяжелые температуры под капотом и устойчива к газу, маслам и смазочным материалам. Номинальное напряжение аккумуляторных кабелей составляет 60 вольт.
Номинальное напряжение аккумуляторных кабелей составляет 60 вольт.
Можно ли использовать сварочный кабель в качестве кабеля аккумулятора?
Да, можно. Сварочные кабели хорошо подходят для аккумуляторных кабелей, когда вам нужно сильно согнуть кабель, чтобы проложить его вокруг препятствий под днищем. Вы должны полностью поддерживать кабель, чтобы он не мог вибрировать или касаться движущихся частей. Кроме того, обязательно используйте гофрированные защитные приспособления для кабеля, чтобы свести к минимуму риск истирания. Сварочные кабели являются хорошими соединительными кабелями.
Магазин Сварочный кабель
Подходят ли аккумуляторные кабели для сварки?
Нет, аккумуляторные кабели нельзя использовать для сварки.У многих сварочных аппаратов напряжение холостого хода превышает 60 вольт, поэтому использовать аккумуляторные кабели небезопасно. Кроме того, кабель аккумулятора может перегибаться и цепляться за препятствия, потому что он недостаточно гибкий.
Выбор сварочного или аккумуляторного кабеля подходящего размера
Важно выбрать кабель с правильной номинальной силой тока. Также необходимо учитывать падение напряжения по длине кабеля. Для автомобильных систем старайтесь, чтобы падение напряжения не превышало 0,3 вольта. Воспользуйтесь калькулятором падения напряжения, чтобы определить кабель, подходящий для вашего приложения, с точки зрения размера проводов (AWG), потребляемого тока и падения напряжения.
Рекомендуется выбирать кабель с немного большим номинальным током, чем требуется, поскольку это снижает падение напряжения, особенно на длинных сварочных кабелях и в 12- и 24-вольтовых автомобильных системах.
Спецификации кабелей для сварки и аккумулятора
| Недвижимость | Сварочный кабель | Кабель аккумулятора |
|---|---|---|
| Гибкость | Очень | Меньше |
| Жилы проволоки | Многожильный медный провод | Меньшее количество медных проволок, несколько более толстая |
| Температурный диапазон | от -50°C до 105°C (некоторые 90°C) | STG: от -40°C до 105°C STX, SGX: от -40°C до 125°C |
| Номинальное напряжение | До 600 В | 60 вольт |
| Изоляционные материалы | EPDM, резина, неопрен | STG: PVC STX и SGX: XLPE |
| Стойкость к истиранию | Хорошо | Хорошо |
| Масло- и газостойкость | Хорошо | Хорошо |
| Огнестойкий | да | № |
Безопасность кабеля аккумулятора
При работе с аккумуляторным кабелем всегда следует принимать меры безопасности, чтобы предотвратить его повреждение в будущем. Все наши кабели аккумуляторной батареи соответствуют спецификациям SAE J-1127, Ford и Chrysler для использования в автомобильной промышленности. Они также соответствуют стандартам огнестойкости UL-558 и UL-553.
Все наши кабели аккумуляторной батареи соответствуют спецификациям SAE J-1127, Ford и Chrysler для использования в автомобильной промышленности. Они также соответствуют стандартам огнестойкости UL-558 и UL-553.
Магазинный аккумуляторный кабель
Сварка Против. Кабель аккумулятора
Несмотря на внешнее сходство, эти кабели во многом различаются. К ним относятся номинальное напряжение, тип изоляции, гибкость и стойкость к истиранию. За исключением нескольких случаев, лучше всего использовать правильный кабель для каждого приложения.
Что такое сварочный кабель? — Специалисты по электрическим проводам и кабелям
Прежде чем погрузиться в трактат о том, что это значит
быть сварочный кабель , или что сварочный кабель требуется для того, чтобы быть
эффективной, необходимо понимать, что такое сварка и почему она полезна.
Только тогда могут быть выполнены требования к сварке . кабель легко понять.
кабель легко понять.
Существует множество различных видов сварки процессов, и в основном это все процессы соединения материалов вместе.Хотя некоторые из процессов, посредством которых некоторые металлы соединяются, или сварные, такие как дуговая сварка, относительно хорошо изучены, менее Общеизвестно, что такие материалы, как пластик и даже дерево, можно соединять методы сварки.
В основном сварка с использованием тепла, выделяемого давление или трение (иногда и то, и другое) для соединения исходных материалов. Немного формы сварки требуют дополнительного материала, известного как наполнитель или расходный материал. чтобы завершить процесс.Иногда сустав обладает всей силой присущие исходным материалам.
В большинстве случаев наполнитель или расходный материал
используется аналогичный по составу исходный материал, хотя есть
случаях, когда необходимо использовать другой расходный материал для добавления
укрепляет связь, а не ослабляет ее. Некоторые исходные материалы не
особенно прочные, поэтому сварка их с химически или структурно подобными
расходный материал был бы контрпродуктивным. Например, хрупкие металлы.
которые работают лучше, когда рекомендуется использовать разные расходные материалы.
Например, хрупкие металлы.
которые работают лучше, когда рекомендуется использовать разные расходные материалы.
Соединение Металлы
Использование различных способов сварки для соединения исходные металлы вместе, вероятно, то, о чем думает большинство людей, когда они слышат слово «сварка», хотя, как вы вскоре увидите, можно соединять и другие материалы. также с использованием сварочных процессов. По большей части процессы, которые люди думать, что сварка ограничена соединением металлов, хотя, как вы увидите Короче говоря, есть и другие материалы, которые можно сваривать.
Разработаны оригинальные сварочные процессы в горне кузнецов, где соединяемые металлы нагревались до подходящей температуры, а затем сжимаются под давлением. Этот процесс известный как кузнечный сварной шов, и когда он сделан должным образом кем-то с соответствующими навыками может быть очень прочным — почти до такой степени, что сустав невозможно обнаружить.
Кузнечная сварка, хотя и эффективная, требует
много времени и еще больше навыков, чтобы усовершенствовать и сделать практичным. Шли годы
однако с появлением новых технологий были введены другие формы сварки. Дуговая сварка
использует ток для нагрева наполнителя (и части исходного материала) выше его
температуры плавления, чтобы их можно было снова затвердеть и соединить после остывания.
Шли годы
однако с появлением новых технологий были введены другие формы сварки. Дуговая сварка
использует ток для нагрева наполнителя (и части исходного материала) выше его
температуры плавления, чтобы их можно было снова затвердеть и соединить после остывания.
Точечная сварка — еще один вид сварки, использует ток для нагрева металлов до такой степени, что их можно соединить, за исключением точечная сварка пропускает ток через материалы и нагревает их с помощью их устойчивость к электричеству.По этой причине точечная сварка классифицируется как тип сварки, известный как контактная сварка.
Прочее Материалы
Менее известны, чем процессы, с помощью которых металлы могут быть соединены сваркой, это тот факт, что другие материалы, такие как пластик и дерево можно сварить вместе. Может показаться очевидным, как можно использовать тепло для сделать пластик более податливым и соединяемым, но это не так очевидно с материал вроде дерева.
С пластмассой, как и с металлами, основной
материалы нагреваются до тех пор, пока они не достигнут или не преодолеют точку плавления, давление
применяются, чтобы заставить их вместе, а затем им дают остыть, чтобы они
сплавленный. Этот процесс похож на соединение некоторых металлов, хотя и не совсем
такой же. Это в основном то же самое, что и кузнечный сварной шов, за исключением того, что он применяется к
пластмассы.
Этот процесс похож на соединение некоторых металлов, хотя и не совсем
такой же. Это в основном то же самое, что и кузнечный сварной шов, за исключением того, что он применяется к
пластмассы.
С деревом процесс немного короче интуитивно, хотя принципы в основном те же. По сути два куски дерева прижимаются друг к другу с большим усилием, прежде чем они применяется дополнительное линейное трение. Это их так быстро нагревает что они соединены силой трения и не требуют клея или гвозди.
Сварочные кабели
Назад к сварка кабели — так как не каждый метод сварки требует электричества, у нас будет вернуться к тем, которые относятся к различным формам металл.
По сути, сварочный кабель представляет собой проводник, по которому протекает ток, используемый в некоторых
различные процессы сварки, чтобы сделать их возможными. Чтобы сварочный кабель был эффективным и практичным
для любой конкретной работы она должна обладать рядом различных характеристик. В
базовый уровень, сварочный кабель должен быть надлежащего размера для работы, а также прочным и гибким, как
возможный.
В
базовый уровень, сварочный кабель должен быть надлежащего размера для работы, а также прочным и гибким, как
возможный.
Размер и Рейтинг
Один из самых важных моментов, который следует учитывать рассмотрение, прежде чем даже выбрать сварку кабель для работы или комплекта работ, чтобы убедиться, что вы ищете кабель, который рассчитан на правильное напряжение и ток, который вы будет использоваться в ваших сварочных процессах.
Зависит от поставленной задачи и может требуют от вас глубокого понимания сварки, которой вы будете производительность, необходимая мощность и рейтинг, связанные со сварочным кабелем . Мы не можем дать ни спецификации на это, потому что это будет варьироваться в зависимости от характера сварки среды и выполняемой сварки.
Что мы можем сказать, так это размер и температура
рейтинг также может повлиять на характеристики сварочного кабеля . Они оба могут влиять на степень, в которой любой данный
кабель может нагреваться во время использования, и важно, чтобы кабели не перегревались
поскольку это повлияет как на их производительность, так и на безопасность установки.
Они оба могут влиять на степень, в которой любой данный
кабель может нагреваться во время использования, и важно, чтобы кабели не перегревались
поскольку это повлияет как на их производительность, так и на безопасность установки.
При прочих равных условиях более короткая длина кабель может нести большую мощность, чем более длинный, потому что он должен нести этот ток через более короткую медь. Медь известна своим низким сопротивлением, но он все еще предлагает некоторые, поэтому чем больше кабелей должно проходить электричество, тем больше кабель будет его нагревать.В связи с этим необходимо помнить о длина кабеля, который вы используете, потому что, как указано выше, перегретый кабель в лучшем случае неэффективно и в худшем случае опасно.
Долговечность и Сопротивление
Так как большое количество сварочных работ необходимо
быть выполнен на месте, еще одно важное соображение, которое необходимо учитывать при покупке
для сварочных кабелей — их уровень
долговечность. Сделайте паузу на секунду, чтобы подумать о некоторых условиях, в которых может работать сварочный кабель ,
особенно если сварка выполняется на месте в неблагоприятных условиях.
Сделайте паузу на секунду, чтобы подумать о некоторых условиях, в которых может работать сварочный кабель ,
особенно если сварка выполняется на месте в неблагоприятных условиях.
А сварка Кабель не просто должен выдерживать суровые условия доставки ток для выполнения сварки. Кабель может смириться с такими факторами как экстремальные температуры на рабочем месте, которые могут меняться в течение дня, наряду с влажностью условия, грязные условия и условия, подвергающие их воздействию грязи, копоти, масла и потенциально даже другие опасные химические вещества.
По этим причинам в равной степени необходимо
что сварочный кабель не только
хорошо изолированы от физических стрессоров, но и от других загрязняющих веществ, таких как
вода, масло и потенциально некоторые коррозионные вещества.Их присутствие на рабочем месте
могут не только затруднить или сделать невозможной сварку, но и повредить
ваше оборудование, в том числе ваше сварочное оборудование кабели . Поэтому лучше всего найти самый прочный сварочный кабель , какой только можно, с некоторыми дополнительными функциями, если
вы можете найти их.
Поэтому лучше всего найти самый прочный сварочный кабель , какой только можно, с некоторыми дополнительными функциями, если
вы можете найти их.
Гибкость
Это еще одна вещь, о которой нельзя сказать достаточно, но прежде чем мы углубимся в детали, подумайте о проводке, которую вы видели в прошлом.Это может быть лотковый кабель, проложенный на большие расстояния, или внутренняя проводка в доме или здании или даже на корабле. Что они все есть общее?
Все они различаются в зависимости от материала и изоляции. и все они, вероятно, будут рассчитаны на работу с различными напряжениями и токами. По правде говоря, может быть довольно трудно определить более чем одну вещь, которая у них у всех есть общее, и мы не ищем ответ, что они «проводят электричество». Да, но то же самое можно сказать о сварочном кабеле и сварочном кабеле . кабель отличается от них.
Главное, чтобы все остальные формы
проводки объединяет то, что по большей части после их установки
они статичны. Обычно они не предназначены для движения. Морской кабель, для
например, предназначен быть гибким, но обычно это позволяет ему
перемещаться по тесным нишам на борту лодок и справляться с бурным морем, а не
потому что люди на борту лодки будут манипулировать ими с любой частотой.
Таким образом, большинство форм проводки не разрабатываются с учетом гибкости.
потому что это ничего не добавляет к их производительности или функции.
Обычно они не предназначены для движения. Морской кабель, для
например, предназначен быть гибким, но обычно это позволяет ему
перемещаться по тесным нишам на борту лодок и справляться с бурным морем, а не
потому что люди на борту лодки будут манипулировать ими с любой частотой.
Таким образом, большинство форм проводки не разрабатываются с учетом гибкости.
потому что это ничего не добавляет к их производительности или функции.
Сварка
кабель , в силу того, что его приходится перемещать
вокруг для выполнения сварки на месте, как мы упоминали ранее, должен быть настолько гибким, насколько
возможный. Обойти это действительно невозможно, и, по правде говоря, большинство сварочных кабелей , как правило, довольно
жесткие, но они по-прежнему спроектированы для обеспечения высочайшего уровня
возможна гибкость. Это позволяет им продолжать выполнять свою основную функцию.
и эффективно перемещаться по рабочему месту, чтобы добраться до исходных материалов.
Производители достигают высочайшего уровня гибкость возможна при их сварке кабель , соединив вместе столько жил отдельных медных проводников, сколько возможный. Они минимизируют диаметр каждой нити и добавляют больше нитей к кабель, чтобы сделать его максимально гибким. Это дает сварщикам гибкость (без каламбура), чтобы легче добраться до материалов, которые им нужно сварить. это также важно отметить, что технически эффективный сварочный кабель сложен, поскольку сбалансировать долговечность и гибкость — нелегкий подвиг.На самом деле это два противоположных качества. На С одной стороны, один медный проводник был бы очень прочным, но в то же время он был бы совершенно негибким — по сути, это был бы просто медный стержень. Следовательно Вы должны сделать свою домашнюю работу при покупке и найти кабель, который является одновременно гибким и еще очень жестко.
Наши Сварочные кабели
В соответствии с установленными нами условиями
как обязательное условие для поиска сварки кабель , мы производим его в соответствии с самыми строгими стандартами, чтобы обеспечить их
ремонтопригодность и производительность.
Многие из наших сварочных кабелей устойчивы к температурам от отрицательных от 50 до 105 по Цельсию, поэтому они разработаны, чтобы выдерживать самые суровые условия на рабочем месте. Количество прядей будет варьироваться в зависимости от калибра, но мы используем 100% чистую медь в их конструкции и используем столько нитей, сколько практичным для манометра, чтобы обеспечить высочайший уровень гибкости. Наш сверхгибкие сварочные кабели премиум-класса также имеют изоляцию EDPM и устойчивы к маслам и бензину, что дает вам более длительная работа и лучшая устойчивость к неблагоприятным условиям окружающей среды.Вы можете найти наши сварочные кабели в калибрах от 6 калибра до 4/0 американского калибра проводов (AWG) и рассчитаны на 600 вольт здесь, на нашем сайте EWCS Wire. Кроме того, все наши сварочные кабели производятся здесь, в Америка.
Подробнее Than Сварочный кабель
Хотя вы находитесь в правильном месте, если вы
покупка сварочного кабеля в
различные калибры для любой из ваших работ, EWCS Wire — ваш главный выход
для электрических проводов и кабелей. Нужен ли вам алюминиевый кабель, лотковый кабель,
морской кабель или какой-либо другой специальный провод и кабель, мы можем настроить вас с
Это. Просто взгляните на наши страницы здесь, на нашем веб-сайте, если вы знаете, что
ты ищешь. Или вы можете связаться с нами по телефону 800-262-1598. Мы можем помочь тебе
Навигация по нашим продуктам и помочь вам выбрать то, что вам нужно. Просто будь
обязательно знать специфику того, что потребуется для вашей работы.
Нужен ли вам алюминиевый кабель, лотковый кабель,
морской кабель или какой-либо другой специальный провод и кабель, мы можем настроить вас с
Это. Просто взгляните на наши страницы здесь, на нашем веб-сайте, если вы знаете, что
ты ищешь. Или вы можете связаться с нами по телефону 800-262-1598. Мы можем помочь тебе
Навигация по нашим продуктам и помочь вам выбрать то, что вам нужно. Просто будь
обязательно знать специфику того, что потребуется для вашей работы.
Мы гордимся не только качеством наши продукты, но и в нашей службе поддержки клиентов, поэтому, если вам нужна помощь в поиске некоторых специальные продукты, включая сварочный кабель , но не ограничиваясь им, свяжитесь с нами сегодня.
Порошковая проволокапо сравнению со сплошной проволокой
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? Каковы преимущества и недостатки каждого типа проволоки?
Электроды с порошковой проволокой Электроды из порошковой проволоки бывают двух типов: газозащитные и самозащитные. Как следует из названия, порошковая проволока в среде защитного газа требует внешнего защитного газа.У самозащитного сорта нет.
Как следует из названия, порошковая проволока в среде защитного газа требует внешнего защитного газа.У самозащитного сорта нет.
Флюсовое покрытие на порошковых проволоках в среде защитных газов затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает расплавленную ванну при сварке над головой или вертикально вверх. Флюсовые проволоки в среде защитного газа хорошо подходят для сварки более толстых металлов. Они также хорошо подходят для сварки в нерабочем положении. С этим типом проволоки удаление шлака выполняется легко.
Самозащитные порошковые проволоки не требуют внешнего защитного газа.С этим типом электрода сварочная ванна защищена, так как при сгорании флюса из проволоки образуется газ. Поскольку самоэкранирующий провод создает собственный защитный экран и не требует внешнего газового баллона, его легче носить с собой.
Преимущества электродов с порошковой проволокой Использование электродов с порошковой проволокой имеет несколько преимуществ. Эти преимущества включают, но не ограничиваются:
Эти преимущества включают, но не ограничиваются:
- Обеспечивают высокую скорость осаждения.
- Они хорошо работают на открытом воздухе и в ветреную погоду.
- С правильными присадочными материалами эти электроды могут сделать процесс FCAW «всепозиционным».
- Как правило, порошковая проволока обеспечивает чистые и прочные сварные швы.
Есть проблемы с любым методом сварки. Независимо от процесса и типа используемого электрода существует вероятность непровара между основными металлами.Также могут появиться шлаковые включения или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании электродной проволоки с флюсовой сердцевиной, включают:
- Оплавление контактного наконечника может произойти, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться отверстия и стать пористым.
используются при сварке металлов в среде инертного газа.Для таких электродов требуется защитный газ, который подается из газового баллона под давлением. Защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из мягкой стали, покрытой медью для предотвращения окисления и повышения электропроводности. Медное покрытие также помогает увеличить срок службы сварочного контактного наконечника.
Сплошные проволоки — лучший выбор при работе с тонкими материалами, такими как листовой металл.Они должны производить хорошие, чистые сварные швы.
Электроды из сплошной проволоки плохо работают на ветру. Воздействие защитного газа на ветер может нарушить целостность сварного шва.
Какой провод лучше выбрать? Сравнивая порошковую проволоку со сплошной проволокой, было бы разумно отметить, что лучший выбор зависит от сварочного задания и места. Оба типа проволоки могут производить качественные сварные швы с хорошим внешним видом сварного шва, если все сделано правильно.
Оба типа проволоки могут производить качественные сварные швы с хорошим внешним видом сварного шва, если все сделано правильно.
Для более толстых металлов и наружных работ лучше всего подходят электроды с порошковой проволокой. Для более тонких металлов и работ, выполняемых без ветра, электроды из сплошной проволоки могут работать достаточно хорошо.
Электроды из сплошной проволоки, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как электроды из сплошной проволоки, так и электроды из порошковой проволоки относительно просты в использовании. Однако электроды с порошковой проволокой более дорогие.
Каталожные номера:
www.millerwelds.com (The Miller Electric Manufacturing Co.)
http://en.wikipedia.org/wiki/Flux-cored_arc_welding
Дополнительные артикулы:
Узнайте больше о погружном ARC Flux
Что такое дуговая сварка порошковой проволокой?
Сварочные электроды, сварочная проволока – EWM AG
Типы проволочных электродов
Проволочные электроды для сварки MIG/MAG нелегированных сталей и мелкозернистых сталей стандартизированы по DIN EN 440. Стандарт классифицирует 11 типов сварочной проволоки в соответствии с их химическим составом. Однако он также содержит типы сварочной проволоки, которые распространены только в других европейских странах. Для нелегированных сталей в Германии в достаточной степени используются только марки G2Si1, G3Si1 и G4Si1. Они содержат возрастающие количества кремния и марганца в указанном выше порядке, в среднем от 0,65 до 0,9 % кремния и от 1,10 до 1,75 % марганца. Для мелкозернистых сталей применяют также марки Г4Мо и Г3Н1 и Г3Н2.Электроды с порошковой проволокой для сварки этих сталей содержатся в стандарте DIN EN 758. В зависимости от состава наполнителя различают рутиловые, основные типы и типы металлического порошка. В дополнение к порошковой проволоке для сварки MIG/MAG, DIN EN 758 также стандартизирует самозащитную порошковую проволоку, которая сваривается без добавления дополнительного защитного газа. Они часто используются для наплавки сварных швов. Проволочные электроды для сварки жаропрочных сталей стандартизированы в DIN EN 12070, электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12071.
Стандарт классифицирует 11 типов сварочной проволоки в соответствии с их химическим составом. Однако он также содержит типы сварочной проволоки, которые распространены только в других европейских странах. Для нелегированных сталей в Германии в достаточной степени используются только марки G2Si1, G3Si1 и G4Si1. Они содержат возрастающие количества кремния и марганца в указанном выше порядке, в среднем от 0,65 до 0,9 % кремния и от 1,10 до 1,75 % марганца. Для мелкозернистых сталей применяют также марки Г4Мо и Г3Н1 и Г3Н2.Электроды с порошковой проволокой для сварки этих сталей содержатся в стандарте DIN EN 758. В зависимости от состава наполнителя различают рутиловые, основные типы и типы металлического порошка. В дополнение к порошковой проволоке для сварки MIG/MAG, DIN EN 758 также стандартизирует самозащитную порошковую проволоку, которая сваривается без добавления дополнительного защитного газа. Они часто используются для наплавки сварных швов. Проволочные электроды для сварки жаропрочных сталей стандартизированы в DIN EN 12070, электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12071. Проволочные электроды варьируются от единственного варианта сплава молибдена до проволоки с 1, 2,5, 5 и 9 % хрома до проволочного электрода с 12 % хрома. Молибден, ванадий и вольфрам входят в состав других легирующих элементов. Существуют электроды из порошковой проволоки с содержанием хрома до 5 %. Проволочные электроды для сварки нержавеющих и жаропрочных сталей стандартизированы в DIN EN 12072; электроды с флюсовой проволокой для этих сталей стандартизированы в DIN EN 12073. Стандарты классифицируют добавки для мартенситных/ферритных хромистых сталей, ферритных/аустенитных сталей и полностью аустенитных сталей с высокой коррозионной стойкостью, а также специальные типы и жаропрочные типы.
Проволочные электроды варьируются от единственного варианта сплава молибдена до проволоки с 1, 2,5, 5 и 9 % хрома до проволочного электрода с 12 % хрома. Молибден, ванадий и вольфрам входят в состав других легирующих элементов. Существуют электроды из порошковой проволоки с содержанием хрома до 5 %. Проволочные электроды для сварки нержавеющих и жаропрочных сталей стандартизированы в DIN EN 12072; электроды с флюсовой проволокой для этих сталей стандартизированы в DIN EN 12073. Стандарты классифицируют добавки для мартенситных/ферритных хромистых сталей, ферритных/аустенитных сталей и полностью аустенитных сталей с высокой коррозионной стойкостью, а также специальные типы и жаропрочные типы.
Материалы для сварки MIG/MAG
Стали нелегированные и низколегированные
Нелегированные и низколегированные стали сваривают с использованием смешанных газов М1, М2, М3 или с использованием чистого углекислого газа. Однако из-за меньшего разбрызгивания, особенно в верхнем диапазоне мощностей, в Германии преобладают смешанные газы. Эти стали, как правило, легко свариваются с использованием процесса MAG. Высокоуглеродистые сорта, такие как E 360, с прибл. 0,45 % C являются исключением из этого правила. Из-за высокого проплавления процесса металл сварного шва поглощает относительно большее количество углерода за счет разбавления, что создает более высокий риск образования горячих трещин.Это может быть устранено всеми мерами, которые уменьшают проникновение расплава и, следовательно, также разжижение. Это включает в себя низкую силу тока и сварку на движущихся вперед металлах шва – Внимание: риск непровара. Поры образуются в нелегированных и низколегированных сталях в основном за счет азота. Это может происходить из-за разбавления при сварке сталей с высоким содержанием азота, например азотирование сталей. Азот, однако, обычно поглощается из воздуха в результате неполного колпака защитного газа. Надежная защита от этого гарантируется, если установлено правильное количество защитного газа и турбулентность в потоке защитного газа, напр.
Эти стали, как правило, легко свариваются с использованием процесса MAG. Высокоуглеродистые сорта, такие как E 360, с прибл. 0,45 % C являются исключением из этого правила. Из-за высокого проплавления процесса металл сварного шва поглощает относительно большее количество углерода за счет разбавления, что создает более высокий риск образования горячих трещин.Это может быть устранено всеми мерами, которые уменьшают проникновение расплава и, следовательно, также разжижение. Это включает в себя низкую силу тока и сварку на движущихся вперед металлах шва – Внимание: риск непровара. Поры образуются в нелегированных и низколегированных сталях в основном за счет азота. Это может происходить из-за разбавления при сварке сталей с высоким содержанием азота, например азотирование сталей. Азот, однако, обычно поглощается из воздуха в результате неполного колпака защитного газа. Надежная защита от этого гарантируется, если установлено правильное количество защитного газа и турбулентность в потоке защитного газа, напр. г. из-за разбрызгивания в сопле защитного газа или нестабильности процесса. Углекислый газ как защитный газ менее чувствителен к этому типу порообразования, чем смешанные газы. В случае смешанных газов чувствительность снижается по мере увеличения содержания CO2.
г. из-за разбрызгивания в сопле защитного газа или нестабильности процесса. Углекислый газ как защитный газ менее чувствителен к этому типу порообразования, чем смешанные газы. В случае смешанных газов чувствительность снижается по мере увеличения содержания CO2.
Высоколегированные стали и сплавы на основе никеля
В принципе, эта группа материалов хорошо поддается сварке методом MIG/MAG. Защитные газы, используемые для высоколегированных сталей, представляют собой смеси аргона и кислорода с содержанием кислорода 1-5 % (М1.1) или аргон с содержанием СО2 до 2,5 % (М1.2). Существенным недостатком при сварке коррозионностойких сталей являются окисные пленки, которые остаются на шве и рядом с ним после сварки. Эти покрытия необходимо удалить щеткой, травлением или пескоструйной обработкой перед тем, как компонент будет использоваться в эксплуатации, поскольку они ухудшают коррозионную стойкость металла. Объем работ по очистке швов, сваренных MAG, требует больше, чем при сварке MMA, где шлаковое покрытие предотвращает проникновение кислорода в поверхность сварного шва при более высоких температурах. Таким образом, часть экономических преимуществ частично механизированной сварки может быть утеряна из-за объема необходимых работ по очистке. Смешанные газы, содержащие СО2, в этом отношении более благоприятны, чем содержащие О2. В связи с этим они используются все чаще. Однако содержание углекислого газа в защитном газе не должно быть слишком высоким, так как газ, разлагающийся в дуге, вызывает науглероживание металла шва, что, в свою очередь, снижает коррозионную стойкость. Поэтому допустимое содержание CO2 ограничено макс.5 %. При сварке коррозионностойких сталей следует избегать любого перегрева, так как это может привести к охрупчиванию и снижению коррозионной стойкости из-за отложений карбида хрома. Поэтому необходимо контролировать подачу тепла и, возможно, необходимо дать заготовке остыть, включив перерывы для охлаждения во время работы. Для материалов из группы полностью аустенитных сталей «холодная» сварка также является вариантом, позволяющим избежать тепловых трещин. Поскольку аустенитные стали не становятся хрупкими под воздействием водорода, в аргон также можно добавлять несколько процентов водорода для повышения производительности (увеличения скорости сварки).
Таким образом, часть экономических преимуществ частично механизированной сварки может быть утеряна из-за объема необходимых работ по очистке. Смешанные газы, содержащие СО2, в этом отношении более благоприятны, чем содержащие О2. В связи с этим они используются все чаще. Однако содержание углекислого газа в защитном газе не должно быть слишком высоким, так как газ, разлагающийся в дуге, вызывает науглероживание металла шва, что, в свою очередь, снижает коррозионную стойкость. Поэтому допустимое содержание CO2 ограничено макс.5 %. При сварке коррозионностойких сталей следует избегать любого перегрева, так как это может привести к охрупчиванию и снижению коррозионной стойкости из-за отложений карбида хрома. Поэтому необходимо контролировать подачу тепла и, возможно, необходимо дать заготовке остыть, включив перерывы для охлаждения во время работы. Для материалов из группы полностью аустенитных сталей «холодная» сварка также является вариантом, позволяющим избежать тепловых трещин. Поскольку аустенитные стали не становятся хрупкими под воздействием водорода, в аргон также можно добавлять несколько процентов водорода для повышения производительности (увеличения скорости сварки). Однако содержание h3 не должно превышать 7 % из-за риска образования пор. Однако дуплексные стали с двухфазной структурой аустенита и феррита имеют большую склонность к водородному растрескиванию. Сплавы на основе никеля обычно свариваются методом MIG с использованием аргона. В случае чистого никеля и некоторых сплавов небольшое количество добавок водорода может снизить поверхностное натяжение и, таким образом, улучшить формирование шва.
Однако содержание h3 не должно превышать 7 % из-за риска образования пор. Однако дуплексные стали с двухфазной структурой аустенита и феррита имеют большую склонность к водородному растрескиванию. Сплавы на основе никеля обычно свариваются методом MIG с использованием аргона. В случае чистого никеля и некоторых сплавов небольшое количество добавок водорода может снизить поверхностное натяжение и, таким образом, улучшить формирование шва.
Алюминий и алюминиевые сплавы
Алюминиевые материалы обычно свариваются методом MIG.В качестве защитного газа обычно используется аргон. Поскольку алюминий имеет высокий уровень теплопроводности, добавление гелия здесь особенно полезно. Как упоминалось ранее, гелий улучшает теплопроводность и сохранение тепла атмосферы защитного газа. Это дает более глубокое и широкое проникновение сплава. Там, где это более глубокое проваривание не требуется, например, при сварке более тонкого листового металла сварку можно выполнить быстрее при той же форме проплавления. Более толстые секции алюминия должны быть предварительно нагреты из-за высокой теплопроводности материала.Это не только обеспечивает достаточное проплавление, но и снижает склонность к образованию пор, поскольку металл сварного шва имеет больше времени для выделения газа в процессе охрупчивания. При использовании защитных газов, содержащих гелий – стандартные уровни содержания составляют 25 или 50 % – предварительный подогрев может быть уменьшен или вообще не нужен в случае меньшей толщины стенок. Это частично компенсирует более высокую цену газов, содержащих гелий. Трудностей с удалением тугоплавкой оксидной пленки на ванне при сварке МИГ не существует, так как плюсовой полюс находится на электроде (катодная очистка).Тем не менее, рекомендуется удалять оксидные пленки непосредственно перед сваркой скребком или щеткой, поскольку они гигроскопичны и поэтому переносят водород в металл шва. Водород является единственной причиной образования пор при сварке алюминиевых материалов. В расплавленном состоянии алюминий имеет относительно высокий уровень растворимости водорода, однако в твердом состоянии этот газ практически не растворяется в металле.
Более толстые секции алюминия должны быть предварительно нагреты из-за высокой теплопроводности материала.Это не только обеспечивает достаточное проплавление, но и снижает склонность к образованию пор, поскольку металл сварного шва имеет больше времени для выделения газа в процессе охрупчивания. При использовании защитных газов, содержащих гелий – стандартные уровни содержания составляют 25 или 50 % – предварительный подогрев может быть уменьшен или вообще не нужен в случае меньшей толщины стенок. Это частично компенсирует более высокую цену газов, содержащих гелий. Трудностей с удалением тугоплавкой оксидной пленки на ванне при сварке МИГ не существует, так как плюсовой полюс находится на электроде (катодная очистка).Тем не менее, рекомендуется удалять оксидные пленки непосредственно перед сваркой скребком или щеткой, поскольку они гигроскопичны и поэтому переносят водород в металл шва. Водород является единственной причиной образования пор при сварке алюминиевых материалов. В расплавленном состоянии алюминий имеет относительно высокий уровень растворимости водорода, однако в твердом состоянии этот газ практически не растворяется в металле. Если поры не должны образовываться, то любой водород, поглощенный во время сварки, должен покинуть металл шва до начала процесса охрупчивания.Это не всегда возможно, особенно при более толстых поперечных сечениях. В случае большей толщины стенок с алюминиевыми материалами невозможно получить полностью беспористые швы. Положительный эффект предварительного нагрева упоминался ранее. При содержании Si около 1 % или содержании Mg около 2 % сплавы AlMg и AlSi склонны к образованию тепловых трещин во время сварки. Избегайте этого диапазона сплавов при выборе сварочных материалов. Проволочные электроды с содержанием сплава на один градус выше обычно лучше, чем электроды точно такого же типа.
Если поры не должны образовываться, то любой водород, поглощенный во время сварки, должен покинуть металл шва до начала процесса охрупчивания.Это не всегда возможно, особенно при более толстых поперечных сечениях. В случае большей толщины стенок с алюминиевыми материалами невозможно получить полностью беспористые швы. Положительный эффект предварительного нагрева упоминался ранее. При содержании Si около 1 % или содержании Mg около 2 % сплавы AlMg и AlSi склонны к образованию тепловых трещин во время сварки. Избегайте этого диапазона сплавов при выборе сварочных материалов. Проволочные электроды с содержанием сплава на один градус выше обычно лучше, чем электроды точно такого же типа.
Другие материалы
Помимо ранее упомянутых материалов, только медь и медные сплавы в значительной степени свариваются MIG. Из-за своей высокой теплопроводности чистая медь требует относительно высокого уровня предварительного нагрева, чтобы избежать непровара. Наплавленный металл для бронзовых проволок, напр. изготовленные из алюминиевой бронзы или оловянной бронзы, обладают хорошими свойствами скольжения. Поэтому он используется для покрытия поверхностей скольжения. В таких сварных швах на материалах из черных металлов глубина проплавления должна поддерживаться на низком уровне путем принятия соответствующих мер, поскольку железо имеет низкий уровень растворимости в меди.Он входит в металл шва в виде мелких шариков и снижает эксплуатационные свойства. Пайка MIG имеет аналогичные условия. Например, этот процесс используется для соединения оцинкованных панелей в автомобилестроении. В качестве расходных материалов используются электроды из кремниевой или оловянно-бронзовой проволоки. Уровень испарения цинка снижается из-за низкой температуры плавления этих бронз. Создается меньше пор, а защита, обеспечиваемая цинковым покрытием, сохраняется вплоть до шва и на обратной стороне панелей.Здесь также по возможности не должно происходить проплавления стального материала, а соединение должно осуществляться исключительно за счет сил диффузии и адгезии, как при пайке. Это достигается за счет регулировки параметров сварки и использования специального положения горелки, чтобы дуга горела только на расплавленной сварочной ванне.
изготовленные из алюминиевой бронзы или оловянной бронзы, обладают хорошими свойствами скольжения. Поэтому он используется для покрытия поверхностей скольжения. В таких сварных швах на материалах из черных металлов глубина проплавления должна поддерживаться на низком уровне путем принятия соответствующих мер, поскольку железо имеет низкий уровень растворимости в меди.Он входит в металл шва в виде мелких шариков и снижает эксплуатационные свойства. Пайка MIG имеет аналогичные условия. Например, этот процесс используется для соединения оцинкованных панелей в автомобилестроении. В качестве расходных материалов используются электроды из кремниевой или оловянно-бронзовой проволоки. Уровень испарения цинка снижается из-за низкой температуры плавления этих бронз. Создается меньше пор, а защита, обеспечиваемая цинковым покрытием, сохраняется вплоть до шва и на обратной стороне панелей.Здесь также по возможности не должно происходить проплавления стального материала, а соединение должно осуществляться исключительно за счет сил диффузии и адгезии, как при пайке. Это достигается за счет регулировки параметров сварки и использования специального положения горелки, чтобы дуга горела только на расплавленной сварочной ванне.
Магазин проволочных электродов MIG/MAG
Загрузить справочник по расходным материалам для сварки
Какой тип проволоки вы используете для сварки MIG? – Welders Lab
Когда вы новичок в сварке, вам может показаться, что подавляющий.Все, кажется, говорят в коде. Вам трудно выучить все о нескольких типах сварки, которые вы можете выполнять. Сварка MIG кажется самый простой для начинающих, самый удобный и самый близкий с причинами, по которым вы учитесь сваривать.
Вы просмотрели множество различных учебных пособий и руководств. о том, как сварить и взял несколько классов. Вы чувствуете себя немного увереннее и начали учиться взламывать сложный код сварки словарь.К сожалению, осталась еще одна загадка!
Все говорят о проволоке MIG так, как будто это само собой разумеющееся, что вы понимаете, что это такое и как оно работает.
Вы видели такие термины, как катушка проволоки и приводные ролики, и все эти едва различимые цифры продолжают появляться, но никто никогда не замедляется настолько, чтобы объяснить разницу между проволокой .030 и .035 или то, что вы должны использовать для ваших сварных швов!
Вот почему мы написали это полное руководство. Мы охватим все из тех затяжных вопросов, которые у вас могут возникнуть относительно проволоки MIG.Мы идем по различные размеры и типы проводов, их преимущества и недостатки, а также когда использовать какой тип провода в вашем проекте.
Мы также отвечаем на несколько оставшихся вопросов, которые часто спросил и остался без ответа. К тому времени, когда вы закончите наше руководство, вы будете знать все, что вам нужно знать, чтобы начать свой сварочный проект и смело покупайте и подавайте в свой сварочный аппарат нужную проволоку!
Какой тип проволоки вы используете для сварки MIG?
При выборе крайне важно выбрать высококачественную проволоку для сварки MIG.
Эти проволоки гораздо более терпимы к ошибкам в технике, которые могут быть допущены новичками, и они обеспечивают очень прочный сварной шов в далеко не идеальных условиях.
Например, если новичок не полностью очистил свою пластину, а загрязнения на поверхности остались, правильная проволока MIG может решить эту проблему.
Правильная проволока для сварки MIG также обеспечит более высокую точность при размещении проволоки и большую согласованность в целом, поэтому вам не придется повторять свою работу несколько раз.
Размеры проволоки для сварки MIG
Существует несколько различных размеров проволоки для сварки MIG. Большинство сварочных аппаратов MIG поставляются с рулоном порошковой проволоки, поэтому вам потребуется купите специализированную проволоку MIG для этого вида сварки. Как хорошее практическое правило, более толстая проволока лучше подходит для более толстого металла и наоборот.
Для получения сварных швов более высокого качества вы, вероятно, обнаружите, что увеличение мощности машины на тонкой проволоке, а затем снижение ее до очень низкой настройки для более толстой проволоки приведет к получению наилучших возможных сварных швов.
Вот некоторые рекомендации по выбору толщины проволоки, но просто убедитесь, что вы проверили дверцу внутри сварочного аппарата MIG (или руководство пользователя), чтобы убедиться, что вы следуете их конкретным рекомендациям.
Размер проволоки:
- Проволока 0,23 дюйма – Эта проволока предназначена для очень маленьких сварочных аппаратов. Обычно он используется для сварки тонколистового металла толщиной от 24 до 16 калибра.
- Проволока 0,3 дюйма – Обычно эта проволока входит в комплект поставки сварочного аппарата MIG.Это отличный вариант для сварки листового металла толщиной до 1/8 дюйма.
- Проволока 0,35 дюйма – Эта проволока подходит для сварки металлов толщиной до ¼ дюйма, поэтому, вероятно, это лучший выбор для начинающих.
- Проволока 0,045 дюйма – Эта проволока лучше всего подходит для толстых металлов толщиной ¼ дюйма или более. Это то, что вы использовали бы для промышленной сварки.

Типы проволоки для сварки MIG
Существует 2 основных типа проволоки. Проволока порошковая и сплошная электродная проволока.Каждый из них имеет свои преимущества и недостатки.
#1 Порошковая проволока
Порошковая проволока Электроды предназначены для газовой и самозащитной сварочные проекты. Газозащитный провод нуждается во внешнем защитном газе, и самозащиты нет. Обычно при сварке МИГ для начинающих используются самозащитные провода.
Гриппосодержащее покрытие затвердевает на проводах в газовой среде быстрее, чем расплавленный сварочный материал. Это создает полку, которая будет удерживать сварочную ванну, когда вы используете вертикальное или надземное положение для сварки.
Эти экземпляры отлично подходят для сварки флюсовыми проволоками в среде защитного газа, поскольку в них чаще всего используются более толстые металлы. Эта проволока облегчает удаление шлака.
Самозащитные провода не нуждаются во внешнем защитном газе. Этот электрод защищает сварочную ванну, так как при горении флюсовой проволоки выделяется газ.
Этот электрод защищает сварочную ванну, так как при горении флюсовой проволоки выделяется газ.
Этот тип провода имеет собственный защитный экран, поэтому ему не нужен внешний бензобак. Это делает его очень портативным и более простым в обращении.
Порошковые проволочные электроды имеют ряд реальных преимуществ.Они допускают более высокую скорость осаждения. Они хорошо работают в ветреную погоду и наружные настройки. Они могут сделать FCAW возможным в любом положении, используя правильный наполнительные материалы. Они также создают очень чистый и надежно прочный сварной шов.
Однако с этим сварным швом есть несколько проблем. Они не застрахованы от возможности создания неполного сплавления, которое существует при любой сварке. Они также уязвимы для трещин в сварном шве или проникновения шлака. Иногда они могут расплавить ваш контактный наконечник.
Если электрод проводит слишком много времени в контакте с основным металлом, его наконечник сплавится с основанием. Это также может привести к высокому уровню пористости, если газ не сможет выйти из сварного шва до того, как металл затвердеет.
Это также может привести к высокому уровню пористости, если газ не сможет выйти из сварного шва до того, как металл затвердеет.
#2 Электроды из сплошной проволоки
При сварке методом МИГ обычно используются электроды из сплошной проволоки. Это требует защитный газ, поступающий из газового баллона под давлением. Большую часть времени, в качестве газа используется аргон или смесь 75%/25% аргона и гелия. Это экранирование газ защитит расплавленную сварочную ванну от любых загрязнений, обнаруженных в атмосферу во время сварки.
Эти электроды обычно изготавливаются из мягкой стали, покрывается медью. Медное покрытие предотвращает окисление и помогает электрическому проводимость. Это также увеличивает срок службы сварочных контактных наконечников.
Сплошная проволока — отличный выбор при работе с более тонкими материалами, такими как листовой металл. Они надежно создают чистые, прочные сварные швы. Однако эти провода плохо работают на ветру.
Совет: Воздействие защитного газа на ветер может нарушить целостность и прочность сварного шва.

Какая сварочная проволока мне нужна?
Вышеприведенные рекомендации по размерам дали вам немного справки для типа провода, который вам нужно будет использовать для различных проектов. Это важно чтобы тщательно выбрать провод и избежать некоторых распространенных ошибок.
При сварке MIG низкоуглеродистой стали модели ER70S-3 и ER70S-6 от Линкольна являются наиболее распространенными вариантами. Эти провода спроектированы так, чтобы выдерживать 70 000 фунтов на квадратный дюйм прочности на растяжение.
ER70S-3 обычно выбирают, когда вы работаете с чистым материалом, не содержащим масла или ржавчины.Это отличный выбор, чтобы избежать островков кремния, которые часто образуются поверх сварных швов и придают им стеклянный вид.
Этих островков следует избегать любой ценой, потому что с них будут отслаиваться слои краски, а при сварке, требующей нескольких проходов, они будут отображаться на рентгеновских снимках как проникновение шлака и потребуют доработки сварного шва, поскольку являются дефектами.
Если вы работаете с листом, имеющим прокатную окалину или поверхностные загрязнения, используйте вместо него проволоку ER70S-6. Этот провод фактически включает раскислитель в проводку, чтобы предотвратить эти проблемы.Раскислитель поглощает новый кислород, позволяя ему испаряться в дугу вместо образования оксидов накипи.
Эта проволока также лучше подходит для переходных работ и создает плавный переход от основного металла к сварному шву. Эти промывки (или врезки) могут потребоваться в любом сварочном проекте, который подвержен усталости.
Убедитесь, что выбранный вами провод имеет постоянный химический состав. Это обеспечит более стабильную производительность. Это также обеспечивает более стабильную руку с большим контролем качества.
Это позволяет новым сварщикам настроить, а затем забыть свои процедуры вместо того, чтобы постоянно перенастраивать их для учета различий в химическом составе.
При сравнении проводов обычно определяется лучший выбор
по типу сварочных работ, которые вы выполняете, и месту, где вы находитесь
делать работу. Оба типа проволоки позволяют создавать прочные сварные швы с красивыми
бисероплетение, когда применяется правильная техника.
Оба типа проволоки позволяют создавать прочные сварные швы с красивыми
бисероплетение, когда применяется правильная техника.
Более толстые металлы и наружные работы, как правило, лучше работают с флюсовым сердечником сварные швы, в то время как для более тонких металлов и наружных работ подойдет сплошная проволока электроды.
Электроды из сплошной проволоки, которые используются для сварки MIG, менее портативны, чем порошковые проволоки, но они также более щадящие методы. Оба варианта просты в использовании, как только вы освоите их, но сварка MIG намного доступнее.
Переключение размеров проводов — используйте с осторожностью
Постоянный диаметр провода жизненно важен для правильного тока
переход от контактного наконечника к проводу. Если ваш провод меньшего размера, он может
вызвать искрение между внутренним диаметром наконечника и проводом.Это будет
разрушить внутренний диаметр верхней части и в конечном итоге привести к ее сплавлению с вашим
провод. С другой стороны, проволока слишком большого размера вызовет чрезмерное усилие подачи,
заблокировать наконечник, что в конечном итоге приведет к простоям и проскальзыванию проволоки.
С другой стороны, проволока слишком большого размера вызовет чрезмерное усилие подачи,
заблокировать наконечник, что в конечном итоге приведет к простоям и проскальзыванию проволоки.
Качественная проволока получается гладкой, без изменений диаметра или литья, когда концы проволоки соединяются стыковыми сварными швами. Эти места в вашей катушке или катушке являются наиболее частой причиной изменения диаметра проволоки или отливки, когда речь идет о сварных швах MIG более низкого качества.
Со временем это влияет на отложение до 8 %, поэтому убедитесь, что ваш производитель проверил 100 % проволоки с помощью лазерного микрометра.
Если вы используете стержневой электрод, порошковую проволоку, точечный сопротивлением или дуговой сваркой под флюсом, то вам, возможно, придется переключаться туда и обратно к проволоке MIG для получения дополнительных преимуществ.
К преимуществам проволочных переключателей относится сварка с меньшим
очистить, потому что нет шлака, независимо от того, сколько проходов вам нужно
сделать. Они также не требуют от оператора большого мастерства, поэтому новички
найти это полезным.
Они также не требуют от оператора большого мастерства, поэтому новички
найти это полезным.
Использование процесса тандемной сварки MIG с двумя проволоками MIG позволяет более низкое тепловложение, чем у дуги под флюсом, и более низкое искажение. Это больше универсален и может использоваться на различных материалах, независимо от прочность металла или содержащихся в нем сплавов.
Проволока MIG позволяет выполнять сварку во всех положениях, что означает, что у вас будет меньше приспособлений для обработки и более низкие затраты. Он использует более низкое тепло ввод, чтобы у вас не было столько искажений или прожогов в готовом сварные швы.Он также имеет высокий рейтинг эффективности электрода от 97 до 97 процентов!
Сплошная проволока для сварки MIG обычно лучше укладывается, чем порошковая проволока. Это влияет на способность вашей проволоки выходить из контактного наконечника вашего сварочного аппарата в одном и том же месте каждый раз для точного размещения.
Это важно, когда речь идет об автоматизированной сварке материалов. Когда вы сравниваете провода в стыке, ищите постоянный гипс.
Когда вы сравниваете провода в стыке, ищите постоянный гипс.
Замена проволоки для сварки MIG может быть полезной для вашего сварочного проекта. Они может повысить вашу производительность, уменьшить количество дыма во время сварки, сэкономить деньги и исправить вопросы качества.При этом важно сделать это правильно.
Различные типы проводов могут иметь разную полярность. Это повлияет на весь процесс сварки. Проволока, работающая с положительной полярностью электрода (EP), обычно имеет больше тепла сварочной дуги на основном материале.
Обеспечивает более глубокое проникновение. И наоборот, электрод с отрицательной (EN) полярностью использует тепло дуги для самой проволоки. Это приводит к тому, что ваша проволока сгорает быстрее, но также обеспечивает более высокую скорость осаждения.
Всегда используйте правильную настройку полярности для вашего провода.
Подумайте, в каком режиме ваш провод работает лучше всего, потому что вам может понадобиться изменить
ваше снаряжение или ваши жала. Скорость подачи проволоки и напряжение
затронутый. Вы также хотите рассмотреть свой
космос. Большие катушки и барабаны потребуют большей площади сварочной камеры и
зона хранения.
Скорость подачи проволоки и напряжение
затронутый. Вы также хотите рассмотреть свой
космос. Большие катушки и барабаны потребуют большей площади сварочной камеры и
зона хранения.
Вы также должны определить, нужно ли вам менять расходные материалы и оборудование при замене провода. Сварочная трубка, приводные ролики, вкладыши и контактные наконечники зависят от используемой проволоки.
Если вам нужна другая полярность или процесс, вы также можете нужно потреблять больше энергии. Этот ток можно найти при сварке с большей силой тока. пушки, которые работают, чтобы устранить дополнительное тепло и не будут повреждены от перегрев.
При выборе приводного ролика также учитывайте размер и тип проволоки. Проволока с флюсовой и металлической сердцевиной, как правило, мягче, поэтому для них требуется приводной ролик с накаткой.
Этот приводной ролик может захватывать проволоку и проталкивать ее зубьями, обеспечивая равномерную подачу.Эти ролики с накаткой никогда не следует использовать со сплошной проволокой, потому что зубья срежут проволоку и забьют вкладыш. Для сплошной проволоки используйте приводной ролик с гладкими V-образными канавками.
Для сплошной проволоки используйте приводной ролик с гладкими V-образными канавками.
Для повышения производительности может потребоваться заменить контактные наконечники новым проводом. Размер контактного наконечника должен соответствовать размеру проволоки, чтобы не возникало проблем со стабильностью дуги. Несоответствие проволоки и наконечников также может привести к заусенцам и обрывам проволоки. Переключение проводов может увеличить диаметр вашего провода, что потребует большего размера контактного наконечника.
Кабельные вкладыши также зависят от вашего провода. Размер вкладыша должен соответствовать диаметру проволоки. Если ваш вкладыш слишком большой, это может привести к сварке. проволока, чтобы двигаться и скользить. Это приводит к гнездованию птиц и неустойчивому проводу. подача, что, в свою очередь, вызывает нестабильную дугу. Если лайнер недостаточно большой, проволока не проходит, что также создает проблемы с подачей проволоки.
Вам также может понадобиться сменить защитный газ. Неправильно
газ для проволоки может вызвать дефекты и плохое качество сварки, что потребует от вас
доработать сварной шов.Например, если вы переходите со сварки MIG, в которой используется
сплошной проволоки для импульсного процесса MIG, в котором используется проволока с металлическим сердечником, вам потребуется
увеличить процентное содержание аргона в вашей защитной газовой смеси по крайней мере
90%.
Неправильно
газ для проволоки может вызвать дефекты и плохое качество сварки, что потребует от вас
доработать сварной шов.Например, если вы переходите со сварки MIG, в которой используется
сплошной проволоки для импульсного процесса MIG, в котором используется проволока с металлическим сердечником, вам потребуется
увеличить процентное содержание аргона в вашей защитной газовой смеси по крайней мере
90%.
Часто задаваемые вопросы
Вот несколько оставшихся вопросов, которые задавали люди этот конец p в основном остается без ответа. Надеюсь, это покрывает последний из информацию, которую вы ищете, прежде чем начать свой проект.
Из какого металла изготавливается проволока MIG?
Проволока MIG обычно изготавливается из мягкой стали.Он покрывается медное покрытие.
Почему проволока для сварки MIG имеет медное покрытие?
Проволока MIG покрыта медной пластиной для замедления
процесс окисления (или ржавчины) в проволоке и основном металле. Это покрытие
также уменьшает износ контактной поверхности и обеспечивает прочную
электрическая проводимость.