Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование
05ДекСодержание статьи
- Разновидности станков
- Отличия холодной ковки
- Построение завитка для станка
- Об электроприводе торсиона
- Сборка и устройство
- Что производится посредством методики холодной ковки
Различная садовая меблировка, витиеватые ограждения и заборы, калитки, ворота, декоративные экстерьерные украшения – все это человек может сделать сам, имея даже небольшой багаж навыков. Подразумевается производство как для себя, так и с целью будущей коммерческой реализации, бизнеса. В нашем обзоре мы предоставим чертежи такого оборудования, как самодельный станок для холодной ковки металла своими руками, а также объясним основные аспекты создания изделий.
Разновидности станков
Параметры, вариации настройки и производственные аспекты оборудования сильно отличаются друг от друга. На основе их выделения обозначенных формируются определенные классы. Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
Стоит понимать, что лишь некоторые из них доступны для любительского производства, остальные функционируют только в заводских условиях.
Станок «Улитка»
Это спиралевидный станок, который предназначен для скручивания материала и последующего преобразования подобным путем. Центральной частью является стальной жгут, который градируется на несколько секций. Их количество может быть различным. По сути, чем больше внутренних секций подразумевается, тем сильнее получается изгиб при минимальных силовых затратах – удобен и тот момент, что в составных «Улитках» они могут заменяться, таким образом, увеличивается или уменьшается угол скручивания.
Составляющие:
Сам каркас. По традиции его делают на основе металлических конструкций разного вида. То, что есть под рукой, рейки, трубки или уголки, принципиальной разницы нет, если точно выверить параметры.
Станина.
 На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал.
На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал. Рычаг. Для активации движения как такового.
Вал. Служит для передачи крутящего момента.
Составные части спирали. Как уже сказано, они могут быть разных размеров, все зависит от угла и радиуса скручивания, который необходим.
 На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал.
На эту часть идет весь силовой упор во время скручивания. Поэтому логично сделать ее более толстой, чем спираль. А также подобрать наиболее твердый и устойчивый на изгиб материал. Торсионный
Это аналог прошлого вида оборудования, но на основе двутавра и зажима. В центре располагаются валики тисков, которые пропускают конструкцию через себя. Закручивание получается более сильным, интенсивным. Но при этом не все категории изделий могут быть обработаны обозначенным методом. Например, полые и круглые изделия не выдержат давления и будут некорректным образом деформированы.
Станок «Гнутик»
Это простой ручной станок для холодной ковки своими руками. Состоит из двух валов, которые определенным образом прессуют проходящую через середину деталь. Они крепятся на статичной поверхности, а в центре размещается клин. Его задача сделать углубление, когда валы начинают свое движение.
Станок «Волна»
Зачастую подобный способ изготовления используется на производстве. Поэтому такие приспособления чаще приобретают в специализированных магазинах, а не создают кустарными методами. Но и в этом нет ничего сложного.
Понадобится металлическая плоская основа и пара дисков. Пропуская материал через себя, они создают на нем ту самую волну. Один из дисков будет ведущим, второй остается пассивным. То есть, движения осуществляется только первым элементом. При этом они необязательны должны быть идентичными по размеру.
Пресс
Такой вид оборудования подходит, если вы изготавливаете плоские предметы. По факту это просто два вала, которые прессуют деталь между собой, без добавления канавок или углублений. При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
При этом изделие все равно можно сделать неоднородно плоским, если сами валы обладают рифлением. В этом случае зазор между ними чуть увеличивают, чтобы они не попали в резьбу друг друга.
Отличия холодной ковки
Подобный процесс отличается от стандартных кузнечных технологий тем, во время работы материал не подогревается для достижения лучшей пластичности и податливости.
Другие отличительные черты:
Часто для холодной ковки своими руками изготавливается оборудование, потому что оно не особо сложное в производстве и доступно даже любителям, а не только для профессионалов.
Нет совершенно никакой надобности в дополнительных приспособлениях для нагревания предмета.
Органичный и даже красивый внешний вид.
Для активации оборудования зачастую приходится использовать механическое движение.
То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
 То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.
То есть, работа руками, основанная на силе и выносливости человека. Но этот аспект просто нивелировать с использованием электрического привода.Видовое разнообразие накладывает свой отпечаток. У каждого типа есть отличительные моменты, но существуют и общие для всех.
Это:
Усиленная станина. Ведь на нее приходится основной упор во время сжатия, скручивания, изгиба далеко не самого мягкого сырья.
Приспособления почти полностью состоят из металла. Деревянных элементов не может быть по определению, такой материал просто не выдержит давления.
Стационарность. Практически не существует мобильных вариантов оборудования.
Оснащение электроприводом торсионного станка для холодной ковки
Разумеется, подключение привода привнесет массу положительных аспектов. Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
Работы ускорится в разы. При этом одновременно возрастет и эффективность. Ведь качество полученных изделий будет лучше, отсутствие рывков и дерганий, присущих человеку, сказывается положительно. Быстрота и результативность, звучит прекрасно. Да еще и человеческий ресурс растрачивается куда меньше, не нужно применять силу, лишь нажать кнопку. Но добавление привода намного увеличивает цену приспособления, а также добавляет траты электроэнергии. Соответственно, логично применять только при производстве крупных партий, а не пары изделий.
.
Построение завитка
Для конструирования описанной выше «улитки» или типовых станков, для начала понадобится сделать шаблон. Основой может стать бумага или картон, кому как удобно. Базой будет логарифмическая спираль, на которой нужно отметить все точки поворотов. И в этих местах и создать в будущем зажимы. Чем их больше, тем легче будет идти процесс производства.
Помните, что важно точно вычислить радиус. А он, в свою очередь, возрастает по экспоненте в зависимости от количества витков.
Сооружение станка для холодной ковки
Первой задачей еще на стадии расчетов будет выявление максимально возможно количества точек крепежей. Лучше сделать больше, тогда места зацепа можно будет регулировать по своему желанию.
Также важно рассчитывать на возможность съема и замены составных частей. Причем лучше оставить место для увеличения габаритов, например, если нужно будет поставить диск на «волну» большего размера.
Постройка завитка
Принцип для базовой «улитки» прост, каждый последующий виток должен быть по размеру и радиусу крупнее своего предыдущего собрата. Но логичнее будет заблаговременно произвести несколько типоразмерных составных частей, каждая из которых будет использоваться по ситуации.
Улитка с рычагом
Про этот тип лучше не говорить, а смотреть. Для наглядности мы подобрали отличные сопровождающее видео.
 youtube.com/embed/ftoLSUxbk-I» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/ftoLSUxbk-I» frameborder=»0″ allowfullscreen=»»/>Торсионы
В принципе, скручивать деталь винтовым типом каждый сможет даже без специальных станочных приспособлений. Понадобится лишь сама труба, внутрь которой помещается заготовка. Если ее конец плотно зафиксировать, то скручиванием второго вы создадите идеальные витки. Все они пойдут строго с одинаковым интервалом, если стенки трубки не позволят изгибаться в произвольной форме.
Но выполнять такую процедуру «на коленке» не слишком-то комфортно. Поэтому данный вид станка позволит зафиксировать трубы разного диаметра на поверхности. А также сменит рычаг для скручивания на удобную кнопку или иной способ силоприложения.
Об электроприводе торсиона
Мы уже указали, в каких моментах электропривод будет необходимым. А вот как это все выглядит на практике, смотрите на представленном видео.
 youtube.com/embed/RsGuVZC17zI» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/RsGuVZC17zI» frameborder=»0″ allowfullscreen=»»/>Волна и зигзаг
Помните про гнутик? Такой прибор позволяет без проблем создавать изгибы практически с любым поворотом. Но они всегда плавные. А порой нам в обиходе нужна деталь с резким изгибом под острым углом. Или так задумано декоратором. В любом случае на наш гнутик, если вы предусмотрели это заранее, получится поставить клинья, которые вместо дисков будут изгибать предмет. И создавать обозначенные острые углы.
Сборка и устройство
Ключевой ошибкой многих конструкторов-новичков является попытка сразу крепить свое «детище» на твердые основания. Зачастую речь идет о сварке. А как известно, если что-то пошло не так, демонтаж в этом случае уже не произвести. Поэтому в качестве проверки ошибок рекомендуется при первом конструировании соединять элементы крепежами по типу болтов. Чтобы в любой момент можно было разобрать оборудование и что-то подправить. А уже после проверки вполне допустимо сажать крепежи и на сварку.
Соединение и покраска
Красить получившиеся оборудование не возбраняется на свой вкус. Но допустимо задействовать лишь те поверхности, которые напрямую не будут во время работы соприкасаться с заготовкой. Легко понять, что, в противном случае краска, мало того, что сотрется, так еще и создаст недопустимые отклонения по радиусу. Поэтому красьте на свой вкус, но только внешние части.
Купить или сделать
Вопрос лучше поставить иным образом. Вам нужна большая качественная партия эталонных деталей или просто необходимо согнуть пару-тройку труб? Кустарными методами станок с минимальными отклонениями все равно не создать. Да и в эксплуатационном сроке он проиграет заводскому. Но для выполнения периодических (это ключевой момент) работ, самодельный вариант вполне подойдет. Если для конечных деталей не требуется высочайшая точность типоразмеров. В противном случае остается лишь покупать необходимое оборудование.
Что производится посредством методики холодной ковки
То есть, куда мы можем направить результат нашей работы. А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
А вариантов, как показывает практика, не так уж и мало. Особенно если вы проживаете в частном доме или имеете свою дачу.
Всевозможная мебель для вашего сада. От небольших и уютных скамеек до крупных оград на террасы, состоящих из ветвистых кованых орнаментов. Разные мангалы, стулья и иное.
Ограждения всех видов. Причем как для внешнего типа, по периметру территории, так и для внутренней чисто визуальной градации.
Покрытия для беседок.
Спортивные снаряды разных видов.
Каркасные постройки для выращивания культур.
Как видите, если есть чертеж, чтобы сделать станок для холодной ковки своими руками – то возможно впоследствии обзавестись огромным количеством крайне полезных для сада, дома вещей. Как говорится, было бы желание.
Как говорится, было бы желание.
ГАЛЕРЕЯ СТОЛОВ С ДЕКОРАТИВНОЙ КОВКОЙ
Заказать изготовление кованых декоративных столов из художественного металла
Вы можете в нашей производственой мастерской
Каталог №1 »Кованые столы из металла»(28 фото)
Полный каталог фото и эскизов художественной ковки (5168 вариантов)
Сделать предзаказ на стол
ВНИМАНИЕ! Изготовим металлические и кованые столы любого размера или по Вашим эскизам на любой бюджет. Доступные цены «под ключ». 0% переплат!
❖ нажмите на фото для увеличения
Стоимость указана за каркас стола, без наполнения.
КОВАНЫЙ СТОЛ (МСТ№1)
Цена: 18 710
(руб/шт.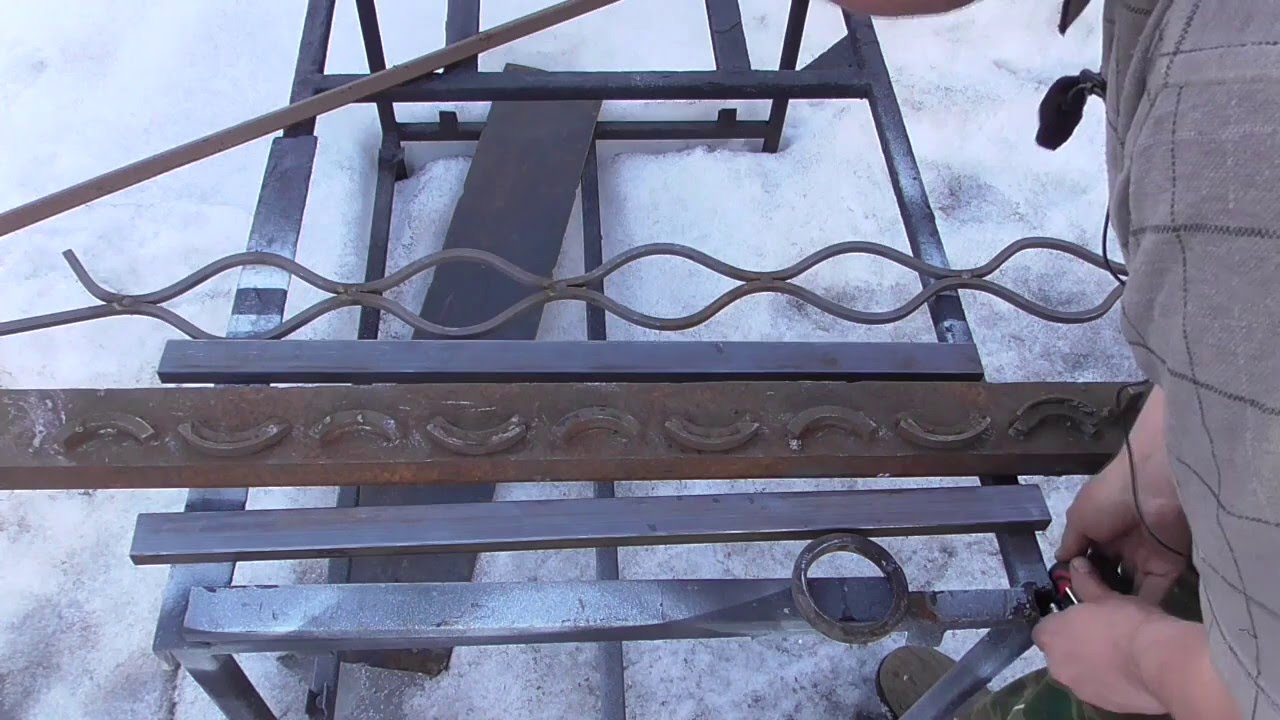 )
)
КОВАНЫЙ СТОЛ (МСТ№2)
Цена: 13 580 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№3)
Цена: 15 660 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№4)
Цена: 21 590 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№5)
Цена: 16 470 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№6)
Цена: 11 125 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№7)
Цена: 12 640 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№8)
Цена: 9 535 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№9)
Цена: 14 570 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№10)
Цена: 15 000 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№11)
Цена: 7 045 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№12)
Цена: 8 730 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№13)
Цена: 11 610 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№14)
Цена: 10 730
(руб/шт. )
)
КОВАНЫЙ СТОЛ (МСТ№15)
Цена: 8 930 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№16)
Цена: 12 130 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№17)
Цена: 10 875 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№18)
Цена: 18 005 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№19)
Цена: 23 565 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№20)
Цена: 16 855 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№21)
Цена: 11 920 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№22)
Цена: 8 135 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№23)
Цена: 9 085 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№24)
Цена: 10 460 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№25)
Цена: 7 540 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№26)
Цена: 10 620
(руб/шт. )
)
КОВАНЫЙ СТОЛ (МСТ№27)
Цена: 10 080 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№28)
Цена: 11 900 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№29)
Цена: 13 900 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№30)
Цена: 8 480 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№31)
Цена: 7 260 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№32)
Цена: 8 480 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№33)
Цена: 14 220 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№34)
Цена: 10 820 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№35)
Цена: 5 320 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№36)
Цена: 12 900 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№37)
Цена: 14 700 (руб/шт.)
КОВАНЫЙ СТОЛ (МСТ№38)
Цена: 10 900
(руб/шт. )
)
КОВАНЫЙ СТОЛ (МСТ№39)
Цена: 20 000 (руб/шт.)
Стоимость кованных декоративных столов
переход в наш прайс-лист кованных столов из металла
МЫ ПРОФЕССИОНАЛЫ!
Имея почти двадцатилетний опыт работы с ручной и холодной ковкой металла, мы изготавливаем на заказ любые кованые изделия для загородного дома, квартиры, офиса и магазина. Выполняем ковку по индивидуальному дизайн-проекту!
ЗВОНИТЕ ПРЯМО СЕЙЧАС И ЗАКАЗЫВАЙТЕ!
Профессионально выполним «под ключ» любой ваш заказ! Доступные цены без переплат!
Ваш заказ на кованные столы и кованные столики из декоративного металла может быть просчитан нашими специалистами прямо сейчас! Позвоните нам!
Кованые столы (80+ фото): Изготовление, Эксплуатация, Цены [2019]
Кованый столик — не только мебель, а еще и элемент декора
Кованая мебель уместна не только в интерьерах, стилизованных под старину.
Содержание:
Оригинальная реализация из стали
Предлагаем взглянуть, как происходит процесс создания уникальных элементов из грубого металла. Наш видеоролик продемонстрирует, как обычный металл превращается в произведение искусства.
Как изготавливают кованую мебель для дома и сада?
Зачастую в производстве кованых предметов интерьера используют сталь, реже – чугун (из-за его внушительного веса). Различают горячий и холодный метод ковки.
- При горячем методе металл нагревается до пластичного состояния, после чего ему придается определенная форма.
- Холодный метод подразумевает изменение формы металла при помощи специального оборудования – металлообрабатывающих станков.

ТОП-7 кованых столиков по соотношению цена-качество
| Модель | Характеристики |
|---|---|
Стол складной кованый Patio Tetchair 3 950 р. Купить |
|
Садовый стол круглый уличный Ромео-1 4 170 р. Купить |
|
Столик журнальный металлический 1682К 4 420 р. Купить |
|
Овальный стол-книжка раскладной Византия 11 713 р. Купить |
|
Туалетный столик Фортуна 12 290 р. Купить |
|
Кованый Журнальный Столий Мебелик Лючия 2102 22 570 р. Купить |
|
Круглый Обеденный Стол Ручной Ковки Lampadari Matteo Valenti 333 720 р. Купить |
|


Симпатичный кованый стол из темного металла
Большой обеденный кованый стол с деревянной столешницей
Горячая ковка дает больший простор для творчества мастера, в то время как холодная ковка – унифицированный процесс, с помощью которого обычно производятся изделия с невысокими эстетическими требованиями, например, заборы.
Стоимость кованого изделия во многом зависит от того, ручная это работа или же механизированное производство. Кованые столы ручной работы ценятся намного выше.
Маленький утонченный столик из светлого металла
Совет! Чтобы определить, действительно ли перед вами ручная работа, внимательно рассмотрите кончики изгибов и завитков. Серийная продукция характеризуется наличием наварного декоративного элемента или ровного среза. В изделиях ручной работы края завитков и спиралей сплющены или сужены.
Круглый кованый кофейный столик органичен в светлом интерьере
Дизайн в классическом стиле
Роскошный стол со спиральными узорами
Преимущества и недостатки кованых столов

Интересная идея для кованого стола
Плюсы кованых столов:- Прочность. Металлическое изделие обязательно будет прочным и, следовательно, надежным и долговечным. Кованые элементы стола не нуждаются в мелком ремонте, такая мебель прослужит не одно десятилетие.
- Безопасность. Благодаря своему внушительному весу кованый стол максимально устойчив. Практически отсутствует вероятность того, что стол наклонится или упадет, если на край столешницы поставить тяжелый предмет.
- Универсальность. Кованый стол уместен в самых разнообразных интерьерах, причем его не нужно подбирать под остальную мебель, которая может быть изготовлена из других материалов и не иметь кованых элементов.
- Неприхотливость. Не требуется особый уход, нет специальных правил эксплуатации мебели, кованый стол может постоянно находиться под открытым небом, например, в саду.

Кованая мебель отлично подходит для летней веранды
Изысканный светлый интерьер
Минусы кованых столов:- Цена. Кованые столы и столики стоят довольно дорого, хотя цена оправдывается сроком их службы.
- Вес. Качественный кованый стол, изготовленный из полнотелых элементов, будет довольно тяжелым. Это стоит учитывать при выборе напольного покрытия.
Изящная ажурная мебель подчеркнет стиль и вкус владельцев
Кованый стол в современной стилистике
Элементы ковки отлично впишутся в любой интерьер
Выбор кованых столов и как купить лучший?
Главным различием кованых столов является материал столешницы. Наиболее популярны столешницы из стекла или прозрачного акрила, сквозь которые видны все художественные завитки и изгибы. Стеклянными столешницами оборудуют обеденные и журнальные кованые столы.
Сквозь стеклянную столешницу видны очаровательные узоры кованой мебели
Кованые столики гармонируют с деревянными элементами декора
Кованый стол с деревянной столешницей подойдет для столовой-гостиной. Отличным решением для спальни станут миниатюрные кованые столы с деревянными столешницами в качестве прикроватных тумбочек. Такие изделия обычно имеют корзины и розетки из кованых элементов – для хранения различных мелочей. Также к нижней части столешницы может быть прикреплен деревянный ящик.
Отличным решением для спальни станут миниатюрные кованые столы с деревянными столешницами в качестве прикроватных тумбочек. Такие изделия обычно имеют корзины и розетки из кованых элементов – для хранения различных мелочей. Также к нижней части столешницы может быть прикреплен деревянный ящик.
Деревянная столешница и кованые ножки – хороший выбор для гостиной
Идеальный выбор для обеденной зоны в духе средневековья
Практичная столешница снабжена небольшими ящиками
Совет! Солидно и основательно смотрятся мраморные столешницы – такой кованый стол уместен в рабочем кабинете или гостиной хозяина, который хочет подчеркнуть свой статус.
Мраморная столешница на металлической тумбе – изысканная роскошь в ванной
Изысканный столик с мраморным элементом
Наиболее ценными считаются кованые столы и стулья, выполненные полностью из металла. При этом допускается наличие иного материала исключительно в качестве декоративного элемента – например, деревянная вставка на спинке стула.
Комплект кованой мебели темного цвета
Совет! Для веранды или беседки наиболее удачными будут столы со столешницами из дерева. Дерево – натуральный материал, и он максимально гармонично смотрится на свежем воздухе. Если стол будет стоять под открытым небом, например, в саду, лучше предпочесть каменную или металлическую столешницу.
Летняя веранда в пастельных тонах
Уход за кованым столом
Чтобы удалить пыль и загрязнения, протирайте металлические элементы стола влажной губкой или материей. Есть и специальные средства по уходу за металлической мебелью в виде салфеток или спреев – они придадут столу дополнительный блеск. Сделать кованый стол сверкающим поможет обычный воск, которым следует натереть изделие. Воск также выступит защитным слоем, предотвращая воздействие неблагоприятных факторов.
Кованый стол в строгом современном интерьере
Изготовление таких столов подразумевает покрытие металлических деталей специальной антикоррозийной краской. Не используйте для чистки стола абразивные средства, чтобы не повредить слой краски.
Не используйте для чистки стола абразивные средства, чтобы не повредить слой краски.
Совет! Отполировать изделие можно мелом, смоченным в нашатырном спирте, и сухой тряпкой.
Вращательные механизмы также могут быть частью декора
Совет! Чтобы освежить потускневший металл, обработайте его столовой содой, лимонной кислотой или протрите половинкой сырой луковицы.
Стильный дизайн обеденного стола
Кованый столик станет главной достопримечательностью любого помещения
Кованые столы на заказ | Кузница «Ковка на заказ» Москва
Кованые столы изготавливаются на заказ под конкретные пожелания клиента и под индивидуальные размеры. Мы производим столы со стеклянными, деревянными и мраморными столешницами, а также кованые подстолья.
Сделаем 3D-визуализацию кованого стола для наглядности, при заказе сделаем это бесплатно
Сотрудничаем с проверенными фабриками и поставщиками столешниц из мрамора, стекла и дерева
Металлические части стола окрашиваются дорогими кузнечными грунтами и красками
Доставим готовый стол сами по Москве и области, в любой другой регион транспортной компанией
- Разрабатываем дизайн бесплатно при оформлении заказа
- Посмотрите на ваши кованые столы живьем на 3D-визуализации
- Закажите дизайн, а изделие позже — разницу вернём скидкой
Фотографии кованых столов
Остальные 115 фото смотрите в подразделах каталога
Мы можем адаптировать любой кованый рисунок под ваши нужды!
+7 (495) 666-56-37
kovka@kovka-na-zakaz. ru
ru
Качественные кованые столы — это эксклюзивные изделия, демонстрирующие отличный вкус своего владельца. Создаются они по проверенным временем технологиям. А индивидуальный подход делает такие конструкции по-настоящему уникальными.
Неудивительно, что сегодня кованые столы можно увидеть практически везде. Их используют:
- в кухнях и столовых;
- в гостиных и спальнях;
- на территории загородных участков;
- в садовых беседках и пр.
Огромный выбор вариантов отделки позволяет создавать мебель в любом стиле. Очень гармонично выглядит кованый стол в помещении, оформленном под старину. Однако компания «Ковка на заказ» может создать для вас оригинальные изделия, которые будут превосходно сочетаться и с современными трендами. Разнообразие форм, текстур и дизайнов таких конструкций поможет декорировать любой интерьер или же придать изюминку ландшафтному дизайну.
Компания «Ковка на заказ» изготовит для вас столы с элементами классики или барокко, модерна или кантри, хай-тек и т. д. Заглянув в наш каталог и изучив фото кованых столов, вы убедитесь, что мы способны реализовать любые ваши идеи.
д. Заглянув в наш каталог и изучив фото кованых столов, вы убедитесь, что мы способны реализовать любые ваши идеи.
Разновидности кованых столов
Существует целый ряд параметров, по которым кованые столы отличаются друг от друга. В первую очередь речь идёт о форме и габаритах таких изделий. И здесь практически нет ограничений. Вы можете заказать квадратную, прямоугольную, овальную или круглую конфигурации. Причём этом может быть как небольшой кованый столик, так и масштабная конструкция, выполняющая роль обеденного стола для большой семьи.
Различаются такие изделия и местом эксплуатации. Они могут быть предназначены для установки внутри помещений: в домах и квартирах, кафе, ресторанах и т. д. Кроме того, кованая мебель является отличным дополнением ландшафтного дизайна. Она превосходно выглядит в парках и скверах, на придомовой территории.
Ещё один критерий, который нужно учитывать, собираясь заказать кованый стол, — материал его изготовления. Чаще всего мастера применяют сталь. Чугун и другие металлы используют несколько реже. Стальные конструкции прочны, долговечны и отлично смотрятся. При этом создаются они двумя методами: холодной или горячей ковки. Первый вариант позволяет делать недорогие изделия из несложных материалов. Горячая ковка применяется для изготовления высокохудожественной мебели. Все детали производятся вручную. Поэтому двух одинаковых столов вы не встретите.
Чаще всего мастера применяют сталь. Чугун и другие металлы используют несколько реже. Стальные конструкции прочны, долговечны и отлично смотрятся. При этом создаются они двумя методами: холодной или горячей ковки. Первый вариант позволяет делать недорогие изделия из несложных материалов. Горячая ковка применяется для изготовления высокохудожественной мебели. Все детали производятся вручную. Поэтому двух одинаковых столов вы не встретите.
Важно, что ковку можно сочетать с самыми разнообразными материалами. Поэтому кованый стол может быть изготовлен только лишь из металла или дополнен стеклянными, каменными, деревянными столешницами, элементами из кожи или текстиля. Такие изделия смотрятся очень необычно и являются отличным дополнением любой обстановки.
Одна из причин заказать такое изделие — эффектный внешний вид. Просмотрев фото кованых столов в интерьере, можно увидеть, что обстановка комнаты может быть максимально простой и неброской. Но наличие в помещении изящной конструкции, украшенной прихотливыми узорами, преображает всё. В отличие от привычной мебели из ЛДСП, МДФ или даже дерева, кованые конструкции отличаются оригинальностью и неповторимостью. Они делают стиль жилища, офиса, кафе изысканным и неповторимым.
В отличие от привычной мебели из ЛДСП, МДФ или даже дерева, кованые конструкции отличаются оригинальностью и неповторимостью. Они делают стиль жилища, офиса, кафе изысканным и неповторимым.
При этом не стоит забывать, что даже самый ажурный и невесомый кованый столик — это очень прочная и долговечная конструкция. Металл устойчив к механическим повреждениям. Поэтому мебель из него прослужит не просто долго — она будет украшать дома или участки ваших детей и внуков. А если учесть, что такие изделия всегда в моде, это является весомым аргументом для оформления заказа.
Помимо высокой декоративности, любой кованый стол очень функционален и практичен. Если вы закажете кованый стол у нас, то мы изготовим для вас мебель, которая будет уместна везде. Кухне или столовой она придаст основательность и ощущение благополучия. Гостиной и спальне — аристократичность и шик. Такой стол будет уместен везде.
Ещё один важный плюс — экологичность и безопасность. Компания «Ковка на заказ» использует в работе только качественные металлы. В отличие от многих синтетических материалов, которые применяются для изготовления мебели, металл не выделяет токсичных веществ. Поэтому можно не переживать за здоровье и смело пользоваться столами, созданными нашими мастерами.
В отличие от многих синтетических материалов, которые применяются для изготовления мебели, металл не выделяет токсичных веществ. Поэтому можно не переживать за здоровье и смело пользоваться столами, созданными нашими мастерами.
Как выбрать кованый стол?
При оформлении заказа на кованые конструкции следует определиться с некоторыми нюансами. Один из основных — место будущего размещения. Стол может быть установлен в помещении или вне его. При этом в зависимости от этого параметра выбирают размер мебели и её функциональные особенности.
Так, в прихожую или спальню отличным вариантом может стать небольшой консольный кованый столик на тонких ножках с множеством ажурных элементов. Для обустройства гостиной подойдёт небольшой журнальный стол. Если рассмотреть фото кованых столов в журналах по оформлению интерьера, то можно увидеть, что наиболее актуальны сегодня круглые, прямоугольные и овальные изделия с прозрачными столешницами.
Если позволяет площадь помещения, то стоит выбрать большой обеденный стол. Такая конструкция станет прекрасным дополнением столовой. Отлично она будет смотреться и при установке в саду. А если подобрать к столу подходящие стулья, то мебельный гарнитур будет выглядеть элегантно и респектабельно. Причём особого ухода за ним не потребуется. Кованая мебель, которую изготавливает компания «Ковка на заказ», не деформируется, не подвержена коррозии и десятилетиями сохраняет первоначальную эстетичность.
Такая конструкция станет прекрасным дополнением столовой. Отлично она будет смотреться и при установке в саду. А если подобрать к столу подходящие стулья, то мебельный гарнитур будет выглядеть элегантно и респектабельно. Причём особого ухода за ним не потребуется. Кованая мебель, которую изготавливает компания «Ковка на заказ», не деформируется, не подвержена коррозии и десятилетиями сохраняет первоначальную эстетичность.
Чтобы вам было проще определиться с тем, какой именно стол станет оптимальным вариантом, мы подготовили для вас фото кованых столов. Квалифицированные мастера создадут для вас подходящую модель на основе наших разработок. Также вы можете предоставить собственный оригинальный эскиз. И опыт наших сотрудников позволит максимально точно воплотить его в жизнь.
Компания «Ковка на заказ» специализируется на изготовлении кованых конструкций. Мы можем предложить вам максимально привлекательные условия взаимодействия, отличный сервис и демократичные цены. Обращайтесь, наше сотрудничество будет успешным. Вы станете владельцем качественного, надёжного и долговечного кованого стола.
Вы станете владельцем качественного, надёжного и долговечного кованого стола.
Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование —
- Кованые стулья, столы и кровати: как сделать своими руками
- 91 фото секретов и хитростей современных кузнецов
- простые примеры изделий и советы для работы
- Самодельные приспособления и станки для холодной ковки
- 10 проектов с пошаговыми фото
- Кованые столы (80+ фото): Изготовление, Эксплуатация, Цены [2019]
- 5.2.4.3 Преимущества холодной штамповки для продукта
- компаний-поставщиков холодной штамповки | Справочник IQS
- бизнес Отраслевая информация
- Холодная штамповка Холодная штамповка, также известная как холодная штамповка, представляет собой процесс штамповки металла.
который включает пластическую деформацию металла за счет сжатия материала
через открытую матрицу с использованием заготовки без нагрева и нанесения готовой
часть, чтобы принять форму матрицы. В отличие от большинства ковок, которые
выполняется в горячем виде при температуре около или выше 2300 градусов по Фаренгейту, в холодном виде
ковка осуществляется при температуре ниже температуры перекристаллизации
металл, при температуре от комнатной до нескольких сотен градусов по Фаренгейту.
Холодная ковка идеально подходит для изготовления многих металлов, включая избранные алюминиевые сплавы, нержавеющую сталь серий 300 и 400, углеродистую сталь, электролитическую медь, латунь и бронзу. Количество металла должно быть довольно небольшим, редко превышающим 25 фунтов., а слиток или полуфабрикат твердого металла, отлитый в круглую форму, должен быть достаточно симметричным. Отрасли, в которых используются процессы холодной штамповки, включают автомобилестроение, горнодобывающую промышленность, нефть и нефть, аэрокосмическую промышленность, электронику, оборудование, бытовую технику, сельское хозяйство, строительство и промышленность. В процессе холодной ковки слиток, также известный как заготовка или заготовка, пробивается через штамп для холодной штамповки, чтобы повторно сформировать слиток с помощью высокого давления, а не высоких температур. Слиток обычно требует смазки для холодной ковки. Холодная штамповка чаще всего выполняется с использованием штамповки в закрытых штампах . В процессе штамповки или штамповки в закрытом штампе или штамповке металл измельчается или прессуется до желаемой формы с помощью пресса или молотка. К наковальне прикреплены две инструментальные матрицы, которые содержат негативное трехмерное изображение конечной формы продукта. Металл подвергается пластификации до тех пор, пока его увеличенные стороны не соприкасаются с боковыми стенками матрицы, а затем течет, принимая форму двух штампов.Холодная ковка может иметь некоторые недостатки, связанные с необходимостью высоких давлений ковки, необходимостью нескольких этапов предварительного формования и в некоторых случаях необходимостью еще нескольких этапов отжига во время процесса. Однако холодная ковка материала приводит к повышению прочности материала, поскольку холодная ковка не вызывает теплового напряжения материала и не меняет структуру потока зерен материала столь радикально. Услуги холодной штамповки очень точны, а также обеспечивают лучшую обработку поверхности, чем горячая штамповка. Дополнительная информация о холодной штамповке
Информационное видео по холодной штамповке
- Холодная штамповка и формовка листового металла
 В отличие от большинства ковок, которые
выполняется в горячем виде при температуре около или выше 2300 градусов по Фаренгейту, в холодном виде
ковка осуществляется при температуре ниже температуры перекристаллизации
металл, при температуре от комнатной до нескольких сотен градусов по Фаренгейту.
Холодная ковка идеально подходит для изготовления многих металлов, включая избранные алюминиевые сплавы, нержавеющую сталь серий 300 и 400, углеродистую сталь, электролитическую медь, латунь и бронзу. Количество металла должно быть довольно небольшим, редко превышающим 25 фунтов., а слиток или полуфабрикат твердого металла, отлитый в круглую форму, должен быть достаточно симметричным. Отрасли, в которых используются процессы холодной штамповки, включают автомобилестроение, горнодобывающую промышленность, нефть и нефть, аэрокосмическую промышленность, электронику, оборудование, бытовую технику, сельское хозяйство, строительство и промышленность. В процессе холодной ковки слиток, также известный как заготовка или заготовка, пробивается через штамп для холодной штамповки, чтобы повторно сформировать слиток с помощью высокого давления, а не высоких температур.
В отличие от большинства ковок, которые
выполняется в горячем виде при температуре около или выше 2300 градусов по Фаренгейту, в холодном виде
ковка осуществляется при температуре ниже температуры перекристаллизации
металл, при температуре от комнатной до нескольких сотен градусов по Фаренгейту.
Холодная ковка идеально подходит для изготовления многих металлов, включая избранные алюминиевые сплавы, нержавеющую сталь серий 300 и 400, углеродистую сталь, электролитическую медь, латунь и бронзу. Количество металла должно быть довольно небольшим, редко превышающим 25 фунтов., а слиток или полуфабрикат твердого металла, отлитый в круглую форму, должен быть достаточно симметричным. Отрасли, в которых используются процессы холодной штамповки, включают автомобилестроение, горнодобывающую промышленность, нефть и нефть, аэрокосмическую промышленность, электронику, оборудование, бытовую технику, сельское хозяйство, строительство и промышленность. В процессе холодной ковки слиток, также известный как заготовка или заготовка, пробивается через штамп для холодной штамповки, чтобы повторно сформировать слиток с помощью высокого давления, а не высоких температур. Слиток обычно требует смазки для холодной ковки. Холодная штамповка чаще всего выполняется с использованием штамповки в закрытых штампах . В процессе штамповки или штамповки в закрытом штампе или штамповке металл измельчается или прессуется до желаемой формы с помощью пресса или молотка. К наковальне прикреплены две инструментальные матрицы, которые содержат негативное трехмерное изображение конечной формы продукта. Металл подвергается пластификации до тех пор, пока его увеличенные стороны не соприкасаются с боковыми стенками матрицы, а затем течет, принимая форму двух штампов.Холодная ковка может иметь некоторые недостатки, связанные с необходимостью высоких давлений ковки, необходимостью нескольких этапов предварительного формования и в некоторых случаях необходимостью еще нескольких этапов отжига во время процесса. Однако холодная ковка материала приводит к повышению прочности материала, поскольку холодная ковка не вызывает теплового напряжения материала и не меняет структуру потока зерен материала столь радикально.
Слиток обычно требует смазки для холодной ковки. Холодная штамповка чаще всего выполняется с использованием штамповки в закрытых штампах . В процессе штамповки или штамповки в закрытом штампе или штамповке металл измельчается или прессуется до желаемой формы с помощью пресса или молотка. К наковальне прикреплены две инструментальные матрицы, которые содержат негативное трехмерное изображение конечной формы продукта. Металл подвергается пластификации до тех пор, пока его увеличенные стороны не соприкасаются с боковыми стенками матрицы, а затем течет, принимая форму двух штампов.Холодная ковка может иметь некоторые недостатки, связанные с необходимостью высоких давлений ковки, необходимостью нескольких этапов предварительного формования и в некоторых случаях необходимостью еще нескольких этапов отжига во время процесса. Однако холодная ковка материала приводит к повышению прочности материала, поскольку холодная ковка не вызывает теплового напряжения материала и не меняет структуру потока зерен материала столь радикально. Услуги холодной штамповки очень точны, а также обеспечивают лучшую обработку поверхности, чем горячая штамповка. Дополнительная информация о холодной штамповке
Информационное видео по холодной штамповке
Услуги холодной штамповки очень точны, а также обеспечивают лучшую обработку поверхности, чем горячая штамповка. Дополнительная информация о холодной штамповке
Информационное видео по холодной штамповкеКованые стулья, столы и кровати: как сделать своими руками
На чтение 8 мин. Просмотров 2.9k. Опубликовано Обновлено
Работы по металлу – великолепная возможность для творчества со своей эстетикой и художественным воплощением самых смелых идей. Сегодня говорим о создании неповторимого элегантного интерьера: кованые стулья, столы, кровати, любая другая мебель, сделанная своими руками, всегда будут центром внимания в любом помещении.
Если к неповторимости и элегантности добавить прочность, возможность сделать самостоятельно и относительную дешевизну изготовления, мы получим редчайшую комбинацию характеристик для современных интерьерных решений. Поэтому есть смысл разобраться, найти оптимальный вариант, чтобы приступить к реализации собственного дизайнерского проекта – любого предмета – для дебюта можно выбрать что угодно.
Поэтому есть смысл разобраться, найти оптимальный вариант, чтобы приступить к реализации собственного дизайнерского проекта – любого предмета – для дебюта можно выбрать что угодно.
Ковка холодная или горячая?
Это стартовый вопрос, с которым нужно разобраться сразу же. Ковка бывает горячей или холодной. позволит сделать все что угодно – вплоть до тонких металлических кружев. Но она возможна лишь с печью или горном для высокотемпературного разогрева металлов.
[box type=”info”]Для таких печей нужна кузница в виде отдельного закрытого помещения. О необходимом в данном случае профессионализме высокого уровня лучше не заикаться… Сегодня наш разговор не о профессиональной кузнечной ковке, мы говорим о методах, доступных для людей без специальных навыков. Это и… сварка.[/box] Различные процессы ковки.Самым демократичным способом изготовления является, без сомнения, сварка. Кованые стулья, например, можно делать даже в собственной квартире, только не забывать о безопасности. Они получатся крепкими и дешевыми, вот только про эстетику и изысканность придется забыть.
Они получатся крепкими и дешевыми, вот только про эстетику и изысканность придется забыть.
Есть только один способ, с помощью которого вы сможете сделать настоящую художественную мебель без особых затрат и навыков. Это холодная ковка. Самым же лучшим решением будет комбинация сварки и холодной ковки, эти технологии отлично сочетаются друг с другом.
Основные станки для холодной ковки.Одним из главных преимуществ кованой мебели для жилых помещений является великолепное эстетическое и технологическое сочетание металла с другими материалами:
- Стекло. Пожалуй, самый привычный для глаза партнер для металла. Столешницы из стекла делаются давно. И это понятно: прозрачные детали позволяют увидеть всю главную кованую красоту в виде спиралей, завитушек и металлических волн.
- Дерево. Огромное количество вариантов сидений в стульях, скамьях, диванчиках: холодный прочный металл с теплым мягким деревом – великолепные партнеры.
- Камень. Камень – тяжелый материал, но прочность кованых изделий позволяет использовать даже каменные элементы. Каменные столешницы – особая эстетика со своей долгой историей. Отлично подходит как натуральный камень, так и искусственный.
- Кожа. Кованые стулья, кресла с сиденьями, обтянутыми натуральной кожей, станут главным украшением любого интерьера. Кстати, современные искусственные кожи не уступают по внешнему виду натуральным образцам, а по практичности применения превосходят их. Так что выбор кожи самый широкий.
- Пластик. Раньше при этом слове морщились: «дешевка». Сегодня пластики выступают серьезными конкурентами любым другим натуральным материалам, иногда даже кажется, что побеждают…
 Камень – тяжелый материал, но прочность кованых изделий позволяет использовать даже каменные элементы. Каменные столешницы – особая эстетика со своей долгой историей. Отлично подходит как натуральный камень, так и искусственный.
Камень – тяжелый материал, но прочность кованых изделий позволяет использовать даже каменные элементы. Каменные столешницы – особая эстетика со своей долгой историей. Отлично подходит как натуральный камень, так и искусственный.Мебель своими руками, этапы основного процесса
Чертеж скамейки в стиле художественной ковки.Как делать мебель, поэтапно:
- Создание эскиза или чертежа. Для творчества пространство большое, но не безграничное. Дело в том, что декоративные узоры будут лимитированы техническими возможностями: все будет зависеть от наличия тех или . Но даже с учетом этих лимитов можно спроектировать прекрасные образцы. Чтобы определиться со своей идеей, можно просмотреть огромное количество примеров кованой мебели на любой вкус в картинках любого поисковика.
- Заготовка материалов. С технической точки зрения самыми подходящими для сварки с ковкой являются листы металлопроката и металлопрофиль. Для кованых декоративных элементов не нужно покупать толстые прутья – узоры из толстых прутов у вас не получатся.
- Изготовление основных и декоративных деталей. Общий принцип в изготовлении кованой мебели – это сварка несущих конструкций в виде рам и спинок, если они есть, с последующим креплением и надежной стыковкой с царгами.
- Скрепление деталей – компоновка изделия. Соединение деталей проводится двумя методами – сваркой или с помощью специальных декоративных хомутиков, которые изготавливаются заранее. Хомутики – дело хлопотное, но они того стоят: мебель выглядит профессионально и эстетично. Поэтому лучше всего пользоваться сваркой для скрытых для глаз соединений основных рам, а внешние декоративные элементы соединять с помощью кованых хомутиков. Совет по сварке: варить тонкостенные трубки следует очень осторожно, их легко прожечь до сквозных отверстий.
- Финальная обработка. На этом этапе можно дать полный простор своей фантазии. Современные покрытия, грунтовки с красками дают возможность превратить ваши новые изделия в неповторимое произведение интерьерного искусства. Например, ряд полимерных покрытий помогает справиться с одним из главных недостатков металлических предметов – холодной на ощупь поверхностью. Грунтовки защитят металл от коррозии. Ну а краски по металлу позволят выбрать не только самый изысканный цвет, но и степень глянца: кому белый матовый стул, а кому – зеленый сверкающий столик. Перед грунтовкой с покраской нельзя пренебречь предварительной зачисткой швов и соединений.

 Например, ряд полимерных покрытий помогает справиться с одним из главных недостатков металлических предметов – холодной на ощупь поверхностью. Грунтовки защитят металл от коррозии. Ну а краски по металлу позволят выбрать не только самый изысканный цвет, но и степень глянца: кому белый матовый стул, а кому – зеленый сверкающий столик. Перед грунтовкой с покраской нельзя пренебречь предварительной зачисткой швов и соединений.
Например, ряд полимерных покрытий помогает справиться с одним из главных недостатков металлических предметов – холодной на ощупь поверхностью. Грунтовки защитят металл от коррозии. Ну а краски по металлу позволят выбрать не только самый изысканный цвет, но и степень глянца: кому белый матовый стул, а кому – зеленый сверкающий столик. Перед грунтовкой с покраской нельзя пренебречь предварительной зачисткой швов и соединений.Кованые кровати
Из богатого ассортимента кованой мебели в целом кровати занимают особое место по популярности и художественному разнообразию. Объясняется это просто: металлические кованые кровати намного прочнее и долговечнее любых кроватей, сделанных из других материалов. Кованые кровати своими руками – делать их намного проще, чем может показаться с первого взгляда. Такая работа потребует усилий, но ее вполне реально выполнить без особых навыков в работах по металлу, а это самое главное.
Объясняется это просто: металлические кованые кровати намного прочнее и долговечнее любых кроватей, сделанных из других материалов. Кованые кровати своими руками – делать их намного проще, чем может показаться с первого взгляда. Такая работа потребует усилий, но ее вполне реально выполнить без особых навыков в работах по металлу, а это самое главное.
Если вы решили сделать простую конструкцию, то она монтируется без проблем: в ней нет сложных гнутых деталей. Материалы для такого варианта будут предельно простыми и в минимальном наборе: основа делается из профильной трубы диаметром 20 мм, рама – с помощью швеллеров размером 65 х 32 мм, металлических уголков и тонкой листовой стали толщиной 2 мм для заглушек.
Сварочное оборудование понадобится самое простое: болгарка, аппарат для сварки, дрель со сверлами для металла, напильники, шкурка, щетка металлическая. Если же ваша кровать в проекте запланирована с декоративными элементами, понадобятся станки для холодной ковки.
- Первое дело в монтаже кровати – всегда сборка обеих спинок. Сварка деталей производится под прямыми углами и с обязательным строгим контролем диагоналей. Все это лучше делать на ровной поверхности.
- Кронштейны – важнейшая часть кровати, на них приходится главная нагрузка. Они изготавливаются из швеллеров и привариваются сплошным швом к спинкам кровати. Всего кронштейнов два центральных и четыре боковых.
- Сборка рамы для матраца. Торцевые металлические уголки соединяют с царгами – рамами, которые соединяют ножки кровати. Важно соблюдать надежность стыковки и сварки поперечных деталей с царгами.
- Монтаж спинок и рамы начинают с отверстий в рамах под шипы кронштейнов. Затем спинки ставятся вертикально для крепления на них сваренной рамы.
- Решетка под матрац готовится из стальных продольных и поперечных полос, которые привариваются к раме. Заглушки на ножки и подпятники – приспособления для защиты пола – привариваются также на этом этапе.
- Декорирование. С самого начала – очистка и шлифовка всех швов и соединений. На эту работу не жалеть сил и времени: поверхность для дальнейшей покраски должны быть идеальной, только тогда ваша кровать станет предметом эксклюзивного дизайна. Перед покраской не забыть о грунтовании.

Плюсы и минусы кованой мебели
Инструменты для художественной ковки.Достоинств множество:
- Первое главное – долговечность, прочность, надежность. Она не деформируется со временем, не подвержена порче от насекомых. Из всех возможных видов мебели – это самый лучший вариант для разряда вещей «на века».
- Особая и неповторимая эстетика.
- Способность придать интерьеру более дорогой и солидный вид без особых денежных вложений.
- Кованая мебель вне моды, при ее проектировании никогда не встанет вопрос, модно ли это. Кроме того, ее можно выполнять в самых разных художественных стилях.
- Универсальность и «партнерство» металла в отношении других материалов: прекрасно сочетаются натуральные и искусственные материалы.
- Экологическая безопасность.
 Из всех возможных видов мебели – это самый лучший вариант для разряда вещей «на века».
Из всех возможных видов мебели – это самый лучший вариант для разряда вещей «на века».Нельзя обойти вниманием недостатки:
- Массивность, тяжеловесность. Эти свойства становятся недостатком лишь в случаях, если хозяева часто переезжаю с места на место или любят делать перестановки в доме.
- Кованая мебель не очень подходит для малогабаритных квартир. Конечно, кованые стулья со столиком можно сделать изящными и визуально воздушными, но они не складываются и требуют собственного пространства в квартире. Кованая мебель не очень дружит с другими предметами интерьера, у нее свой характер.
- Холодная на ощупь поверхность металла. Это недостаток можно устранить с помощью современных полимерных покрытий.
 Кованая мебель не очень дружит с другими предметами интерьера, у нее свой характер.
Кованая мебель не очень дружит с другими предметами интерьера, у нее свой характер.Как видно, плюсов у кованой мебели намного больше, чем минусов. Эти изделия занимают особое место в оформлении интерьеров в течение столетий. Заняться самостоятельным изготовлением предметов мебели из металла – дело увлекательное, творческое и весьма выгодное. Желаем успеха!
91 фото секретов и хитростей современных кузнецов
Архитекторы и дизайнеры часто в своей работе используют кованые элементы. Ажурные металлические решетки, закрывающие камины, или красивые балясины на лестнице смотрятся изысканно и благородно.
Ажурные металлические решетки, закрывающие камины, или красивые балясины на лестнице смотрятся изысканно и благородно.
Если знать, как выполнить ковку, и научиться этому ремеслу, то можно самому создавать оригинальные изделия.
Такое занятие подходит для всех, кому по душе заниматься физической работой и кто готов познакомиться с технологией и особенностями выбора металла.
Содержимое обзора:
Что нужно знать о ковке?
Ковка представляет собой процесс обработки специальной заготовки. Ее цель — придать металлу требуемые размеры с формой. Различают горячую ковку и холодную.
Мастеру нужно познакомиться с обеими разновидностями, чтобы знать достоинства и недостатки каждой.
Горячий метод ковки
При горячем способе металлическую заготовку сильно нагревают. В результате металл становится пластичным. Горячая ковка придает заготовке нужные габариты и желаемую форму. Мастеру доступны разнообразные варианты работ.
У нагрева металлической заготовки имеются и свои минусы.
 Прежде всего, необходимо обустроить специальное помещение. Потребуется купить кузнечный горн, для которого придется покупать топливо.
Прежде всего, необходимо обустроить специальное помещение. Потребуется купить кузнечный горн, для которого придется покупать топливо.Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер знал, как работать с огнем.
Имея представление о температурных режимах, используемых в процессе ковки, без труда можно выбрать нужный вид ковки.
Холодный метод ковки
Холодная ковка – это трудозатратный процесс. Чтобы добиться от металлической заготовки той формы, которая требуется, ее изгибают, опрессовывают и сваривают. Техника выполнения немного проще по сравнению с горячим способом.
Для мастерской не требуется много места, а для ее обустройства не понадобится приобретать специальный горн, достаточно купить станок для ковки.
Процесс изготовления изделия предполагает работу с заготовками-полуфабрикатами. Если была допущена ошибка, то исправить ее невозможно.
Выбираем металл
Для ручной ковки подходят металлы, обладающие определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой уменьшение другой. Покупая заготовку, мастер должен точно знать, какой у нее состав.
Декоративные элементы ковки мастера делают из меди, стали, дюралюминия или латуни. Кроме того, могут также использоваться сплавы. Информацию о металлах, которые легко поддаются ковке, можно найти в Марочнике Стали и Сплавов.
Какие для ковки нужны инструменты?
Инвентарь варьируется в зависимости от способа ковки. Кузнечный горн с наковальней, молоты с клещами понадобятся для горячей ковки.
Для холодного способа нужен инструмент «Гнутик», позволяющий изгибать заготовку под углом, и станок «Улитка» для ковки, который можно сделать своими руками. Последний станок позволяет создавать элементы декора с формой в виде спирали.
Обратите внимание!
Кроме базовых инструментов для холодного способа могут дополнительно использоваться «Фонарик», «Волна», «Твистер», станок для колец и другие.

Современный рынок предлагает промышленные станки, предназначенные для выполнения технологических операций. На фото ковки можно видеть изделие, сделанное на станке «Мастер 2» от компании MAH.
Ручная ковка
Чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе разные приемы и методы. Понадобится приобрести различные инструменты и овладеть разными технологиями.
Холодный способ ковки не требует от мастера приложения особых усилий. В работе выделяются следующие этапы:
- создание чертежа или выполнение эскиза декоративного элемента;
- закупка заготовок;
- процесс ковки.
Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать профессионалам. Проект позволит до начала работы вычислить, сколько нужно приобрести металлических заготовок.
Обратите внимание!
Основные кованые элементы представлены следующими группами:
- Лапки. Концу металлического прута придается определенная форма.
- Завитки. Концы прута могут быть загнуты в одну или две стороны.
- Кольца. Элементы декора изготавливаются из прутьев с квадратным или круглым сечением.
- Торсион. Для него характерно винтовое скручивание по оси.

Используются 3 общепринятые технологии: вытяжка, гибка и закручивание.
- Вытяжка позволяет увеличивать длину металлической заготовки, уменьшая значение ее сечения.
- Гибка дает возможность загибать любую часть заготовки под углом.
- Закручивание – технология, при которой заготовку скручивают по оси. Для закручивания используется станок «Твистер».
Все элементы собираются вместе и закрепляются с помощью сварки. Эти операции выполняются на специальном столе. Самодельная ковка холодным способом не требует особых навыков.
Фото ковки своими руками
Обратите внимание!
 youtube.com/embed/jjJm7MgrBjg» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/jjJm7MgrBjg» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
простые примеры изделий и советы для работы
В последнее время заметно увеличился спрос на эксклюзивные изделия. Стоит только посмотреть на кованые ворота или решетки, и сразу создается впечатление роскоши и богатства. Многие интересуются, как изготовить изделия методом холодной ковки своими руками, и это, оказывается, совсем не сложно.
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.
На практике такой список можно пополнять бесконечно. Ведь именно с развитием прогресса кованые элементы могут быть полезны для чего угодно.
 Популярными их делает не только прочность материала, но и его изящный вид.
Популярными их делает не только прочность материала, но и его изящный вид.Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Виды изделий
Если рассматривать виды и стилистику ковки, то они предполагают огромный простор для творчества. Это и есть один из главных преимуществ. Можно изготовить как простые и строгие изделия, так и более сложные с элементами особенного гиба и рисунка. Какой бы ни был вид изделия, его всегда легко сочетать и устанавливать с другими строительными материалами и архитектурами. По методу работы ковка делится на два вида:
По методу работы ковка делится на два вида:
- Холодная.
- Горячая.
Несмотря на то что по структуре оба варианта дают одно и то же изделие, они сильно различаются по цене и особенностям.
Холодная ковка
Выполняется без нагревания металла, соответственно, подвергается большему механическому давлению. Обычно используют специальные станки для холодной ковки, но бывают случаи, когда холодную ковку своими руками делают различными самодельными способами. Имеется несколько плюсов метода:
- Более низкая стоимость по сравнению с горячей.
- Доступность элементов.
- Возможность комбинировать рисунки с помощью сварки.
- Более удобная возможность изготовления своими руками.
- Меньшее воздействие опасности при работе.
Если говорить объективно, можно найти и отрицательную сторону. Отметим и несколько минусов работы:
- Ограничение по работе с элементами.
- Более стандартные и геометричные виды работ.

Можно уверенно сказать, что холодная работа вполне заменит горячую по цене.
Горячая ковка
Такой вид ковки был изобретен задолго до холодной. Ведь ранее не было мощных станков и других приспособлений для того, чтобы изогнуть металл без нагревания. Однако такой вид гораздо практичнее холодного.
При нагревании металл становится более пластичным, а значит, лучше поддается растяжению, сжатию и изгибу. При работе с горячим металлом можно выполнить более сложный элемент, чем с холодным.
Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.
Покраска кованых изделий
Любое металлическое изделие перед покраской требует нанесения грунтовки. Если не предпринять таких действий, то даже самая дорогая краска потеряет свои свойства. Все дело в том, что любая грунтовка имеет сопротивление коррозии и лучше прилегает к металлу. Именно поэтому краска будет прочнее держаться на грунтовке, нежели на чистом металле.
Дешевая грунтовка и краска не будут давать нужного эффекта для кованых элементов. После их нанесения краска быстро выцветает и слезает с покрытия.
Существуют особые виды краски — «3 в 1». Они имеют комбинированные свойства грунтовки и краски. Обычно такие материалы стоят гораздо дороже, но при их использовании не нужно будет тратиться на грунтовку.

Что нужно для ковки
Если обратить внимание на горячую ковку, то без должного умения и оборудования заниматься таким видом работы самостоятельно попросту не получится.
Однако существует и холодный вид работ, которым занимается множество людей без профессиональной подготовки. Для большинства таких работ и изготовления несложных элементов декора не требуются специальные станки.
Множество любителей изготавливают похожие станки из подручных средств. В принципе, самодельное оборудование не очень отличается от профессионального, но имеет менее развитый функционал.
При холодной работе не стоит забывать о том, что понадобится весьма серьезная физическая подготовка. Помимо выносливости, понадобятся такие инструменты, как:
- Сварочный аппарат.
- Болгарка.
- Молот.
- Наковальня.
- Различные обрабатывающие инструменты.
Для работы сварочным аппаратом потребуются навыки сварщика. Так как кованые изделия чаще всего требуют аккуратности и прочности, навыки специалиста должны быть далеко не на начальном уровне.
Так как кованые изделия чаще всего требуют аккуратности и прочности, навыки специалиста должны быть далеко не на начальном уровне.
При работе с болгаркой также потребуется немалый опыт. Ведь это довольно опасный инструмент, если обращаться с ним неправильно. А также не следует забывать о технике безопасности и надевать защитные очки.
Молот и наковальня — это главное при работе с коваными элементами. Всегда потребуется что-то поправить или выпрямить при неправильном гибе.
К обрабатывающим материалам можно отнести щетки, наждачки, напильники и другое. Чтобы ваши элементы выглядели аккуратно и красиво, каждый сварочный шов следует хорошо обрабатывать.
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками
Козырек над крыльцом методом холодной ковки
Перила для крыльца — украшение, а не исключительно утилитарное приспособление
Можно сделать беседку и кованную мебель
Ворота смотрятся волшебно
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка

Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел
Фиксатор для заготовки
Так выглядит конструкция в целом
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Самые лучшие посты
10 проектов с пошаговыми фото
как сделать стол из профильной трубыНа самом деле, сделать каркас стола из профильной трубы отличная идея. Понятно, что это дело вкуса, но с практической точки зрения, металлические конструкции обладают рядом неоспоримых преимуществ. Не будем все их перечислять, они очевидны. Если хотите узнать, как сделать стол из профильной трубы своими руками, вот десять конкретных примеров с пошаговыми фото. Если у вас недостаточно опыта по работе с металлом, то это хорошая возможность попрактиковаться, потому что здесь представлены достаточно простые проекты. Например, сделать журнальный столик из профильной трубы или каркас для обеденного стола реально даже для начинающего мастера.
Понятно, что это дело вкуса, но с практической точки зрения, металлические конструкции обладают рядом неоспоримых преимуществ. Не будем все их перечислять, они очевидны. Если хотите узнать, как сделать стол из профильной трубы своими руками, вот десять конкретных примеров с пошаговыми фото. Если у вас недостаточно опыта по работе с металлом, то это хорошая возможность попрактиковаться, потому что здесь представлены достаточно простые проекты. Например, сделать журнальный столик из профильной трубы или каркас для обеденного стола реально даже для начинающего мастера.
Обеденный стол из профильной трубы
Эта особая структура предназначена для любителей натурального дерева в сочетании с металлом, для изготовления обеденного стола с металлическим каркасом. Рама состоит из профильных труб размером 100 мм x 40 мм x 2 мм, длиной 2,20 м, шириной 80 см и высотой 63 см. Два доски, используемые для каркаса, имеют ширину 1 м, длину 2,20 м и высоту 12 см. Металлическая рама обеденного стола окрашена в черный матовый цвет.
Металлическая рама обеденного стола окрашена в черный матовый цвет.
Две доски соединены и склеены на двух обработанных поверхностях, которые были отшлифованы для достижения наилучшего результата сварки без каких-либо зазоров. Единственный недостаток в этой конструкции, это чрезмерный вес, так как стол весит приблизительно 240 кг. Тем не менее, это не должно рассматриваться как серьезная проблема, поскольку стол был сделан для конкретной обстановки.
Источник фото: www.instructables.com/id/DIY-Dining-Table/
Круглый стол из профильной трубы
Чтобы сделать этот круглый стол с металлическими ножками из профильной трубы, вам понадобятся доски 2×6 и квадратная профильная труба 50 x 50 мм. Еще нужны сварочной аппарат, болгарка, дрель, торцовочная и настольная пила.
Приблизительно измерьте все доски, затем соберите и выровняйте до необходимой толщины.
Приклейте столешницу, используя большое количество клея и параллельные зажимы.
Обрежьте все доски столешницы до желаемых размеров.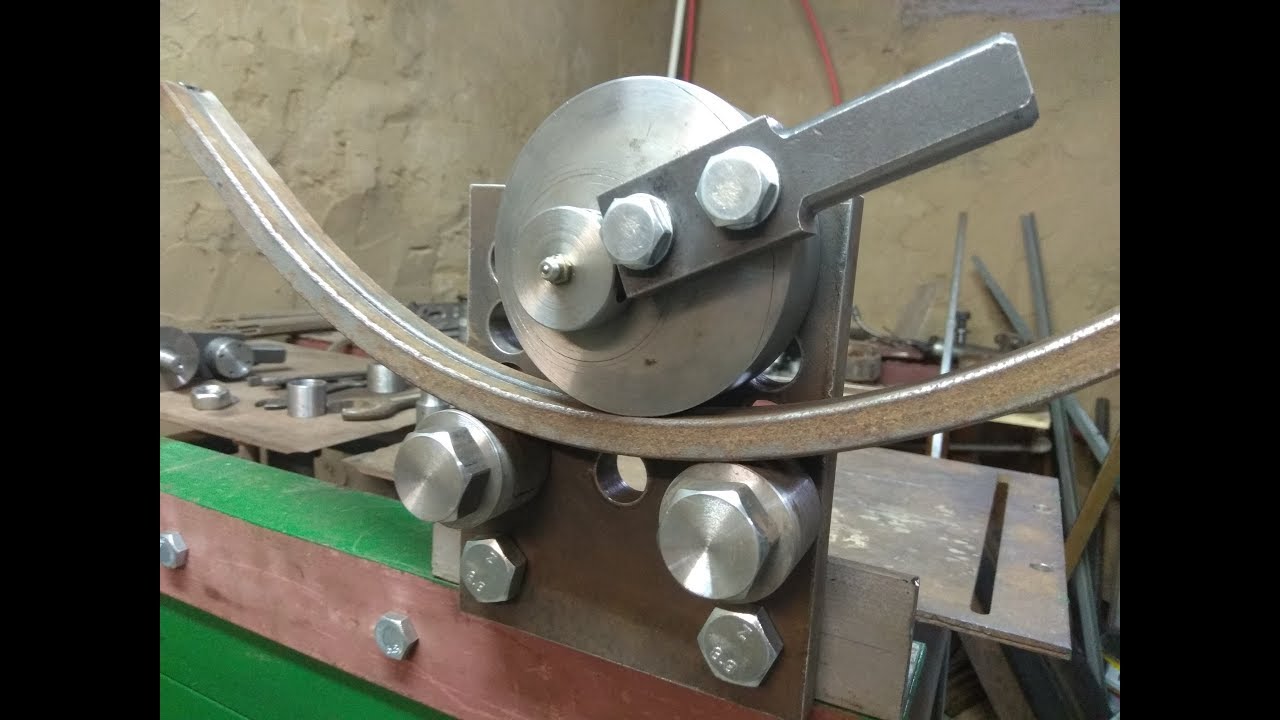 Используя любые инструменты, которые вы предпочитаете, затем отшлифуйте и нанесите отделку!
Используя любые инструменты, которые вы предпочитаете, затем отшлифуйте и нанесите отделку!
Разрежьте металлические части до нужных размеров. Сварите каркас.
Если делаете ноги в форме Х, разрежьте сваренные буквы «Х» пополам. Приварите кронштейны для крепления столешницы. Покрасьте и прикрепите верхнюю часть.
Кованые столы (80+ фото): Изготовление, Эксплуатация, Цены [2019]
Кованый столик — не только мебель, а еще и элемент декора
Кованая мебель уместна не только в интерьерах, стилизованных под старину. Металлические изделия, изготовленные методом ковки, украсят помещение, оформленное практически в любом из современных направлений. Кованый стол способен производить потрясающее впечатление невесомости и изящества, при этом металлический стол невероятно надежен и основателен. Узнаем, как делают кованые столы и как их используют в дизайне интерьеров и экстерьеров жилищ.
Содержание:
Оригинальная реализация из стали
Предлагаем взглянуть, как происходит процесс создания уникальных элементов из грубого металла. Наш видеоролик продемонстрирует, как обычный металл превращается в произведение искусства.
Наш видеоролик продемонстрирует, как обычный металл превращается в произведение искусства.
Как изготавливают кованую мебель для дома и сада?
Зачастую в производстве кованых предметов интерьера используют сталь, реже – чугун (из-за его внушительного веса). Различают горячий и холодный метод ковки.
- При горячем методе металл нагревается до пластичного состояния, после чего ему придается определенная форма.
- Холодный метод подразумевает изменение формы металла при помощи специального оборудования – металлообрабатывающих станков.
ТОП-7 кованых столиков по соотношению цена-качество
| Модель | Характеристики |
|---|---|
Стол складной кованый Patio Tetchair 3 950 р. Купить |
|
Садовый стол круглый уличный Ромео-1 4 170 р. Купить |
|
Столик журнальный металлический 1682К 4 420 р. Купить |
|
Овальный стол-книжка раскладной Византия 11 713 р. Купить |
|
Туалетный столик Фортуна 12 290 р. Купить |
|
Кованый Журнальный Столий Мебелик Лючия 2102 22 570 р. Купить |
|
Круглый Обеденный Стол Ручной Ковки Lampadari Matteo Valenti 333 720 р. Купить |
|


Симпатичный кованый стол из темного металла
Большой обеденный кованый стол с деревянной столешницей
Горячая ковка дает больший простор для творчества мастера, в то время как холодная ковка – унифицированный процесс, с помощью которого обычно производятся изделия с невысокими эстетическими требованиями, например, заборы.
Стоимость кованого изделия во многом зависит от того, ручная это работа или же механизированное производство. Кованые столы ручной работы ценятся намного выше.
Маленький утонченный столик из светлого металла
Совет! Чтобы определить, действительно ли перед вами ручная работа, внимательно рассмотрите кончики изгибов и завитков. Серийная продукция характеризуется наличием наварного декоративного элемента или ровного среза. В изделиях ручной работы края завитков и спиралей сплющены или сужены.
Круглый кованый кофейный столик органичен в светлом интерьере
Дизайн в классическом стиле
Роскошный стол со спиральными узорами
Преимущества и недостатки кованых столов
Многие задаются вопросом – решиться на не совсем привычный кованый стол или отдать предпочтение традиционной древесине или недорогому ДСП? Рассмотрим плюсы и минусы кованой мебели.
Интересная идея для кованого стола
Плюсы кованых столов:- Прочность. Металлическое изделие обязательно будет прочным и, следовательно, надежным и долговечным. Кованые элементы стола не нуждаются в мелком ремонте, такая мебель прослужит не одно десятилетие.
- Безопасность. Благодаря своему внушительному весу кованый стол максимально устойчив. Практически отсутствует вероятность того, что стол наклонится или упадет, если на край столешницы поставить тяжелый предмет.
- Универсальность. Кованый стол уместен в самых разнообразных интерьерах, причем его не нужно подбирать под остальную мебель, которая может быть изготовлена из других материалов и не иметь кованых элементов.
- Неприхотливость. Не требуется особый уход, нет специальных правил эксплуатации мебели, кованый стол может постоянно находиться под открытым небом, например, в саду.

Кованая мебель отлично подходит для летней веранды
Изысканный светлый интерьер
Минусы кованых столов:- Цена. Кованые столы и столики стоят довольно дорого, хотя цена оправдывается сроком их службы.
- Вес. Качественный кованый стол, изготовленный из полнотелых элементов, будет довольно тяжелым. Это стоит учитывать при выборе напольного покрытия.
Изящная ажурная мебель подчеркнет стиль и вкус владельцев
Кованый стол в современной стилистике
Элементы ковки отлично впишутся в любой интерьер
Выбор кованых столов и как купить лучший?
Главным различием кованых столов является материал столешницы. Наиболее популярны столешницы из стекла или прозрачного акрила, сквозь которые видны все художественные завитки и изгибы. Стеклянными столешницами оборудуют обеденные и журнальные кованые столы.
Сквозь стеклянную столешницу видны очаровательные узоры кованой мебели
Кованые столики гармонируют с деревянными элементами декора
Кованый стол с деревянной столешницей подойдет для столовой-гостиной. Отличным решением для спальни станут миниатюрные кованые столы с деревянными столешницами в качестве прикроватных тумбочек. Такие изделия обычно имеют корзины и розетки из кованых элементов – для хранения различных мелочей. Также к нижней части столешницы может быть прикреплен деревянный ящик.
Отличным решением для спальни станут миниатюрные кованые столы с деревянными столешницами в качестве прикроватных тумбочек. Такие изделия обычно имеют корзины и розетки из кованых элементов – для хранения различных мелочей. Также к нижней части столешницы может быть прикреплен деревянный ящик.
Деревянная столешница и кованые ножки – хороший выбор для гостиной
Идеальный выбор для обеденной зоны в духе средневековья
Практичная столешница снабжена небольшими ящиками
Совет! Солидно и основательно смотрятся мраморные столешницы – такой кованый стол уместен в рабочем кабинете или гостиной хозяина, который хочет подчеркнуть свой статус.
Мраморная столешница на металлической тумбе – изысканная роскошь в ванной
Изысканный столик с мраморным элементом
Наиболее ценными считаются кованые столы и стулья, выполненные полностью из металла. При этом допускается наличие иного материала исключительно в качестве декоративного элемента – например, деревянная вставка на спинке стула.
Комплект кованой мебели темного цвета
Совет! Для веранды или беседки наиболее удачными будут столы со столешницами из дерева. Дерево – натуральный материал, и он максимально гармонично смотрится на свежем воздухе. Если стол будет стоять под открытым небом, например, в саду, лучше предпочесть каменную или металлическую столешницу.
Летняя веранда в пастельных тонах
Уход за кованым столом
Чтобы удалить пыль и загрязнения, протирайте металлические элементы стола влажной губкой или материей. Есть и специальные средства по уходу за металлической мебелью в виде салфеток или спреев – они придадут столу дополнительный блеск. Сделать кованый стол сверкающим поможет обычный воск, которым следует натереть изделие. Воск также выступит защитным слоем, предотвращая воздействие неблагоприятных факторов.
Кованый стол в строгом современном интерьере
Изготовление таких столов подразумевает покрытие металлических деталей специальной антикоррозийной краской. Не используйте для чистки стола абразивные средства, чтобы не повредить слой краски.
Не используйте для чистки стола абразивные средства, чтобы не повредить слой краски.
Совет! Отполировать изделие можно мелом, смоченным в нашатырном спирте, и сухой тряпкой.
Вращательные механизмы также могут быть частью декора
Совет! Чтобы освежить потускневший металл, обработайте его столовой содой, лимонной кислотой или протрите половинкой сырой луковицы.
Стильный дизайн обеденного стола
Кованый столик станет главной достопримечательностью любого помещения
5.2.4.3 Преимущества холодной штамповки для продукта
Основными преимуществами холодной штамповки являются жесткие допуски на размеры, хорошее качество поверхности и использование более дешевых материалов для получения требуемой прочности путем деформационного упрочнения без необходимости термической обработки.
Нормальное значение шероховатости поверхности Ra находится в диапазоне от 1,6 до 25 микрон (от 64 до 1000 микродюймов). Более низкие значения требуют дополнительного внимания при обработке, особенно при поддержании чистоты поверхности инструмента.
Более низкие значения требуют дополнительного внимания при обработке, особенно при поддержании чистоты поверхности инструмента.
В таблице 5-2 сравниваются два процесса изготовления ступицы колеса на основе горячей и холодной штамповки. Холодная штамповка дает примерно на 8% более низкий предел текучести из менее дорогого материала и не подвергается термообработке. Он требует в три раза меньше времени обработки и весит на 24% меньше. Сравнительный анализ затрат также будет включать стоимость обработки, а также затраты на производство и обслуживание инструментов, которые не включены в это сравнение.
Таблица 5-2 Сравнение горячей штамповки и холодной экструзии для
Производство ступицы колеса *
Стальной сплав | 8620 | 1010 |
Масса кг (фунт) Предел текучести МПа (тыс. Фунтов на кв. Дюйм) | 2,85 (6,3) 4,5 Закалка и отпуск 600 (87) | 2,3 (4,8) 550 (80) |

* Справочное руководство по ковке, таблица 4-3, стр.182
Вернуться к содержанию
Основными преимуществами холодной ковки являются жесткие допуски по размерам, хорошее качество поверхности и использование более дешевых материалов для получения необходимой прочности путем деформационного упрочнения без необходимости термообработки.
Нормальное значение шероховатости поверхности Ra находится в диапазоне от 1,6 до 25 микрон (от 64 до 1000 микродюймов). Более низкие значения требуют дополнительного внимания при обработке, особенно при поддержании чистоты поверхности инструмента.
В таблице 5-2 сравниваются два процесса изготовления ступицы колеса на основе горячей и холодной штамповки. Холодная штамповка дает примерно на 8% более низкий предел текучести из менее дорогого материала и не подвергается термообработке. Он требует в три раза меньше времени обработки и весит на 24% меньше.Сравнительный анализ затрат также будет включать стоимость обработки, а также затраты на производство и обслуживание инструментов, которые не включены в это сравнение.
Холодная штамповка дает примерно на 8% более низкий предел текучести из менее дорогого материала и не подвергается термообработке. Он требует в три раза меньше времени обработки и весит на 24% меньше.Сравнительный анализ затрат также будет включать стоимость обработки, а также затраты на производство и обслуживание инструментов, которые не включены в это сравнение.
Таблица 5-2 Сравнение горячей штамповки и холодной экструзии для
Производство ступицы колеса *
Стальной сплав | 8620 | 1010 |
Масса кг (фунт) Предел текучести МПа (тыс. Фунтов на кв. Дюйм) | 2,85 (6,3) 4,5 Закалка и отпуск 600 (87) | 2,3 (4,8) 550 (80) |
* Справочное руководство по ковке, таблица 4-3, стр. 182
182
Вернуться к содержанию
Основными преимуществами холодной ковки являются строгие допуски на размеры, хорошее качество поверхности и использование более дешевых материалов для получения необходимой прочности путем деформационного упрочнения без необходимости термообработки.
Нормальное значение шероховатости поверхности Ra находится в диапазоне от 1,6 до 25 микрон (от 64 до 1000 микродюймов). Более низкие значения требуют дополнительного внимания при обработке, особенно при поддержании чистоты поверхности инструмента.
В таблице 5-2 сравниваются два процесса изготовления ступицы колеса на основе горячей и холодной штамповки. Холодная штамповка дает примерно на 8% более низкий предел текучести из менее дорогого материала и не подвергается термообработке. Он требует в три раза меньше времени обработки и весит на 24% меньше. Сравнительный анализ затрат также будет включать стоимость обработки, а также затраты на производство и обслуживание инструментов, которые не включены в это сравнение.
Сравнительный анализ затрат также будет включать стоимость обработки, а также затраты на производство и обслуживание инструментов, которые не включены в это сравнение.
Таблица 5-2 Сравнение горячей штамповки и холодной экструзии для
Производство ступицы колеса *
Стальной сплав | 8620 | 1010 |
Масса кг (фунт) Предел текучести МПа (тыс. Фунтов на кв. Дюйм) | 2,85 (6,3) 4,5 Закалка и отпуск 600 (87) | 2,3 (4,8) 550 (80) |
* Справочное руководство по ковке, таблица 4-3, стр.182
Вернуться к содержанию
компаний-поставщиков холодной штамповки | Справочник IQS
бизнес Отраслевая информацияХолодная штамповка
Холодная штамповка, также известная как холодная штамповка, представляет собой процесс штамповки металла. который включает пластическую деформацию металла за счет сжатия материала через открытую матрицу с использованием заготовки без нагрева и нанесения готовой часть, чтобы принять форму матрицы.В отличие от большинства ковок, которые выполняется в горячем виде при температуре около или выше 2300 градусов по Фаренгейту, в холодном виде ковка осуществляется при температуре ниже температуры перекристаллизации металл, при температуре от комнатной до нескольких сотен градусов по Фаренгейту.
Холодная ковка идеально подходит для изготовления многих металлов, включая избранные алюминиевые сплавы, нержавеющую сталь серий 300 и 400, углеродистую сталь, электролитическую медь, латунь и бронзу. Количество металла должно быть довольно небольшим, редко превышающим 25 фунтов., а слиток или полуфабрикат твердого металла, отлитый в круглую форму, должен быть достаточно симметричным. Отрасли, в которых используются процессы холодной штамповки, включают автомобилестроение, горнодобывающую промышленность, нефть и нефть, аэрокосмическую промышленность, электронику, оборудование, бытовую технику, сельское хозяйство, строительство и промышленность.
В процессе холодной ковки слиток, также известный как заготовка или заготовка, пробивается через штамп для холодной штамповки, чтобы повторно сформировать слиток с помощью высокого давления, а не высоких температур.Слиток обычно требует смазки для холодной ковки. Холодная штамповка чаще всего выполняется с использованием штамповки в закрытых штампах . В процессе штамповки или штамповки в закрытом штампе или штамповке металл измельчается или прессуется до желаемой формы с помощью пресса или молотка. К наковальне прикреплены две инструментальные матрицы, которые содержат негативное трехмерное изображение конечной формы продукта. Металл подвергается пластификации до тех пор, пока его увеличенные стороны не соприкасаются с боковыми стенками матрицы, а затем течет, принимая форму двух штампов.Холодная ковка может иметь некоторые недостатки, связанные с необходимостью высоких давлений ковки, необходимостью нескольких этапов предварительного формования и в некоторых случаях необходимостью еще нескольких этапов отжига во время процесса. Однако холодная ковка материала приводит к повышению прочности материала, поскольку холодная ковка не вызывает теплового напряжения материала и не меняет структуру потока зерен материала столь радикально. Услуги холодной штамповки очень точны, а также обеспечивают лучшую обработку поверхности, чем горячая штамповка.
Дополнительная информация о холодной штамповке
Информационное видео по холодной штамповке
Холодная штамповка и формовка листового металла
Процессы штамповки под давлением, используемые для обработки заготовок и листового металла, обычно выполняются без нагрева заготовки.Производственные процессы делятся на операции и переводы на специализированные штампы. Во время процессов происходит упрочнение (то есть происходит повышение прочности металла и снижение пластичности), что затрудняет деформацию металла при последующих операциях. Чтобы избежать нежелательного эффекта закалки, между операциями используется термообработка — рекристаллизационный отжиг. Холодная штамповка и формовка листового металла позволяют изготавливать очень точные детали с высококачественными поверхностями, так что в процессе производства почти не требуется механическая обработка.Отсутствие нагрева во время производства облегчает механизацию и автоматизацию производственного процесса, тем самым повышая производительность и улучшая условия труда.
При холодной штамповке листового металла ( см. Также ШТАМПОВКА ЛИСТОВОГО МЕТАЛЛА ) разрушение материала будет происходить в процессе разделения из-за меньшего проникновения режущих кромок инструмента, чем в случае горячей штамповки, и прочности на сдвиг составляет примерно 0,8 от предела прочности. Во время операций формовки явление упрочнения существенно влияет на максимально допустимую степень деформации.Максимальную деформацию можно увеличить за счет обеспечения оптимальных условий деформации — приложения силы, конструкции штампа, эффективной конфигурации инструмента, скорости деформации и смазки. При изготовлении ложа приобретает разную деформацию в разных сечениях и, соответственно, разную закалку. Сочетание эффективного распределения деформации (которое зависит от размеров и формы детали, а также от типа используемых операций и условий, в которых они выполняются) с термообработкой (как для всей заготовки, так и для отдельных участков) гарантирует, что изготовленное изделие будет иметь наилучшие эксплуатационные характеристики (жесткость, прочность, износостойкость) при минимальном весе.
Холодная штамповка ( см. Также Поковка с закрытым вдавливанием ) подразделяется на открытую штамповку, холодную экструзию и холодную высадку. При штамповке штампа используются аналогичные штампы независимо от того, нагревается ли деталь. В результате последовательности процессов заготовка приобретает форму готового продукта. Поскольку происходит упрочнение, холодная ковка обычно делится на большее количество операций и переходов, чем при горячей ковке, и между операциями используются отжиги для повышения пластичности и снижения сопротивления деформации.Когда используются открытые штампы, вспышка обрезается между операциями, чтобы уменьшить усилие, необходимое для деформации, и повысить точность размеров кованых изделий. Удельные силы деформации достигают 3000 меганьютон на м 2 ; поэтому этот процесс подходит только для изготовления мелких деталей. Чтобы уменьшить единичные силы, можно использовать смазку, которая сопротивляется выталкиванию с контактирующих поверхностей под действием высоких единичных сил; примеры включают минеральные масла с наполнителями из графита, талька и дисульфида молибдена.
Деформация при холодной экструзии аналогична деформации при штамповке. Используются прямое, обратное, радиальное и комбинированное выдавливание; они отличаются направлением потока металла по сравнению с направлением смещения пуансона относительно матрицы. При комбинированной экструзии инструмент снабжен несколькими каналами, по которым металл течет из полости матрицы, так что процессы прямого, обратного и радиального экструзии могут происходить одновременно. Холодная экструзия подходит для изготовления полнотелых и полых деталей довольно сложной конфигурации.Равномерная форма сжатия, характерная для холодной экструзии, обеспечивает повышение пластичности металла и позволяет относительно большое изменение формы заготовки без разрушения материала. Отверждение, происходящее во время холодной экструзии, ограничивает максимально допустимое изменение формы и во многих случаях требует отжига между операциями; максимальное изменение формы также обычно ограничивается прочностью инструмента из-за больших единичных сил деформации. Чтобы уменьшить последнее, для инструментов выбираются эффективные формы и размеры, а также используются различные смазочные материалы.Прочность оснастки можно повысить за счет использования высокопрочных инструментальных сталей и эффективной термообработки пуансонов и штампов, а также за счет армирующих штампов.
Холодная штамповка и формовка пластичных металлов и сплавов позволяют изготавливать полые детали с толщиной стенки в десятые и даже сотые доли миллиметра.
виды, чертежи, как сделать, варианты
Содержание статьи
Из чего делают обеденные столы?
Что чаще всего используется на производстве обеденных гарнитуров? На самом деле материалов, позволяющих изготовить кухонный стол, существует много. Но самое важное то, что все они позволяют сделать по-настоящему качественное изделие. Разумеется, есть и совсем дешевые варианты (например, ДСП), но они не представляют особого интереса, ведь речь идет об изготовлении стола для своей семьи, а это значит, что на качестве экономить нельзя.
Древесина
Что можно сказать об этом варианте. Это классика в своем истинном проявлении. Кухонный стол, изготовленный из массива, всегда смотрится роскошно. Многие отдают предпочтение дереву только потому, что этот материал легко поддается обработке, позволяет создать ту или иную форму, подогнать его под необходимый размер, а также декорировать в соответствии с и индивидуальными предпочтениями. Но не все так просто, как может показаться на первый взгляд. Дело в том, что древесина сама по себе является достаточно капризным материалом и требует бережного отношения к ней. За деревянным столом нужен уход, а иногда и реставрация.
Из дерева так же можно сделать журнальный столик, стеллаж и детскую кровать.
Дерево сильно подвержено влиянию климатических условий. Сильная влажность или высокая температура непременно оставят неэстетичные следы на кухонном столе. Поэтому следует отдавать предпочтение износостойким породам. Дуб, рябина, береза или ясень станут оптимальным решением для изготовления обеденного гарнитура. Самые твердые породы – это белая акация, железная береза, тис или кизил.
Стекло нередко используется для изготовления кухонного стола. Однако сложность работы с ним заключается в его обработке. Не каждое стекло подходит для изготовления кухонного стола – здесь важно правильно подобрать особый тип, который будет обладать достаточной прочностью. Речь идет о бронированном стекле. Стоимость материала не маленькая, а обрабатывается он на специальных производствах, оснащенных соответствующим оборудованием.
Другие материалы
Древесно-стружечная плита или МДФ – наиболее распространенные варианты. Конечно же, они не могут похвастать особой прочностью. Зато из них можно сделать экономичный вариант столового атрибута. Влагоустойчивая фанера более прочная, но и здесь не всё так просто, как хотелось бы. Дело в том, что этот материал не предусматривает широких возможностей для декорирования и облагораживания столешницы. Все, что можно с ней сделать – это покрасить в какой-нибудь необычный цвет. Более серьезные манипуляции, связанные с декором, выполнить невозможно.
Подводя итоги всего вышеизложенного, можно сказать, что лучшим материалом для изготовления кухонного гарнитура любой формы является древесина. Более подробно о том, как сделать кухонный стол своими руками, будет сказано дальше, а пока можно посмотреть видео о технологии самостоятельного изготовления кухонного атрибута.
Конструктивные особенности кухонных столов
Возможно, это покажется странным, но такое простое сооружение, как обеденный стол, может иметь несколько вариантов исполнения. Отличаются они конструктивными особенностями, которые и обусловили 4 разновидности кухонного атрибута:
- Стандартный кухонный стол с 4 ножками. Это самая простая конструкция круглой, овальной или прямоугольной формы, изготовить которую совсем не сложно. Главное – учесть некоторые технологические тонкости, которые связаны с особенностями декорирования;
- Раскладной стол-трансформер требует специфического инструмента и механизма, который и обусловливает данную конструкцию. Самый распространенный и простой вариант – это кухонный стол-книжка, который можно изготовить из ламинированной ДСП. Можно использовать и дерево, однако придется распиливать массив на специальном производстве или заказать уже готовый материал. В этом случае останется лишь собрать раскладной стол;
- Раздвижная конструкция. Суть заключается в устройстве дополнительной вставки, за счет которой и увеличивается площадь рабочей поверхности. Простой механизм раздвигает две половинки стола, а внутри оказывается дополнительная секция;
- Обеденный стол с откидной столешницей также является достаточно простой конструкцией, которая не требует профессиональных навыков. По сути, это столешница со складными ножками, прикрепленная к вертикальной поверхности.
Исходя из вышеизложенного, можно сделать вывод – абсолютно любая конструкция подходит для самостоятельного изготовления кухонного стола.
Технология
Для начала нужно рассмотреть более простую конструкцию, чтобы понять основы изготовления обеденного стола.
- Прежде всего, необходимо определиться с размерами. Если длина и ширина столешницы может варьироваться в различных пределах, то высота изделия является величиной постоянной, которая соответствует 750 – 800 мм;
- Далее речь пойдет о ножках для кухонного стола. Их можно купить в уже готовом виде, а можно сделать самостоятельно из обычного бруса. В последнем случае придется тщательно отполировать детали;
- Для установки столешницы понадобится несущая рама, для изготовления которой нужна доска толщиной 2-3 см. Ее также необходимо тщательно отполировать. Собрать раму не сложно – для этого достаточно в ее углах разместить ножки, с которыми стыкуются жесткие ребра установленной отполированной доски. Чтобы прочно закрепить раму, необходимо в ее углах поставить небольшие раскосы. Через них в ножки просверлить отверстия и вставить длинные винты. С изнанки закрутить гайку, не забыв при этом про шайбу. Рама практически готова – останется только покрыть ее лаком перед финишной сборкой;
- Теперь можно приступать к изготовлению столешницы. Для этого необходимо собрать щит заданного размера, для которого прекрасно подойдет шпунтованная доска. Чтобы основа кухонного стола получилась достаточно прочной, желательно собирать деревянные элементы на фанерном основании. Собрать рабочую поверхность не сложно – гораздо трудней привести ее в презентабельный вид. Для этого необходимо хорошенько прошлифовать, отполировать поверхность, а затем немного закруглить углы и придать необходимую форму изделию;
- Монтаж столешницы на подготовленное основание. Здесь никак не обойтись без таких элементов, как шпунты Чаще всего для этих целей используются специальные металлические маркеры, которые и вставляются в заранее подготовленные отверстия на одной из частей стола. Затем столешница прикладывается, в результате чего остаются отметины, предназначенные для дальнейшего сверления;
- Декорирование – это финишный этап. В первую очередь, дерево необходимо обработать специальными пропитками, которые защищают поверхность от воздействия неблагоприятных факторов. После высыхания кухонный стол покрывается лаком. Перед финишным покрытием можно придать изделию какой-нибудь оттенок при помощи морилки. Многообразие выбора позволяет акцентировать естественность деревянного покрытия или придать столу весьма необычный цвет.
Всё – кухонный стол полностью готов к использованию. Это была самая простая конструкция – все остальные вариации изготовить самостоятельно не намного сложнее. Главное – выполнять все работы, строго соблюдая последовательность технологических этапов.
Универсальная конструкция
Кухонный стол должен быть достаточно легким для того, чтобы его можно было перенести в другое место. Специальная фурнитура, которая встречается в продаже, позволяет немного поиграть с дизайнерским решением обеденного стола. Классические ножки:
Они могут быть стандартного размера (вариант для обеденного или офисного стола) – 800 мм, для высокой конструкции или барной стойки – 950 мм или для компактного журнального столика – 500мм.
Все эти ножки можно регулировать в пределах 40-60 мм, что, в свою очередь, позволяет подогнать мебель под любую высоту. Но, если стол делается своими руками, то изделия уже подгоняется под существующие параметры кухонного помещения. А это значит, что экспериментировать можно только с высотой изделия и его цветовым решением.
Жилые помещения еще не привыкли к офисному стилю в интерьере, поэтому блестящие, хромированные или позолоченные элементы будут из разряда «на любителя». Более мягкие металлические тона будут уместны для журнальных столиков. Поэтому для кухонного атрибута лучше всего выбрать деревянную фактуру и оттенки – благо, нынешние производители предлагают широчайший ассортимент такой фурнитуры.
Полезные советы и рекомендации
Кухонный стол, изготовленный из массива – это красиво, изысканно и благородно. Главное, чтобы вся красота дерева не скрывалась под скатертями и кухонными салфетками. Желательно выбирать наиболее твердую древесную породу. Самый оптимальный вариант по цене и качеству – это бук. При этом толщина столешницы должна быть не менее 45-50 мм. Чтобы сделать обеденный стол еще более «нарядным», стоит обнести декоративными элементами торцы столешницы. Как говорится, гулять так гулять!
Под столешницей желательно пришить фанерный лист. Со временем массив может рассыхаться и деформироваться, а при покупке проконтролировать качество древесины практически невозможно.
Для изготовления кухонного стола можно использовать универсальные ножки. Они крепятся очень просто и не требуют выполнения сложных манипуляций для крепления под столешницей. Приемлемая цена – еще один плюс в копилку универсальных ножек. Демонтаж стола займет не более 10 минут. Внутри универсальных ножек полая поверхность – супруга вряд ли догадается, где искать заначку «на черный день».
Своими руками можно сделать и кухонный гарнитур.
Что остается добавить? Только лишь то, что изделие, сделанное своими руками, радует чуть больше, чем самая красивая дизайнерская композиция, приобретенная в мебельном магазине. Бережно собранный своими руками кухонный стол из древесного массива – это не просто предмет интерьера, это то место, за которым будут чаще собираться все члены семьи. Именно поэтому стоит уделить каждому этапу производства большое внимание, а также не экономить на качестве используемого материала.
Столешница из ДСП смотрится как супермодель на картине Рубенса – обнять и плакать. А вот массивная береза или благородный дуб – совсем другое дело. За таким столом и посидеть приятно.
Похожие статьи
Стол кованый для дачи (38 фото) » НА ДАЧЕ ФОТО
1
Стол akol
2
Стол холодная ковка
3
Стол из профильной трубы
4
Стол и лавки для сада
5
Стол обеденный Melvin
6
Кованые столы прямоугольные
7
Стол кованый для дачи
8
Стол Ромео 2
9
Столик примангальный кованый
10
Кованые лавочки и столы
11
Стол садовый Лотос Протект ковка
12
Столик журнальный TETCHAIR SR-0939-3
13
Садовый стол из металла
14
15
Кованый стол в беседку
16
Кованые столы для сада
17
Стол садовый Валенсия Протект ковка
18
Кованнфй стол под навес
19
Уличный стол
20
Садовая кованная мебель для дачи
21
Кованый столик для дачи
22
Кованый стол Romeo черный (плитка Канада)
23
Столики с элементами ковки
24
Кованые лавки и столы
25
Стол кованый уличный
26
Стол Secret de Maison
27
Кованая Садовая мебель
28
TETCHAIR CT 4257
29
Стол «Ажур» са-2
30
Кованная мебель для сада
31
Стол садовый кованый
32
Стол кованый садовый Лотос
33
Кованная мебель для дачи
34
Кованая Садовая мебель
35
Стол «дачный», с ковкой, 150х87х79 см
36
Садовый стол из металла
37
Столик из кованных элементов
38
Мебель Садовая Ажур
Мировая доля рынка холодных штамповок для аэрокосмической промышленности оценивается в
Нью-Йорк, 22 апреля 2021 г. (GLOBE NEWSWIRE) — Факторы и факторы опубликовали новый отчет об исследовании под названием «Рынок холодной штамповки для аэрокосмической промышленности по типу продукта (внутренняя ковка, ковка по каталогу и ковка по индивидуальному заказу), по типу ( Фиксированное крыло и поворотное крыло), по платформе (узкий корпус, широкий корпус, региональные реактивные самолеты, истребители, вертолеты и другие), по самолетам (военная авиация, коммерческая авиация и авиация общего назначения), по применению (шасси, гондола, и планер): глобальная отраслевая перспектива, всесторонний анализ и прогноз на 2020–2026 годы ».
«Согласно исследовательскому отчету, глобальный рынок аэрокосмических холодных штамповок оценивался в 3,75 миллиона долларов США в 2019 году и, как ожидается, достигнет 6,01 миллиона долларов США к 2026 году. расти со среднегодовым темпом роста (CAGR) 7% с 2019 по 2026 год ».
Рынок холодных штамповок для аэрокосмической промышленности: обзор основных рыночных данных
Мировой рынок холодных штамповок для авиакосмической промышленности подпитывается ростом технических достижений в аэрокосмической отрасли, повышенным спросом на авиастроение и строгими правилами авиационно-космической отрасли во всем мире.
Ковка — это процесс штамповки или измельчения металла в форму. Холоднокованый материал был выкован при температуре ниже температуры рекристаллизации. Холодная ковка — это производственный метод деформирования материалов в высокопрочные компоненты. Процесс холодной штамповки обеспечивает высочайшую точность производства, которая является именно тем, что требуется для деталей в аэрокосмической отрасли. Холоднокованые изделия имеют точные размеры и практически не требуют отделки.
Запросите бесплатный образец отчета по рынку холодных штамповок для авиакосмической промышленности @ https: // www.fnfresearch.com/sample/aerospace-cold-forgings-market
(бесплатный образец этого отчета доступен по запросу).
В наш бесплатный образец отчета входят:
- 2020 Обновленный отчет Введение, обзор и углубленный отраслевой анализ
- Анализ воздействия пандемической вспышки COVID-19
- 195 + Pages Research Report (включая обновленные исследования)
- Предоставление руководящих указаний по главам по запросу
- 2020 Обновленный региональный анализ с графическим представлением размера, доли и тенденций
- Включает обновленный список таблиц и цифр
- Обновленный отчет включает ведущих игроков рынка с их бизнес-стратегией, объемом продаж и анализом доходов
- Методология исследования фактов и факторов
(Примечание: образец этого отчета обновлен с помощью анализа воздействия COVID-19 перед доставкой)
Ключевые вопросы ции, ответы на которые даны в этом отчете
1) Какое влияние COVID-19 до и после бизнеса оказало на рынок аэрокосмической холодной штамповки?
2) Каков размер и доля рынка холодных штамповок для аэрокосмической промышленности?
3) Кто является ведущими игроками на рынке холодных штамповок для авиакосмической промышленности?
4) Каким будет рынок аэрокосмических холодных штамповок в будущем?
Ключевые предложения:
- Объем рынка и прогноз по выручке | 2020−2026
- Динамика рынка — ведущие тенденции, драйверы роста, ограничения и инвестиционные возможности
- Сегментация рынка — подробный анализ по продуктам, типам, конечным пользователям, приложениям, сегментам и географии
- Конкурентная среда — главный ключ поставщики и другие известные поставщики
Узнайте больше об этом отчете перед покупкой @ https: // www.fnfresearch.com/inquiry/aerospace-cold-forgings-market
(Перед покупкой вы можете запросить расценки на отчет ИЛИ доступные предложения скидок).
Рынок холодной штамповки для аэрокосмической отрасли: основные игроки
- Eramet Group
- Bharat Forge
- Vsmpo-Avisma
- ATI Metal
- Ace Forge Pvt. Ltd.
- Hadee Forgings Pvt.Ltd.
- Rostec State Corp.
- Arconic
- Scot Forge
- Precision Castparts Corp
- Shaanxi Hongyuan Aviation Forging Co Ltd
- Berkshire Hathaway Inc.
- STS Intelli.
- Nufast Ltd.
Чтобы узнать дополнительный пересмотренный список участников рынка на 2020 год, запросите образец отчета: https://www.fnfresearch.com/sample/aerospace-cold-forgings-market
Быстрая вспышка коронавируса оказала значительное влияние на финансовые рынки, поскольку пандемия поставила основные экономики мира в режим блокировки.В результате этого большого запрета вся потребительская промышленность внезапно потеряла уверенность в покупке определенных товаров. Прекращение работы всех видов иностранных перевозок — одна из серьезных проблем, стоящих перед отраслью. Рынок холодных поковок для аэрокосмической промышленности замедлился из-за мировой рецессии, на которую повлияло падение спроса в производстве и экспорте товаров. Вспышка коронавируса COVID-19 в 2020 году повлияла на мировую экономику и рыночную ситуацию в основных отраслях промышленности по всему миру.Глобальному локауту препятствовали нестабильность цепочки поставок, торговая практика, промышленная деятельность и другие события, возникшие в результате сценария пандемии. Вспышка COVID-19 положила конец большей части авиастроительной отрасли. Планирование и реконструкция флота имеют решающее значение в борьбе с рисками пандемии. В результате сокращения количества сервисных и инспекционных испытаний из-за снижения пассажиропотока и сокращения летных часов различных самолетов спрос на холодные поковки для аэрокосмической промышленности снизился.Рост производства холодных штамповок в аэрокосмической отрасли замедлился из-за несоответствия спроса и предложения, вызванного поставками запасов в отраслях OEM и MRO, а также на производственных предприятиях. Кроме того, из-за ограничений в различных странах поставки самолетов в первом и втором кварталах 2020 года были отложены, что еще больше снизило выручку производителей. С точки зрения стандартов защиты здоровья и социального дистанцирования производители должны удовлетворять высокие ожидания авиакомпаний и пассажиров. С другой стороны, экономика улучшается, и предприятия возобновили свою деятельность с меньшими ресурсами и в соответствии с правительственными постановлениями.К 2021 году рынки конечного потребления должны быть полностью готовы к работе, что приведет к резкому увеличению спроса на авиационные смазочные материалы.
Повышенный спрос на холодные поковки для авиакосмической промышленности во всем мире стимулирует развитие рынка холодных поковок для аэрокосмической промышленности. Кроме того, ожидается, что повышенный спрос на новые самолеты со стороны развивающихся стран, таких как Индия и Китай, будет способствовать развитию глобального авиакосмического рынка холодных штамповок.
Приобретите копию отчета напрямую через TOC @ https: // www.fnfresearch.com/buynow/su/aerospace-cold-forgings-market
Движущей силой отрасли стал рост спроса на новые самолеты в развивающихся странах. Благодаря последним техническим достижениям аэрокосмическая промышленность значительно расширилась. Это важный фактор, который продвигает вперед мировую авиакосмическую промышленность по производству холодных штамповок. Кроме того, холодная ковка проще традиционных методов обработки. Это позволило завершить большой объем производства в более короткие сроки, что привело к росту рынка.Мировая авиакосмическая промышленность по производству холодных штамповок расширяется за счет увеличения инвестиций в исследования и разработки, производимые авиационными производителями холодных штамповок с целью внедрения новых, экономичных и высокоэффективных продуктов. Чтобы повысить обороноспособность, влиятельные страны поощряют технический прогресс и улучшения на рынке ПВО. Продавцы на рынке аэрокосмической обороны делают решающий выбор в отношении капиталовложений, исследований и роста, а также разработки передовых технологий.Они вкладывают деньги в проекты оборонного производства, такие как производство шасси и двигателей для военных самолетов. Микрохолодная штамповка (MCF), процесс штамповки, который продлевает срок службы штампов, помогает расширить спрос на холодную штамповку для аэрокосмической промышленности. Из-за длительного взаимодействия с заготовкой штамповочные штампы подвержены механическим повреждениям, а их снятие или восстановление может быть дорогостоящим и трудоемким. Обеспечивая быстрое возвратно-поступательное движение для достижения окончательной формы детали, MCF продлевает срок службы штампов.Высокая стоимость сырья отрицательно сказывается на росте рынка холодных штамповок для авиакосмической промышленности. Ожидается, что технологические разработки в области холодной штамповки увеличат перспективы роста мирового рынка холодных штамповок для аэрокосмической промышленности.
Мировой рынок холодных штамповок для аэрокосмической промышленности сегментирован по типу продукта, типу, платформе, самолету, применению и региону. По типу продукта глобальный рынок подразделяется на внутреннюю ковку, ковку по каталогу, ковку по индивидуальному заказу. По типу мировой рынок подразделяется на самолеты и винтокрылы.По платформе глобальный рынок делится на узкофюзеляжные, широкофюзеляжные, региональные, истребители, вертолеты и другие. По самолетам мировой рынок делится на военную авиацию, коммерческую авиацию и авиацию общего назначения. По применению глобальный рынок подразделяется на шасси, гондолу и планер. Географически глобальный рынок холодных штамповок для аэрокосмической промышленности делится на Северную Америку, Азиатско-Тихоокеанский регион, Европу, Латинскую Америку, Ближний Восток и Африку.
Запросить индивидуальную копию отчета @ https: // www.fnfresearch.com/customization/aerospace-cold-forgings-market
(Мы настраиваем ваш отчет в соответствии с вашими исследовательскими потребностями. Спросите нашего отдела продаж для настройки отчета.)
С географической точки зрения, Северная Америка представляет собой более высокую спрос на рынке холодных штамповок для аэрокосмической промышленности, за которым следует европейский регион. Ожидается, что в прогнозируемый период основным рынком сбыта холодных поковок для авиакосмической промышленности будет североамериканский регион. В Североамериканском регионе Соединенные Штаты являются основным пользователем холодных поковок для аэрокосмической промышленности.Северная Америка. Рост региона можно отнести к быстроразвивающейся аэрокосмической промышленности, которая увеличивает спрос на самолеты. Кроме того, рост расходов на оборону стимулировал расширение рынка в этой области. В связи со спросом на коммерческую авиацию в Азиатско-Тихоокеанском регионе прогнозируется устойчивый рост в течение прогнозируемого периода. Развитию рынка в этой области также способствовали технологические достижения и рост населения. Азиатско-Тихоокеанская авиакосмическая промышленность по производству холодных штамповок переживает бум из-за роста пассажирских авиаперевозок в развивающихся странах региона.Российские, японские и китайские авиастроители выходят на мировой рынок с модернизированными и высокотехнологичными самолетами, улучшая рынок холодных штамповок для авиакосмической промышленности. Кроме того, ожидается, что появление крупных игроков приведет к увеличению спроса на топливо. Кроме того, ожидается, что появление крупных игроков повысит спрос.
Просмотрите полный “Рынок холодных штамповок для аэрокосмической промышленности по типу продукта (внутренняя штамповка, ковка по каталогу и нестандартная штамповка), по типу (неподвижное крыло и поворотное крыло), по платформе (узкий корпус, широкий корпус, региональные самолеты, истребители , Вертолет и другие), по самолетам (военная авиация, коммерческая авиация и авиация общего назначения), по применению (шасси, гондола и планер): глобальная отраслевая перспектива, всесторонний анализ и прогноз, 2020–2026 гг. » https: // www.fnfresearch.com/aerospace-cold-forgings-market
КЛЮЧЕВЫЕ И ОСНОВНЫЕ ПОКАЗАТЕЛИ ОТЧЕТА:
- Статистически подтвержденный анализ исторических, текущих и прогнозируемых тенденций в отрасли с достоверной информацией о размерах рынка и данными с точки зрения стоимости и объема , где применимо
- Прямые и косвенные факторы, которые повлияли на отрасль, а также Прогнозируемые обоснования, которые, как ожидается, повлияют на отрасль в будущем
- Микро, мезо, макро и углубленный анализ технически значимых и коммерчески жизнеспособных сегментов и подсегментов Рынок
- Исторические и прогнозируемые доли рынка компании / поставщика / OEM / поставщика, конкурентная среда и данные о позициях игроков
- Исторические и текущие сценарии спроса (потребления) и предложения (производства), а также прогнозируемый сценарий спроса и предложения
- Подробный Список ключевых покупателей и конечных пользователей (потребителей), проанализированный по регионам и Приложения
- Анализ цепочки создания стоимости и цепочки поставок вместе со сценариями горизонтальной и вертикальной интеграции
- Производство и анализ структуры производственных затрат, включая затраты на рабочую силу, затраты на сырье и другие производственные расходы, где это необходимо
- Обзор ключевых маркетинговых стратегий и ключевых каналов продаж Принятые на рынок
Отчеты по теме:
Рынок напольных панелей для аэрокосмической промышленности: https: // www.fnfresearch.com/aerospace-floor-panels-market
Рынок эластомеров для аэрокосмической и оборонной промышленности: https://www.fnfresearch.com/aerospace-and-defense-elastomers-market
Аэрокосмическая промышленность и оборона Рынок сбыта: https://www.fnfresearch.com/aerospace-and-defense-chemical-distribution-market
О фактах и факторах (FnF Research):
Факты и факторы является ведущим организация по исследованию рынка, предлагающая клиентам отраслевой опыт и скрупулезные консультационные услуги для развития их бизнеса.Отчеты и услуги, предлагаемые Facts and Factors, используются престижными академическими учреждениями, стартапами и компаниями по всему миру для измерения и понимания меняющейся международной и региональной деловой среды.
Убежденность нашего клиента / клиента в наших решениях и услугах подтолкнула нас к тому, чтобы всегда предлагать лучшее. Наши передовые исследовательские решения помогли им в принятии соответствующих решений и составили рекомендации по стратегиям расширения их бизнеса.
Следуйте за нами LinkedIn: https: // www.linkedin.com/company/fnfresearch
Следуйте за нами Twitter: https://twitter.com/fnfresearch
Свяжитесь с нами:
Факты и факторы
США: + 1-347-989- 3985
Эл. Почта: [email protected]
Интернет: https://www.fnfresearch.com
Блог: http://fnfnewsblog.com
Холодная штамповка | МашинаMfg
Холодная штамповка — это общий термин для обработки пластмасс, такой как холодная штамповка, холодная экструзия и холодная высадка.
Холодная штамповка — это процесс штамповки при температуре ниже температуры рекристаллизации материала, и это штамповка при температуре ниже температуры восстановления.
Ковка при производстве заготовок без нагрева называется холодной ковкой.
Материалы для холодной штамповки — это в основном алюминий и некоторые сплавы, медь и некоторые сплавы, низкоуглеродистая сталь, среднеуглеродистая сталь и низколегированная конструкционная сталь с меньшим сопротивлением деформации и хорошей пластичностью при комнатной температуре.
Холодные поковки имеют хорошее качество поверхности и высокую точность размеров, которые могут заменить некоторые процессы резки.
Холодная ковка позволяет упрочнить металл и повысить прочность детали.
ОпределениеХолодная штамповка, также известная как холодная объемная штамповка, представляет собой производственный процесс и метод обработки.
Это в основном то же самое, что и процесс холодной штамповки.
Процесс холодной штамповки также состоит из трех элементов: материалов, форм и оборудования.
Только материалы в процессе штамповки — это в основном листы, а материалы в процессе холодной штамповки — в основном диски или проволока.
Базовая концепцияХолодная ковка относится к формованию различного объема, выполняемой при температуре ниже температуры рекристаллизации металла.
Согласно теории металлографии, температура рекристаллизации различных металлических материалов различна; температура рекристаллизации = 0,3 ~ 0,5 температуры плавления.
Температура плавленияT приведена в следующей таблице:
| Металл | Мин. Температура рекристаллизации / ℃ | Металл | Мин. Температура рекристаллизации / ℃ |
| Железо (Fe) и медь | 360 ~ 450 | Олово (Sn) | 0 |
| Медь (Cu) | 200 ~ 270 | Свинец (Pb) | 0 |
| Алюминий (Al) | 100 ~ 150 | Вольфрам (Вт) | 1200 |
Из цифр в таблице известна самая низкая температура рекристаллизации металлического железа и неметалла.
Даже при комнатной или нормальной температуре формовку свинца и олова нельзя назвать холодной ковкой, а горячей штамповкой.
Однако формовку железа, меди и алюминия при нормальной температуре можно назвать холодной ковкой.
Форма холоднокованых деталей становится все более сложной, от первоначальных ступенчатых валов, винтов, гаек и трубопроводов до деталей сложной формы.
Типичный процесс шлицевого вала: принудительное нажатие на стержневую часть — промежуточную часть высадки — сжимающую шлицевую часть;
Основной процесс шлицевой втулки: предотвращение сдавливания чашеобразной части — нижняя часть выполнена в форме кольца — втулка сжимается.
Технология холодной экструзии цилиндрических шестерен также успешно применяется в производстве.
Помимо черных металлов, все большее распространение получает холодная экструзия медных сплавов, магниевых сплавов и материалов из алюминиевых сплавов.
Введение в процессХолодная прецизионная ковка — это (почти) процесс формирования сетки.
Детали, изготовленные этим методом, обладают высокой прочностью и точностью, а качество поверхности хорошее.
В настоящее время общее количество холодных поковок, используемых в обыкновенной иномарке, составляет 40 ~ 45 кг, а общее количество зубчатых деталей — более 10 кг.
Вес холоднокованой шестерни может достигать более 1 кг, а точность профиля зуба может достигать 7-го уровня.
Непрерывные технологические инновации стимулировали развитие технологии холодной экструзии.
С 1980-х годов специалисты по точной ковке в стране и за рубежом начали применять теорию раздельной ковки для холодной штамповки прямозубых и косозубых шестерен.
Основной принцип раздельной ковки заключается в создании разделенного или разделенного канала для материала в формовочной части заготовки или пресс-формы.
В процессе ковки, когда материал заполняет полость, часть материала течет в разделенный или разделенный канал.
Применение технологии раздельной ковки позволило производить высокоточные шестерни небольшого размера и без резки, чтобы быстро выйти на промышленные масштабы.
Для экструзионных изделий с отношением длины к диаметру 5, таких как поршневые пальцы, можно использовать холодную экструзию для однократного формования путем аксиального разделения остаточной массы в осевом направлении, при этом пуансон обладает хорошей стабильностью.
Для формования плоских цилиндрических зубчатых колес холодная экструзия изделия также может быть достигнута с помощью радиальных остаточных блоков.
Окклюзионная ковка представляет собой экструзию металла в одном или противоположном направлении за один или два штампа в закрытой матрице для получения прецизионной ковки почти чистой формы без заусенцев.
Для некоторых прецизионных деталей автомобилей, таких как планетарные и полуосевые шестерни, звездообразные втулки, поперечные подшипники и т. Д., Если используется метод резки, не только коэффициент использования материала очень низок (менее 40% в среднем), но и Кроме того, высоки трудозатраты и время, а стоимость производства чрезвычайно высока.
Зарубежные страны используют технологию окклюзионной ковки для производства этих поковок с сеткой, что устраняет большую часть обработки резанием и значительно снижает стоимость.
Бесшовные трубы, бесшовные трубы, горячая и холодная штамповка
Ковка — это производственный процесс, во время которого заготовке формируют сжимающую силу. По температуре выполнения ковка подразделяется на «горячую», «теплую» и «холодную». В наиболее распространенных конфигурациях используются молотки или прессы для сжатия и деформации материала в высокопрочные детали.
Важно отметить, что процесс изготовления поковок полностью отличается от литейного, когда расплавленный материал заливается в форму. Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным.
Горячая штамповка означает штамповку заготовки металла при температуре, превышающей температуру выполненной рекристаллизации.
Особенности: снижение сопротивления деформации металлов, тем самым уменьшая плохую силу ковки, необходимую для деформации материала, что значительно снижает тоннаж ковочного оборудования; изменение структуры слитков, отлитых в процессе ковки, после рекристаллизации, становится крупнозернистой литой структурой, новой организацией мелких зерен и уменьшением дефектов в литой структуре для улучшения механических свойств стали; Повышение пластичности некоторых из более хрупких при низких температурах поковок из высоколегированной стали затруднено, что важно.Применимо большое сопротивление деформации при комнатной температуре, плохой металлопластический материал. Температурный диапазон ковки горячего металла относится к температуре и температуре начала ковки некоторого интервала между конечной температурой ковки, чтобы предотвратить перегрев, горение необходимо правильно определить начальную температуру ковки и конечную температуру ковки. Основной подход состоит в том, чтобы определить температуру нагрева стальной основы, на которой изображено равновесие между железом и углеродом.
Холодная ковка ниже температуры рекристаллизации формируемого материала, ковка осуществляется при температуре ниже ответной.Производство, приуроченное к черновой неотапливаемой ковке, можно назвать холодной ковкой. При температуре холодной ковки сопротивление деформации материала в основном невелико, пластик и некоторые алюминиевые сплавы лучше, а некоторые медные сплавы, низкоуглеродистая сталь, углеродистая сталь, низколегированная сталь. Холодная штамповка хорошего качества поверхности, высокой точности размеров, может заменить часть резки. Холодная ковка металла позволяет укрепить и улучшить прочность деталей. Технология холодной штамповки должна быть выше, чем температура штамповки прецизионной ковки и ковки, область прецизионного формования имеет свои уникальные преимущества.Процесс холодной штамповки с использованием улучшенной обработки канала ствола, точности размеров, поверхностной прочности, продления срока службы ствола, точности стрельбы, что соответствует увеличению в ружье, и простоты обработки конического ствола, качество можно снизить.
Важно отметить, что процесс изготовления поковок полностью отличается от литейного, когда расплавленный материал заливается в форму. Еще одно существенное отличие от других методов производства, таких как литье и механическая обработка, заключается в том, что ковка улучшает механические свойства материала, улучшая его зернистую структуру и делая его более жестким и прочным.
Холодная штамповка
Производственный процесс холодной штамповки
Производственный процесс холодной штамповки осуществляется при комнатной температуре. Заготовку сжимают между двумя штампами до тех пор, пока она не примет их форму. Чтобы доставить законченный, готовый к установке компонент, технология включает в себя прокатку, вытяжку, прессование, прядение, выдавливание и высадку.
Преимущества холодной штамповки
Производители могут предпочесть холодный процесс горячей штамповки; так как холоднокованые детали требуют очень мало отделочных работ или вообще не требуют их, что снижает затраты.Второе существенное преимущество — это экономия материала за счет прецизионных форм. Экономических преимуществ в сочетании с высокой производительностью и длительным сроком службы штампа более чем достаточно, чтобы убедить многих производителей в том, что холодная штамповка является для них лучшим вариантом.
Недостатки холодной ковки
В зависимости от требований производителя некоторые характеристики холодной ковки могут оказаться недостатками; например Только простые формы в больших объемах могут быть сформированы. Поэтому, если заказчик ищет конкретный компонент, изготовленный по индивидуальному заказу, холодная штамповка не будет лучшей альтернативой.Второй более значительный недостаток заключается в том, что холоднокованые металлы менее пластичны, что делает их непригодными для определенных конфигураций. Кроме того, из-за зернистой структуры, придающей материалу прочность, могут возникать остаточные напряжения.
Горячая штамповка
Производственный процесс горячей штамповки
Производственный процесс горячей штамповки выполняется при экстремально высоких температурах (до 1150 ° C для стали, от 360 до 520 ° C для сплавов, от 700 до 800 ° C для медных сплавов).Эта температура необходима для того, чтобы избежать деформационного упрочнения металла при деформации.
Преимущества горячей штамповки
Компоненты, изготовленные методом горячей ковки, обладают повышенной пластичностью, что делает их желательными для многих конфигураций. Кроме того, горячая ковка как метод более гибкая, чем холодная ковка, поскольку детали можно изготавливать по индивидуальному заказу. Превосходное качество поверхности позволяет выполнять широкий спектр отделочных работ, таких как полировка, нанесение покрытий или окраска, в соответствии с конкретными потребностями клиентов.
Недостатки горячей штамповки
Менее точные допуски на размеры являются возможным недостатком компонентов горячей штамповки по сравнению с компонентами холодной штамповки. Процесс охлаждения также следует проводить в особых условиях; в противном случае существует опасность деформации. Кроме того, зернистость кованых металлов может различаться, и всегда существует возможность реакции между атмосферой и заготовкой.
Горячая штамповка против холодной штамповки: заключение
Основное различие между горячей и холодной штамповкой можно резюмировать следующим образом: производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре.Напротив, производственный процесс горячей штамповки предотвращает деформационное упрочнение материалов при высокой температуре, что приводит к оптимальному пределу текучести, низкой твердости и высокой пластичности.
Наконец, производитель предпочел бы один процесс другому по экономическим, а не качественным причинам. Решение основывается на требуемых функциях желаемого компонента, отрасли, а также на том, массовое ли это производство или небольшой объем индивидуальных деталей.
Setforge обеспечивает холодную и горячую штамповку, причем обе они выполняются в отличных условиях с использованием современного оборудования для достижения идеальных результатов.Мы тесно сотрудничаем с нашими клиентами, чтобы понять их конкретные потребности и найти наилучшее возможное решение.
Чистое производство: холодное формование и соответствие требованиям охраны окружающей среды
Sussex Wire, Inc. Истон, Пенсильвания
Холодная штамповка, или холодная штамповка, становится все более популярным вариантом для изготовления высокоточных миниатюрных и микрохирургических и медицинских компонентов. 1 Производители, которые покупают нестандартные компоненты холодной штамповки для своих сборок, делают это с целью снижения затрат на сырье и рабочую силу, а также повышения производительности и надежности компонентов.Хотя детали, как правило, очень малы, большая их часть содержит большое количество разнообразного дорогостоящего — и часто ценного — сырья, и любое сокращение отходов напрямую влияет на чистую прибыль. Еще одно преимущество холодной штамповки, заключающееся в сохранении или даже улучшении воспроизводимого качества по сравнению с альтернативными методами, — еще одна причина, по которой она становится все более популярной.
Итак, хотя эффективность производства, более низкая стоимость и улучшенный выход, прочность и качество — все это чрезвычайно веские причины для выбора холодной штамповки, вот неожиданная причина: экологичность.Многие компании, применяющие методы снижения воздействия на окружающую среду, делают это либо из-за требований соблюдения нормативных требований, либо из-за важности связей с общественностью; то есть восприятие хорошего корпоративного гражданства влияет на предпочтения потребителей в эзотерических (если не реальных) терминах. Тем не менее, при холодной штамповке экологические преимущества также почти полностью сводятся к экономическим выгодам.
Этот микрошнек нетто-формы не образует брака и имеет повышенную прочность на разрыв за счет наклепа в процессе холодной штамповки.Естественно экологически безопасные методы, используемые при холодной штамповке, могут привести к экономии по следующим категориям: практически полное отсутствие отходов, более низкие затраты на материалы и переработку, снижение накладных расходов, а также снижение стоимости и расхода масла. Примечание. Платформа для сравнения затрат учитывает значительно больший объем производства холодногнутых деталей, в среднем 100 частей на миллион по сравнению с типичными 20 частями в минуту для обработанных деталей. Показанная ниже экономия особенно эффективна при очень длительной эксплуатации.
Практически без лома. При производстве детали жертвуется очень мало материала или вообще не происходит, за исключением обрезки, которая может составлять менее 2 процентов от массы детали. Холодное формование позволяет получить деталь «почти чистой формы» (а часто и полную форму нетто). Меньше брака означает снижение первоначальных затрат на материалы для изготовления детали.
Снижение затрат на материалы и переработку. Затраты на переработку, особенно экзотических материалов, таких как золото, серебро и платина, намного ниже при холодной штамповке, потому что при механической обработке образуется лом, тогда как при холодной штамповке все материалы имеют почти чистую форму.Затраты на переработку экзотических материалов выше из-за проблем с регенерацией частиц и отсеиванием примесей после переработки.
Сниженные накладные расходы. На производство такого же количества деталей затрачивается меньше человеко-часов; следовательно, стоимость единицы включает гораздо меньший вклад трудозатрат, чем механическая обработка. Кроме того, из-за высокой производственной скорости холодной штамповки вклад в коммунальные расходы на деталь гораздо ниже, чем при более медленном процессе, таком как обработка, что делает деталь значительно более энергоэффективной.
Таблица 1. Сравнение производственных затрат и экономии при холодной штамповке и механической обработке для микровинта. Таблица 2. Сравнение производственных затрат и экономии при холодной штамповке и механической обработке ступицы канюли. Для этой ступицы канюли минимальный брак и Повышенная прочность на разрыв достигается за счет процесса холодной штамповки.Снижение стоимости и расхода масла. Общая стоимость масла ниже при холодной штамповке. Несмотря на то, что здесь используется более дорогой тип масла, для обработки которого требуется более высокая вязкость, чем смазочное масло, более высокая скорость производства означает меньшее потребление масла с течением времени.В среднем это приводит к экономии затрат на смазку на 10 процентов при каждом полном производственном цикле.
Чтобы проиллюстрировать экологическую экономию с использованием реальных продуктов, в следующих примерах конкретных деталей сравниваются производственные затраты и экономия при холодной штамповке и механической обработке.
Пример 1: Винт-вкладыш для медицинского устройства
Винт-вкладыш из нержавеющей стали изготавливается с использованием холодной штамповки и профилирования в качестве вторичной операции. Этот микрошнек с нетто-формой не образует отходов и имеет повышенную прочность на разрыв благодаря деформационному упрочнению в процессе холодной штамповки.Высокая производительность холодной штамповки положительно сказывается на стоимости и энергоэффективности с экономией 407 кВтч на миллион деталей по сравнению с традиционными методами обработки. Производственные циклы винтовой пластины превышают 50 000 000 деталей в год (см. Таблицу 1).
Пример 2: Ступица канюли
Алюминиевая трубчатая часть, которая удерживает медицинскую иглу и винты в корпусе шприца, изготавливается с использованием холодной штамповки с вторичными операциями для резьбы.Минимальное количество брака и повышенная прочность на разрыв достигаются за счет процесса холодной штамповки. Благодаря высокой производительности, возможной при холодной штамповке, по сравнению с традиционными методами обработки, на миллион деталей было сэкономлено 528 кВт · ч, что снизило не только затраты на электроэнергию, но и углеродный след. Эта часть работает более 2 000 000 в год (см. Таблицу 2).
Итог: рассмотрение только экологических требований может оказаться недостаточным для того, чтобы убедить покупателей медицинского оборудования использовать холодную штамповку для решения многих своих потребностей в производстве небольших компонентов.Но холодная формовка дает им возможность не только заявить о себе, что это большая ответственность за охрану окружающей среды, но и сэкономить на дополнительных расходах.
Эту статью написала Мэриан Уоткинс, директор по маркетингу компании Sussex Wire, Истон, Пенсильвания. Свяжитесь с ней по Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра. Для получения дополнительной информации нажмите здесь .
Medical Design Briefs Magazine
Эта статья впервые появилась в сентябрьском выпуске журнала Medical Design Briefs за сентябрь 2017 года.
Читать статьи в этом выпуске здесь.
Другие статьи из архивов читайте здесь.
ПОДПИСАТЬСЯ
Разогрев до холодной штамповки
Команды разработчиков новых продуктов (NPD) всегда ищут конкурентное преимущество, которое позволит им делать свои электронные устройства меньше, технику более надежной, автомобили более безопасными или инструменты более точными. Эти продукты часто требуют высокотехнологичных металлических компонентов во все более миниатюрном масштабе, и спрос на эти миниатюрные и микрометаллические компоненты ускоряется.Разработчики таких продуктов имеют широкий выбор источников этих компонентов, стремясь соответствовать критически важным функциональным спецификациям без ущерба для проектирования для производства (DFM), проектирования для сборки (DFA), качества и стоимости.
Сравнение доступных процессов друг с другом в соответствии с критериями рентабельности, по которым они обычно оцениваются, выводит на первый план один процесс, который часто упускается из виду.
Холодная штамповка или холодная штамповка — это приложение усилия с помощью пуансона к металлической заготовке, помещенной в штамп.Сила превышает предел упругости сплава, вызывая пластическое течение до тех пор, пока металлическая заготовка не примет форму, связанную с пуансоном и матрицей. Как следует из названия, этот метод формования достигается только за счет силы, без применения дополнительного тепла или резки и сдвига. Следовательно, холодное формование не приводит к повторному отжигу или механическому повреждению исходной металлургической зернистой структуры материала, как это могут делать другие процессы.
Обратите внимание на достоинства и недостатки, указанные в таблице ниже.Ниже приведены три примера компонентов холодной ковки и обсуждение того, почему холодная штамповка так часто упускается из виду при поиске поставщиков компонентов.
Стекло-металлическое уплотнение со сплющенным выводом и продольным овальным отверстием
Применение: клеммный элемент в электронных устройствах большого объема с уплотнением стекло-металл (герметичные)
Материал: Расширяющийся сплав: сплав 52 (сплав никель / железо) в соответствии с качеством уплотнения стекло-металл ASTM F-30
метод производства:
- Формовано и прошито на выдвижной машине, в сборе
Примечательные особенности:
- Очень хорошее качество поверхности уплотняемых поверхностей, нет путей утечки
- Диаметр отверстия (овал) центрируется внутри плоской поверхности клеммы
- Диаметр отверстия положительный или отрицательный.002 «(плюс-минус 0,05 мм)
- Плоский конец обрезан перпендикулярно оси шага
Преимущества:
- Материальные отходы минимальны
- Холодное формование штифта исключает наличие спиральных линий обработки
- Высокие производственные скорости позволяют снизить производственные затраты при больших объемах производства, намного быстрее, чем механическая обработка / намного меньше материальных затрат, чем механическая обработка.
Ковочные материалы: углеродистые и низколегированные стали | 2013-12-01
В процессе ковки создаются компоненты, обладающие превосходными свойствами по сравнению с другими производственными операциями, такими как литье и механическая обработка.Разнообразие металлов, которые можно подделать, довольно велико, но каждый класс материалов имеет свой собственный набор проблем, которые необходимо понять кузнецу, чтобы можно было производить высококачественные компоненты. В этой первой из серии статей будет рассмотрена ковка гладкоуглеродистых и низколегированных сталей.
Поскольку стали широко используются, этому классу материалов будут посвящены две статьи. В этой статье мы обсудим химию, типичные области применения и некоторые операционные вопросы ковки.В следующей статье будут рассмотрены металлургические вопросы стали, операции после ковки и типичные физические свойства различных кованых материалов.
Общее описаниеСталь — это сплав на основе железа с небольшими добавками углерода и других элементов, улучшающих различные свойства. Сталь — один из самых полезных металлов. Это металл, который имеет наибольшую прочность на единицу стоимости. Существует широкий спектр стальных составов, а также широкий спектр микроструктур, которые могут быть изготовлены.Эти диапазоны позволяют получить широкий выбор свойств в пределах семейства стальных сплавов. При низких температурах микроструктура стали часто находится в области фаз феррит плюс карбид железа, тогда как при высоких температурах микроструктура стали находится в области фазы аустенита. Различные фазы указывают на различия в кристаллической структуре. Что еще более важно, они указывают на различия в свойствах. Горячая штамповка проводится в области аустенитной фазы, а холодная штамповка выполняется в области ферритной фазы.
Стали обычно состоят из 95–99% железа с содержанием углерода 0,005–1,0%. Углерод придает сплаву прочность и закаливаемость. К другим элементам, которые обычно добавляют в сталь, относятся марганец для улучшения обрабатываемости в горячем состоянии; хром и молибден для улучшения ударной вязкости и прокаливаемости; никель для увеличения прочности и ударной вязкости; кремний, который в первую очередь является раскислителем, но может также увеличивать прочность; и алюминий, который является раскислителем.
Нежелательные остаточные элементы, обнаруженные в сталях, включают фосфор и серу, хотя сера иногда специально добавляют для улучшения обрабатываемости.Ковка серосодержащих сталей труднее. Еще один остаточный металлический элемент, содержание которого увеличивается с увеличением производства стали из лома, — это медь. Медь из автомобильной электропроводки не удаляется до того, как старые автомобили будут превращены в лом для сырья для электродуговой печи. Чрезмерное количество меди может увеличить склонность сталей к жаропрочности.
Области примененияНа Рисунке 1 показаны некоторые типичные области применения компонентов из кованой стали.Сталь — отличный конструкционный материал с широким спектром применения. Обладая превосходной прочностью, ударной вязкостью, жесткостью и устойчивостью к усталости при разумной стоимости, сталь является основным материалом для транспортировки. В таблицах 1 и 2 представлены выбранные механические свойства нормализованных углеродистых сталей и сталей, подвергнутых закалке и отпуску, соответственно. Более 50% веса типичного легкового автомобиля связано с содержанием в нем стали. Большинство крепежных изделий, строительного и горнодобывающего оборудования, станков и крупных конструкций преимущественно из стали.Трубопроводы, железные дороги, сельхозтехника, корабли и шасси для самолетов изготавливаются из стали. Наконец, сталь является основой оборонных применений, начиная от боеприпасов и заканчивая авианосцами. На рисунке 2 показан диапазон температур, в котором обычно ковка стали и используются компоненты.
Температура ковкиПоведение стали во время ковки, за исключением обрабатываемых марок, отличное. Следует понимать, что ковка сама по себе может влиять на пластичность, ударную вязкость и усталостную долговечность конечного компонента.Это улучшение свойств происходит из-за нарушения сегрегации, закрытия пор и содействия гомогенизации, которую ковка обеспечивает стали. Ковка также может уменьшить размер зерна и создать волокнистую структуру зерна (то есть поток зерна) в компоненте. Типичные структуры зерен показаны на рисунках 4 и 5. Если поток зерен ориентирован перпендикулярно трещине, которая могла бы образоваться во время использования (из-за удара или усталостной нагрузки), поток зерен может препятствовать распространению трещины и улучшать ударные и усталостные свойства поковок.Хотя кованая сталь обычно обладает превосходными характеристиками усталости и вязкости, следует отметить, что ковка оказывает лишь незначительное влияние на конечную твердость и прочность детали. Твердость и прочность обычно регулируются выбранным составом стали и термообработкой.
Горячая штамповка — Это наиболее распространенный процесс обработки сталей. При высоких температурах пластичность отличная, а напряжение течения составляет 10-20% от предела текучести при комнатной температуре (рис. 3).Температура ковки, которую можно использовать, в первую очередь зависит от содержания углерода в стали. Стали с более высоким содержанием углерода или легирующих элементов имеют более низкие максимально допустимые температуры ковки из-за более низкой температуры плавления. Если температура стали слишком высока, то может произойти «выгорание» или начало плавления границ зерен.
В то время как типичные температуры горячей ковки составляют от 2150 ° F до 2375 ° F — значительно ниже температуры плавления более 2500 ° F — деформационный (адиабатический) нагрев приводит к локальному нагреву.Локальное повышение температуры на 200 ° F или более может привести к локальному плавлению, что значительно снизит механические свойства и пластичность ковки. При температурах горячей ковки скорость или скорость деформации влияют на устойчивость стали к деформации. Чем выше скорость деформации, тем выше прочность стали и большее усилие требуется для ее деформации. Рисунок 3 иллюстрирует этот момент для горячей штамповки.
Горячая ковка — Обычно это происходит в диапазоне температур 1500-1800 ° F и используется для формовки многих различных марок стали.Теплая ковка снижает затраты энергии на нагрев, а также количество окалины и теплового сжатия, которое происходит во время постпроцессного охлаждения. Нагрузки пресса, необходимые для теплой ковки, могут быть значительно выше, чем при ковке при традиционных температурах из-за более высокого напряжения течения. Эти повышенные нагрузки могут сократить срок службы штампа. Теплая ковка также может создавать улучшенную микроструктуру, так что кованый компонент может не нуждаться в последующей термообработке. Инструменты для горячей штамповки, как правило, дороже, потому что они рассчитаны на гораздо более высокие уровни нагрузки.Горячие кованые детали чаще всего используются в механических прессах в больших объемах, например, в компонентах автомобильных трансмиссий.
Холодная ковка — Сталь также может подвергаться холодной ковке при температурах ниже 500 ° F. Холодное формование практически всегда выполняется при комнатной температуре, поскольку выгода от нагрева на несколько сотен градусов незначительна, а затраты на нагрев значительны. Компонент должен быть довольно маленьким, так как сталь будет сильно закаливаться во время холодной ковки, что приведет к значительному увеличению прочности материала, что приведет к увеличению и без того высоких нагрузок при ковке.Напряжение течения очень велико для процессов холодной штамповки. Стоимость и сложность инструмента экспоненциально выше, поскольку требуются очень сложные комплекты инструментов для поглощения контактного давления, значительно превышающего 100 000 фунтов на квадратный дюйм. Холодногнутые детали ограничиваются операциями чеканки и крупносерийными прессами, такими как крепежные детали, корпуса свечей зажигания, компоненты подшипников и ручной инструмент.
Ковочные операцииПредварительный нагрев стальных заготовок для горячей и горячей ковки чаще всего выполняется в газовых (или других) печах для крупных деталей, малых партий, осадки, открытых штампов и операций в цеху.По большей части время нагрева может превышать 30 часов! Это долгое время приводит к образованию окалины, которую необходимо удалить перед ковкой, иначе деталь будет иметь очень плохую отделку поверхности, поскольку окалина врезается в поверхность. Накипь можно удалить путем высадки или механического удаления. Часто можно увидеть, как оператор использует воздух под высоким давлением для удаления окалины с больших поковок во время процесса. Большие количества поковки малого и среднего диаметра (менее 10 дюймов) часто нагреваются в горизонтальных индукционных установках, чтобы обеспечить быстрое время нагрева, улучшенный контроль процесса и значительно меньшее масштабирование.Резистивный нагрев возможен, но довольно редко.
Сталь очень устойчива к охлаждению поверхности во время процессов горячей и теплой ковки. Во время горячей штамповки инструмент смазывается, за очень немногими исключениями. Самая распространенная смазка — графитовая. Во время большинства процессов холодной штамповки смазочные материалы наносятся на заготовку в виде покрытия. Температура инструмента (штампа) редко бывает критической при производстве стальной поковки. В цехе нередко изготавливают продукт на инструментах, предварительно нагретых до температуры менее 300 ° F при ковке заготовки при 2350 ° F.По большей части стальные поковки устойчивы к широкому диапазону технологических условий.
Заключительные комментарииСталь — это класс материалов, которые легко поддаются ковке, и их часто выбирают клиенты, занимающиеся ковкой. Необходимо понимать поведение стали во время операции ковки, чтобы наилучшие из возможных компонентов были отправлены заказчику. В следующей статье этой серии мы продолжим обсуждение углеродистых и низколегированных сталей.
БлагодарностиБлагодарю за поддержку этой работы со стороны программы PRO-FAST.Программа PRO-FAST реализуется специальной командой профессионалов, представляющих как Министерство обороны, так и промышленность. Эти товарищи по команде полны решимости обеспечить, чтобы кузнечная промышленность страны могла противостоять вызовам 21 века. Ключевые члены команды: группа по исследованиям и разработкам (DLA J339), отдел исследований и разработок в области логистики (DLS-DSCP) и Ассоциация кузнечной промышленности (FIA). Эта работа была первоначально подготовлена для курса FIA Theory & Applications of Forging and Die Design компанией Scientific Forming Technologies Corporation.
Соавтор доктор Чет Ван Тайн — профессор FIERF, факультет металлургической инженерии, Колорадская горная школа, Голден, штат Колорадо. С ним можно связаться по телефону 303-273-3793 или [email protected]. Соавтор Джон Уолтерс — вице-президент компании Scientific Forming Technologies Corporation, Колумбус, Огайо. С ним можно связаться по телефону 614-451-8330 или [email protected].
Эта статья представлена в выпуске журнала FORGE «10 лет назад: 10 лучших статей кузнечной отрасли». Прочтите другие избранные статьи и проголосуйте за понравившийся!
Подробнее Содержание кузнечной промышленности
| Как крупный международный издатель академических и исследовательских журналов Science Alert издает и разрабатывает названия в партнерстве с самыми престижные научные общества и издатели.Наша цель заключается в том, чтобы максимально широко использовать качественные исследования. аудитория. | ||||||
| Мы прилагаем все усилия, чтобы поддержать исследователей которые публикуют в наших журналах. Есть масса информации здесь, чтобы помочь вам публиковаться вместе с нами, а также ценные услуги для авторов, которые уже публиковались у нас. | ||||||
| 2021 цены уже доступны. Ты может получить личную / институциональную подписку перечисленных журналы прямо из Science Alert. В качестве альтернативы вы может пожелать связаться с выбранным вами агентством по подписке Направляйте заказы, платежи и запросы в службу поддержки. в службу поддержки клиентов журнала Science Alert. | ||||||
| Science Alert гордится своей тесные и прозрачные отношения с обществом. В виде некоммерческий издатель, мы стремимся к самым широким возможное распространение публикуемых нами материалов и на предоставление услуг высочайшего качества нашим издательские партнеры. | ||||||
| Здесь вы найдете ответы на наиболее часто задаваемые вопросы (FAQ), которые мы получили по электронной почте или через контактную форму в Интернете.В зависимости от характера вопросов мы разделили часто задаваемые вопросы на разные категории. | ||||||
| Азиатский индекс научного цитирования (ASCI) стремится предоставить авторитетный, надежный и значимая информация по освещению наиболее важных и влиятельные журналы для удовлетворения потребностей мировых научное сообщество.База данных ASCI также предоставляет ссылку к полнотекстовым статьям до более чем 25000 записей с ссылка на цитированные ссылки. | ||||||